对于产品的检测很多实验室都能够控制到,而对于产品之外的一些辅料和包装,大家注意到了吗?对于这些辅料我们应该如何控制较好?
一、食品行业包装简介塑料包装作为当今主流包装形式,被广泛应用于各类商品的包装,尤其以食品行业应用最多。我们日常消费的液体/半液体食品、粉末状食品、固体食品等均以塑料包装为主。当前常用的食品用塑料包装材料有聚乙烯、聚氯乙烯、聚丙烯、聚酯、聚偏二氯乙烯及聚碳酸酯等,不同材料因特性不同其应用也不同,通常我们根据实际需要利用材料的不同特性将其复合在一起使用。二、食品行业对包装质量检测与控制需求食品的质量安全直接影响到国民健康,包装作为食品的重要组成部分,在产品出厂后的质量保护方面扮演着重要角色。随着《食品安全法》的出台,食品行业不再只关注食品的安全,食品包装安全也同样重要。我国国家质检总局于2006年启动食品包装QS认证与市场准入工作,对食品包装用塑料制品实施生产许可与市场准入制度。食品用塑料包装产品应符合《食品用包装容器工具等制品生产许可通则》及《食品用塑料包装容器工具等制品生产许可审查细则》的要求,相关企业应根据产品应用对包装各项性能进行检测和评价,以确保保持连续生产合格产品的能力。三、食品行业包装控制要素及意义汇总我国及国际相关标准规范,Labthink兰光(济南兰光机电技术有限公司-国际包装检测技术与检测仪器优秀供应商)对食品包装进行检测与控制的指标主要包括:阻隔性能、物理机械性能、滑爽性、厚度、溶剂残留、耐蒸煮性能、密封性能、瓶盖扭力、顶空气体分析、印刷质量等。1、阻隔性能阻隔性能是指包装材料对气体、液体等渗透物的阻隔作用。阻隔性能测试包括对气体(氧气、氮气、二氧化碳等)与水蒸气透过性能测试。阻隔性能是影响产品在货架期内质量的重要因素,也是分析货架期的重要参考,通过该项检测能解决由于对氧气或水蒸气敏感而产生的氧化变质、受潮霉变等问题。2、物理机械性能物理机械性能是衡量包装在食品的生产、运输、货架展示期、使用等环节对内容物实施保护的基本指标,一般包括:抗拉强度与伸长率、复合膜剥离强度、热合强度、耐穿刺性能、耐冲击性能、耐撕裂性能、抗揉搓性能、耐压性能等指标。(1)抗拉强度与伸长率:指食品包装材料在拉断前承受的最大应力值及断裂时的伸长率。通过检测能够有效地解决因所选包装材料抗拉强度不足,而产生的包装破损问题。(2)剥离强度:也被称作复合强度或180度剥离强度,是检测食品包装用复合膜中层与层间的粘接强度。如果剥离强度过低,则极易在包装使用中出现层间分离现象,进而带来物理机械性能与阻隔性能大幅降低而引发系列问题。(3)热封强度:又称为热封强度,是评定食品包装热封合部位封合强度的分析指标。若热合强度不足,会导致包装在热封处裂开、发生食品泄漏、污染等问题。(4)耐穿刺性能:是对食品包装抵抗尖锐硬物刺穿能力进行评估的指导性指标。(5)热收缩测试:用来评定包装材料的遇热收缩性能。(6)耐冲击性能:防止因包装材料韧性不足在受到冲击与跌落时出现包装表面破损情况的发生,有效避免食品在流通环节中因冲击或跌落而导致的破损。(7)耐撕裂性能:食品包装及包装材料在储存和运输过程中有可能因外力作用被撕破,足够的抗撕裂扩展力可以减少撕裂的传递,从而避免包装破损。另外撕裂性能也是包装物是否易开启的重要指标,撕裂力的大小决定了消费者开启包装的难易程度。(8)抗揉搓性能:食品包装及包装材料在生产、加工、运输及使用过程中,不可避免会发生揉搓、弯曲扭转、挤压等行为,从而影响到材料的包装性能,特别是对阻隔性能的影响极大。通过检测包装材料在试验前后性能的变化,对材料的抗揉搓性能进行科学的量化分析和判断。(9)耐压性能:食品包装在仓储及运输的过程中,不可避免的会发生堆码、挤压等行为,从而影响到材料的包装性能。通过模拟包装在仓储、运输等过程中的堆码、挤压损伤等行为,检测试样在试验前后性能的变化,对材料的耐压性能进行科学的量化分析和判断。3、摩擦系数检测摩擦系数是评价包装材料内外侧滑爽性能的重要指标。通过检测以确保其良好的开口性,以及在高速生产线上能够顺利地进行输送与包装,满足产品高速包装发展的需求。4、厚度的测试食品包装材料厚度是否均匀是检测其各项性能的基础。包装材料厚度不均匀,会影响到阻隔性、拉伸强度等性能,对材料厚度实施高精度控制也是确保质量与控制成本的重要手段。5、溶剂残留检测食品包装在生产过程中的印刷、复合、涂布工序中使用了大量的有机溶剂,如甲苯、二甲苯、乙酸乙酯、丁酮、乙酸丁酯、乙醇、异丙醇等。这些溶剂或多或少地残留在包装材料中,若含有较高溶剂残留的包装材料用来包装食品,将会危害人们的身体健康,因此必须对溶剂残留量进行检测。6、耐蒸煮性能蒸煮包装在食品领域应用较为广泛,但包装材料经过蒸煮工序后性能是否仍然达到要求,就需要对耐蒸煮性能进行检测。该项检测是指借助高温反压蒸煮锅评定蒸煮前后包装性能的变化以及胀袋等问题。7、密封性能检测密封性能是指包装袋密封的可靠性,通过该测试可以确保整个产品包装密封的完整性,防止因产品密封性能不好,而导致泄漏、污染、变质等问题。8、瓶盖扭矩检测瓶类包装是常用包装形式之一。其瓶盖锁紧、开启扭矩值的大小,是生产单位离线或在线重点控制的工艺参数之一。扭矩值是否合适对产品的中间运输以及最终消费都有很大的影响。9、顶空气体分析食品自灌(封)装到打开包装使用之前,对包装内部的气体成分进行控制是有效延长产品保质期或改善保存质量的重要手段。通过检测可以对包装袋、瓶、罐等中空包装容器顶部空间氧气、二氧化碳气体含量、混合比例做出评价,从而指导生产、保证产品货架期质量。10、印刷质量检测对包装实施精美印刷是产品吸引消费者的重要手段,产品包装印刷质量的好坏直接影响到消费者对产品的信赖。若想确保亮丽的外观质量,就需要对印刷质量进行控制。(1)色彩控制在彩色印刷中需要借助人工进行辩色,经常因光照环境不同而产生不同的评价或因同色异谱现象产生印刷质量问题,配备标准光源可以有效地避免此类问题的发生。(2) 墨层结合牢度与耐磨性控制包装的印刷墨层脱落会严重影响产品形象,甚至影响到消费者对产品质量的信任,通过该项检测可以有效预防产品在运输等过程中因磨擦造成包装印刷墨层脱落的现象。以上资料由济南Ulab优班检测提供
食品安全是关系国计民生的重大问题,与此息息相关的食品包装的重要性也就勿庸置疑。在满足中国13亿人口食用物资供应的背后,是庞大的食品包装机械市场。 市场需求强劲要求不断提高 根据中国食品和包装机械行业协会的统计数据,2006年国内食品和包装机械行业销售火爆,销售额在2005年673.7亿元人民币的基础上增长22.96%,达到828.38亿元人民币,增长率创近年新高。 随着中国市场经济高速发展以及人们生活质量的提高,国内对于微波食品、休闲食品及冷冻食品等方便食品的需求量将不断增加,这将直接带动相关食品包装的需求,令国内食品与包装机械业可在较长时间内维持正增长,预测到2010年,国内食品与包装机械业的总产值将达到1300亿元人民币,而市场需求可能达到2000亿元人民币。 同时,消费者对食品及其包装要求正在不断提高。其中,高度安全占据首要地位。食品从包装材料到包装方式,从环境要求到标识处理等都更为严格,因此,行业需要高度重视和大力开发符合安全卫生要求的食品包装机械,尽量减少食品包装机械作业过程发生错误,避免产生不合格产品。 食品包装机械发展趋势 目前,食品包装机械的研发正朝着高速、多功能化及控制智能化的方向发展,以适应市场需求。 为满足交货期的要求和降低工艺流通成本的需要,未来食品包装机械要求能够进行高速生产。同时对一些产品,还要求包装机械和生产机械相衔接。除了需要提高转速外,还可采用连续工作或多头工作方式。此外,还必须降低废品率及故障率,使正常的生产率得以提高,发展趋势是使包装机械进一步智能化,即设备自行诊断,自我修复。 现代消费者追求食品口味的丰富性,食品生产趋向于多品种、小批量。与此相应,多元化、具有多种切换功能,能适应多种包材和模具更换的包装机才能够适应市场的需求。为使包装机械具有良好的柔性和灵活性,提高自动化程度,须大量采用微电脑技术、模块技术和单元组合形式。例如,德国BOSCH公司所属的HESSER厂生产的多工位制袋真空包装机,可集制袋、称重、充填、抽真空、封口等多种功能于一体,方便快捷。 今后,工业机器人、微电子、电脑、智能型和图像传感技术等也将会得到越来越广泛应用,促使包装机械日趋自动化。在这种包装机械中,微机作为它的大脑,取代了常规的控制系统。各种仪器、仪表、传感器感受包装参数的变化,并反馈到大脑(微机)中,从而命令执行机构完成包装操作所必需的动作。 目前,国内食品厂的大部分包装工作,特别是较复杂的包装物品的排列、装配等工作基本上是人工操作,可能造成对被包装产品的污染。这种状况极需得到改变。
众所周知,食品霉腐变质主要原因是由微生物的活动造成,而微生物(如霉菌和酵母菌)的生存是需要氧气的,真空食品包装就是运用这一原理,把包装袋内和食品细胞内的氧气抽掉,使微生物失去“生存的环境”,并将内容物和外界环境完全隔离,以此达到食品较长时间储存和保鲜的效果。由此可见,真空食品包装自身的阻隔性能和整体的密封性能直接影响着食品的储存寿命及口味的变化,是相关企业必须关注和控制的指标。Labthink兰光接下来结合压差法气体渗透仪、透湿性测试仪及密封试验仪对真空食品包装的阻隔性能和密封性能进行简要的介绍。1.真空食品包装的阻隔性能 阻隔性能是指真空包装材料对气体、液体等渗透物的阻隔作用。阻隔性能测试包括对气体(氧气、氮气、二氧化碳等)与水蒸气透过性能两类。阻隔性能是影响产品在货架期内质量的重要因素,也是分析货架期的重要参考。⑴ 真空食品包装的氧气透过量 阻气性不好的真空食品包装即使抽真空过程很成功,当曝露在空气中后,空气中的氧很容易重新进入已抽成真空的包装袋内,这就失去了真空袋应有的作用。另一方面,对于一些有香味的内容物,空气的进入和包装内香气的溢出都会降低顾客对产品的满意度。相关标准明确规定,氧气透过量测试按照《GB/T 1038-2000塑料薄膜和薄片气体透过率试验方法压差法》检测,测试时将热封面朝向低压侧。Labthink兰光的VAC系列压差法气体渗透仪选件精良,各项指标均优于国家标准或国际标准的要求,性能稳定可靠;除具备气体透过量检测功能外,还独具扩散系数、渗透系数、溶解度系数的测试功能,满足广大科研机构与院校对材料的阻隔性能进行分析与改良的研究需求。⑵ 空食品包装的水蒸气透过量 对于一些干燥性能要求高的产品,水蒸气的进入会使它们由脆变软,有些怕冻的物品在真空环境中通过自身呼吸能形成一个相对理想的温度,如果外包装阻水蒸气性能不好,就会因为外界冷气入侵而冻伤。相关标准明确规定,水蒸气透过量测试按照《GB/T 1037-1988塑料薄膜和片材透水蒸气性试验方法杯式法》检测,试验条件为温度38±0.6°C,相对湿度90±2%,测试时将热封面朝向湿度低的一侧。Labthink兰光的透湿性测试仪采用高精度称重传感器,提升测试精度,有效缩短试验过程中渗透平衡的判断时间,进而有效缩短整个试验的时间。其次,将温湿度控制技术与称重技术联合设计并配合计算机控制技术,实现在试验环境中进行测试称量,无须人工干预,使试验过程完全不受外界影响,试验结果更加精确,完全满足铝箔等高阻材料透湿性测试的要求。另外,设备还有单腔、三腔、六腔及十二腔可选,满足不同客户的需求。2. 真空食品包装的密封性能 密封性能是指包装袋密封的可靠性,通过该测试可以确保整个产品包装密封的完整性,真空食品包装的原理决定了其整体密封性的重要性。密封性能测试有多种方法,最常用的方法是使用密封性试验仪,如Labthink兰光的MFY-01密封试验仪;利用真空原理,按国家标准分别在-30kpa,-50kpa,-70kpa,-90kpa保持0.5分钟,对于真空包装主要是观察试验后试样的恢复情况。当然上述方法是采用目测法的原理,是一种定性的测试方式,如欲定量检测乳品塑料杯包装的密封与泄漏性能,则可以采用正压法原理密封性能测试设备,如Labthink兰光的LSSD-01泄露与密封强度测试仪。 当然确保了真空食品包装的阻隔性能和密封性指标合格后,还需要对其他的一些指标如拉断力与伸长率、热封强度、摩擦系数、剥离强度等进行控制,以确保货架期内产品的质量。济南兰光机电技术有限公司愿借此与行业中的企事业单位增进交流与合作。以上资料由济南Ulab优班检测提供
[font=&][color=#333333]自动水位控制器开关,也称为鱼缸自动补水器,是一种用于鱼缸或水族箱的设备,可以自动监测和控制水位,确保鱼缸中的水位始终保持在适当的范围内。它通常包括一个水位传感器和一个控制开关。[/color][/font][font=&][color=#333333][/color][/font][font=&][color=#333333]水位传感器是自动水位控制器的核心部件,它可以通过不同的原理来检测水位。其中,光电液位传感器是一种常用的水位传感器。它利用发射器和接收器之间的光束来检测水位。当水位低于设定值时,光束被阻挡,接收器接收到的光信号减弱,从而触发控制开关,启动补水装置。当水位达到设定值时,光束不再被阻挡,控制开关停止补水。[/color][/font][font=&][color=#333333][/color][/font][font=&][color=#333333]鱼缸自动补水器的工作原理如下:首先,将水位传感器安装在鱼缸中,确保传感器的位置能够准确地检测到水位。然后,将补水装置连接到自动水位控制器,并将补水管放入鱼缸中。当水位低于设定值时,光电液位传感器会触发控制开关,启动补水装置,补充鱼缸中的水。当水位达到设定值时,光电液位传感器会停止触发控制开关,补水装置停止工作。[/color][/font][font=&][color=#333333][/color][/font][font=&][color=#333333]选择合适的自动水位控制器开关时,需要考虑以下几个因素:首先,根据鱼缸的大小和水位需求,选择适当的控制开关和水位传感器。其次,考虑自动水位控制器的稳定性和可靠性,选择具有高品质和可靠性的产品。此外,还需要考虑自动水位控制器的安装和操作便捷性,以及价格和性价比。[/color][/font][font=&][color=#333333][/color][/font][align=center][img=鱼缸补水器,673,582]https://ng1.17img.cn/bbsfiles/images/2023/07/202307071357083064_4373_4008598_3.jpg!w673x582.jpg[/img][/align][font=&][color=#333333] [/color][/font][font=&][color=#333333]总之,自动水位控制器开关是一种方便实用的设备,可以帮助鱼缸或水族箱保持适当的水位。通过光电液位传感器的检测和控制,自动水位控制器可以自动补充鱼缸中的水,确保鱼类的生活环境稳定和舒适。选择合适的自动水位控制器开关时,需要考虑水位需求、稳定性、可靠性、安装便捷性和价格等因素,以确保其能够满足鱼缸的需求。[/color][/font][font=&][color=#333333][/color][/font]

自动上料控制器 / 自动打磨控制器产品外形小巧,功能简单实用,参数设置少,无需繁琐操作。该表由杭州双星普天 开发设计,功能支持 定制!一、基本工作原理:监控主电机的电流,当主电机负载电流过大时,控制器输出断开信号,停止副电机工作,随着主电机处理物料的减少,主电机电流降低,控制器开启副电机工作,以此循环。二、基本参数1、供电:220V AC / 24V DC 可选2、输出:单继电器输出,触点容量 250V 3A3、采样方式:采用电流互感器 隔离采样4、量程: 10A / 50A /100A5、安装方式:面板安装 / 导轨安装 可选三、操作方式常规设置内容:报警下限电流值报警下限输出延时报警上限电流值报警上限输出延时设置方法:1、对于已知动作电流的用户,可以进入设置模式后修改设置内容2、该电流表支持快速设置模式,无需进入设置状态,通过简单的按键即可完成动作电流的设置。对于不知道电流大小 或者 需要频繁快速修改设定值的用户特别方便。四、互感器(销售时含)与该表配合使用的互感器有多种,出厂时根据用户测量电流范围选配,无需用户关注。用户只需关注 被检测线的直径,线鼻子是否顺利穿线等问题。与该表配合的常规互感器 穿心孔直径有 26mm / 11mm / 6mm 供选择。如有特别要求,比如钳形口互感器等,采购时需咨询。五、质保自采购之日起,在正常使用情况下,一年内出现质量问题,免费更换。无限期保修http://ng1.17img.cn/bbsfiles/images/2014/07/201407221106_507480_2909512_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/07/201407221106_507481_2909512_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/07/201407221106_507477_2909512_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/07/201407221106_507477_2909512_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/07/201407221106_507477_2909512_3.jpg
能控制水泵自动上水和停止还有加药机启停的[url=https://www.hach.com.cn/product-list/kongzhichuangan]智能控制器[/url],大概要多少钱;就是灌溉用水的水池,现在想实现根据水位高低启动进水;然后放了个水质测定仪和加药装置,想控制自动加药,两个可以用一个控制器实现吗?
1、养护室温湿度自动控制仪的安装方法 (1)首先将养护室温湿度自动控制仪的控制箱固定在养护室外,固定位置以方便操作为宜。选择最近位置将温湿度探头放入养护室内并固定好,温湿度传感器分别按编号连接到控制仪。养护室温湿度自动控制仪应有良好的保温性和密封性,空间大小符合要求。 (2)然后将主机放于养护室中心位置,用塑料水管将增湿器进水口与自来水管连通,打开水龙头(常开小量)进水能自动控制,水位必须高于电热管,以免电热管脱水烧毁。加热、加湿插头分别插在控制箱的插座上。 (3)单冷空调器安装前需将控制系统拆除,然后将压缩机的电源插头直接连接在制冷插座上。注意:如果安装冷暖型空调,不要把空调接入控制仪,让空调独立运行即可。 (4)在养护室温湿度自动控制仪安装时必须接好地线,电源须经闸刀开关才能接至控制仪上。 2.养护室温湿度自动控制仪的使用方法: (1)养护室温湿度自动控制仪的初始值已按控制20℃±2℃设定好工作程序,用户不必再设定。 (2)利用空载情况下,对控制仪进行试运行,当输出信号无误后,接好外负载(把制冷、加热、加湿的电源插头分别插入控制仪身后的插座上),接上水源即可工作。相关信息搜集于:http://www.hy1758.com/hongyuyiqi-Article-51077/
养护室温湿度自动控制仪结构特点: 1、制冷(热)部分,室外机采用一体式压缩机组,(机组大小可根据养护室内体积选配)设计新颖,美观,结构合理,制冷量大,可连续使用,安装简便,室内蒸发器采用壁挂集中供冷(热)一体式蒸发器,轴流式风机循环排风,进行冷热交换,弥补了冷热不均的缺陷,使室内冷(热)更均匀,更快,温湿度更精确。 2、养护室温湿度自动控制仪的加湿部分采用特制喷头高压雾化水加湿,以水为介质,通过制冷制热水喷雾及间隔加温,控制温湿度,使用循环水高压雾化,夏季及冬季通过制冷制热系统,可使自然水温降低或升高,确保温湿度。采用自动除湿系统能确保标养室内湿度满足实验要求,可根据用户试验要求选择不同的控湿范围。可确保试验数据的准确性,以保证工程的质量。 3、养护室温湿度自动控制仪的控制部分采用智能控制仪表,数字显示,精度高,温湿度全自动控制系统及除湿系统。
仪器自动加标,这个加标的精确度如何控制?
实验室利用计算机或者自动设备对检测或者校准数据进行采集、处理、记录、报告、存储或者检索时,实验室应该如何进行数据的质量控制?希望大家各抒己见。_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _分享一个标答:1)使用者开发的软件应被制成足够详细的文件,并加以验证;2)开展对计算机软件的测评,以确保软件的功能和安全性;3)计算机操作人员应该专职制,未经允许不得交叉使用;4)计算机硬盘应该备份,并建立定期可录和电子签名制度;5)软件、国内光盘、U盘应由专人妥善保管,禁止非授权人接触,防止结果被修改;6)软件应有不同等级的密码保护;7)当很多用户同时访问一个数据库时,系统应有不同级别的访问权;8)应经常对计算机进行维护,确认其功能正常,并防止病毒感。
随着科技的发展和人们需求的增加,天然冰块已经远远不能满足人们的需求,所以出现了制冰机,制冰机因为其特殊性被运用到了多种行业,已经成为人类生产生活离不开的一种机器。制冰机是一种采用制冷系统,以水载体,在通电状态下通过某一设备后,制造出冰的设备。制冰机通过补充水阀门,水自动进入一个蓄水槽,然后经流量控制阀将水通过水泵送至到分流头,在那里水均匀地喷淋到制冰器表面上,像水帘一样流过制冰器的壁面,水被冷却至冰点,而没有被蒸发冻结的水将通过多孔槽流入蓄水槽,重新开始循环工作。制冰机制冷系统中,冷凝器、蒸发器、压缩机、控制系统和节流阀是制冷系统中必不可少的四大件,这当中蒸发器是输送冷量的设备。其控制系统采用触摸屏控制,通过触摸屏对制冰机进行开、停机自动控制,使冰桶机械运转系统、供水循环系统协调匹配,达到安全高效运行。控制系统大尺寸全触屏中英文液晶屏显示,图形操作界面直观方便,便于理解。制冰机的整个制冰过程均设置有缺水,满冰,高低压报警,相序保护,过载保护等触摸屏能控制.当机组出现保障时,触摸屏自动停机保护,并在输入点上显示故障指示灯状态,当故障恢复时,触摸屏接收信息自动启动机组,实现了全自动化控制。
[font=PingFangSC-Light][size=15px]产品安全仍然是食品生产商的首要任务。高质量的原材料,严格的生产工艺以及包装类型和技术是影响产品安全的主要因素,有助于在产品的整个货架期内保持高营养和感官特征。导致烘焙产品变质和货架期缩短的最常见因素是:微生物生长、老化、水分损失/增加。[/size][/font][align=center][font=PingFangSC-Light][size=15px][color=#000000][img=图片,600,375]https://img1.17img.cn/17img/images/202312/uepic/a000b289-1127-4100-8ba3-0360411e75eb.jpg[/img][/color][/size][/font][/align][font=PingFangSC-Light]“[/font][font=PingFangSC-Light][size=18px][b]延长烘焙产品[/b][/size][/font][font=PingFangSC-Light][size=18px][b]的货架[/b][/size][/font][font=PingFangSC-Light][size=18px][b]期[/b][/size][/font][b][font=PingFangSC-Light][size=15px][color=#000000]通过应用MAP包装技术,可以避免上述因素并延长烘焙产品的货架期。[/color][/size][/font][/b][font=PingFangSC-Light][size=15px][color=#000000]烘焙产品通常采用高CO2浓度包装,并最大限度地降低残留O2水平,[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]几项研究证明了高[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]CO2在降低烘焙产品老化率方面的积极作用。[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]这意味着烘焙产品包装需要用N2和CO2等混合气体冲洗包装中的大部分O2。[/color][/size][/font]在烘焙行业,乙醇作为防腐剂会在密封前喷入或注射到包装中,或者通过使用卡片、含有粉末状硅胶的小袋添加。但乙醇会干扰用于质量控制和保证的气体分析仪的O2传感器,[b]需要注意使用正确的传感器方案,保证测试数据的准确性和可重复性。[/b][font=PingFangSC-Light][size=15px][color=#000000][/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000][/color][/size][/font][align=center][font=PingFangSC-Light][size=15px][color=#000000][/color][/size][/font][/align][font=PingFangSC-Light][size=15px][color=#000000][/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]烘焙产品的天然孔隙结构,在储存过程中更容易释放O2到包装的顶部空间中,因此O2含量很难降至最低。[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000][/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]在线MAP监控让一切处于控制之中,[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]减少对操作人员的依赖,[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]节省气体[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]并提高您的整体质量控制。[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000][/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]MAP可以确保正确比例的气体混合物(CO2/N2)存在于包装的顶部空间中,并将残余O2降至最低。[b]在线气体分析仪是一种实时监测每个包装内氧气和二氧化碳浓度的仪器。[/b]一旦参数超出预设限值,分析仪会提醒操作员或自动停止包装线,用户可以完全控制流程并实现可追溯性。[/color][/size][/font][align=center][font=PingFangSC-Light][size=15px][color=#000000][img=图片,600,497]https://img1.17img.cn/17img/images/202312/uepic/2c386707-763a-4ea3-9af4-e942adb9bc09.jpg[/img][/color][/size][/font][/align][align=center][font=PingFangSC-Light][size=12px][color=#000000]烘焙产品MAP应用参考[/color][/size][/font][/align][font=PingFangSC-Light]“[/font][font=PingFangSC-Light][size=18px][b]助力可持续包装的研发[/b][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]供应商为了实现可持续包装的目标,通过引入新材料和不同的解决方案来实现。减少、再利用、回收——这三个概念总[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]结了包装专业人员面临的主要挑战。[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]常见的解决方案:[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]- 减小厚度[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]- 单一材料和功能涂层的使用[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]- 引入新的生物基、生物源可堆肥材料[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]- 回收材料的使用[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]- 纸基材料,可能与其他材料和涂层结合[/color][/size][/font]在包装过程中,材料会受到机械和热应力的影响,了解整个供应链过程中包装材料如何反应变得极其重要。[b]这些“新”包装材料的引入已被证明在保护食品免受机械应变方面是有效的,但它增加了确保阻隔性能和密封完整性的挑战。[/b][font=PingFangSC-Light][size=15px][color=#000000]即使包装最初是密封的,几天、几周或几个月后,由于环境变化或运输等其他物理因素破坏,它也可能失去密封完整性。破损的包装可能导致食品流失或变质,除了造成食物、材料、资源的不可持续和浪费外,它更损害了品牌声誉或因误食影响到生命安全。[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]因此,包装类型和包装完整性对烘焙产品是否会暴露在高O2环境中、在储存过程中返潮或水分蒸发、添加的气体混合物(CO2+N2)泄漏等有重大影响。[b]除了选择具有适当阻隔性能的包装材料外,确保包装密封无泄漏更是重要保障。[/b][/color][/size][/font][align=center][img=图片,600,375]https://img1.17img.cn/17img/images/202312/uepic/d8d06ecf-b8c2-44b8-aca8-92df03e053da.jpg[/img][/align][font=PingFangSC-Light][size=15px][color=#000000][/color][/size][/font][font=PingFangSC-Light]“[/font][font=PingFangSC-Light][size=18px][b]烘焙包装的密封完整性测试[/b][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]通过选择标准化程序,就可以对包装进行密封完整性测试。通过产生的数据帮助用户选择正确的包装解决方案。它还提供时间、温度、压力、不同密封系统的有效性等信息,以帮助设置正确的包装线密封参数。[/color][/size][/font][b][font=PingFangSC-Light][size=15px][color=#000000]最常见的标准规范[/color][/size][/font][/b][font=PingFangSC-Light][size=15px][color=#000000][/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]用户使用特定的国际测试规范来建立密封完整性和泄漏测试的程序。[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]最常见的标准是:[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]ASTM F-1140、F-2054、F-2095、F-2096、ISO 11607等。[/color][/size][/font][font=PingFangSC-Light][size=15px][color=#000000]MOCON已经开发、销售和服务用于食品包装(MAP)应用的气体分析仪和泄漏检测设备40年了,MOCON了解不同食物的成分以及它们对MAP气体的反应,我们可以帮助您顺利过渡到MAP包装延长产品的货架期,配合我们的包装泄漏检测设备,保证生产线上的每一个产品的密封完整性。[/color][/size][/font][来源:阿美特克膜康][align=right][/align]
汇总我国及国际相关标准规范,对食品包装进行检测与控制的指标主要包括:阻隔性能、物理机械性能、滑爽性、厚度、溶剂残留、耐蒸煮性能、密封性能、瓶盖扭力、顶空气体分析、印刷质量等。1、阻隔性能阻隔性能是指包装材料对气体、液体等渗透物的阻隔作用。阻隔性能测试包括对气体(氧气、氮气、二氧化碳等)与水蒸气透过性能测试。阻隔性能是影响产品在货架期内质量的重要因素,也是分析货架期的重要参考,通过该项检测能解决由于对氧气或水蒸气敏感而产生的氧化变质、受潮霉变等问题。2、物理机械性能物理机械性能是衡量包装在食品的生产、运输、货架展示期、使用等环节对内容物实施保护的基本指标,一般包括:抗拉强度与伸长率、复合膜剥离强度、热合强度、耐穿刺性能、耐冲击性能、耐撕裂性能、抗揉搓性能、耐压性能等指标。(1)抗拉强度与伸长率:指食品包装材料在拉断前承受的最大应力值及断裂时的伸长率。通过检测能够有效地解决因所选包装材料抗拉强度不足,而产生的包装破损问题。(2)剥离强度:也被称做复合强度或 180 度剥离强度,是检测食品包装用复合膜中层与层间的粘接强度。如果剥离强度过低,则极易在包装使用中出现层间分离现象,进而带来物理机械性能与阻隔性能大幅降低而引发系列问题。(3)热封强度:又称为热封强度,是评定食品包装热封合部位封合强度的分析指标。若热合强度不足,会导致包装在热封处裂开、发生食品泄漏、污染等问题。(4)耐穿刺性能:是对食品包装抵抗尖锐硬物刺穿能力进行评估的指导性指标。(5)热收缩测试:用来评定包装材料的遇热收缩性能。(6)耐冲击性能:防止因包装材料韧性不足在受到冲击与跌落时出现包装表面破损情况的发生,有效避免食品在流通环节中因冲击或跌落而导致的破损。(7)耐撕裂性能:食品包装及包装材料在储存和运输过程中有可能因外力作用被撕破,足够的抗撕裂扩展力可以减少撕裂的传递,从而避免包装破损。另外撕裂性能也是包装物是否易开启的重要指标,撕裂力的大小决定了消费者开启包装的难易程度。(8)抗揉搓性能:食品包装及包装材料在生产、加工、运输及使用过程中,不可避免会发生揉搓、弯曲扭转、挤压等行为,从而影响到材料的包装性能,特别是对阻隔性能的影响极大。通过检测包装材料在试验前后性能的变化,对材料的抗揉搓性能进行科学的量化分析和判断。(9)耐压性能:食品包装在仓储及运输的过程中,不可避免的会发生堆码、挤压等行为,从而影响到材料的包装性能,;通过模拟包装在仓储、运输等过程中的堆码、挤压损伤等行为,检测试样在试验前后性能的变化,对材料的耐压性能进行科学的量化分析和判断。3、摩擦系数检测[size=1

灵活的自动化解决方案助您简化仪器控制系统的实施仪器设备越来越复杂,自动化程度越来越高,设备体积要求越来越小,定位精度更高、设备更新快,成本控制等一系列新的需求提出,众多仪器设备制造商对控制系统提出了更高的要求。机器制造商现在可轻松搭建自己需要的自动化设备,并实现持续性的更新,运动控制正在迈入“模块化的PC机时代”。传统运动控制的问题就传统运动控制而言,往往基于专用控制器、运动控制模块、运动控制卡,这些带来以下问题:(1)受到轴数限制由于传统PLC连接的运动控制单个控制模块支持有限轴数,而且总线在轴多时会同步性能大幅度降低,即使采用现有的通信,但其软件架构却仍然是制约的瓶颈。(2)需要多个开发环境,费时费力为搭建一套系统,往往需要多个厂商的产品,其编程软件、风格、项目管理均需不同的学习,而且,是否能够互通使得各个组件性能得到最佳发挥—几乎不大可能。整套系统的搭建对研发提出了很高的要求,时效上无法很好的满足。(3)更新维护麻烦,人力成本高设备维护往往无法远程控制和实施,需要技术层次较高的人到用户现场进行故障查找和调试,从而提高了设备制造商的人力成本由于传统的运动控制架构不易于拓展,设备需要更新时,无异于重新开发。(5)设备体积较大使用传统的控制系统,设备体积臃肿不堪,众多的线束导致设备内部管理极为不易。 UIROBOT的一体化控制网络优爱宝公司倡导机器人及自动化系统的模块化设计及制造理念,模块之间采用统一的通信协议,这种机器人积木化的理念为用户提供了前所未有自动化系统设计的人性化和便捷性。可以让不熟悉工控系统底层工作原理用户也能在极短的时间内完成设计和产品化。http://ng1.17img.cn/bbsfiles/images/2014/04/201404201417_496808_2851234_3.jpg它为您带来什么好处?在此统一架构下,可以得到如下的应用收益:(1)搭建周期大幅缩短,研发效率提升对于优爱宝而言,机器的运动控制被分解为不同运动轴之间的协作,每个轴的控制模块均具备智能,能独立处理局部事务。模块之间采用统一的CAN总线相连,主控机只负责协调流程,和用户界面无论系统多么复杂,用户仅需关心协调流程和界面,大幅降低了用户的搭建难度。(2)简单便捷的编程平台UIROBOT提供的STEP EVA软件可让用户方便的实现控制系统的操作和调试,完整的SDK库文件支持涵盖VC.C#.VB. LabVIEW等多平台,用户可便捷实施二次开发。(3)扩展性和升级简化模块化的产品和统一的架构,提升了用户在拓展性和优化升级方面的体验(4)设备体积减小、设备精细化提升一体化的设计,设备体积减小。CAN总线的通信连接,设备内部实现了无板卡化,主网络仅需两根通信线,设备精细化提升http://ng1.17img.cn/bbsfiles/images/2014/04/201404201417_496809_2851234_3.jpg(5)标准化提升设备可靠性(6)远程实施维护,维护难度降低对于UIROBOT而言,远程维护与诊断、信息化接口满足未来机器的互联与信息化管理需求,维护成本降低UIROBOT使得开发自主知识产权的仪器更为便捷与快速

[font=&][color=#333333]水池水位自动控制器是一种用于监测和控制水池水位的设备。它通过传感器实时监测水池的水位,并根据设定的水位范围自动控制水泵或阀门的开关,以保持水池的水位在合适的范围内。[/color][/font][font=&][color=#333333][/color][/font][font=&][color=#333333]水池水位自动控制器具有以下功能:[/color][/font][font=&][color=#333333][/color][/font][font=&][color=#333333]实时监测水位:水池水位自动控制器配备了高精度的水位传感器,能够准确地监测水池的水位变化。它可以实时显示当前水位,并将数据传输给控制器进行处理。[/color][/font][font=&][color=#333333][/color][/font][font=&][color=#333333]自动控制水泵或阀门:根据设定的水位范围,水池水位自动控制器可以自动控制水泵或阀门的开关。当水位低于设定的最低水位时,控制器会自动启动水泵或打开阀门,将水注入水池;当水位达到设定的最高水位时,控制器会自动关闭水泵或关闭阀门,停止注水。[/color][/font][align=center][img=水位自动控制器,690,690]https://ng1.17img.cn/bbsfiles/images/2023/07/202307191457554937_9399_4008598_3.jpg!w690x690.jpg[/img][/align][font=&][color=#333333]报警功能:水池[url=https://www.eptsz.com]水位自动控制器[/url]还具有报警功能。当水位超出设定的安全范围时,控制器会发出声音或光信号,提醒操作人员及时采取措施,避免水池溢出或水位过低。[/color][/font][font=&][color=#333333][/color][/font][font=&][color=#333333]远程监控和控制:一些高级的水池水位自动控制器还具有远程监控和控制功能。通过与互联网连接,操作人员可以远程监测水池的水位,并进行远程控制,实现对水泵或阀门的远程开关。[/color][/font][font=&][color=#333333][/color][/font][font=&][color=#333333]水池水位自动控制器的功能使得水池的水位控制更加方便和精确。它可以广泛应用于各种水池,如蓄水池、游泳池、鱼塘等,有效地提高了水资源的利用效率,减少了人工操作的工作量,同时也提高了水池的安全性和稳定性。[/color][/font][font=&][color=#333333][/color][/font]
一、产品描述:TLW微机控制全自动弹簧拉压试验机依据国家弹簧拉压试验机标准规定的技术要求制成,专业设计的自动控制和数据采集系统,实现了数据采集和控制过程的全数字化调整。能对拉簧、压簧、碟簧、塔簧、板簧、卡簧、、片弹簧、复合弹簧、气弹簧、模具弹簧、异形弹簧等精密弹簧的拉力、压力、位移、刚度等强度试验和分析。微机控制全自动弹簧拉压试验机主机与辅具的设计借鉴了日本岛津的先进技术,外形美观,操作方便,性能稳定可靠。计算机系统通过一诺公司控制器,经调速系统控制伺服电机转动,经减速系统减速后通过精密丝杠副带动压盘上升、下降,完成试样的压缩等力学性能试验。 微机控制全自动弹簧拉压试验机采用调速精度高、性能稳定的全数字伺服调速系统及伺服电机作为驱动系统,一诺公司控制器作为控制系统核心,以Windows为操作界面的控制与数据处理软件,实现试验力、试验力峰值、横梁位移、试验变形及试验曲线的屏幕显示,所有试验操作均可以通过鼠标在计算机上自动完成。二、微机控制全自动弹簧拉压试验机产品构成系统:2.1 主机:采用门式结构。2.2 传动系统:由减速器、精密丝杠副及导向部分等组成。2.3 驱动系统:由交流伺服调速器极其电机实现系统驱动。2.4 测量控制系统:试验力测量控制系统由高精度负荷传感器、测量放大器、A/D转换、稳压电源等组成;位移测量控制系统由光电编码器、倍频整形电路、计数电路等组成。通过各种信号处理,实现计算机显示、控制及数据处理等功能。2.5 安全保护装置:式样断裂停机、过载保护、横梁极限位置保护、过电流、过电压、超速保护等。三、微机控制全自动弹簧拉压试验机主要技术参数:1、样式:门式2、最大试验力:1/2/5/10/20/50/100KN;3、试验力分档:×1、×2、×5、×10、四档;4、量程: 2%---100%;5、试验力准确度;±1%6、位移分辨率:0.01mm;7、位移测量准确度:±1%;8、拉伸行程:700mm 9、压缩行程:700mm 10、试验行程:700mm 11、位移速度控制范围: 1mm/min~300mm/min 分档可调12、位移速度控制精度:±1%;13、试验机级别:1级14、变形示值误差:≤±(50+0.15L)15、试验机尺寸:760*500*1700 mm16、外观:应符合GB/T2611要求17、成套性:符合标准要求18、保护功能:试验机有过载保护功能19、供电电源:220V,50Hz 20、重量:600KG
[font=宋体][color=#1E1F24]水塔自动供水控制器是一种用于控制供水系统,保持水塔水位在一定范围内的装置。其基本原理是利用水位传感器来检测水塔中的水位高度,并将检测结果与设定值进行比较,从而控制水泵的运行状态,以达到自动供水的目的。[/color][/font][font=宋体][color=#1E1F24]当水位低于设定值时,控制器会启动水泵,将水从水源输送到水塔中,直到水位达到设定值。当水位高于设定值时,控制器会关闭水泵,停止供水。同时,控制器还会控制电磁阀的开启和关闭,以控制水塔的出水量,从而保持水塔水位的稳定。[/color][/font][align=center][img=自动补水器,673,582]https://ng1.17img.cn/bbsfiles/images/2023/09/202309181648219012_8230_4008598_3.jpg!w673x582.jpg[/img][/align][font=宋体][color=#1E1F24]此外,[url=https://www.eptsz.com]水塔自动供水控制器[/url]还可以通过设置不同的参数来实现不同的控制功能,例如定时开关机、水位报警等功能。这些功能可以根据实际需求进行设置和调整,以达到更好的使用效果。[/color][/font]
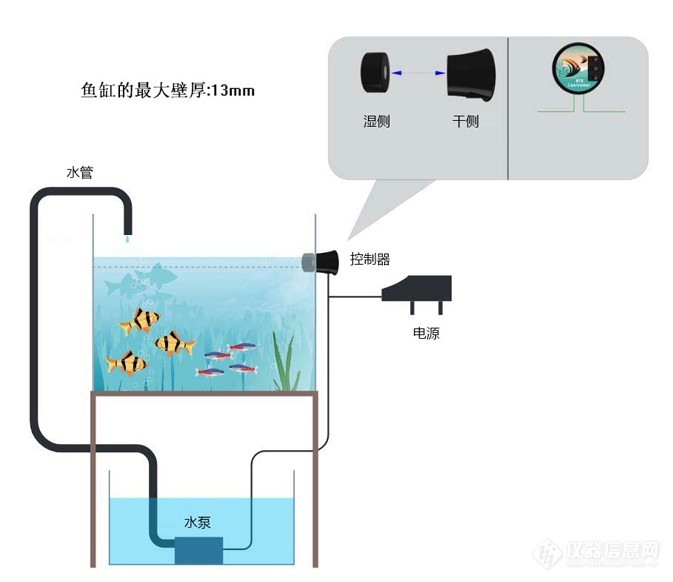
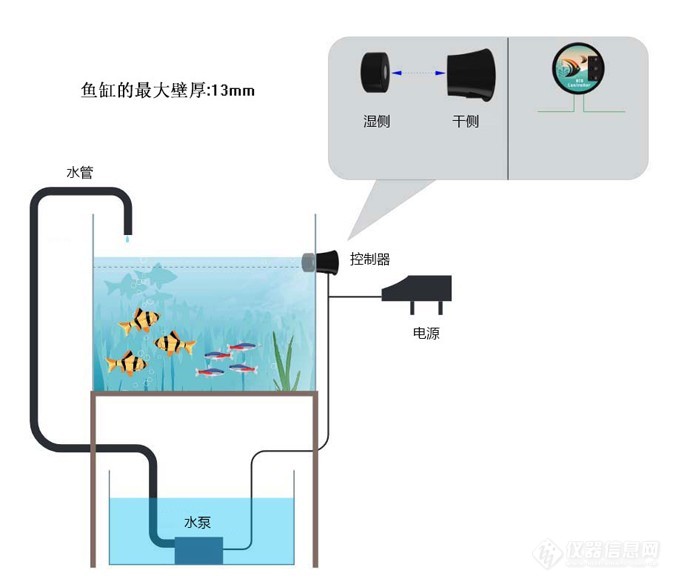
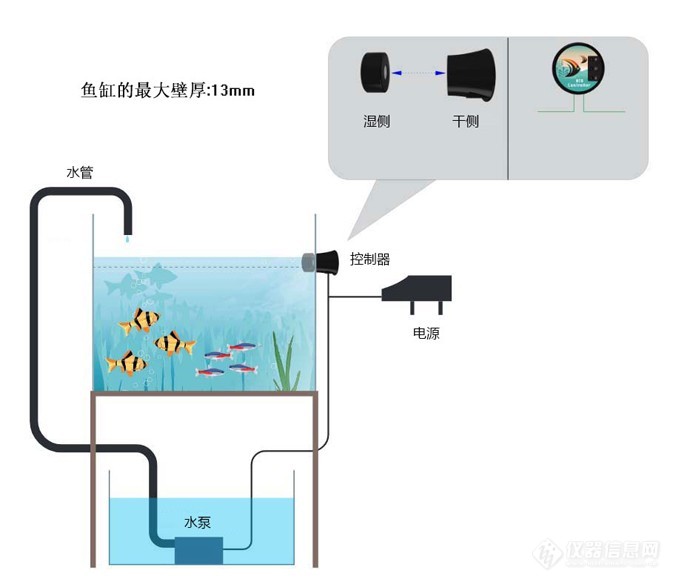
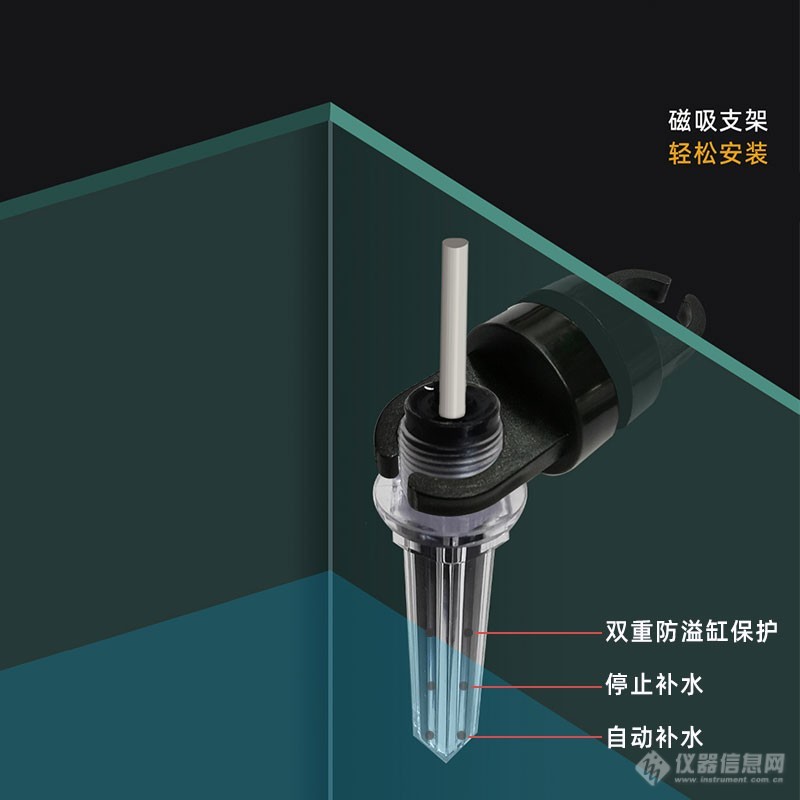
[align=left][font=宋体][color=#333333][back=white]随着科技的发展,人们的生活越来越智能化。对于养鱼爱好者来说,一个自动控制的鱼缸水位开关控制器能够极大地提高养鱼的便利性和舒适度。[/back][/color][/font][/align][align=left][font=宋体][color=#333333][back=white]这款鱼缸水位[url=https://www.eptsz.com]开关自动控制器[/url]采用先进的微处理器技术,能够实时监测鱼缸的水位。当水位过低或过高时,控制器会立即启动相应的工作模式。当水位过低时,控制器会自动打开水泵,将水注入鱼缸,确保鱼儿有足够的水生活环境。[/back][/color][/font][/align][align=center][img=水位自动控制器,673,582]https://ng1.17img.cn/bbsfiles/images/2023/12/202312141603520014_401_4008598_3.jpg!w673x582.jpg[/img][/align][align=left][font=宋体][color=#333333][back=white]鱼缸补水器分为控制器和磁性吸盘两部分,确定鱼缸需要保持的水位线,将吸盘与控制器对准后分别放在鱼缸壁的内侧与外侧。电源的一头插入控制器,将另一头插入插座内,即可完成补水器供电。水泵插头插入控制器,水泵接上水管放入备用水箱中,既可实现补水功能。[/back][/color][/font][/align][align=left][font=宋体][color=#333333][back=white]这款鱼缸水位开关自动控制器是养鱼爱好者的理想选择。它不仅能够提供舒适的鱼儿生活环境,还能大大降低养鱼的难度和劳动强度。在未来,随着技术的不断进步,相信这款控制器将会更加智能、更加人性化,为养鱼爱好者带来更多的便利和乐趣。[/back][/color][/font][/align]
[color=#339999][b][size=16px]摘要:目前临床用气管导管[/size][size=16px]套[/size][size=16px]囊压力管理中缺乏操作简便和技术成熟的套囊压力自动控制仪器,现有压力测量和控制装置操作繁琐,存在充气增压和放气减压过程不及时和压力不稳定等问题。针对这些问题本文提出了[/size][size=16px]套[/size][size=16px]囊[/size][size=16px]压力自动控制解决方案,采用动态平衡原理的球囊压力控制仪可根据设定压力自动排气和进气,快速抑制各种干扰,使球囊压力始终处于稳定状态。控制仪配有面板显示屏和微型气泵,并可连接外置压力传感器,使控制更准确和直观。[/size][/b][/color][align=center][img=气管扩张球囊压力控制,600,369]https://ng1.17img.cn/bbsfiles/images/2023/08/202308031417449117_6777_3221506_3.jpg!w690x425.jpg[/img][/align][b][size=18px][color=#339999]1. 问题的提出[/color][/size][/b][size=16px] 气管导管套囊在机械通气中可起防止气道漏气,预防呼吸机相关性肺炎的作用,套囊压力管理是气管插管患者气道管理中的一个重要环节。由于气管导管套囊的压力异常与很多因素相关,如患者自身因素(肥胖、有吸烟史或合并哮喘、气管炎等)、麻醉医生因素和外在因素(体位、二氧化碳气腹、术中相关操作、笑气的应用等)以及呼吸机正常运行也会对套囊的压力产生影响。因此在套囊压力管理中,应当调节套囊中的压力以使其维持在一个稳定的水平,以避免漏气和其他潜在疾病的风险。套囊中压力过低可能产生漏气,而压力过高则可能对病人产生不适感。此外,在对套囊中压力进行调节时,也应当尽可能长时间维持套囊内压力稳定,降低套囊的不停膨胀和收缩的频率。但在目前的临床应用中套囊压力管理还无法达到稳定控制要求,所存在的问题主要体现在以下几个方面:[/size][size=16px] (1)外接压力测量和控制装置操作繁琐、器械及人力成本高。充气增压和放气减压过程用时长,压力调节缓慢,不利于抢救插管时快速操作,也不利于整个过程中的压力稳定。[/size][size=16px] (2)缺乏操作简便的套囊压力自动控制的成熟技术和相应仪器。[/size][size=16px] 为了解决上述问题,基于快速闭环气体压力控制技术,本文提出了一种解决方案,可完美的实现套囊压力的快速自动调节和控制。[/size][size=18px][color=#339999][b]2. 解决方案[/b][/color][/size][size=16px] 依据套囊的结构,临床气管导管套囊的压力控制,从理论上可以归结为对一个弹性体材质的密闭容器进行气压控制,此密闭容器只有一个对外进气或出气接口。由此,我们采用了动态平衡法进行压力控制,其基本原理如图1所示,即压力控制仪的核心是一个四通结构的小管件,其中管件的左右两端口分别作为进气和排气口,向上端口作为压力测量端口,向下端口作为工作压力输出口。[/size][align=center][size=16px][color=#339999][b][img=套囊压力控制仪工作原理,400,293]https://ng1.17img.cn/bbsfiles/images/2023/08/202308031419148618_9875_3221506_3.jpg!w690x506.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 套囊压力控制仪工作原理[/b][/color][/size][/align][size=16px] 在压力控制过程中,PID控制器采集压力传感器信号并与设定压力值进行比较,根据比较差值来驱动进气和出气电磁阀打开或关闭,由此来控制压力输出口处的压力快速达到设定压力值。[/size][size=16px] 根据上述原理制造的套囊压力控制仪实际上是一个自动控制的压力源,此压力源直接连接到气管导管上就能实现对套囊压力的准确控制。整个套囊压力控制装置结构如图2所示。[/size][align=center][size=16px][color=#339999][b][img=两种形式气管导管套囊的自动压力控制结构示意图,650,270]https://ng1.17img.cn/bbsfiles/images/2023/08/202308031419447144_9325_3221506_3.jpg!w690x287.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图2 两种形式气管导管套囊的自动压力控制结构示意图[/b][/color][/size][/align][size=16px] 在压力控制过程中,PID控制器采集压力传感器信号并与设定压力值进行比较,根据比较差值来驱动进气和出气电磁阀打开或关闭,由此来控制压力输出口处的压力快速达到设定压力值。[/size][size=16px] 这里需要说明的是,标准的压力控制仪是在控制仪中内置了一个高精度压力传感器,但在实际应用中压力传感器更靠近被控容器以准确测量容器压力,所以球囊压力控制器提供了一个外置压力传感器的接口,由此可更准确的调节和控制球囊内压力,如图2(a)所示。[/size][size=16px] 由于气管导管往往较细较长,图2(a)所示的外置压力传感器形式因距离球囊较远,往往也不能很准确和及时的监测和控制球囊压力。为此,目前新型的气管导管球囊往往会内置一个微型压力传感器,此内置压力传感器连接到球囊压力控制器可进行更准确和快速的压力控制。[/size][size=16px] 在球囊压力控制仪中集成了一个微型气泵以始终提供正压压力,在控制仪面板上还提供了一个手动调节旋钮。在具体使用过程中,操作人员可根据面板上显示的压力数值来调整旋钮以设定球囊所需要稳定控制的压力值,设定完毕后,按动执行按钮,控制仪就可以全程的进行球囊压力自动控制,无论其他形式的各种干扰,球囊压力始终稳定在设定的压力值上。[/size][size=18px][color=#339999][b]3. 总结[/b][/color][/size][size=16px] 综上所述,本解决方案所采用的球囊压力自动控制仪,基于动态平衡的压力控制方法,可很方便的实现球囊进气和排气的自动控制,使球囊压力始终保持稳定,具有很强的各种压力干扰的抑制性和恢复性。并且此球囊压力控制仪进行了最大程度的集成,内置了压力传感器和气泵,并具有很强的适用性,可连接各种气管导管球囊和外部压力传感器。整个操作极为简便,仅需通过面板旋钮进行操作,压力监测和控制结果直观面板数字显示。[/size][size=16px][/size][align=center][size=16px][color=#339999][b]~~~~~~~~~~~~~~~[/b][/color][/size][/align]
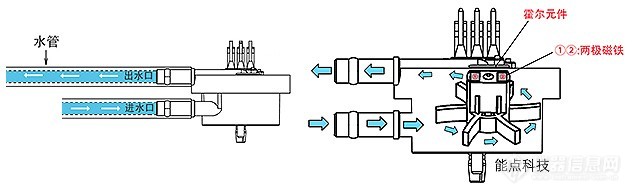
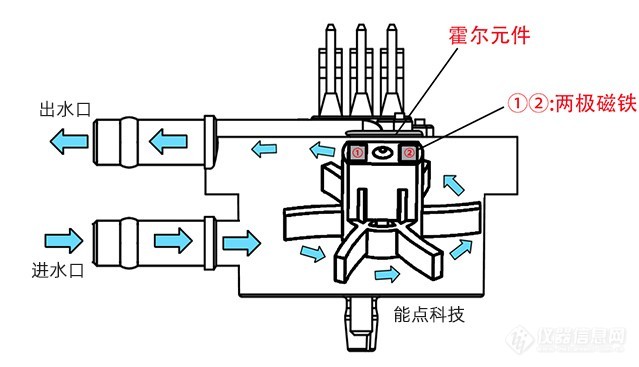
[align=left][font=宋体]随着现代科学技术的不断进步,自动奶茶机也走进了我们的生活,给我们的生活带来方便、快捷的茶饮服务,在自动奶茶机的众多功能中,精准流量控制是其核心之一。为了实现这一功能,小型霍尔流量计发挥了重要作用。[/font][/align][align=left][font=宋体]霍尔流量计是一种基于磁场感应原理的流量测量仪表。当流体流过一个磁场时,会产生电动势,通过测量这个电动势的大小,可以推算出流体的流量。霍尔流量计具有测量精度高、量程大、结构简单等优点,被广泛应用于各种流体流量测量领域。[/font][/align][align=left][font=宋体]在自动奶茶机中,小型霍尔流量计被安装在管道中,霍尔式流量计:[/font][font=宋体]利用霍尔效应,把带有两极磁铁的叶轮置于垂直于磁场中,通过叶轮转动产生的[/font] GS [font=宋体]值转换成脉冲信号输出。这个电信号经过处理后,可以转化为具体的流量值,进而实现精准流量控制。[/font][/align][align=center][img=奶茶机流量控制,633,195]https://ng1.17img.cn/bbsfiles/images/2023/12/202312281721506842_1602_4008598_3.jpg!w633x195.jpg[/img][/align][align=left][font=宋体]通过小型霍尔流量计的精准流量控制,自动奶茶机可以确保每次制作出的奶茶口感一致,不会出现因流量不稳定而导致的口感差异。同时,这种精准流量控制也有助于减少茶饮的浪费,提高了资源利用率。[/font][/align][align=left][font=宋体][url=https://www.eptsz.com]小型霍尔流量计[/url]在自动奶茶机中起到了精准流量控制的作用。它通过磁场感应原理实时监测茶饮的流量,并将电信号转化为具体的流量值,确保了奶茶口感的稳定性和一致性。这种精准流量控制不仅提高了自动奶茶机的智能化水平,也为消费者带来了更好的饮用体验。[/font][/align]
ARC功率因数自动补偿控制仪的原理及其应用安科瑞 蔡昀羲摘 要:介绍了基于ATMEGA16的高精度低压无功功率补偿器。该控制器采用数字检测电路来获取电网电压与电流的相位差,从无功补偿的原理出发,设计控制器的软硬件。使该系统在应用中实现了对电网功率因数的及时补偿和实时监测,适用于目前企业用户进行无功功率补偿。关键词:功率因数;无功补偿;单片机 随着现代工业的发展,电网中使用的感性负载也愈来愈多,如感应式电动机、变压器等。这些设备在工作时不但要消耗有功功率,同时需要电网向其提供相应的无功功率,造成电网的功率因数偏低。在电网中并联电容器可以减少电网向感性负载提供的无功功率,从而降低输电线路因输送无功功率造成的输电损耗,改善电网的运行条件,因此功率因数补偿控制器一直有着广阔的应用市场。本文所介绍的功率因数补偿控制器符合JB/T9663-1999国家标准,主要功能有: (1) 相序自动识别 (2) 电压、电流、功率因数采样与显示 (3) 过压解除、欠流封锁,从而保护电容器及避免循环投切 (4) 采用先投入的先切除,先切除的先投入的原则,对补偿电容实行循环投切 (5) 所有的工作参数都可以通过面板按键设定,包括投入门限、切除门限、过压保护门限、欠电流封锁门限、投切延时时间一、 工作原理 采样三相电源中一线电流(如A线)与另外两线的电压(如BC线)之间的相位差,通过一定的运算,得到当前电网的实时功率因数。此功率因数与设定的投入门限和切除门限比较,在整个投切延时时间内,若在投切门限以内,则不予动作;若小于投入门限,则另投入一组电容器;若大于切除门限或发现功率因数为负时,则切除一组已投入的电容器。再经过投切延时时间,重复比较与投切,直到当前的功率因数达到投切门限以内。在投切过程中,若发现检测到的电压大于设定的过压保护门限,则按组切除所有已投入的电容;当检测到的电压超过设定的过压保护门限的10%时,则一次性切除所有已投入的电容,用以保护电容器。在投切时若发现检测到的电流小于欠电流封锁门限,则停止投切动作,避免系统出现循环投切现象。 由于在三相供电中有不同接线方法,不同的接线方法对功率因数的算法也不一样,因此我们规定ARC系列功率因数自动补偿控制仪的电流取自三相供电中的A线,电压取自BC间的线电压,同时为减少现场接线的复杂度,我们在程序中对相位进行自动判别。 在三相供电中,我们假设三相的相电压分别为Ua、Ub、Uc,A线电流为Ia 则有Ua=Usin(ωt),Ub=Usin(ωt+120º),Uc=Usin(ωt+240º), 从而得到BC间的线电压为Ubc=Ub-Uc= Usin(ωt-90º) 若A线负载为纯阻性,则A线电流Ia与A线电压Ua同相,Ia超前Ubc的角度为90º; 若A线负载为感性,则A线电流Ia滞后A线电压Ua角度为φ(0º≤φ≤90º),Ia超前Ubc的角度为90º-φ; 若A线负载为容性,则A线电流Ia超前A线电压Ua角度为φ(0º≤φ≤90º),Ia超前Ubc的角度为90º+φ 在我们的ARC功率因数自动补偿控制仪中,为了计算的方便,我们电流相位的采样为电压采样的第二个周期,即若没有相位差Ia滞后Ua的角度为360º。在实际检测中,假设我们检测到Ia滞后Ubc的角度为α,根据以上的分析得知: 若180ºα270º,则电路为容性负载,COSφ=COS(270º-α) 若α=270º,则电路为感性负载,COSφ=1 若270ºα360º,则电路为感性负载COSφ=COS(α-270º) 为方便用户接线,若用户将电压Ubc接成了Ucb,或将Ia的输入接反,根据以上的推断,我们同样可得到: 若0ºα90º,则电路为容性负载,COSφ=COS(90º-α) 若α=90º,则电路为感性负载,COSφ=1 若90ºα180º,则电路为感性负载COSφ=COS(α-90º)http://www.acrel.cn/cn/download/common/upload/2011/02/25/16149c0.jpg图1 电压、电流向量二、 硬件的设计 控制器的CPU采用ATMEL的ATMEGA16-8L,此单片机工作电压范围宽(2.7 - 5.5V),最高工作频率为8MHz;芯片内部具有16k字节的Flash程序程序存储器,512 字节的EEPROM,1K字节的片内SRAM;8路10 位ADC;一个可编程的串行USART,具有独立片内振荡器的可编程看门狗定时器;两个具有独立预分频器和比较器功能的8 位定时器/ 计数器 ;一个具有预分频器、比较功能和捕捉功能的16 位定时器/ 计数器。显示芯片采用南京沁恒公司生产的键盘、显示专用芯片CH451S,CH451S最大能驱动8为数码管,且不需外加驱动就能直接驱动LED数码管,大大减小了印板尺寸,单片机的采用SPI模式,只需3线(片选CS、时钟CLK、数据输入DIN),因本系统未用CH451S的键盘功能,所以CH451S的DOUT引脚不用。Ubc的电压信号经过电阻限流进入2mA/2mA的隔离变换器后分为两路,一路进入模拟绝对值处理电路送入单片机的A/D转换口ADC0,作为电压显示信号,另一路经过零比较后进入单片机中断口INT0;同样Ia的电流信号经5A/5mA的隔离变换器后分为两路,一路进入模拟绝对值处理电路送入单片机的A/D转换口ADC1,作为电流显示信号,另一路经过零比较后进入单片机定时器门控端ICP引脚。http://www.acrel.cn/cn/download/common/upload/2011/02/25/1626rm.jpg图2 ATMEGA16外部引脚 http://www.acrel.cn/cn/download/common/upload/2011/02/25/16215ld.jpg图3 输入信号处理三、 软件的设计 因整个系统对电压、电流采样的精度要求不高,我们直接用CPU的10位A/D对电压、电流的信号进行A/D转换,转换的结果一方面供显示的需要,另一方面作为过压与欠流的比较信号。我们将INT0设置为上升沿产生异步中断,ICP设置为上升沿触发输入捕捉。当INT0产生中断时,16位计数器开始以内部恒定的频率开始计数,直到下一中断的产生。在计数的同时,当TCP上有上升沿脉冲时,即将16位计数器已计得的数据放入到捕捉寄存器中。当一个采样周期结束时,计数器中得数据(N)即为外部交流信号的一个周期基数, 捕捉寄存器中数据(n)电流Ia滞后电压Ubc的基数,将(n/N)*360º即为角度,根据上面的原理就可判断在同一周波中时电压超前电流还是电流超前电压,同时还可得出超前或滞后的角度,将此数据进行查表即可得到功率因数。 为了避免对电容器组中的某一组进行频繁的投切,平衡每一组电容器的工作时间,延长整个系统的使用寿命。我们对电容器的投切采用先投入的优先切除,先切除的优先投入的原则,我们在单片机的RAM中开辟了一空间,用于记录每组电容器的投入与切除时间,然后进行排序,将已工作时间最长的作为优先切除对象,将切除时间最长的作为优先投入对象。 当三相交流的负载回路电流非常小时,会产生投切振荡的现象。也就是说控制系统投入一组电容器会产生过投,切除一组电容器又会产生投入不足,控制器就会产生重复的投切现象。为避免此想象的发生,我们设置了欠电流锁定,当电流值小于此数值时,系统将停止对电容器的投切动作,维持已投入的电容器工作。 在工作过程中,若采样到的电压数据大于设定的过压保护值时,控制器将逐步切除已投入的电容器,若发现超过设定的保护值的10%时,则一次性切除所有已投入的电容器,保护电容器。 以上的技术现已应用于本公司的ARC功率因数自动补偿控制仪中,经测试运行,系统工作稳定、各项指标达到了国家标准的要求,现已初步投放市场。
在自动奶茶机的设计中,流量控制是一个至关重要的环节。它不仅影响到奶茶的口感,还直接关系到生产效率和成本控制。为了实现精准的流量控制,自动奶茶机采用了多种先进的测量技术。其中,霍尔式流量计和光电式流量计是两种最常用的测量工具。[url=https://www.eptsz.com]霍尔式流量计[/url]是利用霍尔效应来测量流量的。它通过将带有两极磁铁的叶轮置于垂直于磁场中,当叶轮转动时,会改变磁场的状态,产生GS值。这个GS值会被转换成脉冲信号输出,通过计算脉冲信号的频率或数量,就可以得到流体的流量。这种流量计对于透光性较好的液体(如水)有很好的测量效果,但在透光性差的液体中可能会有所差异。相比之下,光电式流量计则不含磁铁,而是利用叶轮切割光通路产生的脉冲信号来测量流量。这种流量计通过计算转轮的转动次数来测量水流量的多少。由于它是纯光学感应,对水质保护更好。然而,它只适合测量透光率高的液体,对于透光性差的液体可能会有所局限。[align=center][img=液体流量控制,639,367]https://ng1.17img.cn/bbsfiles/images/2024/01/202401081718059580_5606_4008598_3.jpg!w639x367.jpg[/img][/align]为了确保自动奶茶机在各种液体条件下的精准流量控制,通常会结合使用这两种流量计。通过比较和校准,自动奶茶机能够根据不同的液体条件和流量需求,自动调整流量,从而确保每次制作的奶茶口感一致,满足消费者的需求。自动奶茶机通过结合霍尔式和光电式流量计,实现了对流量的精准控制。这种控制不仅提高了生产效率,还保证了奶茶的品质和口感。随着技术的不断进步,相信未来会有更多创新和高效的测量技术应用于自动奶茶机中,进一步提升其性能和用户体验。
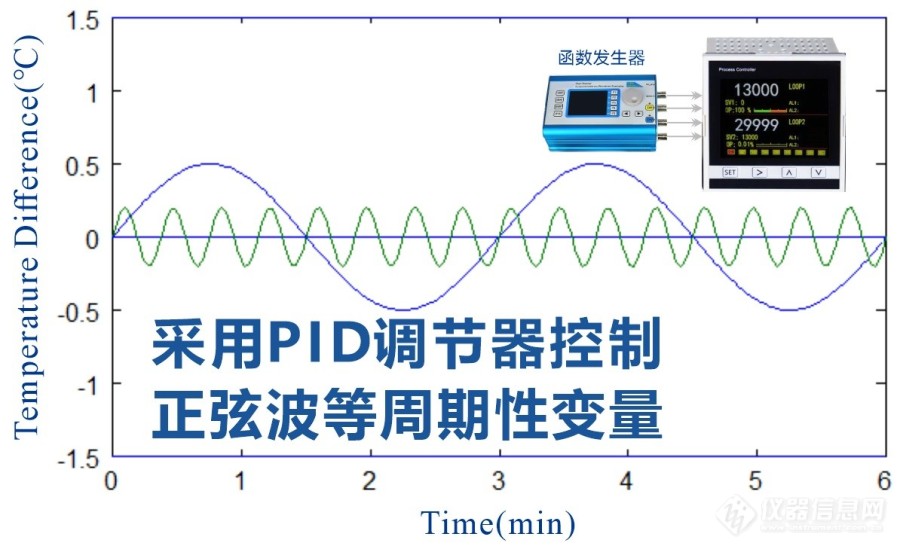
[size=16px][color=#339999]摘要:目前各种PID控制器仪表常用于简单的设定点(Set Point)和斜坡(Ramp)程序控制,但对于复杂的正弦波等周期性变量的控制则无能为力。为了采用标准PID控制器便捷和低成本的实现对正弦波等周期性变量的自动控制,本文介绍相应的解决方案。解决方案的主要内容一是采用具有远程设定点功能的PID控制器,二是采用外置信号发生器,发生器输出的周期信号作为PID控制器周期性改变的设定值,从而实现周期性变量的自动控制。[/color][/size][align=center][size=16px][img=正弦波等周期性变量PID自动控制的解决方案,600,365]https://ng1.17img.cn/bbsfiles/images/2023/03/202303031128526531_6859_3221506_3.jpg!w690x420.jpg[/img][/size][/align][size=18px][color=#339999][b]1. 问题的提出[/b][/color][/size][size=16px] 在各种科研生产中经常会设计一些周期性的温度、湿度、真空压力和振动等交变环境或边界条件来进行各种特定的测试和考核,这些周期性边界条件或环境所呈现出的常见形式往往会是方波、正弦波,三角波和梯形波等,这在各种物理参数的动态测试和产品构件的性能考核试验过程中体现的尤为明显,由此就要求相应的自动化系统能提供这些不同波形环境变量的准确控制,从而保证实际环境的变化与测试及试验数学模型对边界条件的描述尽可能的吻合,最终保证物理变量测试以及考核试验的准确性和可靠性。[/size][size=16px] 在各种温度、湿度、真空压力和振动等环境的形成和自动化控制过程中,基本都是采用各种小巧的工业级PID控制器和PLC可编程逻辑控制器,这些控制器非常适用于定点或变化速度较慢的线性变化控制,图1(a)所示就是这样一个非常典型温度控制变化过程曲线。[/size][align=center][size=16px][color=#339999][b][img=典型被控变量变化曲线,690,213]https://ng1.17img.cn/bbsfiles/images/2023/03/202303031129551376_5834_3221506_3.jpg!w690x213.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 温度过程典型变化曲线:(a)折线形式;(b)正弦波形式[/b][/color][/size][/align][size=16px] 对于图1(a)所示的典型温度变化过程,采用普通的PID程序控制器进行编程设计就可以实现,并且还可以编辑多条这样的多折线控制程序进行存储和调用运行。但对于如图1(b)所示的正弦波形式的温度控制和线性升温加正弦波调制的温度控制,目前还未看到可进行这种周期性变量控制的标准化PID控制器。为了在实际应用中实现这种周期性变量的PID控制,往往需要采用计算机和PLC并进行复杂的控制程序编写才能实现这种复杂功能,但这具有较高的技术门槛。[/size][size=16px] 为了解决上述PID控制器对于复杂正弦波等周期性变量控制的无能为力,并能采用标准PID控制器便捷和低成本的实现对正弦波等周期性变量的自动控制,本文将提出以下解决方案。[/size][size=18px][color=#339999][b]2. 解决方案[/b][/color][/size][size=16px] PID调节器进行自动控制的基本原理是根据设定值与被控对象测量值之间的控制偏差,将偏差按比例、积分和微分通过线性组合形成控制输出量,对被控对象进行控制。这里的设定值是一种泛指,实际上包括了不随时间变化的固定设定值和随时间变化的设定曲线。[/size][size=16px] 由此可见,对于PID控制器要实现自动控制的必要前提是要已知被控对象的变化要求,并将此要求按照设定值曲线输入给PID控制器。通常的设定曲线如图1(a)所示,它可以通过设定不同的爬升速率构成控制程序曲线。如果采用此方式来进行如图1(b)所示正弦波那样的周期性被控对象,则需要设计很多个小折线才能准确代表波形曲线,而在实际应用中还需能不断调整被动对象的波幅和频率,由此可见采用这种折线方式来对正弦波类周期性变化被动对象进行设定值近似无可操作性。总之,这种问题最终可以归结到如何使得PID控制器的设定值变得符合周期性函数特征,并可以很方便的进行波形、波幅和频率的更改。[/size][size=16px] 为了可以很方便的将PID控制器设定值按照所需的函数波形进行设置,本文提出的解决方案具体内容如下:[/size][size=16px] (1)采用具有外部设定点功能的PID控制器,即PID控制器所接收到的外部任意波形信号都可以作为设定值。[/size][size=16px] (2)外置一个函数信号发生器,给PID控制器传输所需的波形信号。[/size][size=16px] 依据上述方案所确定的PID控制装置及其接线如图2所示。[/size][align=center][size=16px][color=#339999][b][img=正弦波等周期变量PID控制装置及接线图,690,193]https://ng1.17img.cn/bbsfiles/images/2023/03/202303031146347077_9300_3221506_3.jpg!w690x193.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图2 正弦波等周期变量PID控制装置及接线图[/b][/color][/size][/align][size=16px][color=#339999][b]2.1 具有远程设定点功能的PID控制器[/b][/color][/size][size=16px] 所用的具有远程设定值功能的PID控制器一般配置有两个输入通道,第一主输入通道作为测量被控对象的传感器输入,第二辅助输入通道用来作为远程设定点输入。与主输入信号一样,辅助输入的远程设定点同样可接受47种类型的输入信号,其中包括10种热电偶温度传感器、9种电阻型温度传感器、3种纯电阻、10种热敏电阻、3种模拟电流和12种模拟电压,即任何信号源只要能转换为上述47种类型型号,都可以直接接入第二辅助输入通道作为远程设定点源。需要注意的是,远程设定点功能只能在单点设定控制模式下有效,在程序控制模式下无此功能。[/size][size=16px][color=#339999][b]2.2 函数信号发生器[/b][/color][/size][size=16px] 对于所有被控对象而言,相应的传感器测量输出无外乎就是电压和电阻这两类信号输出。因此,为了实现被控对象周期性变化的控制,可以采用各种相应的函数信号发生器输出周期性设定值,对于热电偶和热电阻的周期信号输出,可以采用专门的过程校验仪输出相应的温度设定值。[/size][size=16px][color=#339999][b]2.3 接线、参数设置和操作[/b][/color][/size][size=16px] 在如图2所示的周期性变量PID控制系统中,在主输入通道上连接过程传感器,在主控输出通道连接的是执行机构,由此传感器、执行机构和PID调节器组成标准的闭环控制回路,在一般情况下可以通过内部设定点进行PID自动控制。[/size][size=16px] 如果要对被控对象进行周期性变化的控制,则使用远程设定点功能,此时需要在辅助输入通道接入远程设定点源,即函数信号发生器或过程校验仪。[/size][size=16px] 完成外部接线后,在运行使用远程设定值功能之前,需要对PID控制器的辅助输入通道相关参数进行设置,需要满足以下几方面要求:[/size][size=16px] (1) 辅助通道上接入的远程设定点信号类型要与主输入通道完全一致。[/size][size=16px] (2) 辅助通道的显示上下限也要与主输入通道完全一致。[/size][size=16px] (3) 显示辅助通道接入的远程设定点信号大小的小数点位数要与主输入通道保持一致。[/size][size=16px] 完成上述辅助输入通道参数的设置后,开始使用远程设定点功能时,还需要激活远程设定值功能。远程设定值功能的激活可以采用以下两种方式:[/size][size=16px] (1) 内部参数激活方式:在PID控制器中,设置辅助输入通道2的功能为“远程SV”,相应数字为3。[/size][size=16px] (2)外部开关切换激活:如图2所示可连接一个外部开关进行切换来选择远程设定点功能。同时,还需在PID控制器中,设置辅助输入通道2的功能为 “禁止”,相应数字为0。然后设置外部开关量输入功能DI1为“遥控设定”,相应数字为2。通过这种外部开关量输入功能的设置,就可以采用图2中所示的纽子开关实现远程设定点和本地设定点之间的切换,开关闭合时为远程设定点功能,开关断开时为本地设定点功能。[/size][size=16px] 需要注意的是,无论采用哪种远程设定点激活和切换方式,在输入信号类型、显示上下限范围和小数点位数这三个参数选项上,辅助输入通道始终要与主输入通道保持一致。[/size][size=16px][color=#339999][b]3. 总结[/b][/color][/size][size=16px] 综上所述,本文提出的解决方案,可以彻底解决正弦波等周期性变量的PID控制问题,而且使用简便和门槛较低,无需再进行复杂的程序编写。[/size][size=16px] 另外,本解决方案还可以进行多种拓展,如可实现被控对象周期性调制波的加载,非常便于实现更复杂的第二类和第三类边界条件的精密PID控制。[/size][size=16px][/size][align=center]~~~~~~~~~~~~~~~~~~~~[/align][size=16px][/size]
[font='微软雅黑',sans-serif][color=#333333][back=white]水塔自动抽水控制是通过光电液位传感器实现的。这种控制器采用了光电液位传感器来检测水塔的水位,主要用于检测缺水和满水状态,并控制水泵、电磁阀或其他需要控制的仪器,实现自动补水功能。根据客户的要求,逻辑功能可以进行相应的更改。[/back][/color][/font][font='微软雅黑',sans-serif][color=#333333][back=white]光电液位传感器内置了红外发光二极管和光敏接收器,其头部采用了棱镜结构。在无水状态下,发光二极管所发出的光经过透明透镜后会折射到接收管中;而在有水状态下,光会折射到液体中,从而使接收器无法接收到光线或只能接收到少量光线。[/back][/color][/font][align=center][img=,690,690]https://ng1.17img.cn/bbsfiles/images/2023/08/202308101529242403_1142_4008598_3.jpg!w690x690.jpg[/img][/align][font='微软雅黑',sans-serif][color=#333333][back=white]通过光电液位传感器的检测,控制器可以准确地判断水塔的水位情况。当水塔缺水时,传感器会感知到光线的变化,从而触发控制器进行补水操作;当水塔满水时,传感器也会感知到光线的变化,从而停止补水操作,以避免水塔溢出。[/back][/color][/font][font='微软雅黑',sans-serif][color=#333333][back=white]水塔自动抽水控制通过[url=https://www.eptsz.com]光电液位传感器[/url]的精准检测,实现了对水位的自动监控和控制。这种控制方式不仅方便了用户的使用,还能够有效地避免水塔的溢出或缺水情况,提高了水资源的利用效率。同时,光电液位传感器的棱镜结构设计使得传感器更易于清洁,避免了细菌滋生的问题,保证了水的卫生安全。[/back][/color][/font]
摘 要:介绍了基于ATMEGA16的高精度低压无功功率补偿器。该控制器采用数字检测电路来获取电网电压与电流的相位差,从无功补偿的原理出发,设计控制器的软硬件。使该系统在应用中实现了对电网功率因数的及时补偿和实时监测,适用于目前企业用户进行无功功率补偿。Abetted:This article introduces reactive power compensator based on ATMEGA16 controlling with high precision. It measures excess phase of voltage and current by using digital circuit, Based on the reactive compensation theorem, The software and hardware of the controller is deigned.By using the system a timely compensation and real-time monitnring of the power factor in electricity network are possible, It is mainly used to compensate reactive power in present factories and mines.关键词:功率因数;无功补偿;单片机 随着现代工业的发展,电网中使用的感性负载也愈来愈多,如感应式电动机、变压器等。这些设备在工作时不但要消耗有功功率,同时需要电网向其提供相应的无功功率,造成电网的功率因数偏低。在电网中并联电容器可以减少电网向感性负载提供的无功功率,从而降低输电线路因输送无功功率造成的输电损耗,改善电网的运行条件,因此功率因数补偿控制器一直有着广阔的应用市场。本文所介绍的功率因数补偿控制器符合JB/T9663-1999国家标准,主要功能有: (1) 相序自动识别 (2) 电压、电流、功率因数采样与显示 (3) 过压解除、欠流封锁,从而保护电容器及避免循环投切 (4) 采用先投入的先切除,先切除的先投入的原则,对补偿电容实行循环投切 (5) 所有的工作参数都可以通过面板按键设定,包括投入门限、切除门限、过压保护门限、欠电流封锁门限、投切延时时间一、 工作原理 采样三相电源中一线电流(如A线)与另外两线的电压(如BC线)之间的相位差,通过一定的运算,得到当前电网的实时功率因数。此功率因数与设定的投入门限和切除门限比较,在整个投切延时时间内,若在投切门限以内,则不予动作;若小于投入门限,则另投入一组电容器;若大于切除门限或发现功率因数为负时,则切除一组已投入的电容器。再经过投切延时时间,重复比较与投切,直到当前的功率因数达到投切门限以内。在投切过程中,若发现检测到的电压大于设定的过压保护门限,则按组切除所有已投入的电容;当检测到的电压超过设定的过压保护门限的10%时,则一次性切除所有已投入的电容,用以保护电容器。在投切时若发现检测到的电流小于欠电流封锁门限,则停止投切动作,避免系统出现循环投切现象。 由于在三相供电中有不同接线方法,不同的接线方法对功率因数的算法也不一样,因此我们规定ARC系列功率因数自动补偿控制仪的电流取自三相供电中的A线,电压取自BC间的线电压,同时为减少现场接线的复杂度,我们在程序中对相位进行自动判别。 在三相供电中,我们假设三相的相电压分别为Ua、Ub、Uc,A线电流为Ia 则有Ua=Usin(ωt),Ub=Usin(ωt+120º),Uc=Usin(ωt+240º), 从而得到BC间的线电压为Ubc=Ub-Uc= Usin(ωt-90º) 若A线负载为纯阻性,则A线电流Ia与A线电压Ua同相,Ia超前Ubc的角度为90º; 若A线负载为感性,则A线电流Ia滞后A线电压Ua角度为φ(0º≤φ≤90º),Ia超前Ubc的角度为90º-φ; 若A线负载为容性,则A线电流Ia超前A线电压Ua角度为φ(0º≤φ≤90º),Ia超前Ubc的角度为90º+φ 在我们的ARC功率因数自动补偿控制仪中,为了计算的方便,我们电流相位的采样为电压采样的第二个周期,即若没有相位差Ia滞后Ua的角度为360º。在实际检测中,假设我们检测到Ia滞后Ubc的角度为α,根据以上的分析得知: 若180ºα270º,则电路为容性负载,COSφ=COS(270º-α) 若α=270º,则电路为感性负载,COSφ=1 若270ºα360º,则电路为感性负载COSφ=COS(α-270º) 为方便用户接线,若用户将电压Ubc接成了Ucb,或将Ia的输入接反,根据以上的推断,我们同样可得到: 若0ºα90º,则电路为容性负载,COSφ=COS(90º-α) 若α=90º,则电路为感性负载,COSφ=1 若90ºα180º,则电路为感性负载COSφ=COS(α-90º)二、 硬件的设计 控制器的CPU采用ATMEL的ATMEGA16-8L,此单片机工作电压范围宽(2.7 - 5.5V),最高工作频率为8MHz;芯片内部具有16k字节的Flash程序程序存储器,512 字节的EEPROM,1K字节的片内SRAM;8路10 位ADC;一个可编程的串行USART,具有独立片内振荡器的可编程看门狗定时器;两个具有独立预分频器和比较器功能的8 位定时器/ 计数器 ;一个具有预分频器、比较功能和捕捉功能的16 位定时器/ 计数器。显示芯片采用南京沁恒公司生产的键盘、显示专用芯片CH451S,CH451S最大能驱动8为数码管,且不需外加驱动就能直接驱动LED数码管,大大减小了印板尺寸,单片机的采用SPI模式,只需3线(片选CS、时钟CLK、数据输入DIN),因本系统未用CH451S的键盘功能,所以CH451S的DOUT引脚不用。Ubc的电压信号经过电阻限流进入2mA/2mA的隔离变换器后分为两路,一路进入模拟绝对值处理电路送入单片机的A/D转换口ADC0,作为电压显示信号,另一路经过零比较后进入单片机中断口INT0;同样Ia的电流信号经5A/5mA的隔离变换器后分为两路,一路进入模拟绝对值处理电路送入单片机的A/D转换口ADC1,作为电流显示信号,另一路经过零比较后进入单片机定时器门控端ICP引脚。三、 软件的设计 因整个系统对电压、电流采样的精度要求不高,我们直接用CPU的10位A/D对电压、电流的信号进行A/D转换,转换的结果一方面供显示的需要,另一方面作为过压与欠流的比较信号。我们将INT0设置为上升沿产生异步中断,ICP设置为上升沿触发输入捕捉。当INT0产生中断时,16位计数器开始以内部恒定的频率开始计数,直到下一中断的产生。在计数的同时,当TCP上有上升沿脉冲时,即将16位计数器已计得的数据放入到捕捉寄存器中。当一个采样周期结束时,计数器中得数据(N)即为外部交流信号的一个周期基数, 捕捉寄存器中数据(n)电流Ia滞后电压Ubc的基数,将(n/N)*360º即为角度,根据上面的原理就可判断在同一周波中时电压超前电流还是电流超前电压,同时还可得出超前或滞后的角度,将此数据进行查表即可得到功率因数。 为了避免对电容器组中的某一组进行频繁的投切,平衡每一组电容器的工作时间,延长整个系统的使用寿命。我们对电容器的投切采用先投入的优先切除,先切除的优先投入的原则,我们在单片机的RAM中开辟了一空间,用于记录每组电容器的投入与切除时间,然后进行排序,将已工作时间最长的作为优先切除对象,将切除时间最长的作为优先投入对象。 当三相交流的负载回路电流非常小时,会产生投切振荡的现象。也就是说控制系统投入一组电容器会产生过投,切除一组电容器又会产生投入不足,控制器就会产生重复的投切现象。为避免此想象的发生,我们设置了欠电流锁定,当电流值小于此数值时,系统将停止对电容器的投切动作,维持已投入的电容器工作。 在工作过程中,若采样到的电压数据大于设定的过压保护值时,控制器将逐步切除已投入的电容器,若发现超过设定的保护值的10%时,则一次性切除所有已投入的电容器,保护电容器。 以上的技术现已应用于本公司的ARC功率因数自动补偿控制仪中,经测试运行,系统工作稳定、各项指标达到了国家标准的要求,现已初步投放市场。
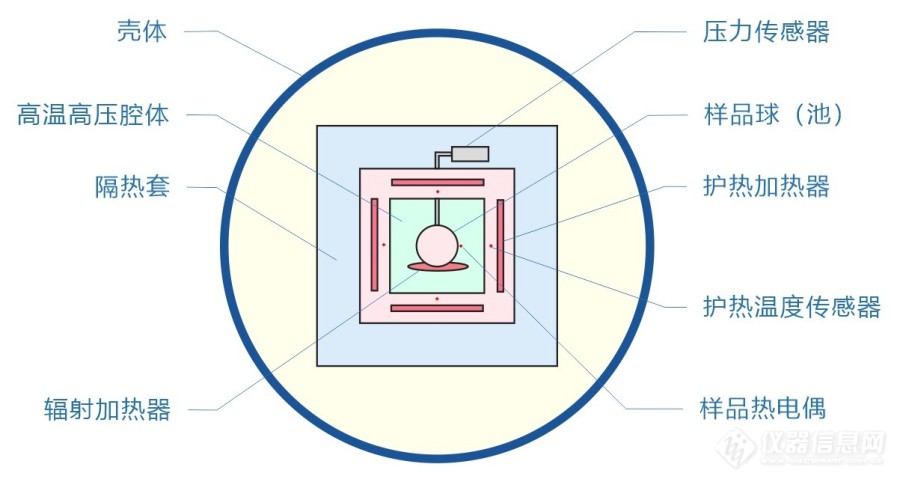
[color=#990000][size=16px]摘要:现有的[/size][size=16px]ARC[/size][size=16px]加速量热仪普遍存在单热电偶温差测量误差大造成绝热效果不好,以及样品球较大壁厚造成热惰性因子较大,都使得[/size][size=16px]ARC[/size][size=16px]测量精度不高。为此本文提出了技术改进解决方案,一是采用多只热电偶组成的温差热电堆进行温差测量,二是采用样品球外的压力自动补偿减小样品球壁厚,三是用高导热金属制作样品球提高球体温度均匀性,四是采用具有远程设定点和串级控制高级功能的超高精度[/size][size=16px]PID[/size][size=16px]控制器,解决方案可大幅度提高[/size][size=16px]ARC[/size][size=16px]精度。[/size][/color][align=center][size=16px][color=#990000][b]==============================[/b][/color][/size][/align][b][size=18px][color=#990000]1. 问题的提出[/color][/size][/b][size=16px] 加速量热仪(Accelerating Rate Calorimeter)简称ARC,是一种用于危险品评估的热分析仪器,可以提供绝热条件下化学反应的时间-温度-压力数据。加速量热仪(ARC)基于绝热原理,能精确测得样品热分解初始温度、绝热分解过程中温度和压力随时间的变化曲线,尤其是能给出DTA和DSC等无法给出的物质在热分解初期的压力缓慢变化过程。典型的加速量热仪的结构如图1所示。为了保证加速量热计的测量精度,ARC装置需要实现以下两个重要条件:[/size][align=center][size=16px][color=#990000][b][img=ARC加速量热计典型结构,500,267]https://ng1.17img.cn/bbsfiles/images/2023/09/202309121740385310_8045_3221506_3.jpg!w690x369.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#990000][b]图1 ARC加速量热仪典型结构[/b][/color][/size][/align][size=16px] (1)被测样品始终处于绝热环境。绝热环境的实施需采用等温绝热方式,即样品球周围的护热加热器温度始终与样品球温度保持一致,两者的温差越小,样品散失或吸收的热量则越小,量热仪测量精度越高。[/size][size=16px] (2)空心结构样品球(样品池或样品容器)的壁厚越薄越好,以最大限度减少热惰性因子,减少球体吸热和放热影响。[/size][size=16px] 在目前的各种商品化ARC加速量热仪中,并不能很好的实现上述两个边界条件,主要存在以下几方面的问题:[/size][size=16px] (1)样品温度和护热温度仅采用了两只热电偶温度传感器,而热电偶的测温精度和一致性本身就较差,仅靠两只热电偶测温和控温,很难保证达到很好的等温效果,往往会造成漏热严重的现象,导致测量精度较差。热电偶在使用一段时间后,这种现象会更加突出。[/size][size=16px] (2)因为化学反应过程中会产生高温高压,使得现有ARC的样品球壁厚必须较厚以具有较大的耐压强度,避免样品球或量热池产生形变或破裂,但这势必增大了热惰性因子。这种壁厚较厚和较大热惰性因子,是造成ARC加速量热仪测量误差较大的另一个主要原因。[/size][size=16px] (3)由于首先要保证壁厚和耐压强度,量热池所用材质往往是高强度金属,但这些金属材质相应的热导率往往较低,较低的热导率则会影响量热池侧壁温度的快速均匀。这种低导热材质所带来的样品球温度非均匀性问题,又会造成周边护热温度控制的误差,所带来的连锁效果会进一步降低测量精度。[/size][size=16px] 为了解决目前ARC加速量热仪存在的上述问题,本文提出了以下解决方案。[/size][size=18px][color=#990000][b]2. 解决方案[/b][/color][/size][size=16px] 解决方案主要包括两方面的技术改进,一是采用多只热电偶构成温差热电堆来提高温差检测的灵敏度和更好的保证绝热环境,二是在样品球外增加气体压力自动补偿。改进后的ARC加速量热仪的结构及控制装置如图2所示。[/size][align=center][size=16px][color=#990000][b][img=ARC加速量热仪温度和压力控制装置结构示意图,550,283]https://ng1.17img.cn/bbsfiles/images/2023/09/202309121741195817_6742_3221506_3.jpg!w690x356.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#990000][b]图2 ARC加速量热仪温度和压力控制装置结构示意图[/b][/color][/size][/align][size=16px] 在如图2所示的高温高压控制装置中,采用了4对热电偶组成的热电堆来检测样品球与护热加热器之间的温差,这样可以使温差测量灵敏度提高4倍,即可使原来采用单只热电偶的量热计测量精度得到大幅提高。在实际应用中,热电堆中的热电偶数量并不限制于4只,可以根据ARC结构和体积采用更多的热电偶,由此可进一步提高温差测量灵敏度,但在选择热电偶时,需要采用尽可能细的热电偶丝,以减少热量通过热电偶丝进行传递。[/size][size=16px] 对于补偿压力的控制,如图2所示,在ARC中增加了一路高压气路。压力控制回路由压力传感器、压力调节器和PID控制器构成,通过压力调节器将来自高压气源(如氮气)的压力进行自动减压控制,使得高温高压腔体内的压力始终跟踪样品球内的压力变化,从而尽可能降低样品球内外的压力差。压力调节器是一个内置压力传感器、PID控制器和两只高速进出气阀门的压力控制装置,可直接接收外部压力设定信号进行快速和准确的压力控制,非常适用于像ARC量热仪高温高压腔这样的密闭腔室的气体压力控制。压力调节器的压力控制范围为0~5MPa(表压),如需要更高压力调节,则需增加一个高压背压阀,但压力调节还是通过压力调节器。[/size][size=16px] 在图2所示的高温高压控制装置中,温差传感器的灵敏度、压力传感器测量精度以及压力调节器控制精度都决定了ARC加速量热计边界条件是否精确,但这些部件对ARC的最终测量精度贡献还需PID控制器来决定。PID控制器作为ARC绝热量热仪的核心仪表,需要满足以下要求才能真正保证最终精度:[/size][size=16px] (1)在量热仪绝热实现方面,采用温差热电堆,可灵敏检测出样品球与护热加热器之间的微小温差变化,但温差灵敏度最终是要通过PID控制器的检测精度得以保证,由此要求PID控制器应有尽可能高的采集精度。同样,绝热控制的最终效果是温差越小越好,这也对PID控制器的控制输出提出了很高的要求,即要求控制精度越高越好。本解决方案中选择了VPC2021系列的超高精度PID控制器,这是目前国际上最高精度的工业用小尺寸PID调节器,具有24位AD、16位DA和0.01%最小输出百分比,可完全满足微小温差热电势信号高精度检测和高精度温度控制的要求。[/size][size=16px] (2)在量热仪高压补偿控制方面,需要对高温高压腔室内的气体压力进行跟踪控制以尽可能的减小样品球内外的压力差。在压力控制回路中,压力传感器用来检测样品球内部的压力变化,同时此传感器的输出压力值又作为高温高压腔室压力控制的设定值,PID控制器根据此设定值来动态控制高温高压腔室压力,这就要求PID控制器具有远程设定点功能,并具有与压力调节器组成串级控制回路的功能,而本解决方案配置的VPC2021系列PID控制器则具备这种高级控制功能。[/size][size=18px][color=#990000][b]3. 总结[/b][/color][/size][size=16px] 综上所述,本解决方案采用了温差热电堆和压力补偿两种技术手段对现有ARC加速量热仪进行改进,改进后的ARC加速量热仪具有以下特点:[/size][size=16px] (1)温差热电堆可明显提高温差检测灵敏度,可更好的实现绝热效果。[/size][size=16px] (2)压力补偿可使得样品球的壁厚更薄,并降低了样品球材质的强度要求,样品球就可以采用高导热金属,在降低样品球热惰性因子的同时,更能提高样品球整体的温度均匀性,可显著提高量热仪测量精度。[/size][size=16px] (3)采用了具有远程设定点和串级控制这些高级功能的超高精度PID控制器,可充分发挥上述技术改进措施的优势,真正使ARC加速量热仪测量精度的提高得到了保障。[/size][size=16px] (4)所采用的技术手段,可推广应用到其它形式的热反应量热仪中。[/size][align=center][color=#990000][b][/b][/color][/align][align=center][b]~~~~~~~~~~~~~~~[/b][/align][size=16px][/size]
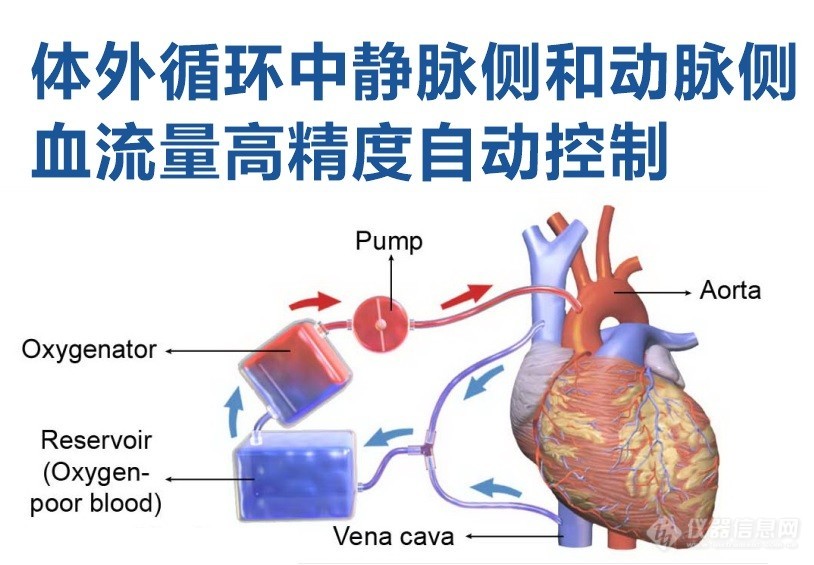
[align=center][size=16px][img=体外循环术中灌注流量的高精度自动控制,600,415]https://ng1.17img.cn/bbsfiles/images/2023/10/202310271116037597_5912_3221506_3.jpg!w690x478.jpg[/img][/size][/align][size=16px][color=#990000][b]摘要:在目前的体外循环手术过程中,需要灌注师快速而精确地操作使得血液流速调节到期望的目标值。基于国外文献报道的血流量自动控制方法和装置,本文提出了技术改进且国产化解决方案。通过本解决方案中增加的国产系列电控夹管阀、电控针阀和具有远程设定值功能的超高精度PID控制器,可以使得体外循环过程中的静脉和动脉血流量控制真正实现高精度的自动化控制,在满足临床应用和研究需求的同时,可降低灌注师的操作难度和医疗事故。[/b][/color][/size][align=center][size=16px][color=#990000][b]~~~~~~~~~~~~~~~~~[/b][/color][/size][/align][size=18px][color=#990000][b]1. 问题的提出[/b][/color][/size][size=16px] 体外循环(CPB)设备在心脏手术期间临时替代心肺功能,以维持体循环。心脏体外循环手术时,需要将手术病人静脉血从体内引出,通过体外循环机氧合后回输至体内动脉管道、静脉回流管、左心房引流管、心内吸引管、普通吸引管等管道,并维持血流量、静脉储库水平、氧气浓度、氧气血流量和血液温度,其中对血液流速的控制要求非常高,稍有错误就会导致循环障碍和大量空气栓塞,从而导致严重的医疗事故。[/size][size=16px] 在CPB具体操作过程中,需要灌注师快速而精确地操作三个装置(静脉侧阻隔器、动脉侧阻隔器和离心泵)来将血液流速调节到期望的目标值,不正确的操作会导致气栓并改变静脉储血水平而导致意外的血压波动,从而将患者置于危险之中。因此,需要开发一种有助于自动调节血液流速的装置以提高自动化控制水平和降低灌注师工作强度,为此文献[1]提出了一种体外循环过程中动脉侧血流量的自动控制方法和控制装置,其结构如图1所示。[/size][align=center][size=16px][color=#990000][b][img=体外循环血流量自动控制结构示意图,650,351]https://ng1.17img.cn/bbsfiles/images/2023/10/202310271117325921_65_3221506_3.jpg!w584x316.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#990000][b]图1 体外循环血流量自动控制装置结构示意图[/b][/color][/size][/align][size=16px] 尽管文献[1]提出了一种体外循环过程中动脉侧血流量的自动控制方法和相应装置,但距离真正的临床应用还有一定差距,这些差距主要体现在以下几个方面:[/size][size=16px] (1)尽管文献[1]给出了静脉侧和动脉侧血流量调节用的手动和自动阻隔器的具体型号,但我们并未在阻隔器厂家官网上查到相应型号阻隔器的具体产品和相应技术参数。因此,为了真正实现临床应用还需进一步明确阻隔器产品,甚至是国产化替代。[/size][size=16px] (2)动脉侧血流量自动控制的目的是要自动调节动脉侧血流量的变化始终要与静脉侧血流量的变化保持快速同步和相同,但文献[1]给出的控制模型和控制策略过于复杂,较难真正的工程化实现。[/size][size=16px] 针对文献[1]技术方案存在的上述缺陷,本文提出了可真正实现临床应用的解决方案,能很好的解决上述问题,并可完全采用国产化相关产品予以实现。[/size][size=18px][color=#990000][b]2. 解决方案[/b][/color][/size][size=16px] 基于文献[1]所述的动脉侧血流量自动控制技术方案,我们进行了改进,并进一步明确和细化了相关所用部件,改进后的自动控制装置结构如图2所示。[/size][align=center][size=16px][color=#990000][b][img=改进后的体外循环血流量自动控制结构示意图,650,311]https://ng1.17img.cn/bbsfiles/images/2023/10/202310271118025749_1493_3221506_3.jpg!w690x331.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#990000][b]图2 改进后的体外循环血流量自动控制结构示意图[/b][/color][/size][/align][size=16px] 解决方案的改进内容之一是采用国产的电控夹管阀来代替文献[1]中所用的阻隔器,这种电控夹管阀可以通过0~10V的直流电压信号来改变加持力以调节管路导通口径的大小,从而实现对管路中的流体流量进行调节。由此可见,这种电控夹管阀可以很方便的被用来进行静脉侧和动脉侧血流量的手动或自动调节。[/size][size=16px] 尽管电控夹管阀和自动阻隔器可以用来对体外循环系统中的血流量进行调节,但存在的问题是会带来的非线性,这种非线性会对自动控制精度带来严重影响,这也是文献[1]控制模型非常复杂的主要原因。文献[2]对这种非线性进行了研究和描述,发现操作值与开度之间呈指数关系。[/size][size=16px] 为了解决管夹形式所带来的非线性问题,解决方案提出的改进内容之二是采用NCNV系列的电控针阀。NCNV系列电控针阀具有非常高的线性度,且具有快速的响应速度以及不同的孔径尺寸,常用于气体和液体介质的真空、压力和流量的精密调节。尽管采用电控针阀可以很好的解决夹管阀非线性所带来的控制精度问题,但电控针阀存在的重要问题是针阀需要接触所调节的流体介质,不能像夹管阀那样与流体介质不发生接触。[/size][size=16px] 为真正使动脉侧血流量能快速与静脉侧血流量保持同步和相同,本解决方案提出的重大改进是采用具有远程设定点功能的VPC2021系列高精度PID控制器,控制器的具体特性和功能如下:[/size][size=16px] (1)具有两个输入信号接收通道,其中主输入通道接收动脉侧流量计信号,并由主控输出通道输出控制信号对动脉侧电控夹管阀/针阀进行调节;而辅助输入通道接收静脉侧流量计信号,此接收到的静脉侧流量信号则作为动脉侧流量控制的设定值。通过这种辅助输入通道的这种远程设定值功能,可使得动脉侧的流量控制始终以静脉侧的流量为跟踪控制目标。[/size][size=16px] (2)控制器具有超高的测量精度和控制精度,其中24位AD、16位DA和0.01%最小输出百分比,并采用了无超调的PID控制模式,这非常适用于体外循环装置中的高精度血液流量控制。[/size][size=16px] (3)控制器具有RS485通讯接口,并执行标准的MODBUS协议。控制器自带测控软件,在计算机上运行软件可实现控制器参数设置、驱动运行、过程参数的采集、曲线显示和存储,无需再进行程序编写就可组成软硬件控制系统用于临床应用和研究。[/size][size=18px][color=#990000][b]3. 总结[/b][/color][/size][size=16px] 通过本解决方案中增加的国产系列电控夹管阀、电控针阀和具有远程设定值功能超高精度PID控制器,可以使得体外循环过程中的静脉和动脉血流量控制真正实现高精度的自动化控制,在满足临床应用和研究需求的同时,降低医疗事故和灌注师的操作难度。[/size][size=18px][color=#990000][b]4. 参考文献[/b][/color][/size][size=16px][1] Takahashi H, Kinoshita T, Soh Z, et al. Automatic control of blood flow rate on the arterial-line side during cardiopulmonary bypass[C]//2021 43rd Annual International Conference of the IEEE Engineering in Medicine & Biology Society (EMBC). IEEE, 2021: 5011-5014.[/size][size=16px][2] Takahashi H, Soh Z, Tsuji T. Steady-state model of pressure-flow characteristics modulated by occluders in cardiopulmonary bypass systems[J]. IEEE Access, 2020, 8: 220962-220972.[/size][align=center][size=16px][color=#990000][b][/b][/color][/size][/align][align=center][b][color=#990000]~~~~~~~~~~~~~~~[/color][/b][/align][size=16px][/size]
我想给实验室的反应器配上能控制溶解氧的设备,不知道有没有这种仪器?所谓的溶解氧控制器不知道是什么设备?我想大概需要一个自动调控系统吧,我希望我的反应器中的溶解氧能够实现自控,好氧和厌氧条件都能自己把握,各位指点一下:)
温度控制是[url=https://insevent.instrument.com.cn/t/Mp][color=#3333ff]气相[/color][/url]液氮罐的关键技术之一,在高效冷冻和自动化方面扮演着重要角色。一种高效冷冻、自动化[url=https://insevent.instrument.com.cn/t/Mp][color=#3333ff]气相[/color][/url]液氮罐的温度控制技术。[b] 一、温度传感器[/b] 温度传感器是[url=https://insevent.instrument.com.cn/t/Mp][color=#3333ff]气相[/color][/url]液氮罐温度控制的核心元件。目前常用的温度传感器有热电偶和温度传感器。热电偶是由两种不同材料组成的电偶,当温度变化时,两种材料产生的电势差也会随之变化。温度传感器则通过电阻值的变化来测量温度。无论是热电偶还是温度传感器,其关键在于精度和稳定性,以确保温度测量的准确性。[b] 二、温度控制算法[/b] 温度控制算法是实现高效冷冻和自动化的关键。其中一个常用的算法是PID算法(比例-积分-微分算法)。PID算法通过不断调整控制器的输出信号,使得系统的温度能够快速且稳定地达到设定值。比例项用于根据当前温度与设定值之间的偏差来调整控制器的输出,积分项用于消除系统的静态误差,微分项用于消除系统的动态误差。[b] 三、冷却系统[/b] 冷却系统是高效冷冻的关键组成部分。常用的冷却系统包括压缩机、冷凝器、蒸发器和控制阀等。在温度控制中,压缩机负责提供冷冻剂的压缩和流动,冷凝器负责将冷冻剂释放热量,蒸发器负责吸收热量,而控制阀则根据温度传感器的信号来控制冷冻剂的流量,从而实现对温度的精确控制。 四、自动化控制系统 自动化控制系统是实现[url=http://www.cnpetjy.com/qixiangyedanguan/][url=https://insevent.instrument.com.cn/t/Mp][color=#3333ff]气相[/color][/url]液氮罐[/url]温度控制的关键。它包括温度控制器、传感器、执行器和人机界面等组成部分。温度控制器负责接收传感器的信号,并根据设定值和控制算法来控制执行器的操作。执行器则根据控制器的指令来调整冷却系统的工作状态。人机界面则提供操作者与系统交互的接口,使操作者能够监测和调整温度控制参数。[url=http://www.mvecryoge.com/]金凤液氮罐厂家[/url] 综上所述,高效冷冻、自动化[url=https://insevent.instrument.com.cn/t/Mp][color=#3333ff]气相[/color][/url]液氮罐的温度控制技术需要依靠精确的温度传感器、高效的温度控制算法、可靠的冷却系统和先进的自动化控制系统。通过这些技术的应用,可以实现对[url=https://insevent.instrument.com.cn/t/Mp][color=#3333ff]气相[/color][/url]液氮罐温度的快速、稳定和精确控制,提高冷冻效率,实现自动化生产,提高工作效率。







 我要推广仪器
我要推广仪器
 下载APP
下载APP