推荐厂家
暂无
暂无
 留言咨询
留言咨询
 银牌9年
银牌9年
 400-860-5168转2464
留言咨询
留言咨询
400-860-5168转2464
留言咨询
留言咨询
 400-860-5168转3685
留言咨询
400-860-5168转3685
留言咨询
 400-860-5168转5947
留言咨询
400-860-5168转5947
留言咨询





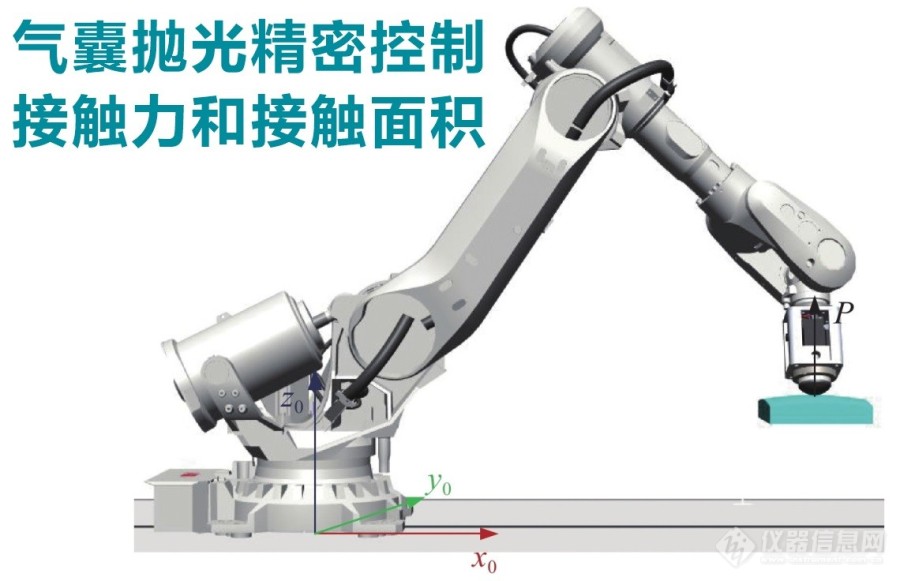
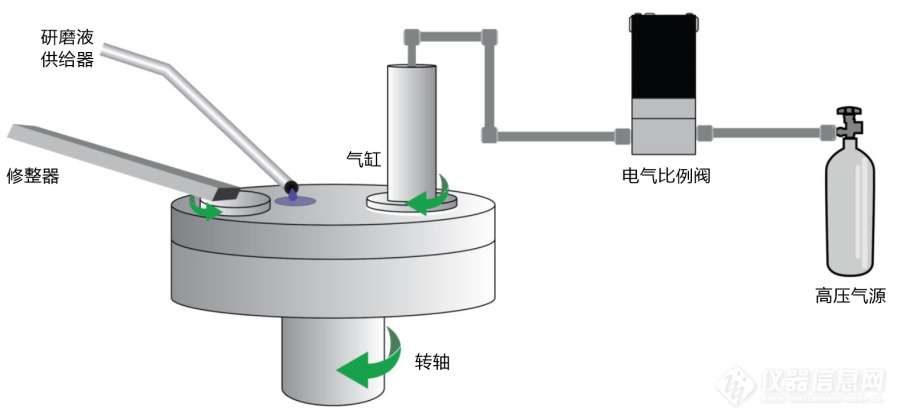
[align=center][size=16px][img=气囊抛光中接触力和接触面积同时控制的解决方案,500,322]https://ng1.17img.cn/bbsfiles/images/2023/03/202303091521433641_8767_3221506_3.jpg!w690x445.jpg[/img][/size][/align][size=16px][color=#339999]摘要:针对目前气囊抛光设备中只能进行恒定加载力和在线调节气囊充气压力的局限性,本文提出了加载力和充气压力两个参数同时在线控制的解决方案,由此可实现气囊抛光过程中接触力和接触面积的实时控制,进一步提高气囊抛光的质量。[/color][/size][align=center][color=#339999]~~~~~~~~~~~~~~~~~~~~~~~~[/color][/align][size=18px][color=#339999][b]1. 问题的提出[/b][/color][/size][size=16px]气囊抛光作为一种新兴的抛光工艺常用于自由曲面的抛光,气囊抛光主要通过控制柔性气囊内的气体压力(压强)使气囊能够与各种曲面稳定接触,当接触时间一定时即可实现材料去除量的可预测性,因此可以通过调节压力控制抛光效率和被抛光工件的表面质量。[/size][size=16px]在实际应用中,气囊抛光技术要真正成为一种主动柔顺性抛光工具,不但要控制气囊内部压力来改变抛光过程中的接触面积,还需控制气囊抛光过程中的接触力。因此,气囊抛光技术中的两个重要控制参数分别是气囊内部气体压力和接触力大小。[/size][size=16px]现有的各种气囊抛光设备中,一般是通过控制气囊内部压力来调节接触面积,并采用弹簧或其他柔性材料来使抛光过程中的接触力尽可能保持在一定范围内,很难对接触力进行在线控制。为此,基于气囊内部压力控制的同时,本文提出了一种接触力也能同时控制的解决方案,由此增强气囊抛光过程的在线控制,更能保证气囊抛光过程的平稳性和均匀性。[/size][b][size=18px][color=#339999]2. 解决方案[/color][/size][/b][size=16px]针对上述TEC温控装置具备的功能和相关指标,本文给出的具体实施方案如图1所示。[/size][align=center][b][color=#339999][img=气囊抛光工具接触力和气体压力控制系统结构示意图,500,503]https://ng1.17img.cn/bbsfiles/images/2023/03/202303091523407373_5680_3221506_3.jpg!w690x695.jpg[/img][/color][/b][/align][align=center][size=16px][color=#339999][b]图1 接触力和气体压力控制系统结构示意图[/b][/color][/size][/align][size=16px]解决方案的目的是实现对球囊抛光过程中的接触面积和接触力两个参量同时进行在线控制,即一是通过调节球囊内部气体压力来在线控制接触面积,二是通过调节气囊抛光工具的上下位移和伸缩来在线控制接触力。[/size][size=16px]气体压力控制回路由压力传感器、电气比例阀和高压气源构成,位移控制回路由位移或接触力传感器和致动器构成,这两个独立回路由VPC2021-2双通道PID控制器进行控制。此双通道PID控制器具有很高的采集和控制精度,指标为24位AD、16位DA和最小输出百分比为0.01%,带通讯功能的PID控制器与上位机连接,自带软件也可用于独立调试运行。[/size][align=center][size=16px]~~~~~~~~~~~~~~~~~~~~~~~~~[/size][/align]
[color=#990000]摘要:为大幅度提高现有CMP工艺设备中压力控制的稳定性,在现有电气比例阀这种单回路PID压力调节技术的基础上,本文提出了升级改造方案,即采用串级控制法(双回路PID控制,也称级联控制),通过在现有电气比例阀回路中增加更高精度的压力传感器和PID控制器,可以将研磨抛光压力的稳定性提高一个数量级,从1~2%的稳定性提升到0.1~0.2%。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align] [size=18px][color=#990000][b]一、问题的提出[/b][/color][/size]在半导体制造过程中,化学机械抛光(CMP)是在半导体晶片上产生光滑、平坦表面的关键工艺。CMP工艺中的压力控制是决定最终产品质量的关键因素。如果压力过高,会损坏半导体材料;如果压力太低,会导致表面不平整。CMP系统中需要配置专用的压力调节装置,以确保压力保持在安全范围内。通过将压力保持在安全范围内,压力调节装置有助于确保半导体晶片在CMP过程中不被损坏。目前的CMP系统中普遍采用电气比例阀作为压力调节器,其典型结构如图1所示。在CMP中采用比例阀来控制抛光过程中施加在晶圆上的压力。由于比例阀是电子控制和压力值的模拟信号输出,因此可以通过控制系统(如PLC)对其进行动态编程和压力监控,这意味可以根据被抛光的特定晶片准确改变施加的压力。此外,由于电气比例阀作为压力调节器是一个闭环控制,即使在下游压力发生变化期间,施加在抛光垫上的压力也会保持不变,由此实现压力的自动调节。[align=center][img=常规研磨机电气比例阀压力控制系统结构,600,280]https://ng1.17img.cn/bbsfiles/images/2022/09/202209150917534790_1434_3221506_3.png!w690x322.jpg[/img][/align][align=center]图1 常规CMP系统中电气比例阀压力控制装置结构示意图[/align]在一些CMP工艺的实际应用中,要求抛光压力具有很高的稳定性,图1所示的常规压力调节装置则无法满足使用要求,这主要体现在以下几方面的不足:(1)电气比例阀的整体控制精度明显不足,其整体精度(包含线性度、迟滞和重复性)往往在1~2%范围内。这种精度水平主要受集成在比例阀内的压力传感器、高速电磁阀和PID控制器性能和体积等因素制约,而且进一步提高的空间非常有限。(2)电气比例阀安装位置与气缸有一定的距离,由此造成比例阀所检测到的压力值并不是气缸的真实压力,而且比例阀处压力与气缸压力之间有一定的时间滞后。为解决上述存在的问题,进一步提高现有CMP工艺设备中压力控制的稳定性,在现有电气比例阀这种单回路PID压力调节技术的基础上,本文将提出升级改造方案,即采用串级控制法(双回路PID控制,也称级联控制),通过在电气比例阀回路中增加更高精度的压力传感器和PID控制器,可以将研磨抛光压力的稳定性提高一个数量级,从1~2%的稳定性提升到0.1~0.2%。[size=18px][color=#990000][b]二、CMP设备压力控制的串级PID控制方案[/b][/color][/size]在传统的CMP设备压力调节过程中,采用电气比例阀进行压力调节的稳定性完全受集成在比例阀内的压力传感器、高速电磁阀和PID控制器性能和体积等因素制约。为了提高压力控制的稳定性,并充分发挥电气比例阀的自身优势,我们采用了一种串级控制技术,即在作为第一回路的电气比例阀中增加第二控制回路,其中第二控制回路由更高精度的压力传感器和PID控制器构成。串级PID控制方案的整体结构如图2所示。[align=center][img=03.超高精密研磨机电气比例阀压力串级控制系统结构,600,333]https://ng1.17img.cn/bbsfiles/images/2022/09/202209150918245058_1534_3221506_3.png!w690x384.jpg[/img][/align][align=center]图2 串级控制法CMP系统压力控制装置结构示意图[/align]在图2所示的串级控制法压力调节装置中,安装了一个外置压力传感器用于直接监测气缸内的气压,压力传感器检测到的气缸压力信号传输给外置的PID控制器,外置PID控制器根据设定值或设定程序将控制信号传送给电气比例阀,比例阀根据此控制信号再经其内部PID控制器来调节高速电磁阀的动作,使得电气比例阀输出到气缸的气体气压与设定值始终保持一致。从上述串级控制过程可以看出,串级控制是一个双控制回路,是两个独立的PID控制回路,电气比例阀起到的是一个执行器的作用。串级控制法(也称级联控制法)是一种有效提升控制精度的传统方法,但在具体实施过程中,需要满足的条件是:[color=#990000]第二回路的传感器和PID控制器(这里是外置压力传感器和PID控制器)精度一般要比第一回路的传感器(这里是电气比例阀内置的压力传感器和PID控制器)要高。[/color]为了实现更高稳定性的CMP系统压力控制,我们推荐的实施方案是采用0.05%精度的外置压力传感器和超高精度PID控制器(技术指标为24位ADC、16位DAC和双浮点运算的0.01%最小输出百分比)。此实施方案我们已经进行过大量考核试验,压力稳定性可以轻松达到0.1%。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
[b][color=#3300ff][img]http://www.okyiqi.com/uploadfile/081201200632.jpg[/img]WAW-600B微机控制电液伺服万能试验机(双控制)[/color][/b]一、主要功能及特点:试验机主机采用液压缸下置式:液压油缸在试验机的下部,活塞在液压力的作用下向上顶,可实现对试样的压缩、弯曲、剪切试验;上下钳口座为全开式结构,装夹试样方便,稳定性好。该结构设计合理、简洁、稳定性好,可靠、易维护,液压伺服加载系统, ,确保系统高精高效、低噪音、快速响应, 实现对试验的自动控制加载、换向;[b]WAW-600B微机控制电液伺服万能试验机[/b]微机控制及处理系统:a:电液伺服控制系统:准确完成试验过程中试验参数的设定、试验过程的自动控制、数据采集、处理、分析、存储及显示(试验数据包括:上下屈服点、抗拉强度、断裂强度、弹性模量、各点延伸率、非比例伸长等)。它除了具备基本的试验力、试样变形、活塞位移和试验进程的闭环控制及等速应力、等速应变、等速试验力、等速位移、试验力保持、位移保持等控制功能外,还具备方便快捷的开环控制功能。b: 试验力,峰值、试样变形、活塞位移、试验曲线的屏幕显示功能,全键盘输入操作和控制模式智能设置专家系统,实现了控制模式的任意设置和各种控制方式之间的平滑切换,使系统具有最大的灵活性。加、卸载平稳,试验过程中既可进行程序控制,同时兼有固定程序的“快捷键“操作,也可采用鼠标灵活调整试验速度;[img=326,257]http://www.okyiqi.com/uploadfile/20081201200223769.jpg[/img] c:可以按GB228-2002《室温材料 金属拉伸试验方法》等国家标准的要求完成试验的数据自动采集和处理。试验过程能够模拟再现和试验数据的再分析、试验曲线放大、比较、遍历。试验曲线可任意选择坐标轴,并可自由放大和缩小;d:基于WindowsXP操作系统的试验软件,放大器调零、传感器标定采用可靠的硬件支持和软件支持相结合使得品质更臻完美;可对使用者实行分权限管理,具有多种图形显示窗口和单位换算功能;e:试验数据以数据库化管理,可以进行网络数据库通讯和管理;f:试验机具有扩展和更新能力;g:强大的自检功能。 6、保护功能: a) 油缸限位保护;b) 液压系统过载溢流保护;c) 试验力过载保护;d) 过流、过压保护;e) 试样破断时安全保护;f) 试验结束自动保护。 [b]二、WAW-600B微机控制电液伺服万能试验机主要技术指标:[/b]1、最大试验力:600kN2、试验力测量范围及精度:0-600kN;0-300kN;0-120kN;0-60kN;4级;试验力精度:优于±1%(从每档满量程的20%起) 3、 变形测量范围及精度:分1;2;5;10四档测量;优于±0.5%FS4、 位移测量范围及精度: 250mm;优于0.01mm5、 拉伸钳口之间最大距离(包括活塞行程): 600mm6、 上下压盘之间的最大距离: 550mm7、 圆试样夹持直径: Ф13-40mm8、 扁试样夹持宽度及厚度: 70mm ;0-30mm9、 上下压盘尺寸: Ф160mm10、 弯曲试验支座间距: 10-500mm11、 活塞最大行程: 250mm12、 应力速度范围: 1MPa/S-25MPa/S13、 应变速度范围: 0.00025/S-0.0025/S14、 拉伸速度: 0.5-70mm/min15、 试验空间调整速度: 120mm/min16、 主机尺寸(长x宽x高包括活塞行程mm): 890×580×2400m17、 控制台尺寸(长x宽x高mm): 1200x800x1100 mm18、 总功率:3.0kW[b]三、WAW-600B微机控制电液伺服万能试验机控制部分技术参数:[/b]〈1〉、试验力测量显示部分:(1).测量方式: 采用高精度油压传感器测量试验力(2).量程转换方式: 自动\手动切换(3).试验力显示方式: 微机屏幕显示〈2〉、变形测量显示部分:(1).测量方式: 采用高精度引伸计测量试样变形(2).量程转换方式: 自动/手动切换(3).变形显示方式: 微机屏幕〈3〉、位移测量显示部分:(1).测量方式: 采用高精度光电编码器测量活塞位移(2).变形显示方式: 微机屏幕〈4〉、自动控制部分:(1).控制方式: 微机自动控制/手动控制两种模式(2).自动控制阀: 进口高精度高频宽电液伺服阀(3).控制模式:a.等速率活塞行程控制:等速设定范围:0.5-70mm/min 控制范围:活塞置零点---活塞行程最大点b.等速率试验力控制:速度设定范围:0.1-2.0满量程/min控制范围:5-100%满量程c.等速率应变控制:速度设定范围:0.1-50%/min控制范围:伸长满量程的5-100%伸长满量程0.1-100mmd.金属材料自动拉伸试验控制:应力速率控制:1-50MPa/sec等速率活塞行程控制:0.5-50mm/min带有试样破断而自动停止机能 (4).试验条件设定方式:人机对话形式:微机键入式(5).试验条件设定项目: 试样截面积、控制速度、保持点、保持时间等〈5〉手动控制部分: 开环功能:可手动控制试验力、位移、变形。三、[b]WAW-600B微机控制电液伺服万能试验机[/b]基本配置1、下置式试验机主机(600kN) 1台2、综合操作台 1台3、液压试样夹紧系统(控制台内) 1套主要元件:3.1、液压泵机组 1套 3.2 、电磁换向阀 1套 3.3 、叠加溢流阀 1套4、液压伺服加载系统 1套5、高精度油压传感器 1套6、变形测量引伸计(标距100mm 变形25mm北京钢院) 1支7、位移测量装置 1套8、附具类: 8.1、拉伸附具(圆钳口 Ф13-40mm;平钳口0-30; ) 各1套8.2、压缩附具(Φ 160mm ) 1套8.3、弯曲附具 (10-500mm) 1套9、联想微机(M260E/ P4/160G/17”液晶) 壹台 10.A4激光打印机(HP1008 ) 壹台11、 试验机WindowsXP中文版软件 1份.










 我要推广仪器
我要推广仪器
 下载APP
下载APP

