推荐厂家
暂无
暂无
 银牌7年
银牌7年
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转4513
留言咨询
400-860-5168转4513
留言咨询
 400-860-5168转3623
留言咨询
400-860-5168转3623
留言咨询
 400-860-5168转1580
留言咨询
400-860-5168转1580
留言咨询






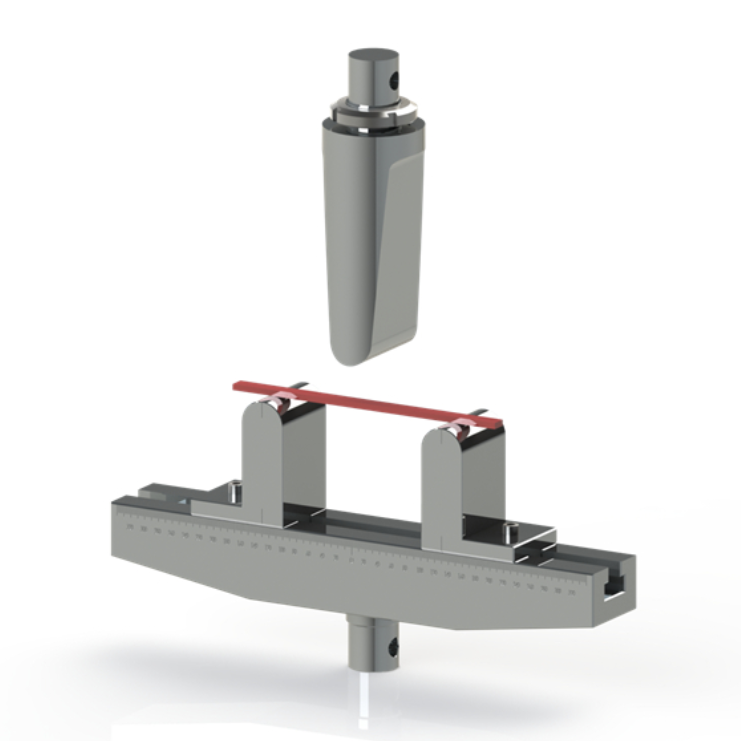
1.概述(塑料拉力试验机) 弯曲试验主要用来检验材料在经受弯曲负荷作用时的性能,生产中常用弯曲试验来评定材料的弯曲强度和塑性变形的大小,是质量控制和应用设计的重要参考指标。弯曲试验采用简支梁法,把试样支撑成横梁,使其在跨度中心以恒定速度弯曲,直到试样断裂或变形达到预定值,以测定其弯曲性能。 2.试验原理 弯曲试验在《塑料弯曲性能试验方法》(《GB/T 9341-2000》)中使用的是三点式弯曲试验。三点式弯曲试验是将横截面为矩形的试样跨于两个支座上,通过一个加载压头对试样施加载荷,压头着力点与两支点间的距离相等。在弯曲载荷的作用下,试样将产生弯曲变形。变形后试样跨度中心的顶面或底面偏离原始位置的距离称为挠度,单位mm。试样随载荷增加其挠度也增加。弯曲强度是试样在弯曲过程中承受的最大弯曲应力,单位MPa。弯曲应变是试样跨度中心外表面上单元长度的微量变化,用无量纲的比或百分数(%)表示。3.试验方法 3.1试验应在受试材料标准规定的环境中进行,若无类似标准时,应从GB/T2918中选择最合适的环境进行试验。另有商定的,如高温或低温试验除外。 3.2测量试样中部 的宽度b,精确到0.1mm; 厚度h,精确到0.01mm,计算一组试样厚度的平均值h。剔除厚度超过平均厚度允差±0.5%的试样,并用随机选取的试样来代替。调节跨度L,使L=(16±1)h ,并测量调节好的跨度,精确到0.5%。 除下列情况外都用上式计算: 3.2.1对于较厚且单向纤维增强的试样,为避免剪切时分层,在计算两撑点间距离时,可用较大L/h比。 3.2.2对于较薄的的试样,为适应试验设备的能力,在计算跨度时应用较小的L/h比。c、对于软性的热塑性塑料,为防止支座嵌入试样,可用较大的L/h比。 3.3.3试验速度使应变速率尽可能接近1%/min,这一试验速度使每分钟产生的挠度近似为试样厚度值的0.4倍,推荐试样的试验速度为2mm/min。 试样应对称地放在两个支座上,并于跨度中心施加力,如图所示:4.结果计算和表示 4.1弯曲应力是试样跨度中心外表面的正应力,按式(1)计算,单位MPa。 σf=3FL/2bh2 (1) 式中:F——施加的力,N;L——跨度,mm;b——试样宽度,mm; h——试样厚度,mm。 4.2弯曲模量的测量,先根据给定的弯曲应变εf1=0.0005和εf2=0.0025,按式(2)计算相应的挠度s1和s2: si=εfiL2/6h(i=1,2) (2) 式中:si——单个挠度,mm;εfi——相应的弯曲应变,即上述的εf1和εf2值;L——跨度,mm;h——试样厚度,mm。 4.3弯曲弹性模量或弯曲模量Ef,单位MPa,根据式(3)计算: Ef=(σf2-σf1)/ (εf2)-( εf1) (3) 式中:εf1=0.0005,εf2=0.0025,, σf1——挠度为s1时的弯曲应力, MPa; σf2——挠度为s2时的弯曲应力,MPa。5.试验影响因素: 5.1试样尺寸 横梁抵抗弯曲形变的能力与跨度和横截面积有很大关系,尤其是厚度对挠度影响更大。同理,弯曲试验如果跨度相同但试样的横截面积不同,则结果是有差别的。所以标准方法中特别强调(规定)了试样跨度比,厚度和试验速度等几方面的关系,目的是使不同厚度的试样外部纤维形变速率相同或相近,从而使各种厚度之间的结果有一定可比性。在《塑料弯曲性能试验方法》(《GB/T 9341-2000》)中规定了跨度L,使其符合式(4): L=(16±1)h (4) 同时规定若选用推荐试样,则尺寸为:长度l=80±2;宽度b=10.0±0.2;厚度h=4.0±0.2。当不可能或不希望采用推荐试样时,须符合下面的要求: 试样长度和厚度之比应与推荐试样相同,如式(5)所示: l/h=20±1 (5) 试样宽度应采用表1给出的规定值。表1 与厚度相关的宽度值b mm 公称厚度hb±0.51)热塑性模塑和挤塑料以及热固性板材织物和长纤维增强的塑料1)含有粗粒填料的材料,其最小宽度应在20~50 mm 之间5.2试样的机械加对结果有影响。 有必要时尽量采用单面加工的方法来制作。试验时加工面对着加载压头,使未加工面受拉伸,加工面受压缩。 5.3加载压头圆弧半径和支座圆弧半径 加载压头圆弧半径是为了防止剪切力和对试样产生明显压痕而设定的。一般只要不是过大或过小,对结果影响较小。但支座圆弧半径的大小,要保证支座与试样接触为一条线(较窄的面)。如果表面接触过宽,则不能保证试样跨度的准确。 5.4 应变速度 试样受力弯曲变形时,横截面上部边缘处有最大的压缩变形,下部边缘处有最大的拉伸变形。所谓应变速率是指在单位时间内,上下层相对形变的改变量,以每分钟形变百分率表示,试验中可控制加载速度来控制应变速度。随着应变速率和加载速度的增加,弯曲强度也增加,为了消除其影响,在试验方法中对试验速度作出统一的规定,如《GB/T 9341-2000》规定了从表2中选一速度值,使应变速率尽可能接近1%/ min,这一试验速度使每分钟产生的挠度近似为试样厚度值的0.4倍,例如符合推荐试样的试验速度为2mm/min。一般说来应变速率较低时,其弯曲强度偏低。 表2 试验速度推荐值1)厚度在1 mm至3.5 mm之间的试样,用最低速度 试验速度一般都比较低,这是因为塑料在常温下均属粘弹性材料,只有在较慢的试验速度下,才能使试样在外力作用下近似地反映其松弛性能和试样材料自身存在不均匀或其他缺陷的客观真实性。 5.5试验跨度 弯曲试验大多采用“三点式”方式进行。这种方式在受力过程中,除受弯矩作用外,还受剪力的作用。故采用“三点式”方式进行测试,对于反映塑料材料的真实性能是存在一定问题的。因此,国内外有人提出采用“四点式”方式进行测试。目前进行工作较多的还是采用“三点式”方式,用合理的选择跨度和试样厚度比(L/h)来达到消除剪力影响的目的。 试样跨度与厚度比目前基本上有两种情况,一种是L/h=10;另一种是L/h=16。从理论上讲,最大正应力与最大剪应力的关系是τmax/σmax=1/2(L/h),由此可以看到随着跨度比的增大,剪应力应减小。从式中看出,L/h愈大,剪力所占的比愈小,当L/h=10~4时,其剪力分配为5~12.5%。可见剪力效应对试样弯曲强度的影响是随着试样所采用跨度与试样厚度比值的增大而减小的。但是,跨度太大则挠度也增大,且试样两个支承点的滑移也影响试验结果。 5.6环境温度 和其他力学性能一样,弯曲强度也与温度有关。试验温度无疑对塑料的抗弯曲性能有很大影响,特别是对耐热性较差的热性塑料。一般地,各种材料的弯曲强度都是随着温度的升高而下降,但下降的程度各有不同。 5.7试样不可扭曲,表面应相互垂直或平行,表面和棱角上应无刮痕、麻点。6.结论 从以上的试验过程来看影响其结果的因素是多方面的,应严格把握好试验的每个步骤。
拉力试验机又称万能材料试验机。可以在受控的速度下对样条进行伸展,弯曲,压缩,甚至穿刺,直到使他们断裂。 万能材料试验机越来越常出现在塑料注塑和挤出业的实验室中,它们越来越多地运用到前沿产品的工艺开发。还有一个原因是它们对进料和成品的质量控制有着更为严格的监控。美国chatillon的产品是一个很好的实例。 许多OEM厂家,特别是那些医疗装置或汽车领域的,需要塑料加工商在生产运转结束时自行进行测试。内部测试的另一个原因是改善工艺控制,这能降低废品率和实现真正的回报。 电子拉力机的规格由框架能够承受的最大负载和承载单元的最大负载结合起来进行表示。负载单元安装在电机驱动或油压驱动的移动横梁上。与夹具相连的承载单元测量力,可以从数字显示或电脑上读数。许多电子拉力机具有可互换的传感器,从而能与待测试材料匹配。
液压弯曲试验机 液压弯曲试验机是用来进行金属材料—钢筋、棒材、管材、板材等材料的弯曲试验,测定其弯曲塑性变形能力。全面满足GB/T232《金属材料弯曲试验》及GB/T244《金属管弯曲试验方法》等相关标准要求。http://www.kx4u.net/upload/file/images/20111126004555.jpg■特点◎ 液压弯曲试验机采用卧式结构,工作台面适中,操作方便;◎ 采用液压加载,活塞速度快,试验效率高;◎ 支承辊转动支承件采用铜套,其与滚动轴承相比刚度高,承载能力大;◎ 调节支承辊距丝杠放置于支承辊后侧,可防止铁屑、氧化皮落入,以免损坏丝杠。■主要技术指标最大推力(kN)200工作行程(mm)400最大工作压力(Mpa)20弯心直径(mm)φ6-φ200(用户选择)圆试样直径(mm)φ6-φ50板试样厚度×宽度(mm)(10-40)×50功率(kW)2.2外形尺寸(W×D×H)(mm)1340×710×1050









 我要推广仪器
我要推广仪器
 下载APP
下载APP



