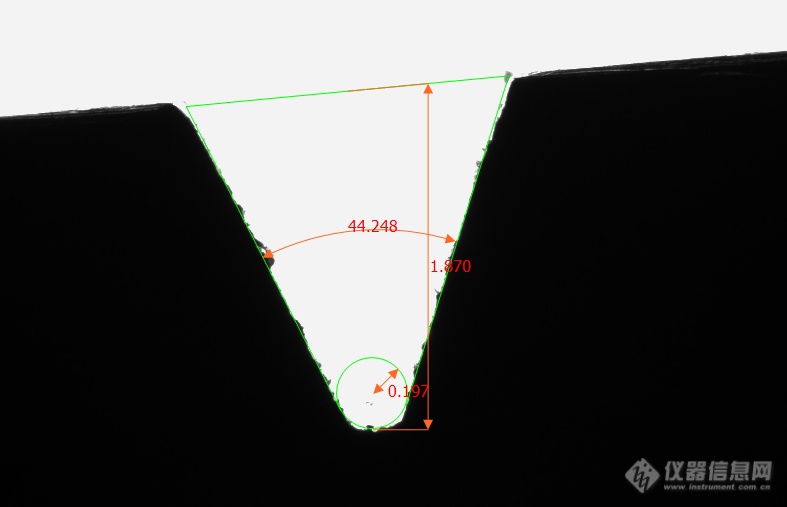
最近购买了一台冲击试样缺口测量仪,用的真是很不错。我们一天要做100多根冲击,每个试样缺口都要检测,每次检测试样都要好长时间才能测完,还非常费眼睛,准确度不高,后再在百度搜索“冲击缺口测量”找到了一个专用用冲击试样缺口测量的,真是不错,现在已经在使用了,效率很高,30分钟就可以检测100多根试样了,还可以保存测量结果。很方便。给大家分享以下,如果感兴趣可以去了解以下。这是我们测试缺口图片[img=V型缺口,690,444]https://ng1.17img.cn/bbsfiles/images/2019/04/201904031432016619_6593_1162982_3.png!w690x444.jpg[/img]
冲击试样缺口的尺寸精确度对试验结果有着很大的影响,尤其是材料合格与不合格的边缘,就更能够体现缺口尺寸的重要性。目前很多理化试验室对冲击试样缺口的测量都是大多数采用投影对比的方式来确定冲击缺口的合格率,这样的做的优点就是快速,缺点就很多1、误差大,无法准确测量缺口的尺寸;2、数据不能保留,这对以后数据的复查带来了困难;3、不能对缺口部分光洁度进行观察分析等等。这些都是以后检测行业发展必须解决的问题。如果要解决冲击试样缺口对试验数据带来的不确定因素,那么就必须对试样缺口精确测量,有了数据那么对试验结构的评定与分析就有了更可靠地依据。尤其对仲裁或第三方检测机构来说,试验数据的复查提供了有力的证据。让我们知道试验数据哪里出了问题,那些因素影响了数据。以上是我个人观点,仅供参考。如有差错望大家多多提出宝贵意见。这是我们现在使用的对冲击缺口精确测量的方法。上几张图看看大家就会明白。http://ng1.17img.cn/bbsfiles/images/2014/05/201405141031_499401_1632196_3.jpg
怎样确定冲击试样的缺口开槽方向?即在原材料的那个位置,加工时候怎样标记呢?
[align=center][b]焊接接头冲击试样热影响区缺口加工位置的确定[/b][/align][align=center]中国船舶重工集团公司第七二五研究所 试验测试与计量技术研究中心 张先锋[/align] 焊接是金属材料高效率的结合方式,中国船舶重工集团公司第七二五研究所长期从事船舶材料焊接技术研究和焊接产品研发,在焊接工艺评定工作中积累了大量的经验。前文介绍了《焊接接头力学性能试验焊缝余高的处理方法》,本文接着聊一聊焊接接头冲击试样热影响区缺口加工位置的确定。 焊接工艺评定中冲击吸收功是重要的一项检验指标,由于整个接头区域包含了焊缝、熔合线、热影响区以及母材几部分,且各部分之间的材料成分与组织状态都有较大的差异,所以,冲击试样缺口开设的位置对焊接接头冲击功的测试结果具有重要的影响。在诸多的标准或者技术文件中,对焊缝、熔合线、母材的缺口取样位置的定义较为明确,然而,对于热影响区缺口位置的规定都比较模糊,比如,GB/T 2650规定“缺口位于热影响区范围内”,NB/T 47014规定“热影响区试样的缺口轴线至试样轴线与熔合线交点的距离>0,且应尽可能多的通过热影响区”,中国船级社材料与焊接规范则规定了三个缺口取样位置“位置1:距离熔合线2mm;位置2:距离熔合线5mm;位置3:距离熔合线7~10mm”,也没有明确规定何种情况下取哪个位置,且以上规定仅仅针对熔化焊与压焊接头,对于热影响区极小的电子束焊、激光焊、搅拌摩擦焊等,则没有标准可以参考。 众所周知,V型缺口底部圆弧中点与焊缝熔合线间的距离在极小的范围内偏移,即可对冲击吸收功产生显著的影响。这是因为热影响区冲击试样V型缺口有可能跨越了焊缝、熔合线、热影响区,甚至母材,而冲击过程中,当冲击设备的刀刃与试样接触后,试样开始在V型缺口根部起裂时,起裂的位置通常不会是一条线,而是一个点,由于缺口根部距离熔合线的距离不同,导致起裂点的位置也不尽相同,可能出现在焊缝、熔合线、热影响区、母材中的任何一个位置,不同起裂位置的起裂功值并不相同,最后获得的冲击吸收功也就有较大的差异。 在实际工程应用中,有两种做法来确定热影响区缺口位置,其一,对于高强钢,试样轴线与熔合线交点向母材一侧偏移2mm作为缺口位置,对于低强度钢材,试样轴线与熔合线交点向母材一侧偏移1mm作为缺口位置;其二,对于厚钢板,试样轴线与熔合线交点向母材一侧偏移2mm作为缺口位置,对于薄钢板,试样轴线与熔合线交点向母材一侧偏移1mm作为缺口位置。以上这些都是经验做法,实施起来,通常都比较粗糙。为了解决这个问题,API SPEC 5L规定“为确保在适当位置开缺口,开缺口前应对试样进行腐蚀”。如果供需双方没有特别说明,对于缺口开设位置,建议在大批量的试样加工中,开缺口前先对试样进行腐蚀,让缺口位置尽可能多的通过热影响区,这种做法可以成为减少缺口位置偏离、避免对试验结果产生异议而引起纠纷的有效措施;如果双方有明确的技术要求,则按照技术要求执行即可。
请教大家,缺口冲击试样的剩余宽度或剩余厚度怎么测量啊,游标卡尺并不能伸到缺口的最底部。
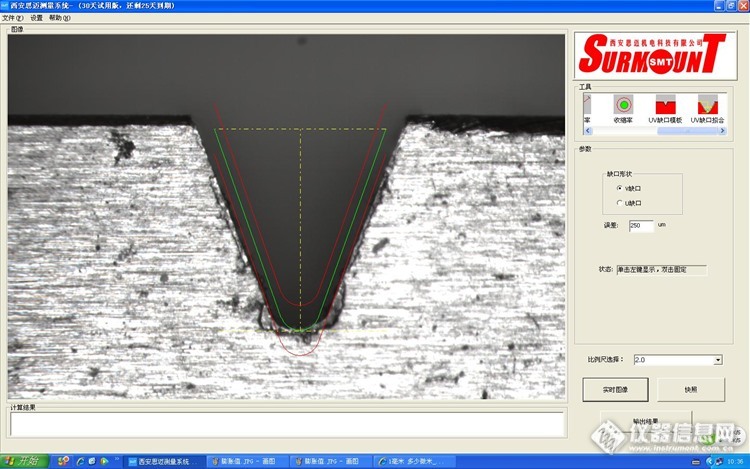
全自动冲击缺口测量仪([i]TOP-IG[/i]),是我公司根据广大用户的实际需求,根据GB/T229-2007《金属材料夏比摆锤冲击试验方法》、ISO 148-1 2009《金属材料夏比摆锤冲击试验机 第1部分:试验方法》、ASTM E23,GB/T 8363-2007《铁素体钢落锤撕裂试验方法》,新研发的专用V型U型缺口加工检验的设备“自动冲击缺口测量仪”。 利用特有光学图像技术将被测冲击试样缺口V型U型缺口图像通过千万像素的相机及镜头,将图像采集到电脑显示器上,通过我公司专用测量软件SMTMeasSystem_IG自动捕捉、自动判定,精确测量摆锤冲击V、U型缺口尺寸。[img=,690,389]https://ng1.17img.cn/bbsfiles/images/2019/09/201909160952451323_8948_1162982_3.png!w690x389.jpg[/img]

[color=#DC143C][size=4][font=隶书]冲击试样缺口投影仪的选购和使用[/font][/size][/color]一. 简述: 冲击试样缺口投影仪是近些年来广泛用于金属材料夏比(V、U型)冲击试样缺口加工质量检查的专用光学仪器。该仪器是利用光学投影的方法将被测的冲击试样(V、U型)缺口轮廓放大投射到投影屏上,与投影屏上冲击试样(V、U型)缺口标准公差带样板图比对,以此来确定被检的冲击试样缺口加工质量是否合格。[img]http://ng1.17img.cn/bbsfiles/images/2009/11/200911012125_179631_1622447_3.jpg[/img]【冲击试样缺口投影仪】[img]http://ng1.17img.cn/bbsfiles/images/2009/11/200911012126_179633_1622447_3.jpg[/img]【投影屏上的缺口标准公差带样板图】 冲击缺口投影仪作为力学性能----冲击试验项目的检验仪器,能及时地发现试样缺口加工质量是否符合GB/T229-49《金属夏比冲击试验方法》尺寸要求,有戏地防止因缺口质量而产生的冲击试验结果不稳定的现象。 仪器操作方便、观察试样缺口直观,效率高,同时国产化的仪器设备基本可以满足于样品检验的要求,对于一些冶金、压力容器制造、机械工程等中小型实验室可以说是很好的必备专用检测仪器。
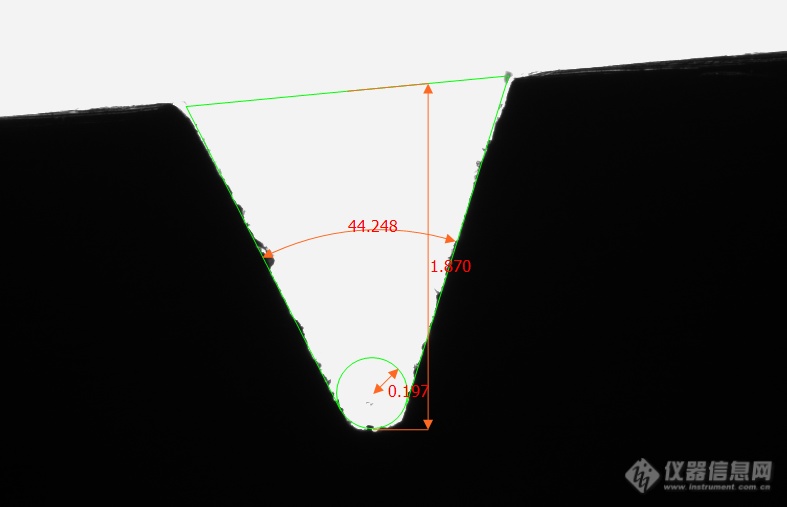
[align=left]给大家分享一款冲击试样缺口测量系统,之前我们使用的是冲击缺口投影仪来测量缺口,我们每天有100多根试样要做,每个试样都要测量缺口,效率太慢了,关键是人为影响检测结果非常严重,后来我在网上搜索“冲击缺口测量”找到了一款深圳思迈的“全自动冲击缺口测量仪”。现在在使用中,真的很不错。效率很高,100多个试样30分钟就可以测完。精度高。测量结果还可以保存。所以个给大家分享以下,如果有兴趣可以去了解以下。[/align][align=left]这是我们缺口测量的图片给大家看看[/align][align=left][img=,690,444]https://ng1.17img.cn/bbsfiles/images/2019/04/201904031440037151_5896_1162982_3.png!w690x444.jpg[/img][/align]

冲击试样的缺口加工方法有以下4种,大家都采用的是哪种呢?http://ng1.17img.cn/bbsfiles/images/2010/10/201010271448_254446_1622447_3.jpg
力学实验室做冲击试验之前,一般要用投影仪对冲击试样的缺口进行检查,主要查其缺口的角度、底部的半径、缺口深度等。现在有个问题,一般检查都是将冲击试样缺口放大450倍后,与投影仪上的图进行对比,看符合程度怎么样?但投影仪上缺口的图是购买投影仪时所带来的,也不知道这个图的准确性怎么样?如它平身就不准,那我们的检查也是不准的。不知道各位对该问题是怎么考虑的,是否自己要对该图做自校准?
请问:冲击试样缺口投影仪怎么做期间核查?
金属材料冲击试验试样缺口的U、V型如何定义和区分?哪种情况下要开U或V?
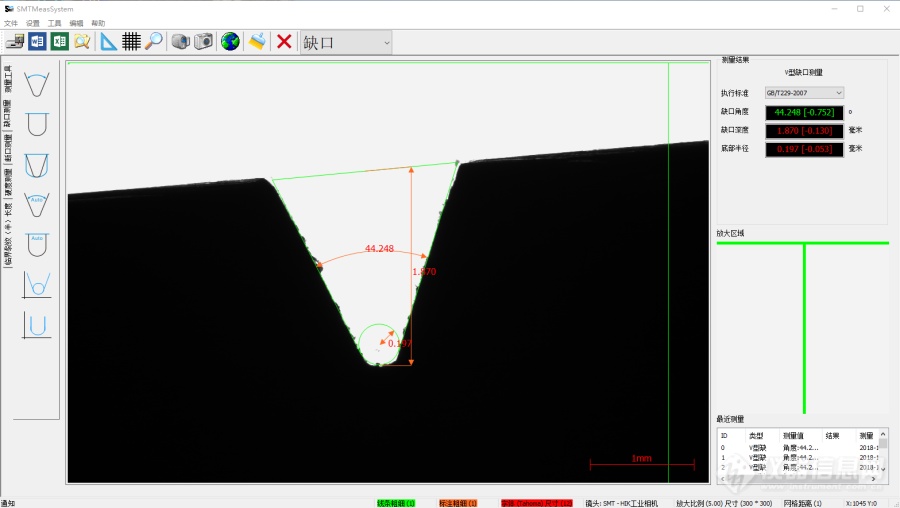
[color=#333333]冲击试验对于冲击试样缺口要求严格,缺口的微小变化,都会引起试验结果出现误差,为保证加工出的冲击试样缺口合格,缺口的加工质量检验是一个重要的控制手段。目前冲击缺口测量的有两种方式,第一种是传统的投影仪比对;第二种,是全自动冲击缺口测量仪,准确测量缺口尺寸。[/color][color=#333333][/color][b]概述[/b][align=left][color=#333333]随着国内工业技术的发展,越来越多的行业已经开始执行夏比[/color][color=#333333]V[/color][color=#333333]型[/color][color=#333333]U[/color][color=#333333]型缺口冲击试验方法,[/color][color=#333333] [/color][color=#333333]日前国内很多行业如(航空航天、船舶、锅炉压力容器、冶金和机械)等行业已普遍[/color][color=#333333]s[/color][color=#333333]使用夏比冲击试验。根据目前国内广大用户的实际需求和国标[/color][color=#333333]GB/T229-2007[/color][color=#333333]《金属材料夏比摆锤试验方法》[/color][color=#333333]ASTM E23[/color][color=#333333]中要求冲击试样缺口的要求而开发、开发的一种专用于检查夏比[/color][color=#333333]V[/color][color=#333333]型[/color][color=#333333]U[/color][color=#333333]型冲击试样缺口加工质量的专用光学仪器,是航空航天、船舶、锅炉压力容器、冶金和机械等部门理化实验室的必备专用设备。满足所有种类冲击试样缺口的的检测。[/color][color=#333333][/color][/align][align=left][color=#333333]对于夏比[/color][color=#333333]V[/color][color=#333333]型缺口冲击试验,由于试样[/color][color=#333333]V[/color][color=#333333]型缺口要求严格([/color][color=#333333]GB/T229-2007[/color][color=#333333]试样缺口深[/color][color=#333333]2mm[/color][color=#333333]±[/color][color=#333333]0.075[/color][color=#333333]、[/color][color=#333333]45°[/color][color=#333333]角±[/color][color=#333333]2[/color][color=#333333]°且试样缺口尖端要求[/color][color=#333333]R0.25±0.025mm[/color][color=#333333])([/color][color=#333333]ASTM E23[/color][color=#333333]试样缺口深[/color][color=#333333]2mm[/color][color=#333333]±[/color][color=#333333]0.025[/color][color=#333333]、[/color][color=#333333]45°[/color][color=#333333]角±[/color][color=#333333]1[/color][color=#333333]°且试样缺口尖端要求[/color][color=#333333]R0.25±0.025mm[/color][color=#333333]),故在整个试验过程中,试样的[/color][color=#333333]V[/color][color=#333333]型缺口加工是否合格成了关键问题,如果试样缺口的加工质量不合格,那么其试验的结果是不可信的,特别是[/color][color=#333333]R0.25mm[/color][color=#333333]缺口尖端的微小变化(其公差带只有[/color][color=#333333]0.025mm[/color][color=#333333]),都会引起试验结果的偏差,尤其是在试验的临界值时会引起产品报废或合格两种截然相反的结果。为保证加工出的夏比[/color][color=#333333]V[/color][color=#333333]型缺口合格,其缺口的加工质量检验是一个重要的质量控制手段。用光学测量检查是切实可行并能保证检查质量的方法。[/color][color=#333333]TOP-IG[/color][color=#333333]是我公司根据[/color][color=#333333]GB/229-2007[/color][color=#333333]《金属材料夏比缺口冲击试验方法》、[/color][color=#333333]ASTM E23[/color][color=#333333]中冲击试样缺口的要求与广大用户的实际需求而设计、开发的一种专用于检查夏比[/color][color=#333333]V[/color][color=#333333]型和[/color][color=#333333]U[/color][color=#333333]型冲击试样缺口加工质量的专用光学测量仪器。[/color][color=#333333][/color][/align][b]原理[/b][align=left][color=#333333]第一种:传统的冲击缺口投影仪,主要通过将被测试样缺口投影到带有模板刻度的屏上,然后调整被测试样高度、左右等与带有刻度的模板进行对比,判定冲击缺口尺寸是否合格。[/color][color=#333333][/color][/align][align=left][color=#333333]第二种,全自动冲击缺口测量仪,主要通过专用的光学系统,将被测试样缺口,采集到电脑显示器上,通过[/color][color=#333333]SMTMeasSystem_IG[/color][color=#333333]测量系统,通过特用的像素解析技术,以及专用的光学系统,将被测试样缺口清晰轮廓显示到显示器上,再通过特有的技术自动捕捉轮廓,自动测量缺口尺寸。试样摆放需刻意摆放试样,只要将缺口放置视频区范围内就可以。缺口测量只需两部完成,摆放试样——测量缺口。一切测量、捕捉都是系统自动完成,[/color][color=#333333]1[/color][color=#333333]个人测量结果和[/color][color=#333333]100[/color][color=#333333]个测量结果一样。实现无人为因素影像。[/color][color=#333333][/color][/align][b]产品优点与缺点[/b][align=left][color=#333333]第一种传统冲击缺口投影仪,主要的优点是价格是便宜,缺点是测量结果受人为影像很大,精确都不高。测量数据无法保存,日后无法进行核查。[/color][color=#333333][/color][/align][color=#333333]第二种,全自动冲击缺口测量仪,缺点就是价格相对比较高,优点,测量完全不受人为因素影响,测量精度高([/color][color=#333333]0.001mm[/color][color=#333333]),测量数据可以以[/color][color=#333333]word[/color][color=#333333]、[/color][color=#333333]EXCEL[/color][color=#333333]、[/color][color=#333333]jpg[/color][color=#333333]等格式保存,日后核查或仲裁都可以进行复查测量。[/color]
金属冲击试验U型缺口和V型缺口试样所得的结果一般相差多大,两种缺口所得的结果有没有可比性
各位专家 我刚接触塑料方面的测试,请问简支梁缺口冲击与悬臂梁缺口冲击有何不同?谢谢
GB 229-1994金属夏比缺口冲击试验方法[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=77733]GB 229-1994金属夏比缺口冲击试验方法[/url]
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=38969]GBT229-94 金属夏比缺口冲击试验方法[/url]
我公司最新开发出。电动缺口制样机——请大家多多关照啊
1、夏比冲击试验U形缺口,有两种2mm或5mm,一般试验中哪种用得比较多一些?二者有什么区别。2、u形断口也叫梅冲击试验,v形才叫夏氏冲击试验,但现在他们好像统一为夏氏冲击试验,u/v两种缺口有什么区别吗?
因为我打算测复合对聚乳酸增韧,需要测冲击强度。看了下国标GB/T 1043(硬质塑料简支梁冲击试验方法) GB/T 16420(塑料冲击性能小试样试验方法)。 因为聚乳酸很贵,所以我打算用小样来测试。但是不知道买什么样的冲击试验机,还有缺口制样机适合小样吗,大概价格是多少呢?期待达人来回答啊[em09511]

我们用的金属材料冲击试样机,最近新购置的锤刃发现和之前购置的不一样,上边的锤刃是我们新买的刃口较平,下边的锤刃是以前的刃口是圆弧的,标称的都是R8的锤刃,但是实际试验过程中发现新买的锤刃做出400多焦,以前的锤刃做出300多焦。到底哪个锤刃是标准的?我已近糊涂了,咨询厂家说他们新生产的锤刃已经都是上边那种的了,两种锤刃都是满足标准的,但是我们做的V口冲击结果偏差很大。但是用标准试样做的又基本一致。标准试样是那种大U型缺口的。谁给我分析分析?http://ng1.17img.cn/bbsfiles/images/2016/05/201605130848_593196_1638244_3.jpg
1、测量试样尺寸。如有条件可用投影仪检查试样缺口处的形状尺寸及加工精度是否符号标准要求,剔除不合试验要求的试样,然后对试样编号,并记下各试样缺口横截面处的尺寸。2、确定试验温度。将试样放入保温容器中,使用确切的介质保温。冷却介质液面高于试样25mm以上。待达到选定的试验温度并稳定后开始计算保持时间,保温时间一般不少15分钟。取样的手钳应和试样一起保温。3、检查冲击试验机,使摆锤刀口处于两支承钳口的中心。校正钳口间的距离为 。并检查其空打时指针是否从上止点(最大刻度)带至下止点(零刻度)证明确无能量损耗,方能进行正式试验,然后举起摆锤,将摆锤固定于规定的高度,同时把指针拨到最大刻度处,使微机控制冲击试验机控制杆处于冲击试验的预备位置。4、用手钳取出试样,尽快稳定地放于支座上,缺口背向摆锤刀口,并保证缺口平分面和摆锤刀口心中线重合。其偏差不应超过0.2mm。为满足这一要求,放试样时可用标准样板使缺口对准钳口中,分别处于钳口的中心,或用试样端面作为基准,在支座上放置定位块,使试样的缺口平分面处于钳口的中心,但试祥从冷却筒取出直到被冲断,时间间隔应不超出5 秒。5、拉动控制杆,使摆锤自由落下,冲断试样,从刻度盘上读出冲击吸收功( J ),要求精确到1( J )。6、拉动控制杆,使摆锤停止摆动。捡起冲断的试样,记下试样号及冲击吸收功Akv。同时将微机控制冲击试验机冲断的试样浸于无水酒精中,以防止断口锈蚀,待冲击试验结束后,用电吹风吹干试样,并评定结晶状断口面积百分数,记入试验记录中。实验注意事项:1、操作摆锤冲击试验机时需严格按照安全操作规程进行,在摆锺摆动平面内严禁站人或堆物。2、在试样未放妥时,绝不能随便抬高控制杆,以免摆锤落下伤人。3、摆锤未刹停前。绝不能在微机控制冲击试验机附近跑动或捡被冲断的试样。
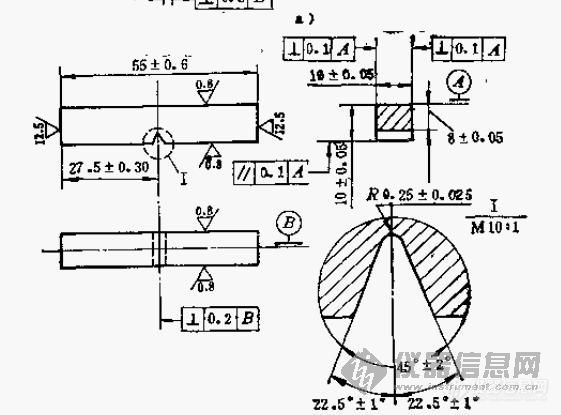
[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812030820_121744_1622447_3.jpg[/img][size=4][font=黑体]上图为金属夏比冲击试样的加工图,图中标有红圈的为试样的V型缺口处,对于做这个缺口,你知道你们那里是怎么来加工的?用铣刀洗呢,还是用专用的拉床?[/font][/size][size=4][font=黑体]在加工好V型缺口后,试验前是否还要来根据下图来进行缺口的检查,来判定缺口的质量?[/font][/size][img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812030827_121746_1622447_3.jpg[/img][color=#DC143C][size=4][font=黑体]欢迎各位来讨论下。[/font][/size][/color]
冲击试验试样无法冲断20#钢,做冲击试验时,每次试样都无法冲断,冲击吸收功一般在30焦左右,试样是按国标《GBT 229-1994金属夏比缺口冲击试验方法》做的,由于宽度不够,用的是55*10*7.5,这是啥原因。20#无缝钢管外径219的拉伸试验试样的制备我们的试样:拉伸速度一般是:10-15mm/min平行部分宽是38mm原始标距是50mm平行部分长60mm过渡弧半径是22规格的刀铣的,因为我们就22,24两种规格的刀。厚度是钢管厚度,12mm但绝大多数都做不出明显屈服的试验,可是有很多人说,20#钢一定有明显屈服。谁能告诉下我原因吗,谢了。要是有钢管拉伸的人,最后留个电话,谢谢了。
冲击功和冲击韧性的区别 钢材在进行缺口冲击试验时,摆锤冲击消耗在试样上的能量,称为冲击功,用Ak表示,单位为焦耳(J)。当为V形缺口时,即为AKV,当为U形缺口时,即为AKU。冲击试验时摆锤消耗在试样单位截面上的冲击功称为冲击韧性(也称为冲击值),用αk表示。即:ak=Ak/F,其单位为kJ/m2或J/cm2。由于冲击功仅为试样缺口附近参加变形的体积所吸收,而此体积又无法测定,且在同一断面上每一部分的变形也不一致,因此用单位截面积上的冲击功αk来判断韧性的方法国内外已逐渐被淘汰。
夏比是音译:Charpy,夏比冲击试验(英文标准名称:Charpy Imapct Test)是用以测定金属材料抗缺口敏感性(韧性)的试验。制备有一定形状和尺寸的金属试样(通常为10×10×55mm),使其具有U形缺口或V形缺口,在夏比冲击试验机上处于简支梁状态,以试验机举起的摆锤作一次冲击,使试样沿缺口冲断,用折断时摆锤重新升起高度差计算试样的吸收功,即为Aku(U型缺口)和Akv(V型缺口)。可在不同温度下作冲击试验。吸收功值(焦耳)大,表示材料韧性好,对结构中的缺口或其他的应力集中情况不敏感。 对重要结构的材料近年来趋向于采用更能反映缺口效应的V形缺口试样做冲击试验。
60mm,切割余量双方协商后可适当减小。 b)冷剪切样坯见下表:http://ng1.17img.cn/bbsfiles/images/2013/10/201310241559_472654_1622447_3.jpg2、取样位置a)原材料的取样位置: GB/T2975给出了型钢、条钢、钢板和钢管的冲击试样取样位置,并且给出了如要求所取试样不止一个时,可在规定位置相邻处取样的规定,各类型钢的取样位置图,大家可以参见GB/T2975这个标准,这里只简单介绍几个常用类型。l型钢http://ng1.17img.cn/bbsfiles/images/2013/10/201310241601_472655_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2013/10/201310241601_472656_1622447_3.jpg L型钢 工字钢 这类型钢应在腿长1/3处取冲击样坯。l条钢(圆钢) 在圆钢上切取冲击样坯时,根据其直径来进行选择,见图。http://ng1.17img.cn/bbsfiles/images/2013/10/201310241605_472657_1622447_3.jpgl钢板 在钢板宽度的1/4处取冲击样坯,对于纵轧制板,产品无规定取样方向时,应横向取样坯,如果宽度不够,样坯中心可以内移,见图。http://ng1.17img.cn/bbsfiles/images/2013/10/201310241606_472659_1622447_3.jpga)焊接接头的取样位置: GB/T2649《焊接接头机械性能试验取样方法》对金属材料熔焊焊接接头冲击的取样做了详细规定,大家可以参见GB/T2975这个标准,这里只简单介绍几个常用类型,见图表,表中的C为焊缝表面至样坯边缘的距离,S为试件厚度。http://ng1.17img.cn/bbsfiles/images/2013/10/201310241612_472661_1622447_3.jpghttp://ng1.17img.cn/bbsfiles/images/2013/10/201310241613_472663_1622447_3.jpg二、冲击试样: 根据冲击试样的形状和尺寸,GB/T229中规定了3种标准的夏比冲击试样:V型缺口、深度2mm的U型缺口和深度5mm的U型缺口试样。http://ng1.17img.cn/bbsfiles/images/2013/10/201310241615_472664_1622447_3.jpg图为V型冲击试样1.试样尺寸 不论是V
我公司试验POM,PP,PA66+30%GF塑料性能试验,做缺口冲击试验,简支梁和悬臂量的试验结果数据差异比较大,那位老师能帮忙分析一下原因吗?谢谢
所谓低温试验就是在做冲击实验的时候低温10度以下的温度冲击试验箱做测试。低温冲击试验中,试样应在规定温度下保持足够时间,以使试样整体达到规定的均匀温度。如果使用液体介质时,保温时间应不少于5min;使用气体介质时,保温时间不少于20min。同时,用于移取试样所用的夹具也应放于相同温度的冷却介质中,确保与介质温度基本相同。对于低温冲击试验,从冷却装置中移出的试样温度会回升,从而偏离实际规定的低温温度。如果试样从液体介质中移出至打击的时间在2s之内,从气体介质装置 移出至打击的时间应在1s之内,试样温度的回升可以忽略。这种操作方法称为"直冲法",一般带有自动送样装置的冲击试验机可以满足上述要求,它的试样从冷却装置中提前移动,以保证与摆锤下落打击时间同步。冷热冲击测试仪试验步骤:应根据具体试验机来制定这里只能给你说个总体步骤:1,制备试样2,试样检查,缺口是检查重点3,试样低温处理(需要时)4,试验机开机,调试(不同的机子方法可能不同)5,将试件装入在冲击试验机上,应使没有缺口的面朝向摆锤冲击的一边,缺口的位置应在两支座中间,要使缺口和摆锤冲刃对准。将摆锤举起同空打时的位置。6, 使摆锤落下,冲断试件,然后刹车,读出试件冲断时消耗的功.(现在的试验机都有相应的软件连接到计算机上,可自动记录冲击值)7,出具报告如果没有条件满足上述时间要求,为了尽量减少偏离的温度,可将试样冷却至低于规定的温度以补偿打断瞬间的温度损失,这种操作方法称为“过冷法" 。采用“过冷法",也必须在3~5s内打断试样,如果试样从冷却介质中取出后5s内摆锤末放下,则停止试验,将试样重新放回到冷却介质中保温。以上是关于冷热冲击测试仪低温冲击试验过程步骤记录的相关信息,信息仅供参考,如需了解更多详情可以咨询客服人员或者关注艾思荔仪器公众微信号
冲击试验的结果与试样形状有密切关系,用不同尺寸和形状的试样所得的试验结果是不能互相比较的。因此各国都规定有标准试样。中国标准中主要采用梅式试样和夏比V形缺口试样。冲击试验对金属材料的组织缺陷非常敏感,可以检验出材料在冶炼和加工工艺过程中所产生的缺陷和组织变化。将相同试样在由高到低的温度下进行冲击试验时,冲击功(或冲击韧性)将由大到小,晶状断口由少到多,塑性变形由大到小,这说明材料由韧性状态过渡到脆性状态,通常以断口上出现50%晶状断口面积时的温度称为韧性-脆性转变温度或脆性转变温度。







 我要推广仪器
我要推广仪器
 下载APP
下载APP