推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转6168
留言咨询
400-860-5168转6168
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询




选择平衡机时,请先确定工件所需的平衡精度等级,同时请注意以下几点: 1.贵公司所需校验动平衡的最大工件和最小工件及常用工件的外形尺寸及重量。 工件重量: 平衡机设备规格选定为中间标识的1/2到1/3平衡效果为好。最大或最小值虽可做动平衡,但不一定能满足工件的平衡精度要求。 工件尺寸: 1必须要满足平衡机摆架之间的支承距离及中心高等技术参数。 2.工件运转如扭距大可选用万向连接轴器传动的平衡机(如风机)。 采用圈带传动的平衡机一般为电机行业所选用,圈带式一般精度较高,操作上更加方便。 3.单面立式平衡机适用于校正各类直径比厚度大很多的盘状工件,如:飞轮、皮带轮、金刚石砂轮、汽车离合器及总成、轮毂、制动盘、盘形刀具、压盘、表盘、离心机、风机和水泵的叶轮等等。 4.自驱动风叶平衡机适用于小型通风机风叶,如空调鼓风机、蒸发风机等等。

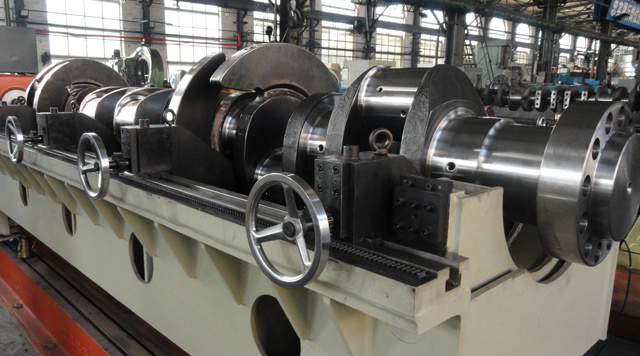
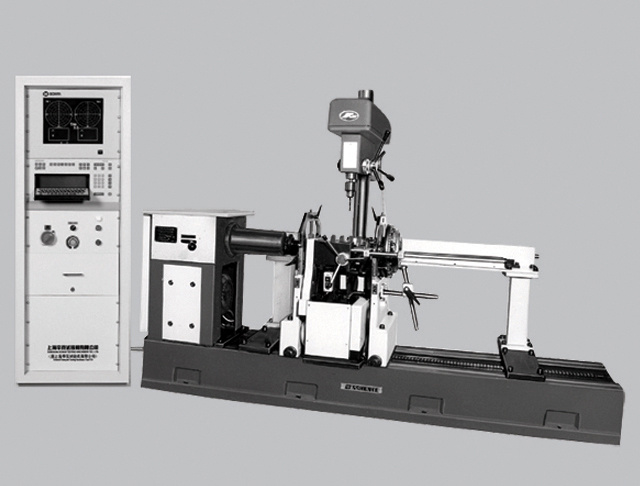
[font=宋体][font=宋体]面对日益激烈的市场竞争和不断降低制造成本的压力,高速切削加工成为提升制造业竞争力的关键点。高速切削加工不同于传统加工的加工方式。与之相比,高速切削加工主轴转速高,切削进给速度高,切削量小,但单位时间内的材料切除量却増加了[/font][font=Calibri]3-6[/font][font=宋体]倍。高速刀柄以高效率、高精度和高表面质量为基本特征,在汽车工业、航空航天、模具制造、电子行业和仪器仪表等行业中获得了愈来愈广泛的应用,是当代先进制造技术的重要组成部分。[/font][/font][img=,500,386]https://ng1.17img.cn/bbsfiles/images/2021/05/202105172135440153_6572_5248730_3.jpg!w500x386.jpg[/img][img=,690,460]https://ng1.17img.cn/bbsfiles/images/2021/05/202105172135527262_5788_5248730_3.jpg!w690x460.jpg[/img][font=宋体]高速切削加工技术能有效的缩短生产周期,降低加工成本,但在实际加工中,有时其加工效果并未达到预期的目标。当然原因很多,但未能正确选用与高速运转的主轴相配合的刀柄是关键因素之一。机床主轴的高速运转如果没有合适的刀柄相配合,不但不能达到预期的性能,还可能会损坏机床主轴的精密轴承,降低机床的寿命。若想保证在高速切削加工中获得满意的加工精度,就得选择相应的刀柄,这一点往往未能引起人们的重视,可是实际上作为连接机床主轴和切削刀具发挥重要作用的刀柄,对所制造的零件是否达到相关标准的要求或变成废次品,对使用的切削刀具是否会快速磨损及是否能长时间使用、对使用的切削刀具是否可达到所期待的高效率、能否延长机床及刀具的有效加工时间等起着决定性的作用。[/font][font=宋体]影响上述效果的主要因素是刀柄的精度、动平衡、刚性及夹持力。因此,在确定采用高速切削加工时,应能在种类繁多的刀柄系统中,正确选择适合高精度的高速切削加工用的刀柄。因此刀柄的锥度成为影响刀柄使用的重要因素,为满足国内刀柄锥度检测的方便,河南乐成检测专门研制了针对刀柄锥度检测气动量仪使用方案,在产线上使用该气动量仪后,我们不必把生产出来的刀柄拿到检测实验室进行锥度检测,可以在产线上直接检测,方便快捷,可以实现快速批量全检,大大提高了检测效率。比影像仪的测量精度更加高,同时也比三坐标效率高了很多,得到了客户的高度评价。[/font][img=,690,690]https://ng1.17img.cn/bbsfiles/images/2021/05/202105172136195496_9756_5248730_3.jpg!w690x690.jpg[/img][font=Calibri] [/font]
晶平衡机专用变频器特点: 1.低频转矩输出180% ,低频运行特性良好 2.输出频率最大600Hz,可控制高速电机 3.全方位的侦测保护功能(过压、欠压、过载)瞬间停电再起动 4.加速、减速、动转中失速防止等保护功能 5.电机动态参数自动识别功能,保证系统的稳定性和精确性 6.高速停机时响应快 7.丰富灵活的输入、输出接口和控制方式,通用性强 8.采用SMT全贴装生产及三防漆处理工艺,产品稳定度高 9.全系列采用最新西门子IGBT功率器件,确保品质的高质量










 我要推广仪器
我要推广仪器
 下载APP
下载APP