推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-632-6288
留言咨询
400-632-6288
留言咨询
 400-632-6288
留言咨询
400-632-6288
留言咨询
 400-668-7609
留言咨询
400-668-7609
留言咨询





[size=16px][color=#339999]摘要:针对晶体生长和CVD等半导体设备中对0.1%超高精度真空压力控制的要求,本文对相关专利技术进行了分析,认为采用低精度的真空度传感器、调节阀门和PID控制器,以及使用各种下游控制方法基本不太可能实现超高精度的长时间稳定控制。要满足超高精度要求,必须采用0.05%左右精度的传感器和相应精度的PID控制器,结合1s以内开合时间的高速电动针阀和电动球阀,同时还需采用上游进气控制模式。另外,本文提出的超高精度解决方案中,还创新性的提出了进气混合后的减压恒压措施,消除进气压力波动对超高精度控制的影响。[/color][/size][align=center][size=16px][img=彻底讲清如何实现各种单晶炉的0.1%超高精度真空压力控制,690,290]https://ng1.17img.cn/bbsfiles/images/2023/04/202304071124469579_383_3221506_3.jpg!w690x290.jpg[/img][/size][/align][size=18px][color=#339999][b]1. 问题的提出[/b][/color][/size][size=16px] 在晶体生长和CVD等半导体设备领域,普遍要求对反应腔室的真空压力进行快速和准确控制。目前许多半导体工艺设备的真空压力基本在绝对压力10~400Torr的真空度范围内,通过使用下游节流阀(电动球阀或电动蝶阀)的开度自动变化来调节抽气速率基本能达到1%以内的控制精度。但对于有些特殊晶体生长等生产工艺,往往会要求在0.1~10Torr真空度范围内进行控制,并要求实现0.1%的更高精度控制。[/size][size=16px] 最近有用户提出对现有晶体生长炉进行技术升级的要求,希望晶体炉的真空压力控制精度从当前的1%改造升级到0.1%,客户进行改造升级的依据是宁波恒普真空科技股份有限公司的低造价的压力控制系统,且技术指标是“公司研发的压力传感器和控制阀门及配套的自适应算法,可将压力稳定控制在±0.3Pa(设定压力在100~500Pa间)”。[/size][size=16px] 我们分析了宁波恒普在真空压力控制方面的两个相关专利,CN115113660A(一种通过多比例阀进行压力控制的系统及方法)和CN217231024U(一种碳化硅晶体生长炉的压力串级控制系统),认为采用所示的专利技术可能无法实现100~500Pa全量程范围内0.1%的长时间稳定的控制精度,最多只可能在个别真空点和个别时间段内勉强内达到。本文将对这两项专利所设计的控制方法进行详细技术分析说明无法达到0.1%控制精度的原因,并提出相应的解决方案。[/size][b][size=18px][color=#339999]2. 专利技术分析[/color][/size][/b][size=16px] 宁波恒普公司申报的发明专利“一种通过多比例阀进行压力控制的系统及方法”,其压力控制系统结构如图1所示,所采用的控制技术是一种真空压力动态平衡控制方法中典型的下游控制模式,即固定进气流量,通过调节排气流量实现真空压力控制。[/size][align=center][size=16px][color=#339999][b][img=01.通过双比例阀进行压力控制的系统的示意图,500,244]https://ng1.17img.cn/bbsfiles/images/2023/04/202304071128351485_5277_3221506_3.jpg!w690x338.jpg[/img][/b][/color][/size][/align][align=center][size=16px][color=#339999][b]图1 通过双比例阀进行压力控制的系统的示意图[/b][/color][/size][/align][size=16px] 在动态平衡法控制中,这种下游模式的特点是: (1)非常适用于10~760Torr范围内的高气压精确控制,抽气流量的变化可以很快改变真空腔体内部气压的变化,不存在滞后性,这对于高精度的高压气体控制非常重要,因此这种下游控制模式也是目前国内外绝大多数晶体炉的真空压力控制方法。 (2)并不适用于0.1~10Torr范围内低气压控制,这是因为在低气压控制过程中,抽气速率对低气压变化的影响较为缓慢,存在一定的滞后性,调节抽气速率很难实现低气压范围内的真空度高精度控制。因此,对于低气压高真空的精密控制普遍采用的是上游控制模式,即调节进气流量,利用了低气压对进气流量非常敏感的特性。 宁波恒普公司所申报的发明专利“一种通过多比例阀进行压力控制的系统及方法——CN 115113660A”,如图1所示,所采用的下游控制模式是通过分程(或粗调和细调)形式来具体实现,即通过次控制阀开度改变抽气口径大小后,再用主控制阀开度变化进行细调,本质还是为了解决抽气速率的精细化调节问题。 这种抽气速率分段调节的类似方法在国内用的比较普遍,较典型的如图2所示的浙江晶盛公司专利“一种用于碳化硅炉炉腔压力控制的控压装置——CN210089430U”,采用的就是多个分支管路进行下游模式控制,多个分支管路组合目的就是调节抽气口径大小。[/size][align=center][b][size=16px][color=#339999][img=02.下游控制整体结构示意图,500,450]https://ng1.17img.cn/bbsfiles/images/2023/04/202304071129101289_1324_3221506_3.jpg!w690x621.jpg[/img][/color][/size][/b][/align][align=center][b][size=16px][color=#339999]图2 下游多支路真空压力控制结构示意图[/color][/size][/b][/align][size=16px] 宁波恒普公司另一个实用新型专利CN217231024U(一种碳化硅晶体生长炉的压力串级控制系统),如图3所示,也是采用下游控制模式。[/size][align=center][b][size=16px][color=#339999][img=03.晶体生长炉的压力串级控制系统的结构示意图,450,361]https://ng1.17img.cn/bbsfiles/images/2023/04/202304071132344137_9996_3221506_3.jpg!w690x555.jpg[/img][/color][/size][/b][/align][align=center][b][size=16px][color=#339999]图3 下游串级控制系统结构示意图[/color][/size][/b][/align][size=16px] 在晶体生长和其他半导体工艺的真空压力控制中,国内外普遍都采用下游控制模式而很少用上游控制模式,主要原因如下:[/size][size=16px] (1)绝大多数工艺对气氛环境的要求是高气压(低真空)范围内控制,如10~500Torr(绝对压力),且控制精度能达到1%即可。这种要求,最适合的控制方法就是下游模式。[/size][size=16px] (2)绝大多数半导体工艺都需要输入多种工作气体,而且各种工作气体还要保持严格的质量和比例,所以进气控制基本都采用气体质量流量计。如果在质量和比例控制之后,再对进气流量进行控制,一是没有必要,二是会增加技术难度和设备成本。[/size][size=16px] (3)在下游控制模式中安装节流阀(电动蝶阀)比较方便,可以在真空泵和腔体之间的真空管路上安装节流阀,而且对节流阀的拆卸和清洗维护也较方便。[/size][size=16px] 国内有些厂家在下游模式中采用上述分程控制方法的动机主要是为了规避使用高速和高精度但价格相对较贵的下游节流阀(电动蝶阀),这种高速高精度下游节流阀主要是具有1秒以内的全程闭合时间,直接使用这种高速蝶阀就可以在高气压范围内实现低真空度控制。而绝大多数国产真空用电动球阀和电动蝶阀尽管价格便宜,但响应速度普遍在几十秒左右,这使得压力控制的波动性很大。所以为了使用国产慢速电动蝶阀,且保证控制精度,只能在下游管路上想办法。[/size][size=16px] 如果采用高速电动球阀或电动蝶阀,且真空计和控制器达到一定精度,则采用任何形式的下游模式控制方式都可以在低气压范围内轻松实现1%的控制精度,但无法达到0.1%的控制精度。而如果采用低速阀门和上述专利所述的控制方法,也有可能达到1%控制精度,但更是无法实现更高精度0.1%的真空压力控制。[/size][b][size=18px][color=#339999]3. 超高精度真空压力控制方法及其技术[/color][/size][/b][size=16px] 晶体生长炉的真空压力控制也是一种典型的闭环PID控制回路,回路中包括真空泵、真空计、电动阀门和PID控制器。其中真空泵提供真空源,真空计作为真空压力测量传感器,电动阀门作为执行器调节进气或出气流量,PID控制器接收传感器信号并与设定值进行比较和PID计算后输出控制信号给执行器。[/size][size=16px] 这里我们重点讨论在0.1~10Torr的低气压(高真空)范围内实现0.1%超高精度的控制方法和相关技术。依据动态平衡法控制理论以及大量的实际控制试验和成功应用经验,如果要实现上述低压范围内(0.1~10Torr)的高精度控制,必须满足以下几个条件,且缺一不可:[/size][size=16px] (1)真空泵要具备覆盖此真空度范围的抽取能力,并尽可能保持较大的抽速,由此在高温加热过程中的气体受热膨胀压力突增时,能及时抽走多余的气体。[/size][size=16px] (2)真空计和PID控制器要具有相应的测量和控制精度。[/size][size=16px] (3)采用上游控制模式,并需采用高速电动针阀自动和快速的调节进气流量大小。[/size][size=16px] 国内外晶体生长炉和半导体工艺的真空压力控制,普遍采用的是薄膜电容真空计,价格在一万元人民币左右的这种进口真空计,测量精度基本在0.25%左右。这种真空计完全可以实现0.5 ~ 1%的控制精度,但无法满足更高精度控制(如0.1%)中的测量要求,更高精度的真空度测量则需要采用0.05%以上精度的昂贵的薄膜电容真空计。[/size][size=16px] 同样,对于PID控制器,也需要相应的测量精度和控制精度。如对于0.25%精度的真空计,采用16位AD、12位DA和0.1%最小输出百分比的PID控制器,可以实现1%以内的控制精度,这在相关研究报告中进行过专门分析和报道。若要进行更高精度的控制,则在采用0.05%精度真空计基础上,还需采用24位AD、16位DA和0.01%最小输出百分比的PID控制器。[/size][size=16px] 宁波恒普公司在其官网的压力控制技术介绍中提到,采用恒普自己研发的压力传感器和控制阀门及配套的自适应算法,在绝对压力100~500Pa范围内可将国内外现有技术的±3Pa压力波动(控制精度在1%左右)提升到±0.3Pa(控制精度在0.1%左右),控制精度提高了一个数量级。我们分析认为:在绝对压力100~500Pa的低压范围内,如果不能同时满足上述的三个条件,基本不太可能实现0.1%的超高精度控制。[/size][b][size=18px][color=#339999]4. 超高精度真空压力控制技术方案[/color][/size][/b][size=16px] 对于超高精度真空压力控制解决方案,我们只关心前述条件的第二和第三点,不再涉及真空泵内容。[/size][b][color=#339999] (1)超高精度真空计的选择[/color][/b][size=16px] 目前国际上能达到0.05%测量精度的薄膜电容真空计有英福康和MKS两个品牌,如图4所示。这类超高精度的真空计都有模拟信号0~10V输出,数模转换是20位。[/size][align=center][b][size=16px][color=#339999][img=04.超高精度薄膜电容真空计,550,240]https://ng1.17img.cn/bbsfiles/images/2023/04/202304071130184466_8776_3221506_3.jpg!w690x302.jpg[/img][/color][/size][/b][/align][align=center][b][size=16px][color=#339999]图4 超高精度0.05%薄膜电容真空计 (a)INFICON Cube CDGsci;(b)MKS AA06A[/color][/size][/b][/align][size=16px][b][color=#339999] (2)超高精度PID控制器的选择[/color][/b] 从上述真空计指标可以看出,真空计的DAC输出是20位的0~10V模拟型号,那么真空压力控制器的数据采集精度ADC至少要20位。为此,解决方案选择了目前最高精度的工业用PID控制器,如图5所示,其中24位AD、16位DA和0.01%最小输出百分比。所选控制器具有单通道和双通道两种规格,这样可以分别用来满足不同真空度量程的控制,双通道控制器可以用来同时采集两只不同量程的真空计而分别控制进气阀和抽气阀实现真空压力全量程的覆盖控制。另外PID控制器还具有标准的RS485通讯和随机配套计算机软件。[/size][align=center][b][size=16px][color=#339999][img=05.高速电动阀门和超高精度PID调节器,650,237]https://ng1.17img.cn/bbsfiles/images/2023/04/202304071130375986_9640_3221506_3.jpg!w690x252.jpg[/img][/color][/size][/b][/align][align=center][b][size=16px][color=#339999]图5 超高精度PID真空压力控制器和高速电动阀门[/color][/size][/b][/align][size=16px][b][color=#339999] (3)高速电动阀门选择[/color][/b] 高速电动阀门主要包括了真空用电动针阀和电动球阀,都有极小的漏率。如图5所示,其中电动针阀用于微小进气流量的快速调节,电动球阀用于大排气流量的快速调节,它们的全程开启闭合速度都小于1s,控制电压都为0~10V模拟信号。[b][color=#339999] (4)超高精度0.1%压力控制技术方案[/color][/b] 基于上述关键部件的选择,特别是针对0.1~10Torr范围内的0.1%超高精度真空压力控制,本文提出的控制系统具体技术方案如图6所示。[/size][align=center][b][size=16px][color=#339999][img=06.超高精度真空压力控制系统结构示意图,600,325]https://ng1.17img.cn/bbsfiles/images/2023/04/202304071131004546_6716_3221506_3.jpg!w690x374.jpg[/img][/color][/size][/b][/align][align=center][b][size=16px][color=#339999]图6 超高精度真空压力控制系统结构示意图[/color][/size][/b][/align][size=16px] 如前所述,在0.1~760Torr的真空压力范围内,分别采用了量程分别为10Torr和1000Torr的两只超高精度真空计,并分别对应上游和下游控制模式来进行覆盖控制,真空源为真空泵。[/size][size=16px] 在10~750Torr范围内,采用下游控制模式,即控制器的第一通道用来控制电动针阀的进气开度保持固定,第二通道用来检测真空计信号,并根据真空压力设定值自动PID调节电动球阀的开度变化实现准确控制。[/size][size=16px] 在0.1~10Torr范围内,采用上游控制模式,即控制器的第二通道用来控制电动球阀的进气开度保持固定(一般为全开),第二通道用来检测真空计信号,并根据真空压力设定值自动PID调节电动针阀的开度变化实现准确控制。[/size][size=16px] 由于电动针阀调节的是总进气流量,所以在具体工艺中需要将多种工作气体先进行混合后再流经电动针阀,而且多种工作气体通过相应的气体质量流量计(MFC)来控制各种气体所占比例,然后进入混气罐。在0.1~10Torr范围内的超高精度控制中,进气压力的稳定是个关键因素。为此,解决方案中增加了一个减压恒压罐,并采用正压控制器对混合后的气体进行减压,使恒压罐内的压力略高于一个大气压且恒定不变。[/size][size=16px] 解决方案中的超高精度PID控制器具有RS485接口并采用标准的MODBUS通讯协议,可以通过配套的计算机软件直接对控制器进行各种设置和操作运行,并显示、存储和调用各种控制参数的变化曲线,这非常便于整个工艺控制过程的调试。工艺参数和过程调试完毕后,可连接PLC上位机进行简单的编程就能与工艺设备控制软件进行集成。[/size][size=16px] 综上所述,本文设计的解决方案,结合相应的超高精度和高速的传感器、电动阀门和PID控制器,能够彻底解决超高精度且长时间的真空压力控制难题,可以满足生产工艺需要。[/size][b][size=18px][color=#339999]5. 总结[/color][/size][/b][size=16px] 晶体生长和半导体材料的生产过程往往需要较长的时间,工艺过程中的真空压力控制精度必须还要考虑长时间的控制精度,仅仅某个真空度下或短时间内达到控制精度并不能保证工艺的稳定和产品质量。[/size][size=16px] 在本文的解决方案中,特别强调了一是必须采用相应高精度和高速的传感器、执行器和控制器,二是必须采用相应的上游或下游控制方式,否则,如果仅靠复杂PID控制算法根本无法通过低精度部件实现高精度控制,特别是在温度对真空压力的非规律性严重影响下更是如此,这在太多的温度和正压控制中得到过证明,也是一个常识性概念。[/size][size=16px] 对于超高精度的真空压力控制,本文创新性的提出了稳定进气压力的技术措施,其背后的工程含义也是先粗调后细调,尽可能消除外界波动对控制精度的影响,这在长时间内都要求进行超高精度稳定控制中尤为重要。[/size][size=16px] 这里需要说明的是,实现超高精度控制的代价就是昂贵的硬件装置,如超高精度的电容真空计。尽管在高速电动阀门和超高精度PID控制器上已经取得技术突破并降低了价格,但在薄膜电容真空计方面国内基本还处于空白阶段。除非在超高精度电容真空计上的国内技术取得突破,可以使得造价大幅降低,否则将不可避免使得真空压力控制系统的成本增大很多,而目前在国内还未看到这种迹象。[/size][align=center][size=16px]~~~~~~~~~~~~~~~~~~~~~~[/size][/align]
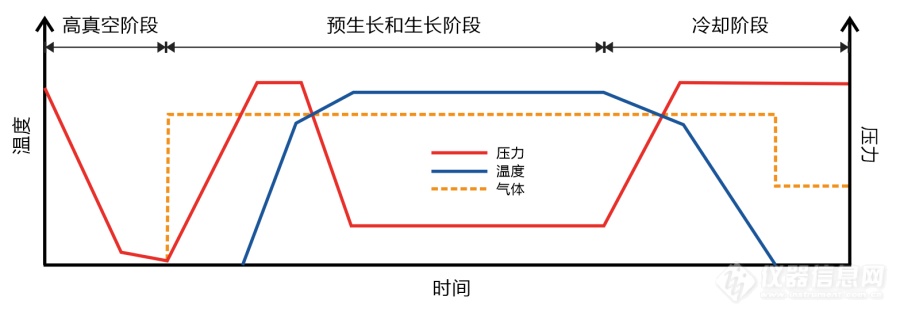
[color=#990000]摘要:本文针对目前PVT法SiC单晶生长过程中真空压力控制存在的问题,进行了详细的技术分析,提出了相应的解放方案。解决方案的核心方法是采用上游和下游同时控制方式来大幅提高全压力范围内的控制精度和稳定性,关键装置是低漏率和高响应速度的电动针阀、电动球阀和超高精度的工业用PID控制器。通过此解决方案可实现对相应进口产品的替代。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align] [size=18px]一、问题的提出[/size]碳化硅单晶材料,作为宽带隙半导体材料,具有优异的物理特性和电学性能,特别适合于制造高温、高频、大功率、抗辐射、短波长发光及光电集成器件,因此被广泛应用于航空、航天、雷达、通讯等领域。目前,碳化硅单晶的生长一般采用PVT法工艺。由于碳化硅单晶生长的最终目的是为了获取大尺寸、低缺陷的碳化硅单晶,随着碳化硅单晶的尺寸增大,对单晶炉内的真空压力控制要求极高,工艺气体的压力变化对SiC晶体的生长速度和晶体质量产生极大影响。图1所示为一典型SiC单晶生长工艺中压力、温度和工艺气体随时间的变化曲线。[align=center][color=#990000][img=01.碳化硅生长中随时间的压力、温度和气体变化过程,690,242]https://ng1.17img.cn/bbsfiles/images/2022/09/202209161032399187_2475_3221506_3.png!w690x242.jpg[/img][/color][/align][align=center][color=#990000]图1 PVT法碳化硅单晶生长过程中压力、温度和气体的随时间变化过程[/color][/align]从图1所示的工艺曲线可以看出,晶体生长炉内的压力控制是一个全真空度范围的精密变化过程,整个真空度变化范围横跨低真空和高真空(10-4Pa~105Pa),特别是在10-1Pa~105Pa的低真空范围内需要精密控制。目前在利用PVT法制备SiC单晶时,普遍还存在以下几方面问题。(1)普遍采用下游模式(调节出气速率)控制全过程的真空度变化,在0.1~1000Pa的较高真空区间控制精度极差,晶体生长容器内的压力波动大(约±10%)。(2)真空控制装置所采用的调节阀和PID控制器基本都采用MKS、VAT和CKD等公司的上游流量控制阀(Upstream Flow Control Valves)、下游排气节流阀(Downstream Exhaust Throttle Valves)及其配套的PID阀门控制器(PID Valve Controllers)。尽管为了降低成本目前已有多种集成了PID控制器的一体式结构的下游排气节流阀,但整体造价还是较高。(3)真空压力国产化替代产品也在逐步兴起,但普遍还存在阀门漏率大、阀门调节响应时间长和不同量程真空计无法自动切换等问题,致使无法同时采用上游和下游控制模式实现全量程范围内的真空压力高精度控制。本文将针对上述PVT法SiC单晶生长过程真空压力控制存在的问题,进行详细的技术分析,并提出相应的解放方案。解决方案的核心是采用上游和下游同时控制方式来大幅度提高全压力范围内的控制精度和稳定性,并介绍相应的低漏率和高响应速度的真空用电动针阀、电动球阀和超高精度的工业用PID控制器,由此实现对相应进口产品的替代。[size=18px][color=#990000]二、碳化硅晶体生长的压力变成过程分析[/color][/size]图1所示为目前PVT法第三代碳化硅单晶生长过程中的压力、温度和气体流量变化曲线,其中红线表示了非常典型的真空压力变化过程。通过对真空压力各个阶段的变化过程进行分析,以期深入理解PVT法SiC单晶生长过程中对真空压力变化的要求。如图1所示,SiC单晶生长过程中真空压力的变化分为以下几个阶段:(1)高真空阶段:在高真空阶段,需要通过机械泵和分子泵在晶体生长容器内形成高真空(1×10-3Pa~1×10-5Pa),以清除容器和物料内的空气和水分。此高真空阶段要求气压需要以较慢的恒定速率进行降压,由此来避免碳化硅粉料形成扬尘。(2)预生长阶段:同理,在预生长阶段,随着工艺气体的充入和温度的逐渐升高,也要求容器内的气压按照恒定速率逐渐升至常压或微正压,此烘烤和气体置换进一步清除空气和水分。(3)生长阶段:在晶体生长阶段要求容器气压按照恒定速度逐渐降低到某一设定值(生长压力),并保持长时间恒定。不同的生长设备和工艺一般会采用不同的生长压力,专利“一种碳化硅晶体的破碎晶粒用于再生长碳化硅单晶的方法”CN114182357A中,生长压力为200~ 2000Pa;专利CN114214723A“一种准本征半绝缘碳化硅单晶的制备方法”中,生长压力为10000~80000Pa;专利CN215404653U“碳化硅单晶生长控制装置”中,生长压力控制在0.2~0.7Pa范围内;专利CN217231024U“一种碳化硅晶体生长炉的压力串级控制系统”中,生长压力范围为100~500Pa。由此可见,所涉及的生长压力是一个从0.2Pa至80kPa的宽泛区间。(4)冷却阶段:在冷却阶段,随着温度的逐渐降低,要求容器内的气压按照恒定速率逐渐升至常压或微正压。从上述单晶生长过程中气压变化的几个阶段可以看出,真空压力控制装置要达到以下主要技术指标,而这些也基本都是进口产品已经达到的技术指标。(1)漏率:小于1×10-7Pa.m3/s(2)控制精度和长期稳定性:在任意真空压力下,控制精度优于1%(甚至0.5%),长期稳定性优于1%(甚至0.1%)。(3)响应速度:小于1s。响应速度往往也决定了控制精度和长期稳定性,特别是在温度和流量的共同影响下,真空压力会产生快速波动,较快的响应速度是保证精密控制的关键。(4)连接不同量程真空计:可连接2只不同量程电容真空计以覆盖整个真空压力测量控制范围,并可根据相应真空度进行传感器的自动切换和控制。(5)可编程控制:可编程进行任意压力控制曲线的设置,并可存储多条控制曲线以便不同工艺控制的调用。(6)PID参数:可自整定,并可存储和调用多组PID参数。(7)上位机通讯:与上位机(如PLC和计算机)进行通讯,并具有标准通讯协议。[size=18px][color=#990000]三、高精度真空压力控制解决方案[/color][/size]从上述分析可以得知,不同的碳化硅晶体生长工艺所需的压力是一个从0.2Pa至80kPa的宽泛区间,目前国内外在晶体生长工艺压力过程中普遍都采用下游控制模式,即在真空泵和生长容器之间安装节流阀,通过恒定上游进气流量,通过节流阀调节下游排气流量来实现真空压力控制。对于大于1kPa的高气压区间,这种下游控制模式十分有效可实现压力精密控制,但对于低压区间(0.1Pa~1kPa),下游模式的控制效果极差,必须要采用调节进气流量和恒定下游抽气流量的上游控制模式。上游模式控制方法在碳化硅单晶生长工艺中应用的一个典型案例是专利 CN217231024U“一种碳化硅晶体生长炉的压力串级控制系统”,其中生长阶段的压力范围为100~500Pa,可将压力稳定控制在±0.3Pa。另外,上游控制模式已经广泛应用在真空控制领域,我们在以往的实际应用和验证试验中也都证实过上游模式可实现1kPa以下低气压的精确控制。综上所述,要实现0.2Pa至80kPa全范围内的真空压力精密控制,需要分别采用上游和下游模式。由此,我们提出了可同时实施上游和下游模式的真空压力高精度控制解决方案,这种上下游同时进行控制的真空压力控制系统结构如图2所示。[align=center][color=#990000][img=02.上下游双向真空压力控制系统结构示意图,550,375]https://ng1.17img.cn/bbsfiles/images/2022/09/202209161032552585_1956_3221506_3.png!w690x471.jpg[/img][/color][/align][align=center][color=#990000]图2 上下游双向真空压力控制系统结构示意图[/color][/align]在图2所示的解决方案中,采用了两只电容真空计来覆盖0.2Pa至80kPa的全真空量程,真空计的测量信号传送给PID控制器,由PID控制器分别驱动上游的电动针阀和下游的电动球阀,由此闭环控制回路实现全量程范围内的真空压力精密控制。真空压力的具体控制过程是:(1)当压力控制设定值位于大于1kPa的高气压范围时,PID控制器处于下游控制模式,PID控制器调节上游的电控针阀为恒定开度,并对下游的电控球阀进行PID自动调节,通过快速调整电控球阀的开度变化使生长容器内的压力测量值快速等于设定值。(2)当压力控制设定值位于小于1kPa的低气压范围时,PID控制器处于上游控制模式,PID控制器调节下游的电控球阀为恒定开度,并对上游的电控针阀进行PID自动调节,通过快速调整电控针阀的开度变化使生长容器内的压力测量值快速等于设定值。[size=18px][color=#990000]四、配套装置的国产化替代[/color][/size]本文提出的解决方案,在真空计、电控阀门和PID控制器满足技术指标要求的前提下,可实现高精度的真空压力控制,通过实际应用和考核试验都验证了控制精度可以达到真空计的最高精度,稳定性可以轻松达到设定值的±0.5%,甚至在大部分真空压力量程内稳定性可以达到设定值的±0.1%。在进行0.1Pa~100kPa范围内的真空度控制过程中,目前真空技术应用领域普遍采用是国外产品,比较典型的有INFICON、MKS、VAT和CKD等公司的薄膜电容真空计、上游流量控制阀、下游排气节流阀及其配套的PID阀门控制器。随着国产化技术的发展,除了薄膜电容真空计和高速低漏率电动蝶阀之外,其他真空压力控制系统的主要配套装置已经完全实现了国产化,低漏率和快速响应等关键技术的突破,使整体技术指标与国外产品近似,PID控制器与国外产品相比具有更高的测控精度,并且还具有国外产品暂时无法实现的双向模式控制功能,真空压力控制比国外产品具有更高的控制精度和稳定性。国产化替代的关键配套装置包括高速低漏率真空用电控针阀和电控球阀,以及多功能超高精度通用型PID控制器,如图3所示。[align=center][color=#990000][img=03.真空控制系统国产化替代装置,690,354]https://ng1.17img.cn/bbsfiles/images/2022/09/202209161033165839_1676_3221506_3.png!w690x354.jpg[/img][/color][/align][align=center][color=#990000]图3 国产化的电动针阀、电动球阀和高精度PID控制器[/color][/align]图3所示的国产化配套装置都达到了第2节中的技术指标要求,特别是高精度的工业用PID控制器更是具有优异性能,其中的24位模数转换、16位数模转换和双精度浮点运算的0.01%最小输出百分比是目前国内外工业用PID控制器的顶级指标,可实现压力、温度和流量等工艺参数的超高精度控制。[size=18px][color=#990000]五、总结[/color][/size]针对PVT法单晶生长工艺,本文提出的上下游双向控制解决方案可实现全量程范围内真空压力的快速和高精度控制,此解决方案已在众多真空技术领域内得到了应用,相应配套的电动针型阀和电动球形阀具有国外产品近似的技术指标,工业用超高精度PID控制器更是具有优异的性能。这些配套装置结合各种真空压力传感器和双向控制方法可实现真空压力的高精度控制。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
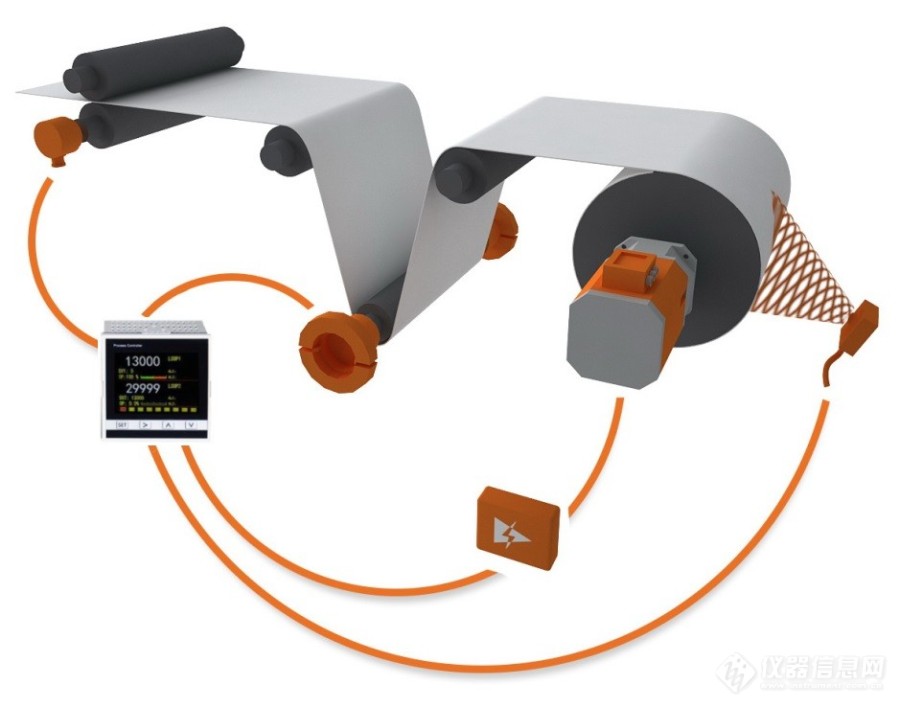
[align=center][color=#990000][b]超高精度浮辊和张力双回路控制器:Montalvo张力控制器的国产替代[/b][/color][/align][align=center][color=#990000]Unwind Tension Controller for Dancer Input with Tension Indication—— Domestic Substitution of Montalvo Tension Controller[/color][/align][align=center][img=超高精度浮辊和张力双回路控制器:Montalvo张力控制器的国产替代,690,542]https://ng1.17img.cn/bbsfiles/images/2022/10/202210092010572560_1350_3221506_3.jpg!w690x542.jpg[/img][/align][color=#990000]摘要:针对目前市场上张力控制器普遍存在的测控精度较差、功能单一、适用传感器类型少和PID参数无法自整定等问题,本文分析了国外浮辊和张力双通道控制器的技术特点。对标国外高端张力控制器产品,本文重点介绍了国产替代产品的性能,国产张力控制器同样具有浮辊和张力双回路控制功能,但由于每个通道都采用了24位AD、16位DA和双精度浮点运算,可以实现超高精度的张力控制,而所具有的PID自整定功能则使得操作更为快捷方便。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#990000][b]一、问题的提出[/b][/color][/size]张力控制器主要应用于冶金,造纸,薄膜,染整,织布,塑胶,线材等设备上,是一种实现恒张力或者锥度张力控制的自动控制仪表,其作用主要是实现辊间的同步,收卷和放卷的均匀控制。一套典型的张力控制系统主要由张力控制器,张力读出器,张力检测器,制动器和离合器构成。根据环路可分为开环,闭环或自由环张力控制系统;根据对不同卷材的监测方式又可分为超声波式,浮辊式,跟踪臂式等。典型的张力控制器主要由AD,DA转换器和高性能微处理器等组成,张力控制器与张力传感器和电气比例阀组成典型的张力控制系统。在具体张力控制过程中,张力控制器是根据张力传感器和A/D模式转换器测量到的张力与设定的目标张力相比较后,经微处理器PID运算自动调整D/A输出从而改变电气比例阀的输出压力来实现卷料的张力调节,可广泛用于各种需对张力进行精密测控的场合,具有使用灵活和广泛的适用性。目前市场上有各种张力控制器,但在高精度张力控制过程中,普遍存在以下不足:(1)测量精度较低:普遍采用12位AD模数转换器,个别国外产品用了16位AD模数转换器,对于一些高精度的张力传感器输出显然无法准确测量,测量精度无法满足高精度控制要求。(2)输出精度较差:普遍采用12位DA数模转换器,个别国外产品用了14位DA数模转换器,对于一些高精度的张力控制显然无法实现。(3)浮点运算精度较差:目前市场上商品化张力控制器的PID运算基本都是采用单浮点方式进行,运算精度较差,从而使得输出百分比的最小调节量也只能为0.1%,根本无法进行电气比例阀输出压力的精细调节,进而无法实现超高精度的张力控制。(4)单通道控制:绝大多数张力控制器尽管可以实现如收放卷的扭矩控制,过程张力中的速度控制以及浮辊张力控制,但只能选择其中的一种控制模式。而个别国外的张力控制器产品,如Montalvo的Z4UI双回路控制器则能实现放卷扭矩和浮辊位置的同时控制。(5)传感器输入信号类型少:在各种张力控制中会采用到多种不同的传感器,如超声波探头,浮辊,电位器和激光等,这些不同传感器所输出的信号类型和量程有多种形式,但目前绝大多数张力控制器的输入型号类型非常有限。(6)PID参数无法自整定:在有些张力控制过程中,需要准确无超调的PID控制,快速且自动的选择合适PID则显着尤为重要,但目前很多张力控制器并没有这项PID参数自整定功能。针对上述目前张力控制器中普遍存在的问题,特别是为了实现超高精度张力控制以及相关控制器的国产替代,本文将对国外高端张力控制器技术特点进行分析,并对标国外产品介绍研发的新型浮辊和张力双回路超高精度控制器产品。[b][size=18px][color=#990000]二、Montalvo公司 Z4UI 双回路张力控制器技术特点分析[/color][/size][size=18px][color=#990000][/color][/size][/b]蒙特福Montalvo公司是国外著名的张力控制相关产品生产厂商,其最具特点的控制器产品是Z4UI浮辊和张力双回路控制器,我们将对标此张力控制器进行分析。蒙特福Z4UI浮辊和张力双回路控制系统结构如图1所示,控制器内置了张力指示器,能够同时检测浮辊电位计信号和张力检测器的张力信号,从而提供高精度的张力控制。它集合了浮辊吸收缓冲张力波动的功能和张力检测器精确、稳定的检测优势,通过渐进式“Progressive“ PID 控制电路调节放卷制动器的转矩输出,保持浮辊臂的位置不变来实现张力控制。模拟式张力表显示卷材的张力大小,操作员可直接监视张力稳定性,并根据张力表显示的实际卷材张力,来调节浮辊臂上的载荷从而保持理想张力。[align=center][color=#990000][img=01.Z4UI浮辊和张力双回路控制.jpg,690,275]https://ng1.17img.cn/bbsfiles/images/2022/10/202210092013010509_6406_3221506_3.jpg!w690x275.jpg[/img][/color][/align][align=center][color=#990000]图1 Z4UI双回路控制器在浮辊和张力控制系统中应用的结构示意图[/color][/align]由此可以看出,蒙特福Z4UI控制器是个典型的双回路闭环控制器。其中,一个回路是通过检测浮辊位置信号(DPS-1位置传感器或浮辊电位器)来控制第一个电气比例阀(I/P转换器)压力输出,由此来调整气缸位置将气压转换成扭矩输出达到张力调节。另一个回路通过检测卷径信号(接近开关或超声波探头)来控制第二个电气比例阀(I/P转换器)压力输出,由此来调整放卷位置达到张力调节。由此可见,蒙特福Z4UI双回路控制器是通过同时对两个变量的检测和控制来实现高精度的放卷调节。蒙特福Z4UI控制器的另外一个特点是采用RS-232与上位机(PLC或PC)进行通讯,采用控制软件进行所有操作,减少了人工界面操作的复杂程度。[b][size=18px][color=#990000]三、国产双回路超高精度张力控制器[/color][/size][/b]从上述蒙特福Z4UI双回路张力控制器技术特点可以看出,双回路张力控制器的核心技术内容就是一个非常典型的双通道PID控制器,张力的控制则是采用外置传感器实现电气比例阀的串级形式的PID控制,因此,双回路张力控制器的技术特征就是双通道的电气比例阀串级PID控制。基于此分析,结合我们在真空压力方面进行电气比例阀超高精度串级PID控制的成功经验,我们可以将通用型的VPC-2021系列PID调节器(单通道和双通道)应用于张力控制中,由此可完全实现蒙特福Z4UI双回路张力控制器的替代。VPC-2021-2系列双通道PID调节器是标准形式的工业用控制器,具有96×96mm、96×48mm和48×96mm三种规格,但其最大优点是具有超高精度检测和控制能力,其中具有24位AD模数转换、16位DA数模转换和双精度浮点运算能力,具备0.01%的最小输出百分比。用于张力控制的双通道超高精度PID控制器如图2所示,电气接线如图3所示,主要技术指标如下:[align=center][color=#990000][img=VPC 2021-2超高精度PID控制器,600,266]https://ng1.17img.cn/bbsfiles/images/2022/10/202210101508335313_3719_3221506_3.jpg!w690x307.jpg[/img][/color][/align][align=center][color=#990000]图2 VPC 2021-2系列双通道张力控制器[/color][/align](1)真彩色IPS TFT长寿命LED背光、全视角液晶显示。(2)独立双回路控制,每路控制输出刷新率50ms,双通道独立的输入和输出,双回路报警功能可以多功能应用,每通道都具备独立的PID控制功能,每个通道都可进行独立的手动和自动控制切换。(3)万能型信号检测能力,即每通道都具备47种输入信号形式,仅需通过设置极可完成信号类型和量程选择,由此可满足各种规格和形式的张力探测器的引入。除了能测量各种张力传感器、位置传感器给出的模拟电压、电流和电阻信号之外,还可以测量各种温度传感器和压力传感器等各种信号,传感器输出端直接接入控制器并在控制器上进行选择即可使用。(4)双通道独立控制输出,输出信号有线性电流、线性电压、继电器输出、固态继电器输出和可控硅输出五种形式,可用于直接驱动电气比例阀(或电子压力转换器)进行张力控制,也可以驱动各种阀门和加热器等执行机构进行真空度、压力和温度等参数的控制。(5)支持数字和模拟远程操作功能,支持标准MODBUS RTU 通讯协议。(6)采用自主改进型PID算法,支持对PV微分和无超调控制算法。5组PID存储和调用,10组输出限幅等实用功能。每个通道采用独立的PID参数,且可独立的进行PID参数自整定。(7)带传感器馈电供电功能(24V,50mA)。(8)支持一路过程变量变送功能,变送的过程变量可选PV测量值、SV设定值、控制输出值和偏差值,变送输出类型有4-20mA, 0-10mA, 0-20mA, 0-10V, 2-10V, 0-5V, 1-5V七种。(9)两组开关量光隔输入端,可以实现各种应用功能的灵活应用切换。(10)随机配备强大的控制软件,可通过软件进行控制参数设置、运行控制、过程曲线显示和存储,非常便于过程控制的调试。[align=center][img=,690,276]https://ng1.17img.cn/bbsfiles/images/2022/10/202210101726466183_8818_3221506_3.png!w690x276.jpg[/img][/align][align=center][color=#990000]图3 VPC 2021-2系列双通道控制器电气连接图[/color][/align]从上述国产控制器技术指标可以看出,国产VPC 2021-2系列双通道控制器的性能和功能要远优于蒙特福Z4UI控制器,并具有强大的拓展能力,完全可以实现对蒙特福Z4UI控制器的替代。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][align=center][/align][align=center][/align][align=center][/align]









 我要推广仪器
我要推广仪器
 下载APP
下载APP




