透过率检测技术在食品包装材料上的应用
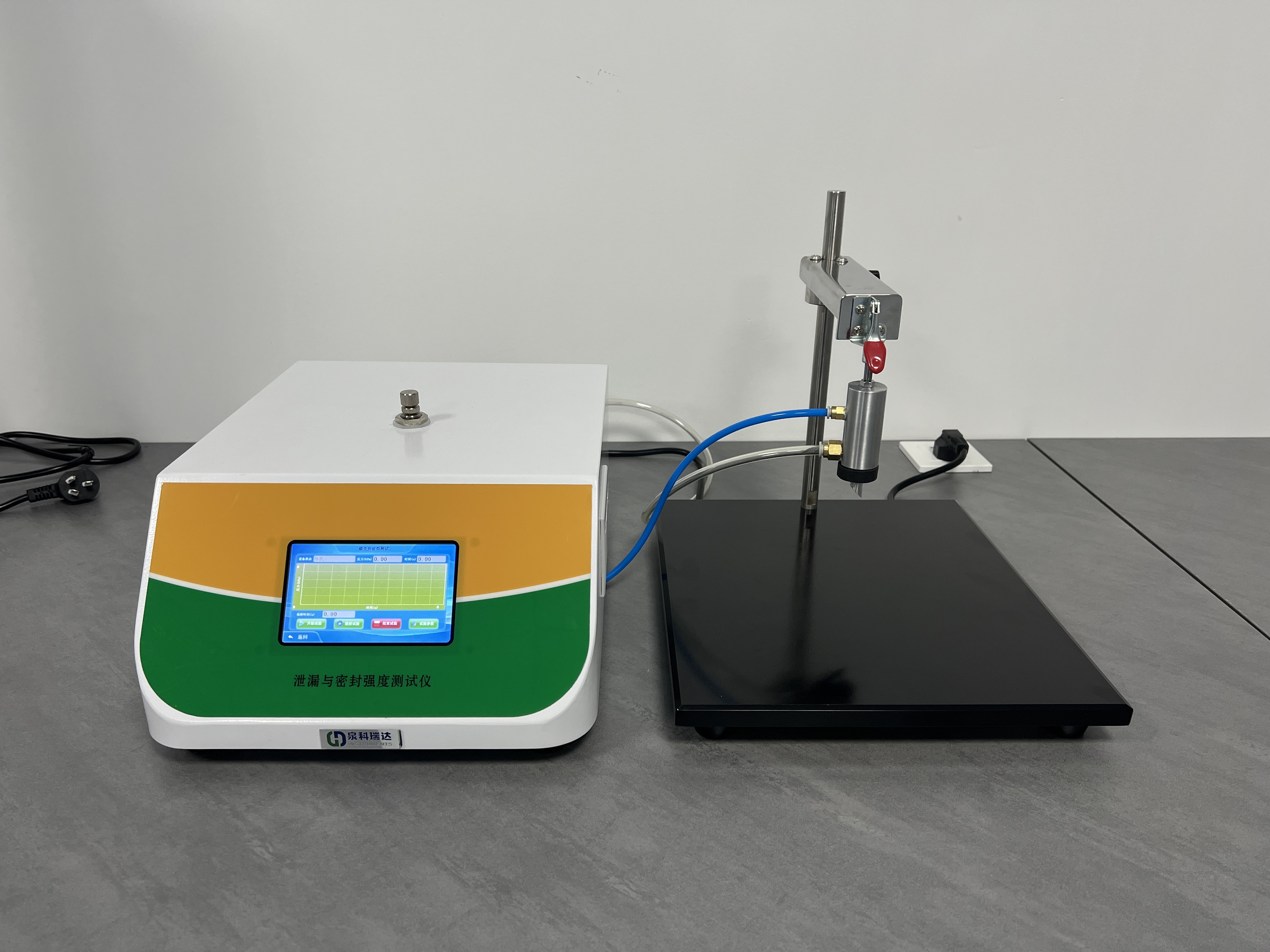
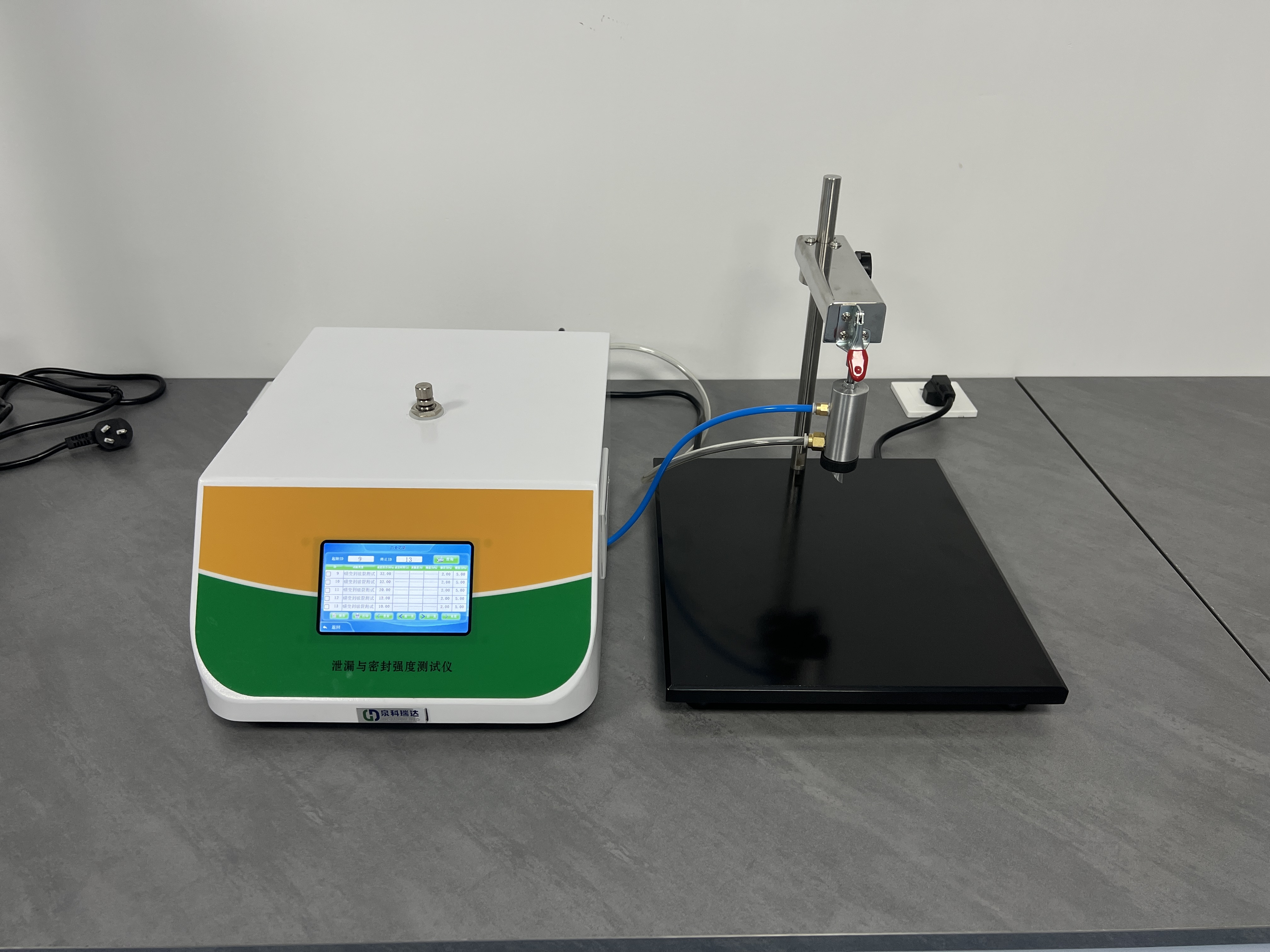
食品本身的可食用性以及保存方式。根据数据统计,食品品质较大程度上取决于食品在经过加工后的保存方式。由于食品在储存的过程中容易受到环境因素, 如光照、氧气、湿度等的影响, 食品的包装材料在食品的后期保存中起到至关重要的作用。好的食品包装材料不仅能够延长食品的保质期, 还能够更大程度地保存食物的原有风味。 食品包装件在储存与流通过程中均易遭受空气中氧气、光照、水蒸气的影响,以致内装食品品质降低,甚至失去食用价值。因此, 针对食品包装材料的氧气及水蒸气的阻隔性进行研究, 进而选择合适的包装材料尤为重要。对食品包装材料的阻隔性进行研究通常是对其进行透过率测试, 从而得到各项阻隔性能参数。 济南普创工业科技有限公司就近年来透过率检测技术在食品包装材料的氧气透过率与水蒸气透过率检测中的应用进行综述。 等压法氧气透过率测定仪OTR-D3一、食品包装材料的阻隔性能检测1、氧气透过率检测方法的比较导致食品变质的因素主要有微生物生长、酶反应、油脂、色素和维生素等的氧化、香味散失及异味吸附等。为了延长食品货架期, 要求包装材料具有一定的阻隔性能, 装材料的气体透过量越大, 其阻隔性越差。目前, 对食品包装材料气体阻隔性的检测依据是国家标准 GB/T 1038-2000《塑料薄膜和薄片气体透过性试验方法 压差法》和 GB/T19789-2005《塑料薄膜和薄片气体透过性试验方法 库仑计检测法》。 1.1原理比较压差法的原理是试样将气室分为高压和低压 2部分, 试样密封后用真空泵将低压室内的空气抽到接近零值。用测压计测量低压室内的压力增量△p, 可确定氧气由高压室透过膜到低压室的以时间为函数的气体量, 氧气透过量和氧气透过系数可由仪器计算得到。而库仑计检测法虽然也是用试样将透气室分成2 部分, 但是在试样的一侧通氧气, 另一侧通氮气作为载气。透过试样的氧气随氮气一起进入库仑计中进行化学反应并产生电压, 该电压与单位时间内通过库仑计的氧气数成正比, 从而计算得出氧气透过率和氧气透过系数。1.2优缺点及适用性比较压差法和库仑计法的测试原理和测试条件不同,结果的单位也不相同(压差法的单位是 cm3/(m224 h0.1 MPa), 而库仑计法的单位是 cm3/(m2d)), 而且压差法的测定数值并非一定大于库仑计法[7]。压差法设备自动化程度高, 操作比较简单, 出现故障也容易排查和解决。库仑计法的操作则较为复杂, 多处需要人工干预, 试验中的注意事项更多, 特别是库仑计是消耗型传感器, 其前后端的阀门打开的顺序和时间有严格要求, 若操作不当, 极易造成传感器的消耗和损坏。此外, 库仑计法设备需定期更换高纯氮气、氧气和传感器, 维护保养难度更大。由于压差法需要控制温湿度和压力, 因此需要定期校准温湿度控制器和测压计。而库仑计法需要对温湿度、上下腔气流量和库仑计进行控制, 因此要定期对温湿度控制器、上下腔气体流量计和库仑计进行校准[7]。在成本上, 压差法需要较少的氧气, 并且传感器无损耗, 正常情况下无需更换。而库仑计法需要大量的高纯氮气和氧气, 并且传感器有损耗, 需要定期更换。因此, 库仑计法的成本远高于压差法。在精准性上, 虽然库仑计法的传感器损耗大, 需要定期校正甚至更换, 但其精准性要高于压差法。由于库仑计法中使用的是高纯氮气和氧气, 并需要经常校正传感器, 因而该法中的每个步骤的误差相对较低, 因此该法的精准性更高。目前, 国内使用较多的是基于压差法的国家标准, 但由于库仑计法的精准性高于压差法, 因此美国等一些其他国家普遍采用的是基于库仑计法的标准。 红外法水蒸汽透过率测定仪WVTR-E32、水蒸气透过率检测方法的比较食品包装材料的水蒸气阻隔性也是衡量该包装材料阻隔性的重要依据。例如, 大米中适量的水分是维持其正常生命活动和保持固有色、香、味等食用品质所必需的, 过量的水分会促进大米内微生物的生长和繁殖, 失水则会导致大米爆裂。因此在贮运过程中因环境因素的影响而造成的大米失水或吸水会严重影响大米的品质和货架寿命。通常情况下, 采用水蒸气透过系数和水蒸气透过量来评价包装材料的水蒸气阻隔性。水蒸气透过系数是指在恒定的温湿度、单位时间及水蒸气压差下, 透过单位厚度和面积试样的水蒸气量 而水蒸气透过量是指在恒定的温湿度下, 且水蒸气压差和试样厚度一定, 每平米试样在 24 h 内透过的水蒸气量。目前, 国内检测包装材料的水蒸气阻隔性的主要方法有 GB/T 26253-2010《塑料薄膜和薄片水蒸气透过率的测定 红外检测器法》和GB/T 21529-2008《塑料薄膜和薄片水蒸气透过率的测定 电解传感器法》。2.1原理比较红外检测器法是让样品将测试腔隔为 2 腔。一边为低湿腔, 另一边为高湿腔, 里面充满水蒸气且温度已知。由于存在一定的湿度差, 水蒸气从高湿腔通过样品渗透到低湿腔, 由载气传送到红外检测器产生一定量的电信号, 当试验达到稳定状态后, 通过输出的电信号计算出样品的水蒸气透过率。电解传感器法是把试样装夹到渗透腔内后, 将渗透腔分成干腔和湿腔(湿度可调)。在干腔中有干燥的载气流通过,从湿腔透过试样的水蒸气由载气携带到电解池内 。电解池内有 2 个螺旋形金属电极, 电极表面涂有五氧化二磷。载气携带的水蒸气被五氧化二磷定量地吸收, 并通过给电极施加一定的直流电压, 将水蒸气电解成氢气和氧气。根据电解电流的数值, 计算单位时间内透过单位面积试样的水蒸气量。可见, 2种方法都是利用试样将湿腔分为 2部分, 一高一低或一湿一干, 使得水蒸气从较湿的一侧透过到较干的一侧, 并记录相应数值以计算终数值。不同之处在于 2 种方法所使用的检测器不同, 红外检测器法是用红外检测器直接检测水蒸气携带的电信号计算数值, 而电解传感器法则是检测通过五氧化二磷定量吸收的水分所产生的电信号计算数值。2.2优缺点及适用性比较红外检测器法的试验步骤相对简单, 只需要使用参考膜进行仪器校正, 并通载气测零点漂移值就可进行正常检测。而电解传感器法的测试过程相对复杂, 需要将盛有合适浓度的硫酸溶液或蒸馏水或饱和盐溶液等介质的多孔盘放到渗透腔的湿腔中, 用来形成恒定的湿度环境, 而且试验过程中需要使用大量载气, 还需要向电解池施加直流电压, 使其一直保持通电状态。从成本上说, 2 种方法都需要使用干燥的载气。红外检测器法只需要对参考膜进行校正, 而电解传感器法则需要合适浓度的溶液提供合适的湿度环境, 并且需要电解池通电, 检测成本明显高于红外检测法。从精确性角度上说, 红外检测法的步骤比电解传感器法少, 降低了产生误差的可能性, 因此红外检测法的精准性更高。目前, 通常使用基于红外检测器法的国家标准对试样的水蒸气透过率进行检测。二、阻隔性检测在食品包装材料中的应用阻隔性能检测仪器在食品包装材料检测中的应用主要是针对不同食品包装材料对同种食品的氧气及水蒸气的阻隔性进行检测。利用氧气及水蒸气阻隔性检测方法研究了在相对湿度为 50%的条件下, 不同温度对 2 种不同结构乳粉包装膜的氧气透过率的影响和 33 ℃时不同湿度对 2 个样品的氧气透过率的影响。结果表明, 在湿度一定的条件下, 随着温度的升高,样品的氧气透过率呈升高趋势 在温度一定的条件下, 随着湿度的上升, 样品的氧气透过率呈上升趋势。在包装材料阻隔性对德州扒鸡的品质影响分析中,使用透氧检测技术对 PET.SiO2 涂层/尼龙 15/改性 CPP、Kurarister涂层/OPET/CPP 和 PET/尼龙 3 种不同阻隔性材料进行阻隔性检测, 并对用 3 种食品包装包裹的德州扒鸡的色泽和挥发性风味进行评价, 结果表明, 前 2 种高阻隔性材料对德州扒鸡的保存更为有利。经过阅览大量相关文献, 现阶段的阻隔性研究主要针对不同种类包装材料对某一种食品的阻隔性进行研究, 进一步可以针对某一种包装材料(可以是单一材料, 也可以是复合材料)对不同食品的阻隔性能进行研究。更多咨询请关注山东普创工业科技有限公司。

















 我要推广仪器
我要推广仪器
 下载APP
下载APP