推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转2831
留言咨询
400-860-5168转2831
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询





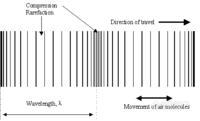
波的分类当振动在介质中传播时,有两种形式,一种叫做P波,又叫做纵波。这种波的特点,就是振速v‖V波速。 另一种叫做S波,又叫横波。这种波的特点,就是振速v⊥V波速。横波transverse wave(S波) 横波也称“凹凸波”。质点的振动方向与波的传播方向垂直,这样的波称为“横波”。横波的特点是质点的振动方向与波的传播方向相互垂直。在横波中波长通常是指相邻两个波峰或波谷之间的距离。电磁波、光波就是横波。 横波;质点的震动方向与波的传播方向垂直的波。突起的部分为波峰,凹下部分叫波谷。 波长的定义 ---- 波长:沿着 波 的传播方向,在波的图形中相对 平衡位置 的位移时刻相同的两个质点之间的距砻。 横波与纵波的波长 ---- 在横波中波长通常是指相邻两个 波峰 或 波谷 之间的距离。在纵波中波长是指相邻两个 密部 或 疏部 之间的距离。http://ng1.17img.cn/bbsfiles/images/2011/03/201103242310_285087_2197752_3.jpg纵波longitudinal wave (P波)纵波是质点的振动方向与传播方向平行的波。如敲锣时,锣的振动方向与波的传播方向就是平行的,声波是纵波。 定义:一个可以穿过整个地球的主要的(压缩的)地震波。之所以这样命名是因为它是在地震期间到达地震仪驻地的第一波。 波长的定义 ---- 波长:沿着 波 的传播方向,在波的图形中相对 平衡位置 的位移时刻相同的两个质点之间的距砻。 横波与纵波的波长 ---- 在横波中波长通常是指相邻两个 波峰 或 波谷 之间的距离。在纵波中波长是指相邻两个 密部 或 疏部 之间的距离。http://ng1.17img.cn/bbsfiles/images/2011/03/201103242310_285088_2197752_3.jpg
直线振动筛也是采用惯性激振器来产生振动的,其振源有电动机带动激振器,激振器有两个轴,每个轴上有一个偏心重,而且以相反方向旋转,故又称双轴振动筛,由两齿轮啮合以保证同步。当两个带偏心重的圆盘转动时,两个偏心重产生的离心力在横向轴的分量互相抵消,在纵向轴的分量相加,其结果在纵向轴方向产生一个往复的激振力,使筛箱在纵向轴方向上产生往复的直线轨迹振动。 当振源采用振动电机时,必须布置两台,其轴线与振动筛纵向轴线方向一致(不平行,具有一夹角)。两台振动电机对称布置在筛箱的上方、下部和两侧均可以。 直线振动筛的筛面倾角通常在8°以下,筛面的振动角度一般为45°,筛面在激振器的作用下做直线往复运动。颗粒在筛面的震动下产生抛射与回落,从而使物料在筛面的振动过程中不断向前运动。物料的抛射与下落对筛面有冲击,致使小于筛孔的颗粒被筛选分离。筛子的筛分效率及生产能力(处理量)同筛面的倾角、筛面的振动角度、物料的抛射系数有关。为了保证筛分效率高、筛子的生产量大,必须选择合适的抛射系数值。
[font=微软雅黑]回转式空气预热器[/font][font=微软雅黑]50%左右[/font][font=微软雅黑]是焊接结构件,[/font][font=微软雅黑]是将钢板、型材和管子等金属材料通过划线、下料、压制、卷板、弯曲装配、和焊接等加工手段,成为所需要金属构件。有大量的焊接件需要去应力处理,过去生产商常采用热时效去应力,成本高、周期长。现引进振动时效新工艺,需要对[/font][url=http://www.jhvsr.com/html/cpzx/xcylsb/zdsx/][u][font=微软雅黑][color=#0000ff][font=微软雅黑]振动时效[/font][/color][/font][/u][/url][font=微软雅黑]新工艺进行效果验证,[/font][font=微软雅黑]本文以空气预热器扇形板为试件,对扇形板振动时效前、后进行残余应力测试比较,验证振动时效工艺效果。[/font][b][font=微软雅黑]振动时效的工艺过程[/font][/b][font=微软雅黑]第一步:准备过程,首先用弹性橡胶垫将要时效处理的工件在其节线附近支撑起来,并用弓形卡具将激振器卡紧在工件振动时的波峰处,将传感器用磁座吸紧在工件上,并用专用电缆线将激振器、传感器和控制器连接起来。[/font][font=微软雅黑]第二步:振前扫描,振动时效设备通过扫描自动检测出被时效处理工件的固有共振频率和应该给工件振动能量的大小。[/font][font=微软雅黑]第三步:振动处理过程,振动时效设备以第二步测得参数为依据自动确定出对工件进行振动处理的振动频率,并对工件进行振动时效处理,在处理过程中随时检测振动参数和工件残余应力的变化,当残余应力不再消除时,适时停止处理过程。[/font][font=微软雅黑][font=微软雅黑]第四步:振后扫描,振动处理完毕后,振动时效设备自动对时效处理工件的参数进行再一次检测,以便依据[/font][font=微软雅黑]GB/T25713-2010标准,对振动时效进行判定。[/font][/font][b][font=微软雅黑]残余应力测试[/font][/b][font=微软雅黑][font=微软雅黑]测试方法采用盲孔法,仪器采用聚航科技生产的[/font][font=微软雅黑]JHMK残余应力测试系统,由JHYC静态应变仪和JHZK钻孔装置组成。[/font][/font][table][tr][td][align=center][font=微软雅黑]测点[/font][/align][/td][td][align=center][font=微软雅黑]振前试件[/font][/align][/td][td][align=center][font=微软雅黑]振后试件[/font][/align][/td][td][align=center][font=微软雅黑]应力消除率[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]1[/font][/align][/td][td][align=center][font=微软雅黑]11.49449[/font][/align][/td][td][align=center][font=微软雅黑]7.978014[/font][/align][/td][td][align=center][font=微软雅黑]30.59[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]2[/font][/align][/td][td][align=center][font=微软雅黑]12.0879[/font][/align][/td][td][align=center][font=微软雅黑]5.16483[/font][/align][/td][td][align=center][font=微软雅黑]57.27[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]3[/font][/align][/td][td][align=center][font=微软雅黑]11.1868[/font][/align][/td][td][align=center][font=微软雅黑]7.03296[/font][/align][/td][td][align=center][font=微软雅黑]37.13[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]4[/font][/align][/td][td][align=center][font=微软雅黑]14.02196[/font][/align][/td][td][align=center][font=微软雅黑]7.31867[/font][/align][/td][td][align=center][font=微软雅黑]47.81[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]5[/font][/align][/td][td][align=center][font=微软雅黑]15.16482[/font][/align][/td][td][align=center][font=微软雅黑]10.3736[/font][/align][/td][td][align=center][font=微软雅黑]31.59[/font][/align][/td][/tr][/table][font=微软雅黑][font=微软雅黑]从上表中可知,残余应力消除率最大为[/font][font=微软雅黑]57%,最小为30%,满足标准。[/font][/font][b][font=微软雅黑]结论[/font][/b][font=微软雅黑]根据以上试验报告可知,振动时效可明显降低工件的焊接残余应力,同时可使残余应力分布均匀,工件尺寸稳定性好。工件无翘曲变形、氧化、脱碳及硬度下降等缺点。试验达到了工艺要求,可在一定范围内代替热时效。[/font]










 我要推广仪器
我要推广仪器
 下载APP
下载APP


