最近要研究饲料混合均匀度,大家知道怎么做吗???我公司的产品是由单一的植物膨化粉喷植物油,再混合而成,现在想知道怎么样、应该怎么做才知道粉跟油已经充分混合了????
本来应该发在物性检测里面,但物性版面没有合适的位置,又怕人气不旺(惭愧,我就从来没进去过),所以选择这里。大家有做过饲料的混合均匀度吗?氯离子选择电极法和甲基紫法,有什么问题吗?列在这里讨论吧,本人奉命正公开征集问题与建议,别吝啬啊,尽情抒发吧!
谁检测过饲料混合均匀度(GB/T5918-2008)?
请问:配合饲料混合均匀度中所用的“氯离子选择性电极”和“双盐桥甘汞电极”都是什么型号?
实在不知该发哪里合适,这里人气较旺,就暂时借用吧:有人做饲料的混合均匀度吗?应用标准方法有没有什么问题?
检测混合均匀度的方法有哪些?
[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url]的应用前提是需要建立一个比较准确的相关模型,但是对于物料混合均匀度的检测,我们通过光谱比对的方式,在不需要模型建立的情况下就可以很好的进行在线混合均一性的测试,目前在国内几个知名中药企业都有很成功的应用.[~98317~]
是否可以用近红外来检测物品是否混合均匀?是怎么样操作的?
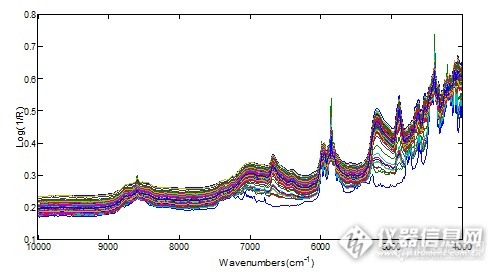
[align=center][b][url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]分析技术用于美洛西林钠舒巴坦钠药物混合过程在线混合均匀度终点监测[/b][/align][align=left][b]摘要: [/b]利用[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]技术,对美洛西林钠、舒巴坦钠混合过程进行了在线监测。在研究中,分别建立了基于MBSD法的定性分析模型和基于舒巴坦钠百分含量的定量分析模型,通过3个平行实验的在线混合过程,结果显示MBSD法和舒巴坦钠百分含量测定法均能有效的监测其混合过程,有效的证明了[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱分析技术用于舒巴坦钠、美洛西林钠混合在线监测的可行性。[/align][b]关键词[/b]:[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url];分析模型;混合均匀度;在线监测自从2004年美国食品与药品监督管理局提出“过程分析技术”以来,全球的药品生产企业正在向着更高技术含量的生产方式和质量控制方式进军。近红外(Near infrared,[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url])光谱分析技术因其快速,无损的特点成为“过程分析技术”的重要组成部分,是制药企业进行产品中间体质量控制的重要方法之一。传统的检测方法为高效液相色谱法,紫外可见分光光度法等需要停止混合操作时才能取样检测,并且等待检测结果所需的时间也比较长,工作效率比较低,而[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱可以进行在线检测,连续记录不同混合时间内混合物的光谱图,建立数学模型对采集数据进行分析,从而判断各组分之间是否已经达到质量均一,工作效率大幅度的提高。本研究利用 [url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url] 光谱分析技术在线监测美洛西林钠舒巴坦钠的药物混合过程,从而实现混合终点的准确判断。[b]1 材料1.1试剂[/b]美洛西林钠(13102041,山东瑞阳制药有限公司)舒巴坦钠(SS201310-26,江西东风制药有限公司)[b]1.2仪器和软件[/b]AntarisII型傅里叶变换[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url](美国ThermoFisher公司),附有积分球采样模块;RESULT采样软件;电子分析天平(Sartorius BT224S,德国);TQ数据处理软件;表面皿;药匙;自制搅拌器。[b]2 方法2.1样品的准备[/b]精密称取舒巴坦钠固体原料药10.00g,美洛西林钠固体原料药40.00g,以备进行在线混合光谱的采集。平行制备3批样品,进行混合光谱的采集。[b]2.2模型的建立[/b]目前,[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱分析技术用于混合过程在线监测的方法可分为活性药物成分(API)定量分析模型监测和基于移动块标准偏差(MBSD)的定性分析模型监测。前者为基于API药物含量的定量监测模型,当达到混合终点时,API的含量趋于一定值,可以依据模型监测的含量是否达到理论值并趋于稳定进行混合终点的监测;后者为基于光谱的标准偏差的定性监测模型。MBSD法的基本原理为:连续采集的若干张光谱间的标准偏差变化率趋于稳定并小于限定的一阈值时可认为达到了混合终点。其具体的计算步骤为:首先确定用于计算光谱标准偏差的光谱的条数n(即移动块的宽度),当[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱分析仪器采集到n张光谱后计算n张光谱的峰面积(或最大峰高、平均峰高等)的标准差,当采集到n+1张光谱时将第一张光谱移除,计算最近n张光谱的标准差,如此类推,最终得到随时间变化的光谱的标准偏差,根据标准差的变化进行混合终点的监测。本研究中建立了舒巴坦钠含量的定量分析模型和基于MBSD法的定性分析模型同时对用于混合终点的判断。[b]2.3在线混合光谱的采集[/b]将称取的美洛西林钠、舒巴坦钠原料药样品放入表面皿中,然后将表面皿放在Antaris II型傅里叶变换[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url]积分球采样模块的上面,采用积分球漫反射采样方式进行光谱的采集。在运行在线混合工作流的同时采用自制的搅拌器进行样品的混合,采集得到混合过程的原始光谱,同时监测混合过程。波长范围10000-4000cm[sup]-1[/sup],每张光谱扫描次数4,混合过程中每间隔5s进行一张光谱的采集,光谱分辨率为8.0cm[sup]-1[/sup],每4个小时进行背景光谱的采集。每张[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱由1557个变量点组成。[b]2.4定量定性分析模型用于终点判断数据分析[/b]将在线混合过程进行监测,得到在线混合过程数据进行分析,以便了解混合全过程信息以及混合过程的监测。[b]2.5混合终点分析[/b]当得到混合终点时分别采集混合后的样品6处的原始[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱,利用舒巴坦钠的定量分析模型预测混合终点时不同样品点处的舒巴坦钠的含量,判别是否混合均匀。[b]3 实验结果3.1分析模型的建立[/b]本研究中分别建立了在线混合过程的舒巴坦钠定量监测模型和基于移动块标准偏差的定性监测模型。[b]3.1.1 定性分析模型的建立[/b]目前混合均匀度在线监测常用的方法为MBSD法,本研究中MBSD法定性建模的参数为:选择的3个光谱区间包括全光谱、5275.6-4806.3cm[sup]-1[/sup](称为Region1)及7096.76-6344.66cm[sup]-1[/sup](称为Region2);用于计算光谱偏差的光谱的条数为5(即移动块的宽度为5)。[b]3.1.2 定量分析模型的建立[/b]本研究中所建立的定量分析模型用于监测混合过程中舒巴坦钠的百分含量的变化,因为本实验中舒巴坦钠和美洛西林钠两者间的混合比为4:1,当达到混合终点时,舒巴坦钠的百分含量应该在20%左右。其模型的具体参数见上一章中得到的舒巴坦钠百分含量的定量分析模型。[b]3.2混合在线过程数据分析[/b]本研究中平行进行了3次混合过程的在线监测,分别对3次实验结果进行分析,以充分了解混合监测过程。[b]3.2.1 第一批实验结果分析3.2.1.1 原始光谱图[/b]图1给出了混合过程中采集得到的208张原始光谱,由图中可知,处于下面的光谱较稀疏,可能属于混合刚开始的阶段,光谱会有较大的差异;处于上面的光谱较密集,其原因为随着混合的不断进行,光谱间差异越来越小,所以光谱较集中。[align=center][img=,498,274]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141912_01_1626619_3.png[/img][/align][align=center]图1 第一批混合过程原始光谱[/align][align=center] [/align][b]3.2.1.2 在线混合过程结果分析[/b]图2为定性分析模型中得到的3个光谱区间的峰面图,其中M1为全光谱建模的峰面积变化,M2为Region 1(5275.6-4806.3cm-1)的峰面积变化,M2为Region 2(7096.76-6344.66cm-1)的峰面积变化,由峰面积的变化图可知,混合过程的前100s其变化较为明显,M1不断升高,M2和M3(7096.76-6344.66cm-1)不断下降,之后峰面积值趋于稳定。[align=center][img=,525,234]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141913_01_1626619_3.png[/img][/align][align=center]图2 光谱区间峰面积图[/align]图3为舒巴坦钠含量及标准偏差变化图,由图中显示在混合的初期阶段,尤其是前100s左右,四个表征混合均匀度的参数均有着较大的变化趋势,在200-300s间四个参数有稍微较小的波动,此后随着混合过程的不断进行,表征混合均匀度的四个参数变化范围均变小,模型给出的舒巴坦钠的百分含量在20%左右,舒巴坦钠和美洛西林钠混合较为均匀,达到了混合终点。由图可知前100s是混合的主要阶段,此阶段舒巴坦钠的百分含量和标准偏差均有着明显的变化。[align=center][img=,538,292]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141914_01_1626619_3.png[/img][/align][align=center]图 3 含量和标准偏差变化图[/align][align=center](a舒巴坦钠百分含量变化 b全光谱峰面积标准差 c Region1峰面积标准差 d Region2峰面积标准差)[/align][align=left] 当达到混合终点时分别采集表面皿下6个点的[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱,根据建立的模型测定其舒巴坦钠的百分含量,看混合是否均匀。表2给出了用所建模型得到的6个点的舒巴坦钠的百分含量值,6个点舒巴坦钠的百分含量值在20%左右,说明混合较为均一,但是最大的值达到了22.41%,可能是由于混合装置过于简陋,加上是人为搅拌进行混合,不能达到很好的混合,部分地方没有进行很好的混合。从实验的可行性方面,初步证实了[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]技术用于美洛西林钠舒巴坦钠混合的可行性。[/align][align=center]表1混合后不同点舒巴坦钠百分含量值[/align][align=center] [img=,570,70]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141915_01_1626619_3.png[/img][/align][b]3.2.2 第二批实验结果分析3.2.2.1 原始光谱图[/b]图4给出了第二批混合过程中采集得到的203张原始光谱,其混合过程原始光谱的特征和第一批混合过程较为相似,混合初期光谱变化较为明显,随着混合的进行,光谱差异变小,光谱较为密集。[align=center][img=,488,280]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141915_02_1626619_3.png[/img][/align][align=center]图4 第二批混合过程原始光谱[/align][align=left] [b]3.2.2.2 在线混合过程结果分析[/b][/align]图5为各个光谱波段峰面积的变化图,由图中显示开始的100s内峰面积有着较大的变化幅度,随着混合的不断进行,峰面积的变化趋势不断减小并逐渐趋于稳定。[align=center][img=,516,307]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141916_01_1626619_3.png[/img][/align][align=center]图5 光谱区间峰面积图[/align][align=center](a 全光谱峰面积 bRegion 1峰面积 cRegion 2峰面积)[/align]图6为舒巴坦钠含量及标准偏差变化图,由图可知在混合的初期阶段大约0-100 s时,舒巴坦钠百分含量值及峰面积的标准偏差值有着明显的变化,全光谱峰面积的标准偏差(Full Range STD)在200-400 s间有较为明显的波段,此后随着混合过程的不断进行,四个参数变化范围均变小,模型给出的舒巴坦钠的百分含量在20%左右。由此可知前100 s是混合的主要阶段,此阶段舒巴坦钠的百分含量和标准偏差均有着明显的变化。[align=center][img=,551,327]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141917_01_1626619_3.png[/img][/align][align=center]图6 含量和标准偏差变化图[/align][align=center](a 舒巴坦钠百分含量 b 全光谱峰面积标准偏差 c Region 1峰面积标准偏差 d Region 2峰面积标准偏差)[/align]当达到混合终点时,采集表面皿底部6处的[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱,检测混合过程是否达到均一,表2列出来了6处的舒巴坦钠的百分含量值,由表2可知达到混合结束后得到的6处的舒巴坦钠的百分含量均在20%左右,说明混合较为均匀。同时,由于实验条件的限制加上搅拌时人为因素的影响等,各点之间含量也着较大的差异。[align=center]表2 舒巴坦钠百分含量[/align][align=center] [img=,566,84]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141918_01_1626619_3.png[/img][/align][b]3.2.3 第三批实验结果分析3.2.3.1 原始光谱图[/b]图7给出了混合过程中采集得到的207张原始光谱,由图中可知,得到的原始光谱图与第一批和第二批有着相似的结果,即混合的初期光谱差异大,因此光谱较为稀疏(偏下方的光谱),随着混合的进行,光谱间差异变小,光谱变得密集(偏上方的光谱)。[align=center][img=,505,262]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141919_01_1626619_3.png[/img][/align][align=center]图7 第三批混合过程原始光谱[/align][b]3.2.3.2 在线混合过程结果分析[/b]图8给出了混合过程中3个光谱区间峰面积的变化趋势值,由图中可知0-100s间三个光谱区间的峰面积有着明显的变化,100-200s间峰面积有着明显的变化,但是变化幅度没有前100s大,200s以后峰面积变化趋势变小。说明前200s是混合的主要阶段,峰面积变化较为明显。[align=center][img=,519,343]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141919_02_1626619_3.png[/img][/align][align=center]图 8 光谱区间峰面积图[/align][align=center](a 全光谱峰面积 bRegion 1峰面积 cRegion 2峰面积)[/align]图9为舒巴坦钠百分含量及光谱峰面积的标准偏差随时间变化的趋势图,其变化趋势和峰面积的变化趋势相似,前100s变化幅度较大,100-200s间也有较为明显的变化,但是变化幅度不是很明显,200s后舒巴坦钠的百分含量和峰面积的标准偏差均趋于稳定,说明此时光谱差异变小,混合趋于均匀。[align=center][img=,529,352]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141920_01_1626619_3.png[/img][/align][align=center]图9 含量和标准偏差变化图[/align][align=center](a舒巴坦钠百分含量变化 b全光谱峰面积标准差 c Region1峰面积标准差 d Region2峰面积标准差)[/align]表3为达到混合终点时采集表面皿底部的[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱得到的不同点的舒巴坦钠的百分含量值,由表中显示6个点的舒巴坦钠的百分含量值在20%左右,但是6个点之间舒巴坦钠百分含量间存在较大的差异,测得的最小值为17.80%,其原因可能是一方面由于实验条件的限制混合不够均匀,一方面用于舒巴坦钠含量测定的[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]定量分析模型也有一定的偏差,可能引起含量检测的差异存在。[align=center]表3 混合后不同点舒巴坦钠百分含量值[/align][align=center] [img=,564,66]http://ng1.17img.cn/bbsfiles/images/2017/09/201709141921_01_1626619_3.png[/img][/align][b]3.3小结[/b]通过3个混合平行实验的进行可知所建立的基于MBSD法的定性分析模型和基于舒巴坦钠百分含量的定量分析模型能够有效的监测舒巴坦钠、美洛西林钠的混合过程。由舒巴坦钠百分含量和标准偏差变化图可知两者的变化有着相关性,当舒巴坦钠的百分含量变化幅度大时,其标准偏差的变化幅度也较大,因此两者均可以用于混合过程的在线监测,证实了实验的可行性。[b]4 结论和讨论[/b]本研究采用AntarisII傅里叶变换[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url]对美洛西林钠、舒巴坦钠混合过程进行了在线监测。在研究中,分别建立了基于MBSD法的定性分析模型和基于舒巴坦钠百分含量的定量分析模型,然后Antaris II傅里叶变换[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱仪[/color][/url]漫反射采样方式采集混合过程中的光谱,实时监测混合过程的进行。通过3个平行实验的在线混合过程,结果显示MBSD法和舒巴坦钠百分含量测定法均能有效的监测其混合过程,有效的证明了[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱分析技术用于舒巴坦钠、美洛西林钠混合在线监测的可行性。此外,MBSD法因为无需进行一级数据的采集,方法较为简单且容易理解,目前常用于混合过程的在线监测。本研究中有效证实了[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]光谱分析技术在舒巴坦钠美洛西林钠样品在线混合过程中应用的可行性,在样品的在线混合监测中有着重要的应用价值和应用前景。该技术能够克服传统方法费时、繁琐等缺点,而且可以实现过程的实时在线监测,让生产者充分了解整个生产过程中的参数变化。 [b]参考文献[/b]陆婉珍, 褚小立. [url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]([url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url])和过程分析技术(PAT). 现代科学仪器, 2007(004):13-17.SieslerH, Ozaki Y, Kawata S, et al. Near-infrared spectroscopy: principles .Instruments, Applications, 2002:35-181.Bhushan,K.R.,et al.Detection of breastcancer microcalcifications using a dual-modality SPECT/[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url] fluorescent probe. J Am Chem Soc, 2008. 130(52):17648-17649.贾燕花. [url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]分析技术在化学药品生产过程控制应用初探. 北京协和医学院, 2011.Fevotte.G,et al.Applications of [url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]NIR[/color][/url]spectroscopy to monitoring and analyzing the solid state during industrialcrystallization processes . Int J Pharm, 2004, 273(1):159-169.张敏.盐酸林可霉素多晶型分子构象对其红外光谱行为的影响.中国抗生素杂志, 2005, 30(009):529-532.Blanco M,R Goz"01ez Ba,E.Bertran,Monitoring powder blending in pharmaceutical processes by use of nearinfrared spectroscopy . Talanta, 2002, 56(1):203-212,田科雄.不同装载系数和混合时间对添加剂预混料混合均匀度的影响.河北畜牧兽医, 2004, 20(9):52-53.孙栋. 基于[url=https://insevent.instrument.com.cn/t/1p][color=#3333ff]近红外光谱[/color][/url]分析技术的几种固体粉末混合均匀度快速检测研究. 山东大学硕士学位论文, 2012年.
请问谁有饲料中铜的检测标准,和饲料混合均匀度的标准?均匀度主要是浓缩饲料和预混合饲料的标准。谢谢!
1.最佳粉碎粒度控制。该项技术的关键是将各种饲料原料粉碎至最适合动物利用的粒度,使配合饲料产品能够获得最佳的饲养效率和经济效益。要达到此目的,必须深入研究掌握不同动物对不同饲料原料的最佳利用粒度。对水产饲料而言,必须采用微粉碎和超微粉碎技术。 2.配料准确度的控制。采用无差错的计算机配料控制技术,使每一种配料组分的配料量在每次配料中都能实现精确控制。对微量添加剂可进行预配预混并使用高精度微量配料系统。 3.混合均匀度控制。这包括配合饲料、浓缩饲料、添加剂预混合饲料、液体饲料的混合均匀度控制技术。选择恰当的混合机和适宜的混合时间与方法是保证混合质量的关键。 4.制粒质量控制。这方面首先是要控制饲料的调质质量,即控制调质的温度、时间、水分添加和淀粉的糊化度,使调质后的状态最适合制粒;其次是要控制硬颗粒饲料粉化率、冷却温度和水分、颗粒的均匀性、一致性、耐水性。要实现这些要求,必须配备合理的蒸气供气与控制系统和调质、制粒、冷却、筛分设备,并根据产品的不同要求科学调节控制参数。 5.膨化颗粒饲料或膨胀饲料的质量控制。首先是要控制饲料的调质质量,即控制调质的温度、时间、水分添加和淀粉的糊化度,使调质后的状态最适合挤压膨化或膨胀;其次是要控制膨化颗粒饲料的熟化度、密度、粉化率、冷却温度和水分、颗粒的均匀性、一致性和耐水性。要实现这些要求,必须配备合理的蒸气供气与控制系统和调质、挤压膨化、膨胀、干燥、冷却、筛分设备,并根据产品的不同要求科学调节控制参数,以获得客户满意的产品。 6.液体添加的质量控制。随着饲料加工技术的不断发展,许多添加剂都会以液体的形式加入粉状、颗粒状和膨化饲料中,并最大限度地保留这些添加剂的活性,降低饲料成本。一是要实现液体添加量的精确控制,二是要实现液体在饲料中的均匀分布或涂敷,三是要确保液体添加剂喷涂之后的稳定性和有效期。这需要采用高性能的常压液体喷涂设备、真空喷涂设备及控制技术。 7.饲料交叉污染的控制。饲料发生交叉污染的场所主要有:储存过程中的撒漏混杂;运输设备中残留导致不同产品之间的交叉污染;料仓、缓冲斗中的残留导致的交叉污染;加工设备中的残留导致的交叉污染;由有害微生物、昆虫导致的交叉污染等。因此,需要采用无残留的运输设备、料仓、加工设备和正确的清理、排序、冲洗等技术和独立的生产线等来满足日益高涨的饲料安全卫生要求。 8.清洁卫生饲料质量控制。这方面的控制技术包括了交叉污染的控制技术,还包括对饲料进行必要的热处理灭菌技术。热处理包括高温蒸煮、挤压、高压处理、紫外线照射等工艺技术,这些技术通常可与普通加工技术结合使用,也可单独实施。
有一桶样品25kg,由4个液体样品混合而成,比例为27%,33%,36%,4%,搅拌震荡等方式处理后,我想知道样品是不是混合均匀了,应该怎么去评估呢?
新产品开发中,为“找”到一种温度均匀度指标好而且稳定的干燥箱结构,要有比较科学的测量数据分析和调试方法。 1、温度均匀度测量数据的收集与分析 同一规格的干燥箱,同一批次不同产品个体的温度均匀度指标要收集,用于分析同批次的离散性;不同批次的温度均匀度数据也要收集,用于分析不同批次的离散性,达到监控与改进产品技术性能的目的。 对干燥箱温度均匀度测量数据进行分析的目的,是研究与判断其温度均匀度指标优劣,温度均匀度分布规律性.寻找调试方法的重要手段.目前采用的分析方法有:(1)温度分布图分析(用GB/T11158—1989高温试验箱技术条件中的上、中、下分层表示各试点的平均温度进行分析);(2)温度分布曲线分析(按试点某一例定的顺序将各试点温度平均值描出曲线进行分析).(3)相关分析(利用二元数据的相关分析,研究批量产品的稳定性,有一定的作用).当然,还有其他的温度均匀度灏量数据分析方法。 2、优选法在温度均匀度调试中的应用 在干燥箱调试中,要找到工作室尺寸、风道结构、外壳、风板、试样架等等的最佳组合,绝非易事,它们的组合状态可以是成千甚至是上万能种(只要你把一个因素分得足够细).如何用较少的试验次数找到最佳组合,优选法是一个有力的工具。我们在实践中,采用单因素的0.618法与对折法比较多,效果是不错的。有时3’5次试验就能找这单个因素的最佳状态。
一直都有一个疑问:在一个密闭的容器或者系统中,容器可以是几升也可以是100m³,系统也可大可小,里面的混合气体是均匀混合呢?还是会出现分层?比如说:一个10L或者100m³的密闭储罐里面有H2、O2、N2,三者是均匀混合?还是会出现H2在顶部、N2在底部这样比较明显的分层呢?我个人觉得是均匀混合的,不知道大家的观点如何,欢迎讨论。
乌斯特条干均匀度仪使用手册,《北京:纺织部标准化研究所》 刘恒琦 1984 这一本书,,请帮忙改为悬赏贴
含量均匀度和含量测定是不是只需要测定一个就好了?

[b]饲料水分仪在水产饲料中的控制及应用[/b] 颗粒饲料的水分含量是一项非常重要的质量指标,它直接影响到颗粒饲料的品质和饲料企业的经济效益,对其进行有效控制是保证饲料产品质量安全的关键技术之一。水分含量超过规定的标准,颗粒饲料容易发霉变质,不利于保存,还会使营养成分的含量相对减少;但如果产品水分含量过低,对企业又造成了不必要的损失,而且高低不均的水分含量,还造成产品质量的不稳定,影响到产品的品牌声誉。在饲料加工过程中,适宜的水分含量有利于制粒,降低能耗、提高生产。因此,在配合饲料的生产过程中,要使生产更顺利地进行,能耗更低,颗粒更光洁均匀,最终产品又符合规定的水分含量标准,就必须进行生产全过程的水分控制。大部分客户目前都在使用深圳冠亚生产制造的[b]SFY系列快速水分测定仪[/b],仪器方便快捷,测量准确高,是一款理想的水分检测设备。水分控制,就是在生产的整个过程中根据不同的情况综合控制各种因素,使产品的最终水分含量达到生产者的预期目标。影响饲料产品最终水分含量的主要因素有:饲料原料本身的水分含量、粉碎阶段的水分变化、混合阶段的液体添加量、蒸汽的水分含量、调质水平、压模的模孔大小及其厚度、冷却器的风量及风干时间、包装质量管理、不同气候环境因素的影响等。[img=饲料水分检测仪,690,312]http://ng1.17img.cn/bbsfiles/images/2017/09/201709011422_01_2233_3.jpg[/img][b] 一、饲料原料的水分控制[/b] 1、原料接收过程中的水分控制关键在于准确检测原料样品中的水分含量 抽样必需代表整批原料的综合情况,按取样标准抽取样品,防止漏抽,同时在抽样过程中感观检测原料水分的高低。原料水分检测过程中要保证准确,为减小误差,可以作两到三个平行样品的检测,求取平均值作为检测值。 2、做好易吸水的原料(米糠、麦麸等)的管理和存贮 易吸水的原料一次性进货无需太多,同时避免靠墙堆码,注意仓库管理,防潮,潮湿天气防止湿气入仓。应根据正常生产条件下的原料用量进料,原料出库遵循“先进先出”原则,尽量缩短原料的库存期。经检测,入库水分为10%以上的棉菜粕,库存六个月后,水分损失约为1%。[img=颗粒饲料水分检测仪,400,500]http://ng1.17img.cn/bbsfiles/images/2017/09/201709011423_01_2233_3.jpg[/img] [b] 二、粉碎阶段中的水分控制[/b] 粉碎工艺是饲料产品加工过程的关键环节,水分在粉碎过程中的损失不容忽视。通过对不同孔径的粉碎机筛片,粉碎前后物料水分含量进行对比检测分析发现,随着物料粉碎粒度的减小,水分损耗明显增加。同样对不同梯度水分含量的物料,作粉碎前后物料水分含量对比检测分析发现,随着物料水分含量的增加,粉碎后粉料的水分损耗增加,水分的最大损耗接近1%,粉碎效率显着降低,能耗明显增加。虾料超微粉碎后,粒度98%能过80目。鱼料目前使用较多的是水滴型的锤片粉碎机,筛网的粒径在1.0~1.5毫米。对配有负压吸风并有风门调节装置的粉碎机,可调节风量的大小。对粉碎前后物料水分损耗作对比检测发现,风量的大小对生产效率影响较显着,而水分损耗没有显着影响,但随着风量的增加,水分损耗仍有增加的趋势。玉米粉碎后用机械运输水分损耗为0.22%,用气力运输损耗为0.95%。虾料大多用的是无网的超微粉碎,是使用吸风的气力运输,鱼料大多是粉碎后使用绞龙做机械运输。 [b] 三、混合过程中的水分控制[/b] 当混合后粉料的水分含量远低于12.5%时,可考虑在混合时喷加雾化水。但目前这方面存在很多问题:不能超过2%;保水性能差,添加2%的水仅有40~50%的保水率;最好是使用热水,防霉;要考虑混合时间和水分添加时间(一起喷完)的一致;为保证均匀,调整喷头的位置和喷水口大小;需要加防霉剂;要注意清理混合机的内壁。诸多因素限制了在混合机加水,而且加的游离水会使成品料的潜在发霉机会增加。[img=饲料水分检测仪,690,412]http://ng1.17img.cn/bbsfiles/images/2017/09/201709011423_02_2233_3.png[/img] [b]SFY系列快速水分测定仪[/b]是针对粮食(饲料)深加工过程中水分检测而研发的一款第五代高性能全自动水分检测设备,该水分仪采用国际烘箱原理。按照国家标准取样X克,均匀的放置称量盘上,其环状的卤素加热器确保样品在测试过程中均匀受热,使样品表面不易受损,按测试键,仪器开始测量。水分仪持续测量并即时显示样品丢失的水分含量%,干燥程序完成后,最终测定的水分含量值被锁定显示。快速水分测定仪与国际烘箱加热法相比,其检测结果与国标玉米中水分的测定GB/T 1353-2009(105℃恒重法)检测结果具有良好的一致性,并有可替代性,且检测效率远远高于烘箱法(105℃恒重法)。一般样品只需几分钟即可完成测定。适用范围:花生,小麦,玉米,谷物,水稻,高粱,大豆,芝麻,绿豆等.

原文来源:影响大型恒温恒湿试验箱均匀度的因素 编辑:林频仪器 [b]大型恒温恒湿试验箱[/b]具有制冷制热的功能,属于高端的试验仪器,试验箱在进行试验的时候,若温度均匀度超出了允许的偏差范围,那么试验所得的数据就会不靠谱。那么影响这款试验箱温度均匀度的因素有哪些?下面小编给大家叙述一番:[align=center][img=,310,350]http://ng1.17img.cn/bbsfiles/images/2017/11/201711070839_01_1037_3.jpg!w310x350.jpg[/img][/align] 一、由于大型恒温恒湿试验箱内壁构造不一样,所以使内壁温度也无法均匀,从而影响工作室内的对流,导致温度均与度出现偏差。 二、工作室的内壁前后存在六个面其传热系统不一样,有些存在穿线孔,检查孔等。致使局部出现散热,传热现象,导致试验箱的温度不均匀。 三、试验箱和门的密封性不好,例如:密封条出现缝隙以及大门漏气等现象。都会影响工作室内温度均匀性。 四、若试验样品体积太大,或者是试验样品放置在工作室内的位置不当,从而导致内部空气对流受到阻碍,也会产生很大温度均匀度偏差。 五、大型恒温恒湿试验箱工作室内试验样品的摆放:若工作室内放了影响热对流的试验样品,必然会影响一定程度温度均匀性。
为什么含量测定项下色谱条件与含量均匀度项下的色谱条件不一样?
测定含量均匀度时,公式A+1.80S小于等于15.0中的1.80是怎么来的呢?
急寻标准:如题!谢谢啦!在线等
想测定食品包装用镀铝膜的一些物理性指标,看了标准GB/T 15717-1995中提到的膜厚和均匀度的测定,用的是金属镀层测量仪。在网上搜了一大通,发现有好多的金属镀层测量相关仪器,可是那些仪器功能很多,可以测许多其他的镀层,想必价格也比较贵,但是我们现在只是用于食品包装镀铝膜,想买简单的,不知道坛子里有没熟悉的推荐一下。谢谢
根据标准要求,高低温交变试验箱对均匀度的要求是小于或等于2℃,如均匀度过大就表示试验箱不符合要求,这时就要和厂家联系,了解是什么在影响高低温交变试验箱的均匀度?一般情况下原因有以下几点: 1、箱体和门的密封性不严,比如:密封条非定制的有接缝,大门漏气等,从而影响工作空间的温场均匀性。 2、由于高低温交变试验箱内壁结构的不同,造成试验箱内壁的温度也会不均匀,进而影响工作室内的热对流,造成内部温度均匀度产生偏差。 3、如果高低温交变试验箱工作室内放置了足够影响内部整体热对流的试验样品,必然会在一定程度上影响内部温度的均匀性,即温度均匀度。 4、如果试验对象体积过大,或试验对象放置在高低温交变试验箱工作室内的位置或、方式不合适,使里面空气对流受阻,也会产生较大的温度均匀度的偏差。 5、由于工作室的箱壁前后左右上下6个面的传热系数不同,有的有穿线孔、检测孔、测试孔等导致局部有散热、传热,使箱体温度不均匀,从而使箱壁幅射对流传热也不均匀,影响温度均匀。 6、设计上的问题导致高低温交变试验箱在内部结构、空间的设计很难达到均匀的对称结构,而不对称的结构必然会导致内部温度均匀度产生偏差。
根据标准要求,高低温交变试验箱对均匀度的要求是小于或等于2℃,如均匀度过大就表示试验箱不符合要求,这时就要和厂家联系,了解是什么在影响高低温交变试验箱的均匀度?一般情况下原因有以下几点: 1、箱体和门的密封性不严,比如:密封条非定制的有接缝,大门漏气等,从而影响工作空间的温场均匀性。 2、由于高低温交变试验箱内壁结构的不同,造成试验箱内壁的温度也会不均匀,进而影响工作室内的热对流,造成内部温度均匀度产生偏差。 3、如果高低温交变试验箱工作室内放置了足够影响内部整体热对流的试验样品,必然会在一定程度上影响内部温度的均匀性,即温度均匀度。 4、如果试验对象体积过大,或试验对象放置在高低温交变试验箱工作室内的位置或、方式不合适,使里面空气对流受阻,也会产生较大的温度均匀度的偏差。 5、由于工作室的箱壁前后左右上下6个面的传热系数不同,有的有穿线孔、检测孔、测试孔等导致局部有散热、传热,使箱体温度不均匀,从而使箱壁幅射对流传热也不均匀,影响温度均匀。 6、设计上的问题导致高低温交变试验箱在内部结构、空间的设计很难达到均匀的对称结构,而不对称的结构必然会导致内部温度均匀度产生偏差。
[font=&][size=16px][color=#333333]点击链接查看更多:[url]https://www.woyaoce.cn/service/info-37203.html[/url]服务背景[/color][/size][/font][font=&][color=#333333][/color][/font][font=微软雅黑, &][color=#333333]饲料是所有人饲养的动物的食物的总称,比较狭义地一般饲料主要指的是农业或牧业饲养的动物的食物。饲料(Feed)包括大豆、豆粕、玉米、鱼粉、氨基酸、杂粕、添加剂、乳清粉、油脂、肉骨粉、谷物、甜高粱等十余个品种的饲料原料。[/color][/font][font=&][size=16px][color=#333333]检测内容[/color][/size][/font][font=&][color=#333333][/color][/font]检测范围:鱼粉、仔猪、生长肥育猪配合饲料、鸡配合饲料、饲料用大豆粕、饲料添加剂大豆磷脂、蛋鸡复合预混合饲料、奶牛复合微量元素维生素预混合饲料检测能力:砷、铅、氟、铬、汞、镉、碘、硒、总磷、钙、霉菌、沙门氏菌、菌落总数、乳酸菌、双歧杆菌、产气荚膜梭菌、副溶血性弧菌、蜡样芽胞杆菌、大肠菌群、酵母菌数、嗜酸乳杆菌、氰化物、亚硝酸盐、游离棉酚、粗蛋白质、粗脂肪、水分、灰分、粉碎粒度、混合均匀度、粗纤维、水溶性氯化物、六六六、滴滴涕、青霉素类、氯霉素、金霉素、土霉素、克伦特罗、沙丁胺醇、莱克多巴胺、特布他林、磺胺类、甲硝唑、二甲硝唑、呋喃西林、呋喃妥因、呋喃它酮、呋喃唑酮、喹诺酮类、苯乙醇胺A、孔雀石绿、无色孔雀石绿、苏丹红、三聚氰胺、玉米赤霉烯酮、黄曲霉毒素B1、黄曲霉毒素B2、黄曲霉毒素G1、黄曲霉毒素G1、罗丹明B、苯甲酸和山梨酸。
乙腈与二氯甲烷按60:40比例如何混合均匀
做片剂含量均匀度时,标准写着:“取本品一片,置10ml容量瓶中”,但是片剂太大了,投不进去。是要掰成两半,还是研磨后转移呢?感觉两种方法都很容易引入误差,大神们有没有其他好的想法?
[color=#444444]本人将硫化氢和氮气分别冲入高压釜中,加热到150℃,同时搅拌4小时,然后将混合后的气体分三次打入[url=https://insevent.instrument.com.cn/t/Mp]气相色谱[/url],为什么一直不均匀呢?哪位高手有办法混匀,或者知道原因。跪求指点。[/color]
含量均匀度A+2.2S合格,有一个点含量值低于限度一点,是否要启动调查

多数情况下是根据热老化试验箱性能参数来挑选,例如溫度范畴、均匀度、起伏度、提温速度和减温速度等是不是配对自身所需做到的试验标准。在其中均匀度是一定要去高度重视的一个主要参数,可是在应用热老化试验箱的过程中一直会产生均匀度过大的故障。那麼是什么危害了热老化试验箱均匀度?[align=center][img=,302,302]https://ng1.17img.cn/bbsfiles/images/2021/02/202102011415393354_9406_1037_3.jpg!w302x302.jpg[/img][/align] 1、密闭性 热老化试验箱体的密闭性不太好.例如大门口漏汽,进而危害热老化试验箱工作室的溫度匀称。 2、样品容积过大 假如检验溫度误差规定工作中房间内置放样品,当样品容积过大,或置放的方法或部位不适当,使气体热对流遇阻.也会造成很大的溫度误差。 3、箱壁的导热 因为热老化试验箱箱壁的导热,而造成高温箱漏热或低温箱漏冷等热损害,以便赔偿热损害必定会有排风温度差,高温箱的排风溫度高过箱里操作温度,低温箱的排风溫度则小于箱里操作温度。因为必定存有的排风温度差使工作中房间内造成了溫度不匀称。 4、构造 热老化试验箱的构造在挺大水平上危害工作中正中间溫度匀称。因为构造难以彻底对称性,进而对溫度匀称导致不好危害。大门口在前,空调室在箱后侧,上排风下回风。这类构造上下对称好,可容易做到左、右溫度匀称。







 我要推广仪器
我要推广仪器
 下载APP
下载APP