无菌医疗器械包装的渗透测试和密封完整性解决方案
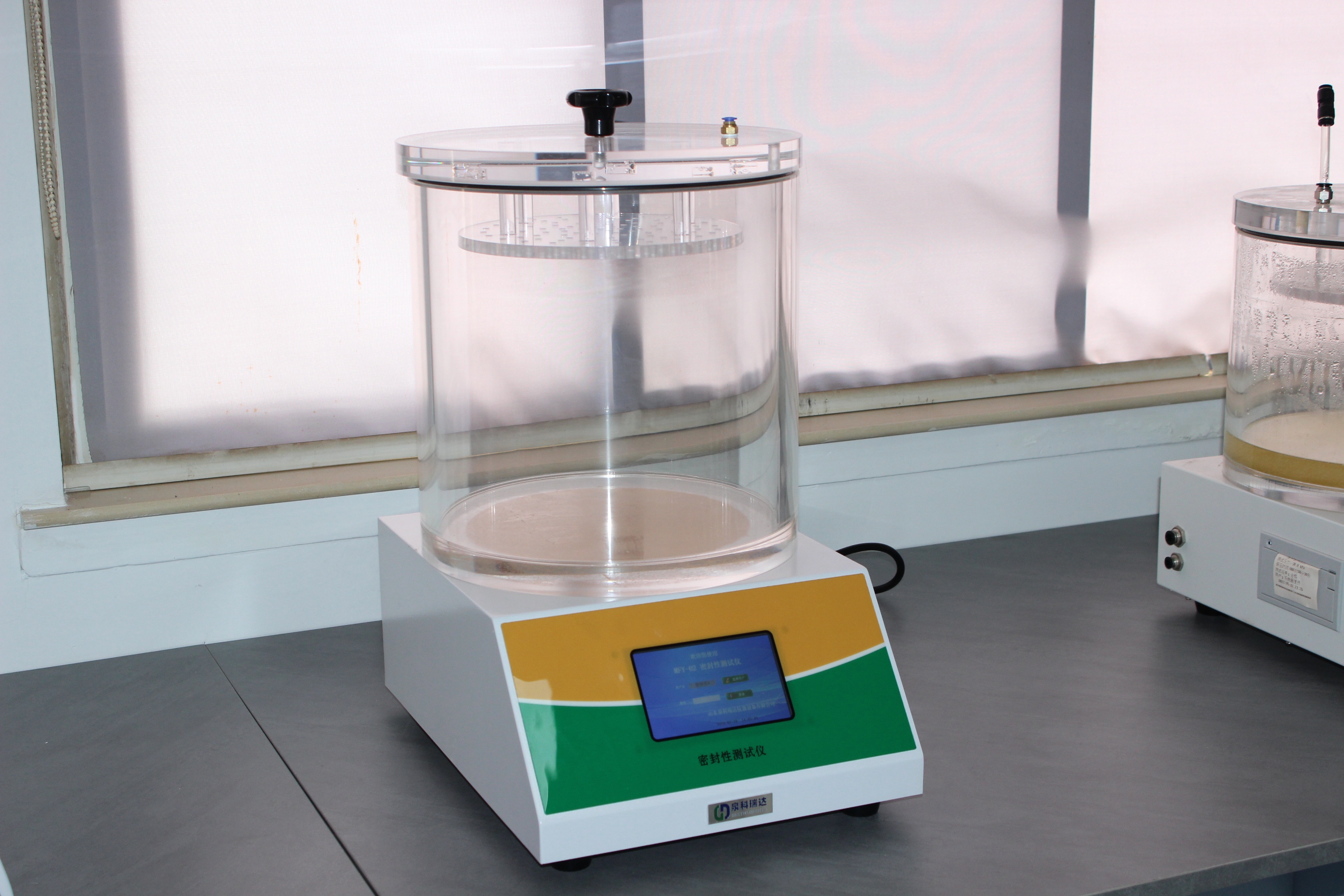
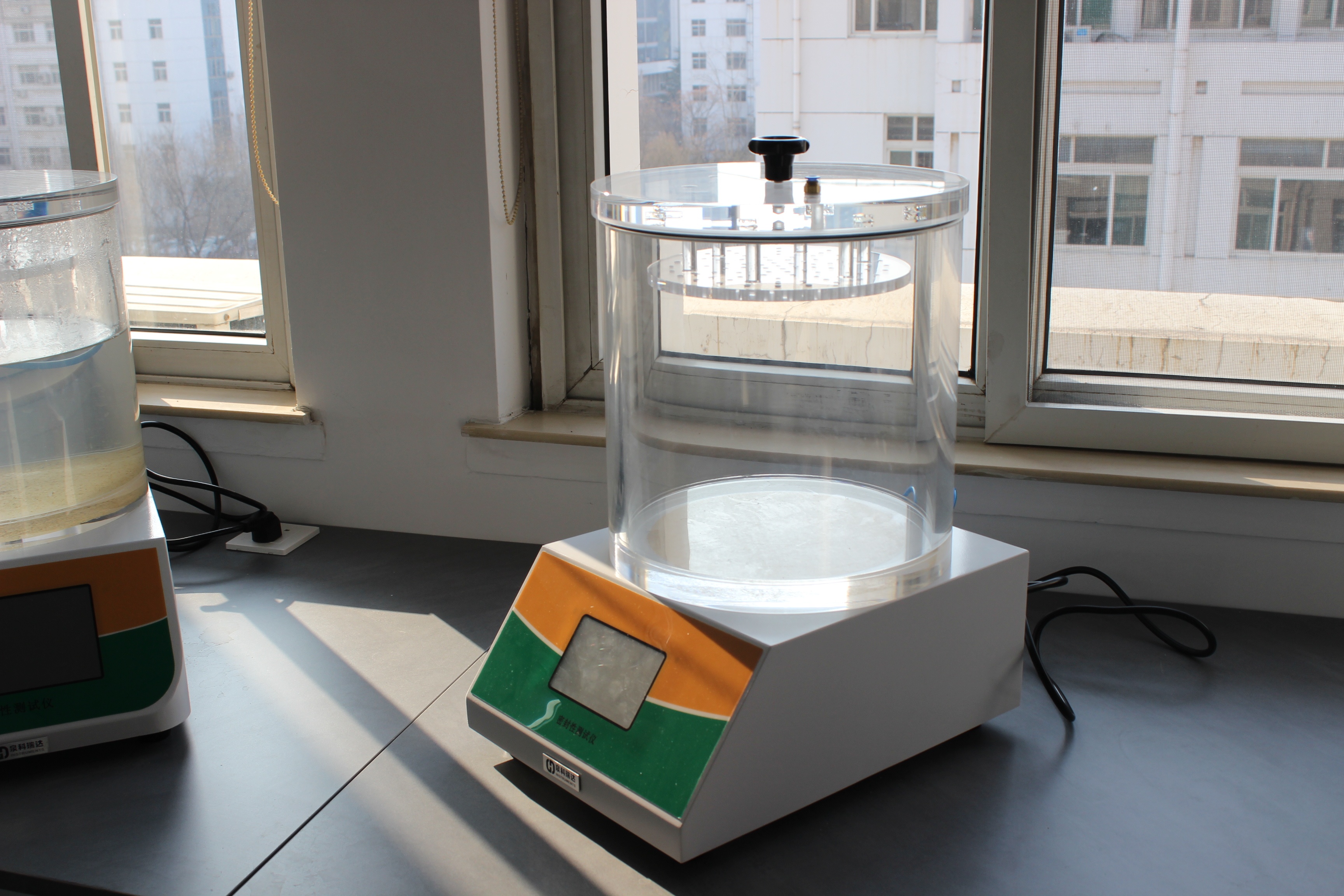
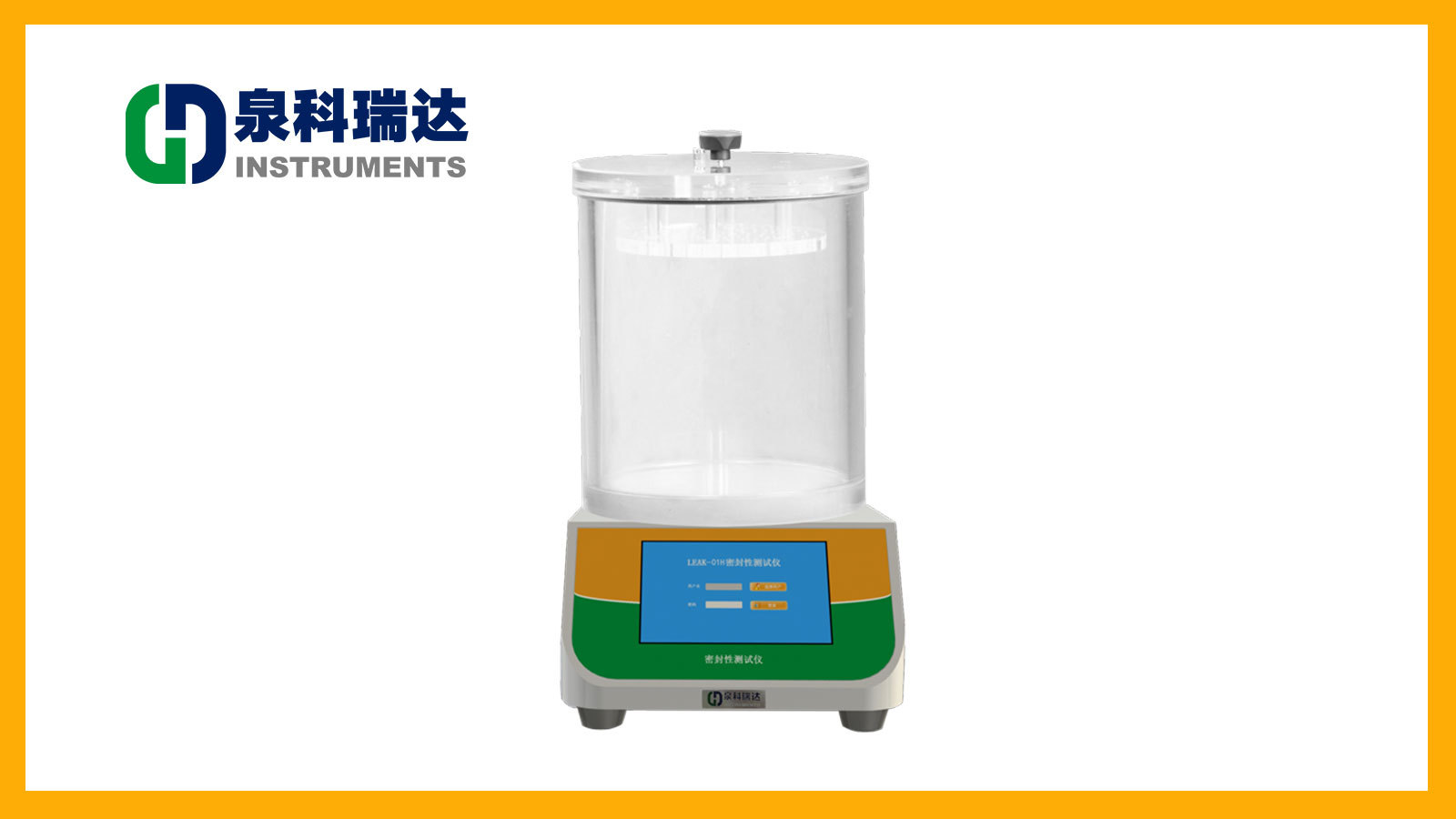
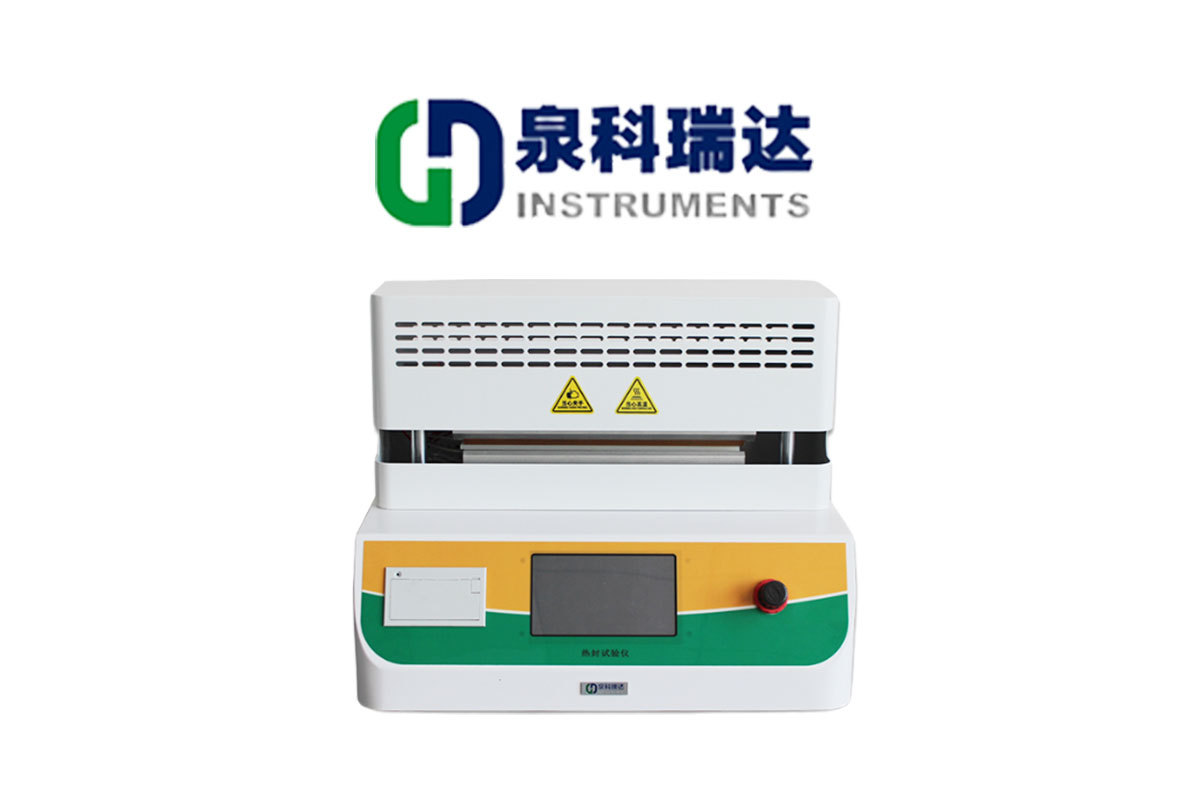
医用包装从研发到生产,不仅需要具有高质量包装原料,还要确保加工后的成品包装符合标准要求。医疗器械在使用前要经历包装、灭菌、存储、运输等一系列过程,因为患者都期望得到无菌、优质的医疗配件。医疗器械的包装作为产品无菌屏障系统,还面临着全球化配送挑战。如何保证医疗器械包装在运输途中不受损坏的情况下安全到达客户手里,良好的包装质量成为关键。包装材料的阻隔性渗透率测试方案常见的医疗器械包装材料有塑料、特卫强(Tyvek)、医用级纸、涂层、塑料膜等,不同的材料都因各自的特性被广泛应用于医疗行业中。由于接触后会存在相互迁移、渗透、腐蚀等情况影响稳定性,因此包装材料的质量控制及检测越来越受到研发、生产和检测机构的重视。因此选择合适阻隔性能的包装材料,在能够阻隔细菌的同时,也有利于环氧乙烷穿透包装进行灭菌和挥发解析。MOCON的透湿仪PERMATRAN-W 101K旨在有效,准确地测试透气材料上的水蒸气透过率(WVTR或MVTR)。该仪器可提供500至101,000 g/(m2 *天)的测试结果,同时符合专门针对该仪器方法编写的ASTM D6701标准。透湿仪PERMATRAN-W 101K采用改进的倒置水杯概念,消除了传统重量分析法存在的气隙问题,并在整个测试期间保持恒定的100%RH,从而提供了准确且可重复的结果。安全的灭菌方案环氧乙烷气体监测环氧乙烷是目前大多数医疗器械产品最常见的灭菌方式。技术人员将环氧乙烷的消毒气体填充到腔室中,这种气体会渗透到纸板或塑料包装中并对设备进行消毒,这个过程可能会重复几次。但是环氧乙烷残留对人体有害,职业安全与健康管理局 (OSHA) 专门概述了与环氧乙烷接触人员的允许接触限值,国家对此也有着严格的规定。MOCON Baseline 9100气相色谱仪可以测量低至十亿分之一以下的环氧乙烷残留,同时将其他气体的干扰降至最低。我们的气相色谱仪不断监测主室周围区域的环氧乙烷,确保设施和人工操作安全。由于我们仪器的低检测率已经超出了OSHA和EPA设定的标准,因此这是一个高于标准且兼顾人工安全的灭菌保护方案。灭菌后的质量保护包装完整性测试不论使用什么灭菌方法对产品进行灭菌,都需要进行灭菌后的包装完整性测试。我们提供各种泄漏和爆破测试的解决方案,以确保整个包装的密封完整性。Dansensor Lippke 5000采用包装内充气正压原理,适用于所有类型的软包装,半硬和硬质包装的泄漏和封口强度测试。医疗器械包装完整性测试 应用领域:爆破测试、泄漏测试(压力衰减)、蠕变测试(具有可选的“蠕变至失败”选项)、气泡测试、组合测试(连续在同一包装上)。 满足标准:ASTM F1140:爆裂和医用包装的蠕变ASTM F2054:爆破测试(带约束板)ASTM F2095:压力衰减泄漏测试ASTM F2096:气泡泄漏测试(带水箱)ISO 11607:最终灭菌医疗设备的包装21 CFR,第11部分:保护您的数据并确保所有记录的真实性和完整性Dansensor Lippke VC1400密封测试仪,可以测试泡罩包装,玻璃瓶和其他柔性,刚性和半刚性包装的微小泄漏。自动化进行亚甲基蓝染料测试和气泡测试(ASTM D3078),保证了最佳的测试结果重现性。MOCON一直处于传感器开发的前沿,我们为健康、安全的医疗应用设计了行业领先的仪器。凭借在气体检测和分析方面几十年的经验,您可以信赖我们的专业知识,从原材料的选择到最终产品销售,我们为医疗器械的包装质量和工人安全提供全面的阻隔性和包装完整性检测方案。
























 我要推广仪器
我要推广仪器
 下载APP
下载APP