推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转1566
留言咨询
400-860-5168转1566
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询






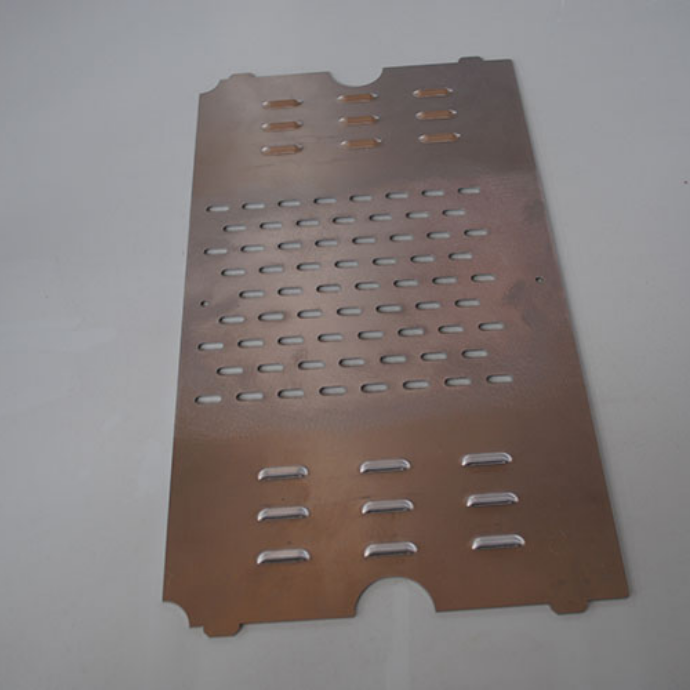
数控光机是什么意思?用来做什么的呢?
当今的中国工业发展中,对于各种各样的金属材料使用越来越需求广泛,对于切割质量,切割的精度都有很高的要求。今天我们就为大家讲讲数控切割机当今的发展现状。 1、数控切割机的发展。从几种通用数控切割机应用情况来看,数控火焰切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢板),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。 等离子切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的提升可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。 激光切割机具有切割速度快,精度和切割质量好等特点。激光切割技术一直是国家重点支持和推动应用的一项高新技术,特别是政府强调要振兴制造业,这就给激光切割技术应用带来发展机遇。在国家制定中长远期发展规划时,又将激光切割列为关键支撑技术,因为它涉及国家安全、国防建设、高新技术的产业化和科技前沿的发展,这就把激光切割提升到很高的重视程度,也必将给激光切割机的制造和升级带来很大的商机。 前几年,国内在销的激光切割机大部分为国外进口产品,国内产品所占份额甚小。随着用户对激光切割技术特点的逐步深入了解和示范性采用,带动了国内企业开发、生产激光切割机。 2、专用数控切割机的发展。数控管材切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门。数控坡口切割机是行内比较高端的产品之一,此类型设备的回转坡口切割功能可以满足焊接工艺中不同板材开不同角度坡口的要求。随着我国造船业的发展,船厂在国内率先引进和使用了数控等离子切割机。随着技术的发展,国内外船厂纷纷配备具有回转坡口切割功能的数控等离子切割机,以满足高技术、高附加值船的建造要求。 随着工业的切割生产需求,切割相关的一切都要求越来越高,只有能迎合我们的市场生存的切割设备才能长久的生存。
经济型数控机床的主要特点是价格便宜,功能针对性强。一般情况下,普通机床改装成简易数控机床后可以提高工效1~4倍,同时能降低废品率,提高产品质量,又可减轻工人劳动强度。改造费用通常一年左右就可以收回。一般用单板微计算机作为控制装置,用步进电机为执行机构,将普通机床改造成简易数控机床。经改造后的机床既保留了原机床的通用性,又增加了许多传统机床所没有的特点,如自动对刀、间隙补偿、自动调整进给速度、自动回原点等功能。这种机床尤其适用于杆轴类、盘类零件以及带有锥度、球面的中等复杂程度零件的频繁、轮番加工。 数控系统的工作过程如下: (1)输入大量的零件加工程序一般通过通信方式从外部计算机输人而来。数控系统一般有两种不同的输人工作方式:一种是边输人边加工(即通常所说的DNC方式),这种方式用于较长程序,也就是复杂零件的加工;另一种是一次将琴件加工程序全部输人数控系统内部的存储器,加工时再由存储器一段一段地读出进行零件加工。具体采用哪种方式,视数控系统存储器的存储量而定。 (2)译码输人的程序段含有零件的轮廓信息(起点、终点、直线、圆弧等)、要求的加工速度以及其他的辅助信息(换刀、主轴转速、进给速度、冷却液等)。系统计算机依靠译码程序来识别这些指令符号,译码程序将零件加工程序翻译成系统计算机内部能识别的语言。 (3)数据处理数据处理一般包括刀具半径补偿、速度计算以及辅助功能的处理。数控刀具半径补偿是根据刀具半径值把零件轮廓轨迹转化为刀具中心轨迹。速度计算是解决该加工程序段以什么样的速度运动的问题。另外还有辅助功能如换刀、冷却液等数据的处理。 (4)插补(即轴进给运动)在机床的实际加工中,被加工上件的轮廓形状千差万别。严格说来,为了满足几何尺寸精度的要求,刀具中心轨迹应该准确地依照工件的轮廓形状生成。对于简单的曲线,数控系统易于实现,但对于较复杂的形状,若直接生成刀具中心轨迹,势必会使计算方法变得很复杂,计算工作量也相应地大大增加。因此,在实际应用中,常常采用一小段直线或圆弧去逼近(或称为拟合)曲线,有些场合也叮以采用抛物线、椭圆、双曲线和其他高次曲线去逼近曲线。所谓插补,是在已知一条曲线的种类、起点、终点以及进给速度后,在起点和终点之间进行数据点的密化,从而用多段简单曲线来逼近复杂曲线。数控系统经过插补运算后向伺服系统发出指令,从而实现各坐标轴的进给运动,完成零件的加上。脉搏制造网-外协加工-机械加工-数控加工-专注加工制造业B2B平台








 我要推广仪器
我要推广仪器
 下载APP
下载APP