推荐厂家
暂无
暂无
 400-801-8116
400-801-8116
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转2577
留言咨询
400-860-5168转2577
留言咨询
 400-860-5168转2577
留言咨询
400-860-5168转2577
留言咨询
 400-860-5168转6121
留言咨询
400-860-5168转6121
留言咨询






[b]饲料水分仪在水产饲料中的控制及应用[/b] 颗粒饲料的水分含量是一项非常重要的质量指标,它直接影响到颗粒饲料的品质和饲料企业的经济效益,对其进行有效控制是保证饲料产品质量安全的关键技术之一。水分含量超过规定的标准,颗粒饲料容易发霉变质,不利于保存,还会使营养成分的含量相对减少;但如果产品水分含量过低,对企业又造成了不必要的损失,而且高低不均的水分含量,还造成产品质量的不稳定,影响到产品的品牌声誉。在饲料加工过程中,适宜的水分含量有利于制粒,降低能耗、提高生产。因此,在配合饲料的生产过程中,要使生产更顺利地进行,能耗更低,颗粒更光洁均匀,最终产品又符合规定的水分含量标准,就必须进行生产全过程的水分控制。大部分客户目前都在使用深圳冠亚生产制造的[b]SFY系列快速水分测定仪[/b],仪器方便快捷,测量准确高,是一款理想的水分检测设备。水分控制,就是在生产的整个过程中根据不同的情况综合控制各种因素,使产品的最终水分含量达到生产者的预期目标。影响饲料产品最终水分含量的主要因素有:饲料原料本身的水分含量、粉碎阶段的水分变化、混合阶段的液体添加量、蒸汽的水分含量、调质水平、压模的模孔大小及其厚度、冷却器的风量及风干时间、包装质量管理、不同气候环境因素的影响等。[img=饲料水分检测仪,690,312]http://ng1.17img.cn/bbsfiles/images/2017/09/201709011422_01_2233_3.jpg[/img][b] 一、饲料原料的水分控制[/b] 1、原料接收过程中的水分控制关键在于准确检测原料样品中的水分含量 抽样必需代表整批原料的综合情况,按取样标准抽取样品,防止漏抽,同时在抽样过程中感观检测原料水分的高低。原料水分检测过程中要保证准确,为减小误差,可以作两到三个平行样品的检测,求取平均值作为检测值。 2、做好易吸水的原料(米糠、麦麸等)的管理和存贮 易吸水的原料一次性进货无需太多,同时避免靠墙堆码,注意仓库管理,防潮,潮湿天气防止湿气入仓。应根据正常生产条件下的原料用量进料,原料出库遵循“先进先出”原则,尽量缩短原料的库存期。经检测,入库水分为10%以上的棉菜粕,库存六个月后,水分损失约为1%。[img=颗粒饲料水分检测仪,400,500]http://ng1.17img.cn/bbsfiles/images/2017/09/201709011423_01_2233_3.jpg[/img] [b] 二、粉碎阶段中的水分控制[/b] 粉碎工艺是饲料产品加工过程的关键环节,水分在粉碎过程中的损失不容忽视。通过对不同孔径的粉碎机筛片,粉碎前后物料水分含量进行对比检测分析发现,随着物料粉碎粒度的减小,水分损耗明显增加。同样对不同梯度水分含量的物料,作粉碎前后物料水分含量对比检测分析发现,随着物料水分含量的增加,粉碎后粉料的水分损耗增加,水分的最大损耗接近1%,粉碎效率显着降低,能耗明显增加。虾料超微粉碎后,粒度98%能过80目。鱼料目前使用较多的是水滴型的锤片粉碎机,筛网的粒径在1.0~1.5毫米。对配有负压吸风并有风门调节装置的粉碎机,可调节风量的大小。对粉碎前后物料水分损耗作对比检测发现,风量的大小对生产效率影响较显着,而水分损耗没有显着影响,但随着风量的增加,水分损耗仍有增加的趋势。玉米粉碎后用机械运输水分损耗为0.22%,用气力运输损耗为0.95%。虾料大多用的是无网的超微粉碎,是使用吸风的气力运输,鱼料大多是粉碎后使用绞龙做机械运输。 [b] 三、混合过程中的水分控制[/b] 当混合后粉料的水分含量远低于12.5%时,可考虑在混合时喷加雾化水。但目前这方面存在很多问题:不能超过2%;保水性能差,添加2%的水仅有40~50%的保水率;最好是使用热水,防霉;要考虑混合时间和水分添加时间(一起喷完)的一致;为保证均匀,调整喷头的位置和喷水口大小;需要加防霉剂;要注意清理混合机的内壁。诸多因素限制了在混合机加水,而且加的游离水会使成品料的潜在发霉机会增加。[img=饲料水分检测仪,690,412]http://ng1.17img.cn/bbsfiles/images/2017/09/201709011423_02_2233_3.png[/img] [b]SFY系列快速水分测定仪[/b]是针对粮食(饲料)深加工过程中水分检测而研发的一款第五代高性能全自动水分检测设备,该水分仪采用国际烘箱原理。按照国家标准取样X克,均匀的放置称量盘上,其环状的卤素加热器确保样品在测试过程中均匀受热,使样品表面不易受损,按测试键,仪器开始测量。水分仪持续测量并即时显示样品丢失的水分含量%,干燥程序完成后,最终测定的水分含量值被锁定显示。快速水分测定仪与国际烘箱加热法相比,其检测结果与国标玉米中水分的测定GB/T 1353-2009(105℃恒重法)检测结果具有良好的一致性,并有可替代性,且检测效率远远高于烘箱法(105℃恒重法)。一般样品只需几分钟即可完成测定。适用范围:花生,小麦,玉米,谷物,水稻,高粱,大豆,芝麻,绿豆等.
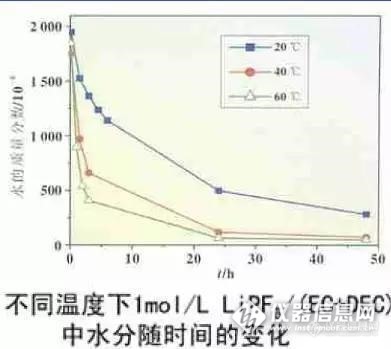
电池中的水分来源哪里? 对于电池中的水分,它的来源就主要来之于材料,当然也涉及环境。 正极片:正极片如果使用的是纳米材料,这种纳米材料具有很强的吸水性,很容易周围的空气中吸收水分。 负极片:负极片比正极片来说,吸水性相对低一点,当然,在没有控制湿度的环境下,其从环境空气中吸水数量也是相当乐观的。 隔膜纸:隔膜纸也是一种多孔性的塑料薄膜,其吸水性也是很大的。 电解液:电解液是一种非常怕水的物质,它也是非常容易吸水,他它会和水进行反应,直至所有的电解液物质反映完成,也就是说,它喝水的能力是永无止境,直到自己死掉。 其他金属零件:虽然金属零件本身对水分的吸收有限,但是,金属零件对水分却很怕,因为水分的存在会使其生锈或者腐蚀。 材料中的水分含量是电池中水分的主要来源,当然,环境湿度越大,电池材料越容易吸收水分。(来源:仪器信息网)http://ng1.17img.cn/bbsfiles/images/2017/02/201702271001_01_2233_3.jpg水分对锂离子电池影响巨大 如果水分过高,电解液和水分反应,生成微量有害气体,对注液房环境有不良影响;这也会影响电解液本身的质量,使得电池性能不良,还会使电池柳钉生锈。 水分和电解液中的一种成分反应,生成有害气体,当水分足够多时电池内部的压力就变大,从而引起电池受力变形。如果是手机电池,就表现为鼓壳;当内部压力在高的时候,电池就有危险了,爆裂使得电解液喷溅,电池碎片也很容易伤人。 电池内部水分过高;损耗了电解液的有效成分,也损耗了锂离子,使得锂离子在电池负极片发生不可逆转的化学反应。消耗了锂离子,电池的能量就减少了。 用26650电池给电钻供电,充满电后本来可以使用1小时,因为电池内部有水分,就只能使用50分钟了。 当电池内部的水分多的时候,电池内部的电解液和水反应,其产物将是气体和氢氟酸(氢氟酸是一种腐蚀性很强的酸,它可以使电池内部的金属零件腐蚀,进而使电池最终漏液。如果电池漏液,电池的性能将急速下降,而且电解液还会对使用者的机器进行腐蚀,终而引起更加危险的失效。如何检测电池材料中的含水率 对于电池材料含水率的检测,行业内一般使用SFY-20A快速水分检测仪来精确测定材料的水分含量。A、SFY-20A快速水分检测仪技术指标 1、称重范围:0-90g 可调试测试空间为3cm 2、水分测定范围:0.01-100% 3、样品质量:0.100-90g 4、加热温度范围:起始-205℃ 加热方式:可变混合式加热 微调自动补偿温度最高15℃ 5、水分含量可读性:0.01% 6、显示参数:7种 红色数码管独立显示模式 7、外型尺寸:380×205×325(mm) 8、电源:220V±10% 9、频率:50Hz±1Hz 10、净重:3.7Kghttp://ng1.17img.cn/bbsfiles/images/2017/02/201702270957_01_2233_3.jpgB、SFY-20A快速水分检测仪使用注意事项1.在测定水分过程中,一定要避免震动,加热筒下端缺口不能迎风摆放。2.测定样品在称量盘中堆积一定要平整,堆积面积尽量布满称盘底面,堆积厚度应尽量薄,利于水分完全蒸发。3.在测定水分过程中,不能用手去摸加热筒,严禁敲击或直接振动工作台面。4.由于该仪器称重系统为精密设备,尤其传力部分特别怕重压,冲击,因而在每次取,放称量盘时尽量用托架,若用手进行取,放称量盘应轻取,轻放。5.测定完成后,马上取下称量盘必须用托架,以免烫手.托架在放入仪器中不应碰到称重支架与称量盘。6.测定后须待称量盘完全冷却后,再放入下一个试样。C、SFY-20A快速水分检测仪工作原理 采用干燥失重法原理,通过加热系统快速加热样品,使样品的水分能够在最短时间之内完全蒸发,从而能在很短的时间内检测出样品的含水率。检测一般样品通常只需3分钟左右。冠亚水分仪采用的原理与国家标准烘箱法相同,检测结果具有可替代性,仪器采用一键式操作,不仅操作简单而且也避免了人为因素对测量结果产生的误差。
我有含又铜、锌、铁、锡、铅的金属原材料,其实、其中铜和锌的总含量在93.8%-98%,其他金属的含量为剩余数值,由于我对检测结果的精度要求不高,但是所有的检测都是要定量检测,检测结果要在数量级上达到小数点后2位到3位。是否能推荐一种性价比较高的检测仪器能够快速的对结果作出分析。谢谢。祝:学术研究取得成就。









 我要推广仪器
我要推广仪器
 下载APP
下载APP


