推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转1887
留言咨询
400-860-5168转1887
留言咨询
 400-860-5168转1887
留言咨询
400-860-5168转1887
留言咨询
 400-860-5168转6203
留言咨询
400-860-5168转6203
留言咨询




[size=3][size=2]测试橡胶拉伸性能的拉力机应具备一下几点条件:[/size][/size][size=3][size=2]一.测试橡胶需要大行程[/size][/size] [size=3][size=2]由于橡胶在拉伸时变形量很大,尤其是乳胶制品,伸长率有可能高达1000%以上。所以在橡胶试样断裂之前,必须保证夹持器有足够的行程。[/size][/size] [size=3][size=2]二.高精度及高频率的数据采集[/size][/size] [size=3][size=2]拉伸橡胶不需要很大的力,拉力测量范围不需要很大,所以需要力值的精度较高。一般要求[b]试验机[/b]能够求取小数点后两位以上精度的力值。此外由于检测橡胶拉伸性能需要拉伸过程中的数个拉力值,而拉伸试验又不可重复,所以即时准确记录每个试验段的拉力力值对于试验成败起着非常重要的作用。[/size][/size][size=3][size=2]三.准确的标距测量和记录装置。[/size][/size] [size=3][size=2]试样标距的测量是计算橡胶伸长率的重要数据,所以橡胶拉伸试验中拉力试验机必须准确地测量试样的应变量,并即时地记录下来。[/size][/size][size=3][size=2]四.可以准确描述应力-应变曲线的装置。 [/size][/size] [size=3][size=2]拉伸试样中的拉力值和标距之间有着密切的联系,例如:试样的定伸应力需要测量试样拉伸到给定伸长率的力值,而定应力则需要测量试样拉伸到给定应力的标距。试验完成后,准确的应力-应变曲线可以再现试验过程,并清晰的反映每个试验段的数值,便于计算试验要求的项目。[/size][/size]
拉力机大变形怎么测试材料(橡胶/塑料/薄膜)的伸长率和延伸率?http://www.shfarui.com/zyzmxyhuayuweb2011/UploadFile/2016728112858661.jpg http://www.shfarui.com/newsnr.asp?id=440拉力机拉力试验机可以测试拉伸强度和伸长率和延伸率,是通过大变形装置或机台行程来测量的。不管是测什么材料的伸长率都可以用以下方法来实现,下面发瑞仪器就讲一下有关测量塑料的伸长率和延伸率方法。 第一种用拉力机大变形测试:用夹具夹夹住试样。再通过大变形测量装置测量两点之间的绝对伸长率及断裂延伸率。 1、如果是参照国标GBTGBT 1040.2-2006 塑料 拉伸性能的测定 测试塑料 时,试样应制成哑铃型,具体尺寸及厚度等GB.T 17037.3-2003塑料 热塑性塑料材料注塑试样的制备上有详细描述,在此略去。 2、在做此类哑铃试片伸长率时方法比较简单,使用设备上的大变形引伸计即可。只要拥有大变形引伸计的拉力机都可以做这类试验。像我公司发瑞仪器的FR-103C拉力试验机带大变形就完全可以满足。 第二种用拉力机夹具夹夹住试样,以上下夹具之间的距离为标距测量伸长率及断裂延伸率。 1、如果是参照ISO 1184标准试验时,试样应制成长方条形。在做长方条形试样拉伸时,测试伸长率的方法应该用机台行程位移法,即上下夹具之间的距离为标距。 2、机台行程位移法对设备的要求较高,一般开环控制的机器不能很好的完成试验。可用FR-103C电脑伺服拉力试验机采用伺服电机控制,可以精准测量机台行程位移。长方条形试样的制取标准参照各个国家的标准。 这种方法没有 第一种用大变形装置测两点延伸准确。大家都知道,夹具夹试样的时会有一定的延伸,会产生误差。
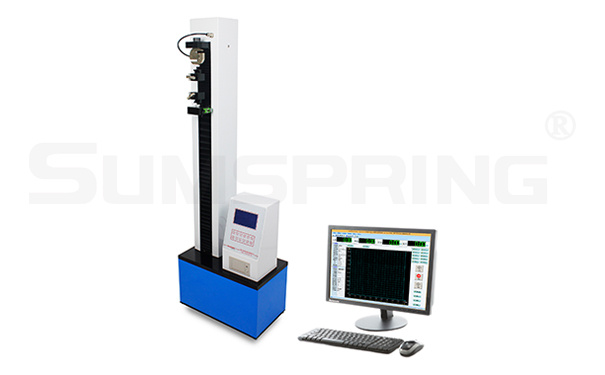
拉力机也称拉力试验机,是用来对金属材料和非金属材料进行拉伸、压缩、弯曲、剪切、剥离等力学性能试验用的机械加力的试验机。结构原理是采用机电一体化设计 ,主要由测力传感器、变送器、微处理器、负荷驱动机构、计算机及彩色喷墨打印机构成。主要适用于橡胶、异型材,管材、塑料薄膜、塑料板材、电线电缆等材料的各种物理机械性能测试。拉力机夹具作为仪器的重要组成部分,不同的材料需要不同的夹具,也是试验能否顺利进行及试验结果准确度高低的一个重要因素。 拉伸试验一般是将材料试样两端分别夹在两个间隔一定距离的夹具上,两夹具以一定的速度分离并拉伸试样,测定试样上的应力变化,直到试样破坏为止。拉力机拉伸试验是研究材料力学强度最广泛使用的方法之一,需要使用恒速运动的。按载荷测定方式的不同,早期大体可以分为摆锤式拉力试验机和电子拉力试验机两类。拉力机的校正方法 一、拉力机的力量值校正: 进入计算机程序后于打开校正界面,按测试开始,取一标准重量砝码轻挂于上夹具连接座,记录计算机显示力量值,并计算与标准重量砝码之差,误差应不超出±1%二、拉力机的速度校正:1、首先记录机台横担之初始位置,在控制面板上选择速度值(使用标准直钢尺量测横担行程).2、起动机台的同时电子秒表开始计时一分钟,秒表到达时间的同时按下机台停止键, 根据秒表的时间,记录横担行程值即为每分钟之速率(mm/min),观察横担行程值与直钢尺之差,并计算横担行程误差值,应不超出±1%.










 我要推广仪器
我要推广仪器
 下载APP
下载APP