推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询
 400-860-5168转6117
留言咨询
400-860-5168转6117
留言咨询



激光干涉仪是以激光波长为已知长度,利用迈克耳逊干涉系统测量位移的通用长度测量,具有高强度、高度方向性、空间同调性、窄带宽和高度单色性等优点。测量长度的激光干涉仪,主要是以迈克尔逊干涉仪为主,并以稳频氦氖激光为光源,构成一个具有干涉作用的测量系统。 激光干涉仪采用一个双光束激光头和一个双通道的处理器,采用飞行采样方式,在测量过程中无须停机采样检测,节约了测量时间和编程时间;利用RENISHAW动态特性测量与评估软件,可进行机床振动测试与分析,滚珠丝杠的动态特性分析,伺服驱动系统的响应特性分析。激光干涉仪的激光头和靶标反射镜二件之间只要发生相对位移就能进行测量,测量系统中无须分光镜、所以对光极其方便。 激光干涉仪可配合各种折射镜、反射镜等来作线性位置、速度、角度、真平度、真直度、平行度和垂直度等测量工作,并可作为精密工具机或测量仪器的校正工作。激光干涉仪可用来精确测量和校准机床、三座标测量机和X-Y平台的机械精度,也测量轴的定位精度、重复定位精度及反向间隙,测量轴的角偏、直线度,测量平台的平面度。
机床是制造业的母机,数控机床是机床产品的先进技术体现,特别是高档数控技术是装备制造业现代化的核心技术,是国家工业发展水平、综合国力的直接体现,此次展会汇集了当今世界机床发展和先进制造技术的最新成果,全面展示了我国数控机床产业近几年来高速发展的最新产品和技术。作为数控技术的重要环节——测量设备,在这次展会上展出了一批新技术、新产品,体现了当今测试计量技术发展动向和特点。 测量精度高 随着现代科技向高精度方向发展,机床作为装备工业的基础发展更应超前,而测量设备更由传统的微米、亚微米精度向着纳米量级精度方向发展。随着超精密加工技术的需要,数控精度愈来愈高,对测量设备的精度要求更高,这次展会展示了一批纳米量级的测量设备,除各种激光干涉仪外,光栅测量技术也达到纳米量级。如海德汉的LIP382超高精度直线光栅尺,其测量步距可以达到1nm。基于测量技术的发展,纳米量级的机床成为现实,如上海机床厂展出的纳米级精密微型数控磨床成为展会的一个亮点。测量速度高 现代制造业进行的是大规模、大批量、专业化生产,需要多参数、实时在线测量,故要求测试仪器的测量速度高、设备轻便、操作界面直观。如激光干涉测量技术作为精密测量的一种重要方法,各种激光干涉测量系统向着轻巧、便携、高测速的方向发展。雷尼绍XL-80干涉仪款型小巧,可提供4m/s最大的测量速度和50kHz记录速率,可实现1nm的分辨率;激光跟踪仪可实现快速数据采集与处理,有利于测量精度的提高。各种影像测量设备利用触摸屏可以方便直观地实现特征尺寸的测量。三维测量多样化 三维测量技术向着高精度、轻型化、现场化的方向发展。传统基于直角坐标的三坐标测量机经过50年的发展,其技术愈加成熟,测量更加快捷,功能更加强大。这次参展的国内外数十家坐标测量机生产厂商,各具特色,特别是国内很多厂家推出实用廉价的各种三坐标测量机,说明三坐标测量技术在我国已经走向全面实用化、特色化发展的道路。除直角坐标测量系统外,极坐标测量仪器体现出自身独特的优势,如FARO、ROMER等厂家生产的激光跟踪仪对大尺寸结构的装备现场具有方便灵活的特点。对于小尺寸测量,FARO、ROMER等生产的关节臂测量机因其低廉的成本、较高的精度、现场方便的操作等优势,在汽车等行业展现出广阔的应用前景。测量智能化 测量设备借助于计算机技术向着智能化、虚拟化的方向进一步发展。测量仪器的虚拟化、接口的标准化以及测量软件的模块化,加速了测量技术的发展,使测量仪器的应用更加方便、直观、智能。根据测量需求以及测量对象的不同,可基于同一软件平台使用不同的仪器协同工作,采用不同的测量软件模块,实现了广普测量仪器的网络化、协同化,提高了测量的自动化水平。在这次展会上,国内一些独立的测量软件公司进行了参展,对于测量设备的智能化、网络化具有推动作用。 这次展会展示了当今工业测量设备的新技术、新产品。但也同时看到,我国在测量仪器制造特别是高精度仪器制造方面缺乏自主创新的成果,一些高精度测量仪器在国内还没有相关单位能够生产。通过这次展会,对推动我国几何量测量设备的发展具有实际意义。

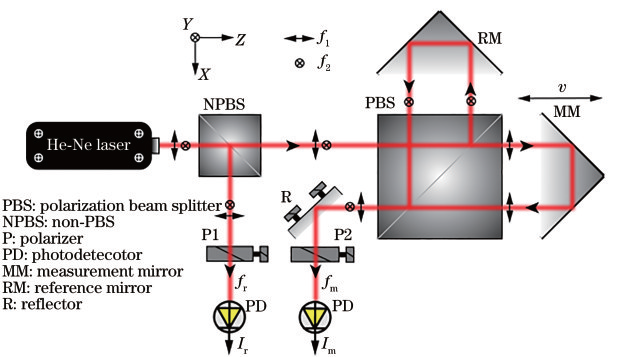
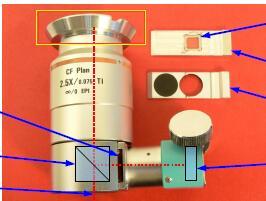
激光干涉仪具有测量精度高、测量范围大、测量速度快、最高测速下分辨率高等优点,结合不同的光学镜组,可实现线性测长、角度、直线度、垂直度、平行度、平面度等几何参量的高精度测量。在SJ6000激光干涉仪动态测量软件配合下,可实现线性位移、角度和直线度的动态测量与性能检测,以及进行位移、速度、加速度、振幅与频率的动态分析,如振动分析、丝杆导轨的动态特性分析、驱动系统的响应特性分析等。[align=center][img=,578,450]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201754505855_5264_3712_3.jpg!w578x450.jpg[/img][/align] 激光干涉仪最典型的应用就是测量机床精度,本文讲解如何使用激光干涉仪测量五轴机床平移轴直线度误差。 对于平移轴而言,每根轴均有两个直线度误差,因此三根轴有六个直线度误差,均可采用激光干涉仪分别测得。 原理:带有圆孔的是直线度干涉镜,其与待测轴相连一同运动;长条镜是直线度反射镜静止安装,其是对称结构,上下左右均对称。当一束激光从源头发出射入干涉镜,干涉镜将光束分成两束,形成一个很小的角度分别去往反射镜,由于反射镜上下对称,因此两束光被反射后又回到干涉镜,汇合成一股光束,去往激光头的探测器。当运动轴产生直线度误差时,会使得干涉镜相对于反射镜在水平横向方向发生相对运动,而反射镜是左右对称的(左右的镜片不在同一平面,有一定的角度),因此会使得两束分开的光束光程具有差别,根据此差别,即可测得运动轴产生的直线度误差。[align=center][img=,678,333]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201755021895_7221_3712_3.jpg!w678x333.jpg[/img][/align][align=center]▲ 直线度测量的光路原理构建图[/align][align=center][img=,678,367]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201755111914_6482_3712_3.jpg!w678x367.jpg[/img][/align][align=center]▲ 运动轴的横向直线度测量示意图[/align][align=center][img=,678,367]https://ng1.17img.cn/bbsfiles/images/2019/11/201911201755345695_9383_3712_3.jpg!w678x367.jpg[/img][/align][align=center]▲ 运动轴的纵向直线度测量示意图[/align] 根据直线度误差测量原理可知,测量过程中不可避免的会引入斜率误差。该误差是由于测量直线度反射镜的光学轴线最初与待测轴不平行,为调整平行而引起的。如图 所示,A 为干涉镜和反射镜的距离,B 为激光头到干涉镜的距离(其中干涉镜是固定在运动轴上的)。在一开始,反射镜的光学轴线处于旋转前的位置,而由于机床运动轴与其之间存在的夹角θ,[img]http://www.chotest.com/Upload/2019/10/201910173125514.jpg[/img][align=center][img]http://www.chotest.com/Upload/2019/10/201910177031118.png[/img][/align] 因为斜率误差是稳定误差,因此可以采取上述的公式将其从直线度测量结果中分离出来,亦可以采用两端法拟合或者最小二乘法拟合将其分离出去。 两端法拟合:即是将所有采集来的数据第一点和最后一点相连决定一直线,再将所有采集来的数据去除掉拟合的直线信息,由此得出的残值即为直线度误差。[align=center][img]http://www.chotest.com/Upload/2019/10/201910170000002.png[/img][/align]最小二乘法拟合:将采集回来的所有数据通过最小化误差的平方和方式来寻找数据的最佳函数匹配,而后将采集值与匹配函数对应值相比较,剩余的残值即为直线度误差。[align=center][img]http://www.chotest.com/Upload/2019/10/201910171562522.png[/img][/align]附:SJ6000激光干涉仪直线度测量精度。[table][tr][td][align=center]轴向量程[/align][/td][td][align=center]测量范围[/align][/td][td][align=center]测量精度[/align][/td][td][align=center]分辨力[/align][/td][/tr][tr][td][align=center]短距离[/align][/td][td][align=center](0.1~4.0)m[/align][/td][td][align=center]±3mm[/align][/td][td][align=center]±(0.5+0.25%R+0.15M[size=12px]2[/size]) μm[/align][/td][td][align=center]0.01μm[/align][/td][/tr][tr][td][align=center]长距离[/align][/td][td][align=center](1.0~20.0)m[/align][/td][td][align=center]±3mm[/align][/td][td][align=center]±(5.0+2.5%R+0.015M[size=12px]2[/size]) μm[/align][/td][td][align=center]0.1μm[/align][/td][/tr][tr][td=5,1]注:R为显示值,单位:μm;M为测量距离,单位:m[/td][/tr][/table]









 我要推广仪器
我要推广仪器
 下载APP
下载APP