
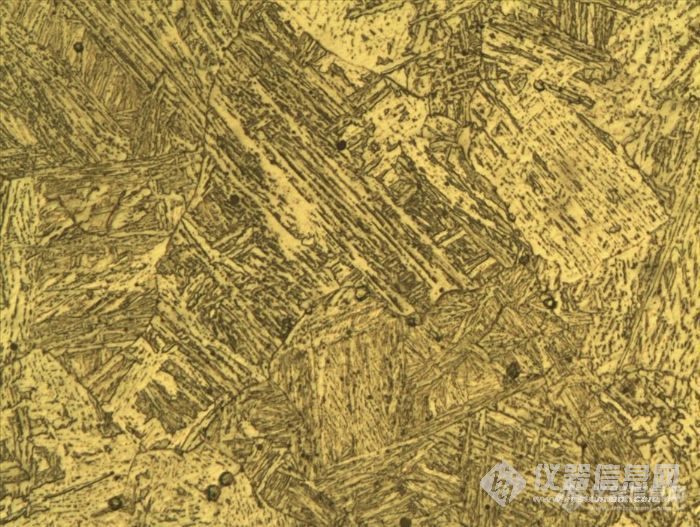
焊缝是压力容器钢锻件采用埋弧焊工艺得到,下图为焊缝的打底焊焊缝组织,已热处理。我能区别出来的只有上贝氏体,与焊缝中的组织。主要想知道的是HAZ中的组织。不甚感激http://ng1.17img.cn/bbsfiles/images/2013/06/201306241040_447258_2746239_3.jpg
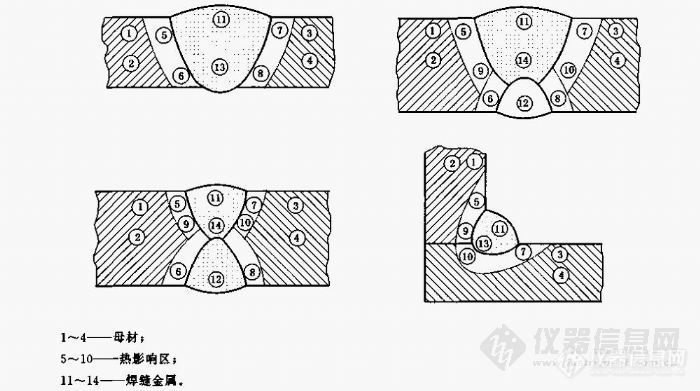
[color=#DC143C][size=4]目的:[/size][/color]观察焊缝宏观组织,观察焊缝,热影响区及母材金属的显微组织; 了解焊缝金相检验方法。一般把焊缝组织划分宏观组织和微观组织,因此焊缝接头的金相检验一般也分为宏观分析和显微分析两种。焊接接头的宏观组织可分为三个部分:(1)中心焊缝区;(2)靠近焊缝的热影响区(3)母材金属。(一)焊缝区的重复显微组织 在显微镜下观察,焊缝凝固后的组织主要特征之一是形成柱状晶。其生长有明显的方向性,与散热最快的方向一致,即垂直于熔合线向焊缝中心发展。对于常用的焊接结构钢(低碳钢)从液态向固态的一次结晶形成柱状晶奥氏体,然后进一步冷至室温还要经历二次结晶过程,呈柱状晶的奥氏体在冷却过程中分解为铁素体和珠光体。由于含碳较低,由先共析体素体沿奥氏体晶界析出,把原奥氏体的柱状晶轮廓勾画出来,也称为柱状铁素体。柱状铁素体十分粗大,其间隙中为少量珠光体,往往成魏氏组织形态。若为多层焊接,焊缝二次结晶组织变为细小铁素体加少量珠光体。这是由于后一层焊缝相对前一层焊缝进行加热,使其发生相变再结晶,从而柱状晶消失,形成细小的等轴晶。合金钢二次结晶的组织,则受到合金元素和焊接条件的影响而会出现不同的组织一般焊缝中合金元素较多,淬透性较好或冷却速度加快时出现贝氏体-马氏体组织。焊接接头的显微组织
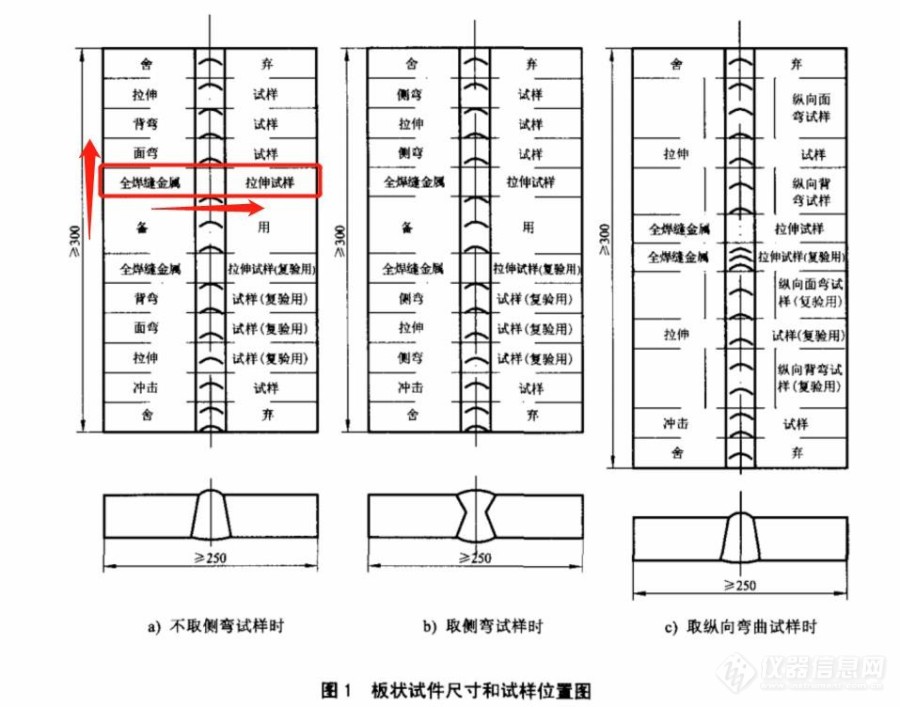
[size=24px]请教:NB/T 47016中适应于锅炉的全焊缝金属拉伸,取样方向是沿焊缝纵向取样还是横向取样?直径的尺寸怎样选取?[/size]
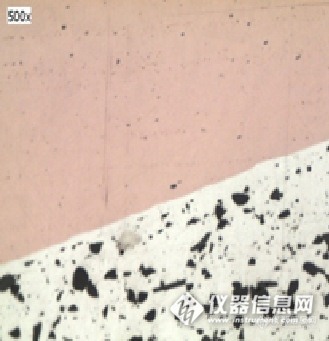
Q460D,板厚120mm多道次焊,在焊缝中有如图组织,不知是马氏体还是魏氏组织,打显微硬度为260HV0.5,别的焊缝处也是250左右。100Xhttp://ng1.17img.cn/bbsfiles/images/2011/12/201112191526_339425_2023037_3.jpg500Xhttp://ng1.17img.cn/bbsfiles/images/2011/12/201112191527_339426_2023037_3.jpg
跪求:2004年度天津大学硕士论文论文题目:油气管道环焊缝防腐涂装技术研究作者:刘雅军
试样应从试件的焊缝及熔敷金属上纵向截取:http://ng1.17img.cn/bbsfiles/images/2011/06/201106211103_300710_1622447_3.jpg试样的平行长度全部由焊缝组成http://ng1.17img.cn/bbsfiles/images/2011/06/201106211105_300711_1622447_3.jpg
[img]http://ng1.17img.cn/bbsfiles/images/2009/12/200912032029_187813_1622447_3.jpg[/img]以上是一些焊缝图,[em09510]大家都能猜到是干嘛吧

[color=#3e3e3e]对于很多管状产品,产品在生产过程中需要将原材料加工、焊接、拼接以形成管状,工艺上对焊缝、拼接缝的处理至关重要,因此,对产品焊缝、拼接缝规格的检测就必不可少,而这种检测靠人工是无法高效精准完成的。[/color][color=#3e3e3e]通过机器视觉检测管状端面特征,可以精确分析端面焊缝大小情况,进而对产品进行分拣处理:[/color][color=#3e3e3e][img=,645,488]http://ng1.17img.cn/bbsfiles/images/2018/03/201803301825452583_1508_3199866_3.jpg!w645x488.jpg[/img][img=,645,488]http://ng1.17img.cn/bbsfiles/images/2018/03/201803301825441703_4165_3199866_3.jpg!w645x488.jpg[/img][img=,690,363]http://ng1.17img.cn/bbsfiles/images/2018/03/201803301825447483_348_3199866_3.jpg!w690x363.jpg[/img][img=,690,362]http://ng1.17img.cn/bbsfiles/images/2018/03/201803301825455453_5114_3199866_3.jpg!w690x362.jpg[/img][/color][color=#3e3e3e][/color][color=#3e3e3e]系统结构:[/color][color=#3e3e3e][img=,585,574]http://ng1.17img.cn/bbsfiles/images/2018/03/201803301826476143_9848_3199866_3.png!w585x574.jpg[/img][/color][color=#3e3e3e][/color][color=#3e3e3e]设备介绍及案例视频请关注:[/color][color=#3e3e3e][img=,430,430]http://ng1.17img.cn/bbsfiles/images/2018/03/201803301827231643_710_3199866_3.jpg!w430x430.jpg[/img][/color]

[img]http://ng1.17img.cn/bbsfiles/images/2007/01/200701131817_38909_1854957_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2007/01/200701131817_38910_1854957_3.jpg[/img]如题,在观察沿焊缝开裂的断口时,发现的空洞,不知道是气孔还是其它什么缺陷,请高手指教!!!
焊接焊缝的抗拉强度怎么做?
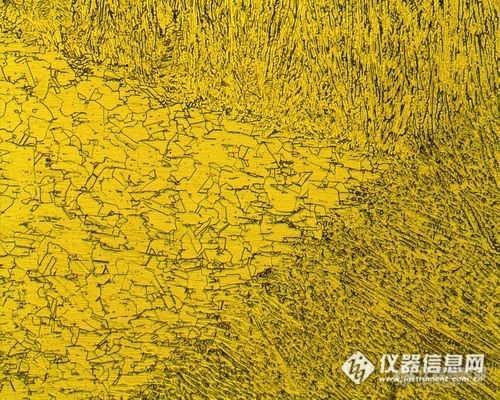
不锈钢材料焊接的显微组织在论坛体现的很少,这次正好手头有个不锈钢S31603材料的焊接试验项目,顺便做了个金相,来此给各位分享下。母材材质:S31603(相当于00Cr17Ni14Mo2),焊材:E316L焊接形式:双面手工埋弧焊。试验浸蚀方法:王水乙醇溶液浸蚀。显微镜放大倍数:200~500X显微镜型号:Nikon MA-100http://ng1.17img.cn/bbsfiles/images/2014/09/201409191014_514511_1622447_3.jpg图1为焊接接头的宏观组织。http://ng1.17img.cn/bbsfiles/images/2014/09/201409191023_514523_1622447_3.jpg图2为母材组织形貌,奥氏体组织,部分晶粒呈孪晶分布http://ng1.17img.cn/bbsfiles/images/2014/09/201409191032_514526_1622447_3.jpg图3为焊缝区组织形貌奥氏体和呈树枝状的铁素体http://ng1.17img.cn/bbsfiles/images/2014/09/201409191036_514527_1622447_3.jpg图4放大至500X的焊缝区组织形貌,奥氏体+树枝状铁素体http://ng1.17img.cn/bbsfiles/images/2014/09/201409191044_514530_1622447_3.jpg图5焊缝与母材交界处的形貌http://ng1.17img.cn/bbsfiles/images/2014/09/201409191048_514532_1622447_3.jpg图6依然是焊缝熔合线处的组织形貌,左侧为奥氏体区,右侧上下为奥氏体+铁素体
说说焊缝里面的扩散氢分析方法有哪些~哪里可以做此类的检测机构和实验~
希望有人帮助我找一下因为现在我急需用所以大家帮一下忙希望两个标准一起下载来好吗还有一个是:LB/T60616062—2006《无损检测 焊缝渗透检测及验收等级》、LB/T6061—2006 《无损检测 焊缝磁粉检测及验收等级》
请问有做过SEP1390焊缝弯曲试验的老师吗?有3个问题想请教一下:1、SEP1390这个标准的出处,从哪可以查询?2、有相关试验的作业指导书供参考以下吗?3、对试验设备有什么特殊要求吗,比如弯曲角度的测量?
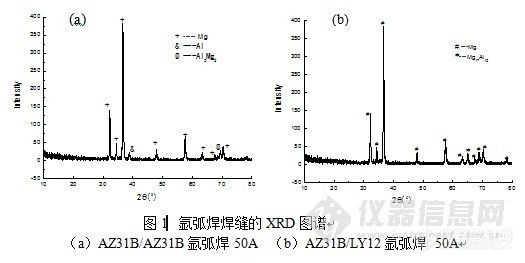
对焊缝区进行X射线衍射分析,其结果如图3.4所示。可见焊缝区存在α-Mg和β-Mg17Al12两种衍射峰,其中后者衍射峰较弱,只出现了一个衍射峰。这是因为AZ31B镁合金中铝元素含量较少,相应生成的Mg17Al12化合物较少,导致Mg17Al12衍射峰不明显。从由Mg-Al二元相图分析可知,当铝含量小于1.5%时不会结晶出化合物相Mg17Al12。但在焊接过程中,Mg元素蒸发烧损,Al元素含量相对增多,再加上冷却速度快,呈现非平衡凝固,即使有少量的铝元素也会结晶出Mg17Al12。http://ng1.17img.cn/bbsfiles/images/2012/11/201211070903_401972_2105598_3.jpg 从中可以看出,AZ31B/LY12对接焊焊缝断口的主要成分为Mg固溶体、Al固溶体和金属间化合物Al3Mg2。Mg固溶体含量较多,Al固溶体和金属间化合物Al3Mg2含量相对较少。镁铝异种金属焊接的最大难点就是控制金属间化合物的产生,可通过引入合适的中间层来阻止镁铝的直接接触。
X62钢管用在做拉伸试验时找焊缝用什么试剂好?怎样配方?
[align=center][b]焊接接头力学性能试验焊缝余高的处理方法[/b][/align][align=center]中国船舶重工集团公司第七二五研究所 试验测试与计量技术研究中心 张先锋[/align][align=center][b] [/b][/align][align=left] 焊接是金属材料高效率的结合方式,中国船舶重工集团公司第七二五研究所长期从事船舶材料焊接技术研究和焊接产品研发。在焊接工艺评定中对加工的力学性能试样是否要去除焊缝的余高,在不同的技术规范或者试验标准中有着不同的规定,对于检测人员来说,需要对此有一个清晰的认识,了解去除焊缝余高与否对测试结果有着显著的影响。[b](1)拉伸试样是否去除余高[/b] GB/T2651规定“超出试样表面的焊缝金属应通过机加工除去。除非另有要求,对于有熔透焊道的整管试样应保留管内焊缝”,这表明,此标准是倾向于去除焊缝余高的,对于需要进行整管拉伸的焊管来说,由于去除内部焊缝余高的难度较大,可以不对内部焊缝余高进行处理,但表面焊缝余高要通过适当的方式去除。而API 5L中则规定“焊缝余高是否去除由制造厂决定”,这就把问题抛给了制造厂,但在附录C中,针对补焊工艺评定,却又作出了“试样两面的焊缝余高应去除,抗拉强度应至少等于相应钢级钢管规定的最小抗拉强度”的规定,又要求对焊缝余高进行去除。NB/T47014对拉伸试样也做出了“试样的焊缝余高应以机械方法去除,使之与母材齐平”的规定。《中国船级社材料与焊接规范》中对对接接头拉伸试样焊缝余高的规定为“焊缝上下表面应锉平、磨光、或机加工至与母材表面齐平”。对于焊接工艺试验件来说,是否去除余高,对试验结果、断裂位置及评判结果的准确性、统一性是有影响的。若不去除余高,焊缝的断面尺寸势必大于母材,即使焊缝强度低于母材,也增加了试验件断在母材上的几率。还有少数情况,如果试验件断在了焊缝上,由于焊缝的断面尺寸不规则,无法进行准确的计算,是按照母材的截面积进行计算,还是重新取样进行试验?这些问题标准中都没有做出明确的规定,在实际操作中,容易引起纠纷。 针对以上问题,我们在进行焊接工艺评定前应首先明确是对结构强度进行评价,还是要对材料性能进行评价,如果是前者,可以不去除焊缝余高,否则,必须去除余高,减小其对测试结果的干扰与误判。对于结果的评判存在以下几种情况: a)拉伸试样去除了焊缝余高,试样整个平行段的尺寸一致,母材与焊缝的截面尺寸不存在差异,试验结束后,若试样的断裂位置在焊缝上(也包含断在热影响区的情况),则其值为接头的实际抗拉强度值;若断裂位置在母材上,说明焊缝的强度要高于母材,焊接接头的安全性能要优于母材。需要强调的是,无论试样断在焊缝,还是母材上,试验检测人员都有义务在报告中进行对断裂位置进行标注,便于工程技术人员准确、合理的对焊接工艺进行评定。 b)对于不去除焊缝余高的拉伸试样,则存在母材与焊缝截面积不一样的情况,若试样断在了母材上,则按照试样能够承受的最大载荷除以母材的截面积来计算试验件的抗拉强度,需要明白的是,试样虽然断在了母材上,但焊缝的抗拉应力不一定高于母材,焊缝截面尺寸的加大起到了对局部静强度补充的作用,只是其能够抵抗断裂的载荷高于母材,而非应力;而对于断在焊缝上的试样,目前的普遍做法是直接判定为不合格。[b](2)弯曲试样是否去除余高[/b] 对于弯曲试样焊缝余高的要求,GB/T 2651规定“除非相关标准和/或协议另有要求,超出试样表面的焊缝金属一般应通过机加工方法除去”,而NB/T47014则规定“试样的焊缝余高应采用机械方法去除,面弯、背弯试样的拉伸表面应加工齐平,试样受拉伸表面不得有划痕和损伤”,《中国船级社材料与焊接规范》的规定为“焊缝上下表面应锉平、磨光、或机加工至与母材表面齐平”,几个标准均要求对焊缝余高进行去除。需要注意的是,在去除焊缝余高的过程中,可以使用铣床、刨床等机加工手段,但都不应该留下横向刀痕,以免在弯曲的过程中成为试样断裂的起裂源。[/align][align=center]更多信息,可联系我们交流[url=http://www.725tes.com/]点击打开链接[/url][/align]
全焊缝拉伸试验,断后伸长率都不合格,腐蚀后发现试样上留有母材,这样的试样不合格,结果也是无效的对吗?8毫米的板,双面焊,做的直径8的试样,圆形试样最小直径是3毫米,是吗?6毫米的是不是只能做3毫米直径的试样呢
JBT 6061-2007 损检测焊缝磁粉检测
JB/T 12530.1~4-2015 塑料焊缝无损检测方法
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=76664]熔化焊缝金相分析.pdf[/url]
JBT_6062-2007无损检测_焊缝渗透_
JB/T 6062-2007 无损检测 焊缝渗透检测2007-08-01发布,2008-01-01实施。实施之日起代替JB/T 6062-1992。[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=88778]JB/T 6062-2007 无损检测 焊缝渗透检测[/url]
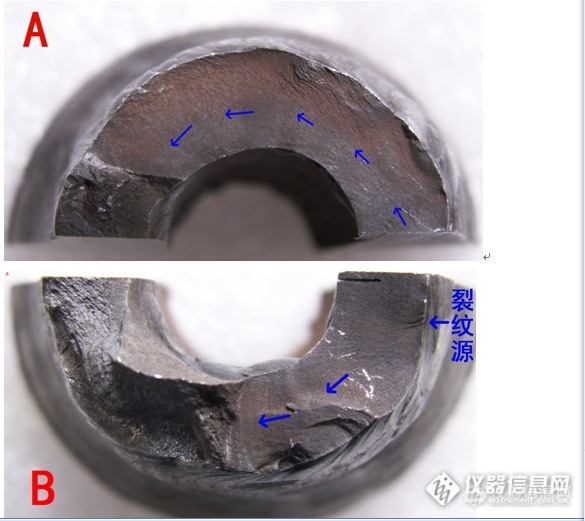
[img]http://simg.instrument.com.cn/bbs/images/default/emyc1010.gif[/img]20钢焊缝热影响区裂纹源的确定,有些拿不准,请各位大侠,帮忙指点![img=断口形貌,585,521]http://ng1.17img.cn/bbsfiles/images/2017/07/201707142302_01_1632160_3.png[/img]
这个是Cu和Ag的材料焊接在一起的。是两个板状的东西。这究竟是什么焊接啊,可以将焊缝做的那么漂亮。、http://ng1.17img.cn/bbsfiles/images/2013/02/201302281108_427526_1797952_3.png
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=118102]GB/T 2652-2008 焊缝及熔敷金属拉伸试验方法[/url]
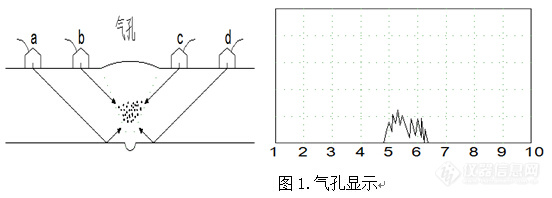
[align=center][b]SGS材料说:超声波对金属焊缝缺陷性质的判定[/b][/align][align=center]徐顺序[/align][align=left][b]摘要[/b][/align][align=left]20年前,超声波检测仪器主要是以模拟仪器为主,由于当时的技术、个人能力和仪器性能的局限性,超声波检测方法几乎无法判定缺陷性质,时至今日,随着科学技术的发展和人员能力专业水平的不断提高,已越来越重视研究用超声波检测技术判定缺陷性质,完全可以通过缺陷的信号形状、信号的变化、探头的扫查方式、焊接方法和焊接接头的类型等信息综合分析判定缺陷性质,在此与各位共享通过超声波检测如何判定碳钢焊缝中的缺陷性质。[/align][align=left][b]关键字[/b]: 超声检测、焊缝、缺陷性质、判定[/align][align=left][b]1. 引言[/b][/align]焊接质量关系到产品使用寿命、企业信誉和人民的生命财产安全,焊接质量主要取决于焊接过程是否产生缺陷,使焊接金属不连续,从而影响产品使用寿命。根据目前世界无损检测技术的发展,金属焊缝内部的缺陷主要通过射线检测和超声波检测,20年前,超声波检测仪器主要是以模拟仪器为主,由于当时的技术、个人能力和仪器性能的局限性,使用模拟超声波仪器判定金属材料内部缺陷性质,结果及不可靠和准确,受此影响,我国的超声波无损检测标准中规定:超声波无法判定缺陷性质。只能通过射线检测才能正确判定焊缝缺陷性质的种类,由于射线检测对人体的辐射比较大,考虑到人身安全,世界各个国家或地区对射线检测的安全越来越重视,检测时需要设立隔离区,从而影响产品的制造进度和人员健康,而且检测速度相对很慢,人员投入也多,导致射线检测的成本很高,所以国内外相关行业专家通过几十年的研究,超声波仪器的性能发生了非常大的变化,从之前的模拟信号变为了数字信号,从单通道变成了多通道,从不能存储信号和数据变成了具有内存的设备,体积和重量相对而言缩小了好几倍,时至今日,在国外,好多标准都已规定了超声波如何判定缺陷性质,在此通过超声波检测研究如何判定金属焊缝中的缺陷性质,因缺陷性质直接影响到产品质量和使用寿命,缺陷性质是影响产品质量的一个重要因素,比如:国内外标准对规定,裂纹类缺陷不论多长、不论位置在何处都被判为不合格。[b]2.超声波判定缺陷性质条件[/b]首先超声波仪器和探头的性能必须符合相关标准要求,主要包括超声信号的垂直线性、水平线性、探头分辨率、探头声束偏离、脉冲频率、声束宽度等。同时超声波检测人员的个人能力也是一个重要因素,人员必须持有超声波焊缝检测的2级及以上证书,并了解基本的焊接信息,包括母材材质、焊接坡口种类、焊接方法、以及基本的焊接知识和材质的焊接特性。[b]3.金属焊缝中缺陷形成的原因[/b]国内外标准中对焊缝中的缺陷性质分类有如下几种方式:(1)从缺陷的形状分为圆形缺陷和线性缺陷;(2)从缺陷的三维尺寸分为面状缺陷和体积型缺陷;(3)从缺陷产生原因分为气孔、夹渣、未熔合、未焊透、裂纹、过熔透和咬边。通常按照缺陷性质进行分类,各种缺陷的形成原因各不一样,气孔主要是因为焊接材料含有水分和坡口内含有锈蚀或水分造成的;夹渣是由于焊接前坡口清洁不良或焊接过程中的氧化皮未清洁干净,或焊接参数不正确或根部未清理,导致熔池内的夹渣无法流出造成的;未熔合是由于焊接能量过低或母材未预热导致的;未焊透是由于焊接能量过小或钝边过大或坡口间隙过小造成的;裂纹是由于焊接应力过大或未正确消除应力产生的,过熔透是热输入量过高、或根部间隙过大造成的,咬边是热输入量过大导致的。[b]4.缺陷性质的判定[/b]在此主要讨论如何根据从不同缺陷及其不同方向反射回来的信号形状判定缺陷的性质,主要根据缺陷位置、方向、信号形状和扫查方式来判定。[b]气孔[/b]气孔属于体积型缺陷,有时候是单个的,有时候是密集状的,在超声波的显示屏上,该缺陷的信号宽度比较长,斜探头沿着气孔的周围进行环绕扫查,则随着扫查位置的发生变化,此类缺陷信号的高度和位置基本不变,说明信号的高度与扫查的位置是无关的,可以从气孔周围360度方向都可以检测发现此缺陷,由于气孔一般是圆形的,当超声波到达气孔时会产生散射衰减,根据反射原理,只有少量的超声波信号才能返回探头,并被接收探头接收,所以气孔类的缺陷信号高度比较低,如图1所示。[align=center][img=,552,198]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271429158417_9800_2883703_3.jpg!w552x198.jpg[/img][/align][align=left][b]未焊透[/b][/align][align=left]不论是哪种类型的坡口,此类缺陷产生于焊接接头的根部,有一定宽度和高度,从焊缝两侧进行超声波斜探头扫查,在显示屏的同一位置出现高度基本相同的信号,同时底波消失,尽管水平距离基本一致,但此时在两个位置(如图2中的1和2位置)扫查时探头距离焊缝中心线都有一定的距离,信号水平位置不重叠,探头沿着焊缝长度方向进行扫查时信号高度不变(除探头位于缺陷端头部位),如果探头做旋转扫查或环绕扫查,则信号高度会迅速下降,判定此类信号的最大困难在于信号的位置几乎靠近底波位置,通常把缺陷信号误认为底波信号,所以当仪器的水平线性存在误差、探头的角度测量有误差时,会容易发生误判。如果焊接接头形式是T型接头,则从翼板背面用直探头(一般用双晶直探头)扫查,则容易发现此类缺陷。[/align][align=center][img=,593,185]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271432096177_7473_2883703_3.jpg!w593x185.jpg[/img][/align][align=left][b]根部未融合[/b][/align][align=left]不论是单V型还是V型坡口的根部未熔合,从有缺陷一侧的焊缝侧进行斜探头一次波扫查,发现此类缺陷的信号高度比较高,形状比较尖锐,同时此侧的底波信号比较低,探头做旋转扫查时,缺陷信号的高度下降的比较快,探头沿着焊缝长度方向做平行扫查时,缺陷信号的高度几乎无任何变化,从焊缝另一侧扫查,往往无法发现缺陷信号,底波信号的高度比在缺陷侧扫查时高,如图3所示。如果是X型坡口或K型坡口,则可以采用串列式扫查,则更容易发现此类缺陷。[/align][align=center][img=,585,164]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271433237387_8819_2883703_3.jpg!w585x164.jpg[/img][/align][align=left][b]坡口未融合[/b][/align][align=center]坡口面出现的未熔合类缺陷,用斜探头检测时需要考虑坡口的角度,比如60度的V型坡口,根据三角函数关系和反射原理,需要采用60度的斜探头扫查,当从焊缝的缺陷侧进行一次波扫查时,无法发现缺陷信号,二次波扫查时缺陷信号高度比较高,信号的水平位置也正好在坡口位置,如果从焊缝另一侧进行一次波扫查,同样可以发现此类信号,也比较容易发现,从两侧扫超时缺陷信号的水平位置和深度位置都在焊缝的同一位置,如图4所示。沿着焊缝长度方向扫查缺陷时,信号高度基本一致,当斜探头做旋转或者环绕扫查时,波高迅速降低。[/align][align=center][img=,363,159]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271434366787_4268_2883703_3.jpg!w363x159.jpg[/img][/align][align=left][b]层间未熔合[/b][/align][align=left]所谓的层间未熔合是指相邻两层焊道之间形成的焊缝金属之间的未熔合,此类缺陷往往与母材表面平行,根据坡口未熔合类缺陷检测原理分析一样,选择探头时首先必须选择尽可能与缺陷垂直角度的斜探头,所以尽可能选择角度较大的探头,比如70度斜探头,此类缺陷的检测信号基本与其它未熔合类缺陷检测的信号变化一致,但从焊缝两侧扫查时信号高度基本一致。[/align][align=left][b]根部裂纹[/b][/align][align=left]根部裂纹的形状和方向不规则,从焊缝侧进行一次波扫查时缺陷的信号比较高,另一侧的信号相对较低,由于裂纹的形状通常是锯齿状的,所以缺陷信号有多个高度不一的波峰,探头做旋转扫查时信号波峰此起彼伏,沿着焊缝方向扫查也是一样,信号的波峰随着探头的移动不时变化,如图5所示。[/align][align=center][img=,573,176]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271435373257_2654_2883703_3.jpg!w573x176.jpg[/img][/align][align=left][b]坡口裂纹[/b][/align][align=left]坡口裂纹的探头选择和扫查方式与坡口未熔合一致,往往也只能从裂纹侧才能发现此类信号,但是裂纹的形状与根部裂纹的相同。[/align][align=left][b]焊缝中心裂纹[/b][/align][align=left]焊缝中心裂纹可以从焊缝两侧都能发现,通常采用大角度探头比较容易发现,可以用一次波或二次波进行扫查,从两侧扫查的高度基本一致,信号位置和深度也相同,其它特征是裂纹类缺陷的共性,也可以通过串列式方式扫查。[/align][align=left][b]焊址裂纹[/b][/align][align=left]焊址裂纹出现在焊缝焊址处,往往从焊缝表面可以通过肉眼看见,或借助磁粉检测和渗透检测的方式容易发现,如果焊址裂纹有一定深度,也可以通过超声波检测到,通常是由于探头前沿长度原因,妨碍一次波扫查,所以往往用二次波扫查比较容易发现。[/align][align=left][b]根部咬边[/b][/align][align=left]根部咬边通常用外观检测方法容易发现,但有时候单面坡口焊缝,也就是属于单面焊接双面成型的焊缝,此类焊缝的根部由于结构件形状和几何形状的原因,人员无法接近,不能用直接或间接的目视检测方法检测,需要采用超声检测的方法,此类信号往往采用一次波检测就可以发现缺陷,只能从缺陷侧发现此类信号,缺陷信号出现在底波信号前面,缺陷信号振幅大小取决于咬边的严重程度,即很可能是相对低的信号,也可能是高的信号。然而,与咬边回波一起出现的还有来自根部焊道的信号(见图6)。如果咬边仅是想显示在图中的焊缝一侧那样,从另一面检测根部区域,很可能通常只能观察到正常的根部焊道的反射。[/align][align=center][img=,574,160]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271436510448_7727_2883703_3.jpg!w574x160.jpg[/img][/align][align=left][b]过熔透[/b][/align][align=left]过熔透是出现在单面焊缝的根部,是由于间隙过大或热输入量过大造成的,属于外观缺陷,由于受工件或产品的几何形状和结构尺寸限制,无法接近,则可以直接用直探头检测,容易发现缺陷,否则需要借助斜探头扫查,采用较小角度的探头比较好,可以从焊缝两侧发现此类信号,但信号的水平位置出现在扫查面的另一侧,也就是来自两侧的缺陷信号的水平位置不在同一位置,信号深度位置大于母材厚度,同时底波消失,如图7所示。[/align][align=center][img=,578,191]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271437405558_3661_2883703_3.jpg!w578x191.jpg[/img][/align][align=left][b]根部内凹[/b][/align][align=left]扫查方式类似于过熔透的缺陷检测,也可以从焊缝两侧通过一次波扫查到此类缺陷信号,来自两侧的信号高度基本一致,比较低,但深度位置小于母材厚度,同时底波消失,信号的水平位置出现在扫查侧,如图8所示。[/align][align=center][img=,567,172]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271438335168_6202_2883703_3.jpg!w567x172.jpg[/img][/align][align=left][b]夹渣[/b][/align][align=left]夹渣是体积形缺陷,可以从所有能检测的位置和方向都能检测到。信号包含多个波峰,信号形状比较钝,菠萝装,旋转探头时,当信号的后沿升高时,信号的的前沿下降,反之亦然,可以采用一次波或二次波检测,探头做环绕扫查,也可以发现缺陷信号,图9所示。[/align][align=center][img=,440,147]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271439203928_8127_2883703_3.jpg!w440x147.jpg[/img][/align][align=left][b]5.结论[/b][/align][align=left]综上所述,判定缺陷性质的基本原则是:首先需要根据相关标准、程序文件、焊缝特性、产品结构尺寸和个人经验选择好探头的种类,包括探头角度、晶片尺寸、频率,其次,尽可能采用声束方向与缺陷方向基本垂直的方式扫查,缺陷信号必须最高时才能判定缺陷位置和性质,每个缺陷的信号都不一样,需要仔细研究,不断总结经验,超声检测人员通过近一年的研究和实践,完全可以判定各种类型焊缝中的缺陷性质。[/align][align=left][b]参考文献:[/b][/align][align=left]《美国无损检测手册-超声篇》:2010;[/align][align=left] ISO23279:2010-Non-destructive testing of welds —Ultrasonic testing —Characterization of indications in welds[/align][align=left][/align]
在做焊接工艺评定中,需要15CrMoG(焊接材料R30及R307)和12Cr1MoV(焊接材料R31和R317)焊缝的金相图片,有谁做过能提供我借鉴一下?
在P91/92焊缝的截面上发现存在有一定数量的阴影线,大多分布于前一道焊道的热影响区上,怀疑是成分偏析造成,有没有更好地手段来验证该阴影线为何物?谢谢啦
[em09509]焊接试块弯曲试验面弯,从焊缝位置断开,是否合格,合格标准是什么???







 我要推广仪器
我要推广仪器
 下载APP
下载APP