各位好:有下面的疑问,请教:计量检定的直角尺,规格:150mmX300mm,检定证书上只给出:1. 外观及各部分相互作用:合格;2.示值误差:+0.2mm. 计量检定依据为JJG7-2004.问题:由此怎样知道该直角尺的最大允许误差或等级?? 直角尺一般有00级、0级、1级等,如果知道级别,是否可知最大允许误差?是多少?
[img=,690,387]https://ng1.17img.cn/bbsfiles/images/2019/05/201905231018185732_2681_3913426_3.jpg!w690x387.jpg[/img]请问各位老师拐角尺的作用?这样的方法对吗?
因建立实验室编写作业指导书,需平板、直角尺、V型铁等检验设备的检定规程,盼回复
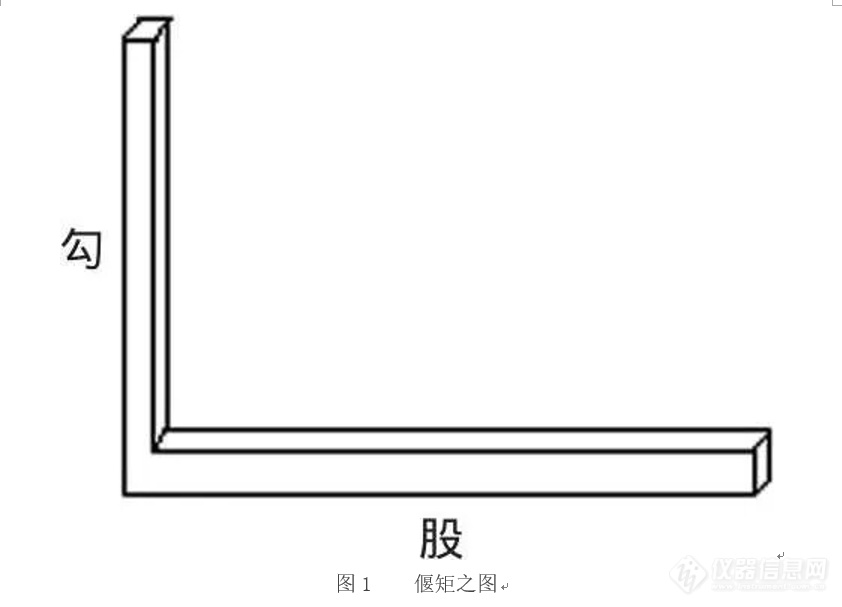
[color=#444444] 研究史料不难看出,中国古代的角度计量,在相当长一段历史时期处于[/color][color=#444444]“[/color][color=#444444]有角无度[/color][color=#444444]”[/color][color=#444444]的定性阶段,所以那些涉及[/color][color=#444444]“[/color][color=#444444]平面度[/color][color=#444444]”“[/color][color=#444444]垂直度[/color][color=#444444]”[/color][color=#444444]等与角度定量分析有关的计量器具和测量方法,始终难以列入国家法定计量管理范畴。自古以来,[/color][color=#444444]“[/color][color=#444444]矩[/color][color=#444444]”[/color][color=#444444]作为角度计量器具,仅是[/color][color=#444444]“[/color][color=#444444]规圆矩方[/color][color=#444444]”[/color][color=#444444]之工具;而[/color][color=#444444]“[/color][color=#444444]用矩之道[/color][color=#444444]”[/color][color=#444444]作为算数之学的例题,被记载在中国古代算经之中。自《周髀》成书问世以来,已逾两千多年,该书记载的[/color][color=#444444]“[/color][color=#444444]规圆矩方[/color][color=#444444]”[/color][color=#444444]的[/color][color=#444444]“[/color][color=#444444]用矩之道[/color][color=#444444]”[/color][color=#444444]等计量测量技艺,在社会生产领域始终在[/color][color=#444444]“[/color][color=#444444]百工[/color][color=#444444]”[/color][color=#444444]等各种制造技能中流传。[/color][color=#444444]一、关于“有角无度”[/color][color=#444444][color=#444444] 我们的先辈在认识客观世界的实践中,最早通过观察太阳、月亮的变化,认识的几何图形是“圆、方、矩、角”———圆形、正方形、直角三角形、角至圆及圆至角的演化,发现了它们围绕着“角”这一可计量的量,并且具有相互导出的科学关系。“没有规矩不成方圆”说的就是这个演变规律。从现代科学的角度分析,我们祖先所认识的“圆”这一可计量的量,尚未达到以圆心角“划角分度”的定量分析水平,而是沿着“平直求矩”的认识途径,探索“圆出于方、方出于矩”的“有角无度”的计量方法。[/color][color=#444444]二、“无度之角”源于“伸圆展方”“勾股共结一角”[/color][color=#444444] 《周髀算经》载:昔者周公问于商高曰,“窃闻乎大夫善数也,请问古者包羲(伏羲)立周天历度,夫天不可阶而升,地不可得尺寸而度,请问数安从出?”商高曰,“数之法,出于圆方,圆出于方,方出于矩,矩出于九九八十一,故折矩以为句广三,股修四,径隅五。既方之外半其一矩,环而共盘得成三四五,两矩共长二十有五是谓积矩。故禹之所以治天下者此数之所生也”。上述记载,正是中国古代对几何量角度“有角无度”计量的详细描述。[/color][color=#444444] 通常人们熟知的《周髀算经》,其实原为《周髀》,至唐朝李淳风奉勑注释,列为中国古代十大算经之首,那时起才始称《周髀算经》。李淳风注释:商高曰,“数之法,出于圆方”时讲到,“圆径一而周三,方径一而匝四,伸圆之周而为句,展方之匝而为股,共结一角,邪适弦五。此圆方邪径相通之率,故曰数之法出于圆方者,天地之形阴阳之数。”此段注释用圆的直径为一,周长为三的测量结果,介绍了中国最古老的圆周率“径一周三”;在此圆内做圆内接正方形,由“径一”而引出正方形四条边为“匝四”。通过“伸圆之周而为句和展方之匝而为股”遂使“方”“圆”与数通过圆的直径为“一”联系在一起,“伸圆”与“展方”“共结一角”。这是出现在我国古代算经上讲述的“角”的形成即“角”的概念。在其后,李淳风注释:“以为句广三,股修四,径隅五”,讲到“自然相应之率经直隅角也”即“伸圆”与“展方”“共结一角”此角为“直隅角”。[/color][color=#444444] 何为“直隅角”?我们的祖先在生产实践中很早就发现“角”是一种可计量的量,并能区分出角的大小、确定角的量值。“伸圆”与“展方”“共结一角”就是中国古代数学、计量学发展进程中给“角”这一可计量的量进行的定义,同时也是以“伸圆”与“展方”“共结一角”为方法画出一个特定“角”的图形之统一方法。这种方法确定的“角”虽然是一个定量值,但尚达不到用数和量进行表征、表述任意“角”的量的科学水平。从计量科学的定义出发,中国古代对“角”的认识,处在定性区别向定量分析发展的阶段。从现代数学和计量学出发,中国古代对“角”的认识处在“有角无度”的水平———认识“角”的客观存在,但尚未找到准确的“分角为度”的计量测量方法。[/color][color=#444444] 考证史料发现,世界上关于“分角为度”之“角度”的起源,流行的说法主要有:一是早在公元前3000年,生活在现伊拉克南部的古苏美尔人计算太阳绕地球运行一周为360天,太阳的运行轨迹是一个圆,于是,人们把圆分为360个等份,这是最古老的圆心角为360的说法;二是公元前130年,古巴比伦人经过测量,得出春秋分日时日出至日落的运行轨迹恰等于180个太阳直径的长度,遂定太阳绕地球一周为360个太阳的直径,将太阳直径作为间隔,每一个太阳直径为一度,由此出现了“360度圆心角分角体系”。[/color][color=#444444]三、中国古代不用“度”表示的角[/color][color=#444444] 很多史料表明,中国古人不用“度”表示“角”。归纳例举在汉语语汇中表示“角”的字词有:[/color][color=#444444] 1.“隅”(yú):角也、方角。物之方者皆有四隅。[/color][color=#444444] 2.“方”:与“圆”相对。四角都是直角的四边形或六面都是直角的四边形的立体。[/color][color=#444444] 3.“觚”(gū),其解:(1)为古代酒器。《周礼》中说:爵一升,觚二升。(2)为棱角。《汉书律历志》中有“六觚为一握”之记载。【苏林曰:“六觚,六角也。度角至角,其度一寸,面容一分,算九枚,相因之数有十,正面之数实九,其表六九五十四,算中积凡得二百七十一枚。”】,其中“六觚”是指用算筹做出圆内接正六边形。此法是“度角至角”之术。“觚”为正六边形的内角。同时,此术还是中华古代数学科学最早发明使用“割圆术”的典型实例。通过“六觚为一握”将圆周长分割为六等份,即通过算筹图形证实了“径一周三”圆周率源于中国最古老的“割圆术”。另有《周礼冬官考工记筑氏为削》:“筑氏为削,长尺博寸,合六而成规。”《康熙字典》:【注】:“今之书刀。”【疏】:“古者未有纸笔以削刻字,至汉虽有纸笔仍有书刀是古之遗法也。”周朝时,筑氏是专门制造“削刀”的工匠,刻字的“削刀”长一尺,宽一寸。刀的形状带有一定的弧度,将六把削刀首尾相连接可以组成规范的圆形。“合六而成规”讲的是将圆弧分为六等份,此圆弧恰是圆内接正六边形的弧长。说明筑氏为削运用的是“六觚为一握的测量原理”。[/color][color=#444444] 4.“桷”(jué),方形的椽子。《诗经鲁颂闷宫》,“路寝孔硕,松桷有舄(xì)”,《榖梁传庄二四年》,“刻桓宫桷。”释文:“桷,榱(cui)也。方曰桷,圆曰椽。”也指平直的树枝。[/color][color=#444444] 5.“楞”,四方的木块。[/color][color=#444444] 6.“矩”,古代画方的工具,亦称之为“曲尺”,就是现代列入依法管理的计量器具“直角尺”。《周髀算经》载,商高曰,“既方之外半其一矩”。我们可以理解为:连接圆内接正方形的对角线,将正方形一分为二,即可以得到两个直角三角形。故“矩”在非圆心角,画圆为360度的体系之外即是直角。“矩形”即是四个角为直角的四边形。按中国古代土地面积的计量方法“百步为亩”,“长十步宽十步”的正方形,称之为“方田”。秦国商鞅变法,破井田开阡陌使秦国“亩”的单位量值为240方步。此时土地面积的计量方法由标准的正方形变成长方形。土地面积的量值由“百步为亩”变成了“长十六宽十五不多不少整一亩”。自黄帝设“里步制”至清顺治确定使用“弓尺”、“绳尺”测量土地面积,中国土地面积计量始终沿用以“矩”确定直角,测量正方形或长方形面积的传统。所以,古代“里步制”的“步”———“平方步”,“里”———“平方里”以及“井田制”之“井”都是正方形。[/color][color=#444444] 7.“倨(jù)句(gōu)”,《周礼冬官考工记冶氏》,“戈广二寸,内倍之,胡三之,援四之已倨则不入,已句则不决……是故倨句外博……倨句中矩”,此为冶炼制造“戈”和“戟”必须注意的角度的技术要求。倨:《康熙字典》其解:(1)为“倨傲不逊”;(2)为“矩之直者为倨,折而衡者为句”。此处所讲:矩的上下垂直与地平面的一边为倨,使之折而为衡的部分为句。故“倨句”当解释为古代之“矩”器。“倨句外博”“倨句中矩”应该是讲述使用“倨句”测量戈的张角,张角大于倨句角。“倨句中矩”是讲述使用“倨句”测量戟时,戟的张角等于倨句之角和“矩”相符。所以,从计量测量角度分析,“倨句”可以解释为是计量器具“矩”的别称,也可以理解为其量值是直角。“倨”与“句”形成“倨句”一词是表示角的开阖程度。这就是在没有发现、使用用度数区分角度大小的条件下,“有角无度”的认识阶段对“角”这一概念进行表述的专用名词。[/color][color=#444444] 8.“磬”,《康熙字典》例举出《周礼冬官考工记磬氏为磬》:“磬氏为磬,倨句一矩有半。”之句。其注曰,“先度一矩为句,一矩为股,而求其弦。既而以一矩有半,觸其弦,则磬之倨句也。”按注画图:(1)先用矩的一边作为句,另一边为股,求出弦———即用矩,画出直角三角形;(2)在做出一矩有半直角与弦相交形成的角就是“磬”角。故此注中“倨句”之解为“角”。另外,此注是详述:用矩画出“磬”角的方法。[/color][color=#444444] 9.“磬折”,《康熙字典》在解释“磬”字时,提出由“磬”字组成的词“磬折”。“又磬折《礼曲礼》:立则磬折垂珮。【注】带珮于两边臣则身宜偻折如磬之背故云‘磬折’。”按此解释,“磬折”一词译成现代汉语应当是:《周礼》在规定侍奉君主站立在君王两侧的臣子必须保持鞠躬的姿势,他们佩戴的玉佩垂直于地面,偻身像磬弯曲的程度。所以,此处“磬折”是“身宜偻折如磬之背”的鞠躬的姿势,“磬”为固定的角,“磬折”是像“磬”弯曲的样子。“磬”是古代有定量值的角,“磬折”弯曲的程度与“磬角”近似。[/color][color=#444444] 10.“宣”,《康熙字典》中“又《周礼冬官考工记》车人之事,半矩谓之宣。”“矩”为直角,“半矩”为直角的一半。故“宣”是中国古代“以矩起度”的一个具有定量值的角。[/color][color=#444444] 11.“欘”(zhú),《康熙字典》中“《周礼冬官考工记》车人之事,半矩谓之宣,一宣有半谓之欘,一欘有半谓之柯,【郑注:仓颉篇有柯欘。管子霸言篇:匠人有以感斤欘,故绳可得而料也俗作欘。】”,按“一宣有半谓之欘,一欘有半谓之柯”,“欘”为中国古代“以矩起度”的一个具有定量值的角。[/color][color=#444444] 12.“柯”依11.所引“一欘有半谓之柯”,“柯”为中国古代“以矩起度”中的一个具有定量值的角。[/color][color=#444444] 13.“圆”,在中国古代依“天圆地方”之说可以理解“天”即是圆。最早用几何图形给出“圆”的定义的是《墨子经上》中“圆,一中同长也”,其中“一中”即是现代数学所讲的“圆心”,“同长”即是“圆的半径”,换言之“曲率半径处处相等”。由此,联想到“周而复始”成语的含义,即可以理解中国古代已知晓的“圆周角”,但此时似乎人们对角的认识,仍陷于欲以长度度角的过程之中。[/color][color=#444444]四、“规圆矩方”“以矩起度”“用矩之道”是中国古代对“角”进行计量的方法[/color][color=#444444] 女娲伏羲使用“规和矩”量天度地的传说家喻户晓,但中国古代何时发明“规”和“矩”?尚未发现明确的文字记载。不过,其作为“规圆矩方”之器不仅载入了历代正史《律历志》中,还在相关古代科技文献中屡见不鲜。所以,我们沿着“规圆矩方”“以矩起度”“用矩之道”的相关记载,即可发现中国古代“不用度数表示的角”的角度计量痕迹。[/color][color=#444444] 1.墨子推崇法制,在《墨子法仪第四》中讲到,“墨子曰:‘天下从事者不可以无法仪———为将相者皆有法仪,虽至百工从事者,亦皆有法。百工为方以矩,为圆以规,直以绳,正以悬’”。另据《墨子卷七天志》中记载,“轮人之有规,匠人之有矩也。今夫轮人操其规将以量度天下之圆与不圆也。曰:‘中吾规者谓之圆;不中吾规者谓之不圆’,是以圆与不圆皆可得而知也。此其故何则圆法明也。匠人亦操其矩将以量度天下之方与不方也。曰:‘中吾矩者谓之方;不中吾矩者谓之不方’,是以方与不方皆可得而知之。此其故何则方法明也。”这两段文字是墨子“规圆矩方”角度计量管理的例子,阐述了国家推行法制管理制度的观点:一是,强调了轮人和匠人分别持掌“规和矩”;二是,轮人和匠人用其持掌的“规和矩”去量度天下的“圆”和“方”,这是点明轮人和匠人进行“规圆矩方测量”的管辖范围;三是,“中规”与“中矩”是轮人和匠人对符合规矩的“圆”与“方”给出的定性区别,以达到“合格”标准的检测结论,反之“不中规”和“不中矩”是对“不合格”的“方”与“圆”给出的判定结果,故“中”与“不中”是古人进行“规圆矩方”计量定性区别判定的技术术语;四是,通过轮人和匠人用规和矩进行测量,使人们得以知晓“圆与方”;五是,“此其故何则圆法明也”“此其故何则方法明也”就是这样明确了“圆”与“方”的测量和管理方法。按现代计量科学的观点分析《墨经》所述的内容,说明我国古代最晚在战国时期“规圆矩方”已经成为百工开展有角无度的角度计量的明确法规。[/color][color=#444444] 2.清代学者程瑶田著《考工创物小纪宣欘柯磬折句度法述》中提出,“百工持矩以起度,而倨句之度法遂生于矩焉。”在我国古代《考工记》一书问世以后,历代学者的注疏很多。其中,影响最甚者是东汉郑玄注《考工记》对“车人之事,半矩谓之宣,一宣有半谓之欘,一欘有半谓之柯,一柯有半谓之磬折”的解释,“矩,法也。所法者人也。人长八尺而大节三:头也,腹、颈也。以三通率之,则矩二尺六寸三分寸之二。头发皓落曰宣,半矩尺三寸三分寸之一,人头之长也。”郑玄之注将“矩宣欘柯磬折”解释为几何量长度。受郑玄的注疏影响近两千年,遂使中国古代“度量衡,有度(长度)无角”的理念陈陈相因。至清代中期,程瑶田打破郑玄注释《考工记》所持偏见的禁锢,明确提出“车人之事,半矩谓之宣,一宣有半谓之欘,一欘有半谓之柯,一柯有半谓之磬折”中的“矩、宣、欘、柯、磬折”是一套实用的“角”———这是没有用度进行表述的“角”。同时程瑶田指出,“百工持矩以起度,而倨句之度法遂生于矩。”这就是说,我国古代在手工业生产领域的“百工”中已形成以“矩”之角为角的起度标准。程瑶田讲出了中国古代“有角无度”“以矩起度”的角度计量的历史信息。[/color][color=#444444] 3.在《周髀算经》的首卷开篇讲述了周公向商高请教:天,没有台阶,人没法登天去测量天的高度;地广阔无边,人没法一尺一寸地进行量度,请问是用什么方法得出它们的数据?商高说:使用“矩”,根据“矩”的短尺“句”,长尺“股”,确定“径隅”,得出的“句三股四弦五”的比例关系,进行“量天度地”的测量,即可得知“天高地厚”的数据。周公接着请教:使用“矩”进行“量天度地”的具体方法———“请问用矩之道”。“商高曰:‘平矩以正绳,偃矩以望高,覆矩以测深,卧矩以知远,环矩以为圆,合矩以为方。’”[/color][color=#444444] 我们认为,商高所述“用矩之道”:其中之“矩”乃指“矩尺”,亦称之“曲尺”,当今称之为“直角尺”。其中“用”字应解释为“检定、使用的全部操作。”其中之“道”字应解释为“道理、道义、法规”。所以我们将商高所述“用矩之道”解释为在“百工”中通行的检定、使用“矩”的技术法规。“用矩之道”中“平矩以正绳”,从计量技术角度出发是扼要说明“矩”器之角的量值溯源与检定。“用矩之道”中“偃矩以望高,覆矩以测深,卧矩以知远,环矩以为圆,合矩以为方。”则是“用矩”进行测量的统一操作、计算及“规圆矩方”的作图方法。商高将五个放置“矩”的方式,形成的五种测量方法,运用排比句修辞炼句手法描述了“用矩之道”的内容。[/color][color=#444444] (1)“偃矩以望高”中“偃”是将“矩”仰卧放置,即将“矩”的“股”外侧面置于平面之上,此时“矩”之“句”垂直于平面(见图1、图2)。[/color][/color][color=#444444][color=#444444][img=,690,497]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280630415531_2606_1626275_3.png!w690x497.jpg[/img][img=,690,540]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280630470981_2254_1626275_3.png!w690x540.jpg[/img][img=,690,539]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280630525900_355_1626275_3.png!w690x539.jpg[/img][img=,690,589]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280631002480_3409_1626275_3.png!w690x589.jpg[/img][img=,690,404]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280631099751_8953_1626275_3.png!w690x404.jpg[/img][img=,690,525]https://ng1.17img.cn/bbsfiles/images/2019/07/201907280631151161_2620_1626275_3.png!w690x525.jpg[/img][/color][/color]
根据“测量器具的选择原则”,选用适当的测量器具进行测量。测量器具的计量工作应遵循测量器具的保养、检修、鉴定计划,确保所用量检具精度、灵敏度、准确度。测量器具的正确使用方法,请参照使用说明书或相关参考资料,轻拿轻放、保持清洁、防锈、防振,合理存放保管。一、平板1、钢制平板一般用于冷作放样或样板修整;铸铁平板除具有钢制平板用途外,经压砂后可作研磨工具;大理石平板不须涂防锈油脂,且受温度影响较小,但湿度高时易变形。2、 0、1、2级平板一般作检验用,3级平板一般作划线用。3、平板安放平稳,一般用三个支承点调整水平面。大平板增加的支承点须垫平垫稳,但不可破坏水平,且受力须均匀,以减少自重受形。4、平板应避免因局部使用过频繁而磨损过多,使用中避免热源的影响和酸碱的腐蚀。5、平板不宜承受冲击、重压、或长时间堆放物品。二、样板直尺和平尺1、样板直尺使用时不得碰撞,应确保棱边的完整性,手握持绝热板部分,避免温度影响响精度和产生锈蚀。2、测量前,应检查尺的测量面不得有划痕、碰伤、锈蚀等缺陷。表面应清洁光亮。3、平尺工作面不应有蚀蚀、斑痕、鳞片、凹坑、裂缝以及其他缺陷。平尺应无磁性。4、一般应按不同要求选用不同精度的平尺。三、直角尺1、 00级和0级直度角尺一般用于检验精密量具;1级用于检验精密工件;2级用于检验一般工件。2、使用前,应先检查各工作面和边缘是否被碰伤。角尺的长边的左、右面和短边的上、下面都是工件面(即内外直角)。将直尺工作面和被检工作面擦净。3、使用时,将直度角尺靠放在被测工件的工作面上,用光隙法鉴别工件的角度是否正确。注意轻拿、轻靠、轻放,防止变曲变形。4、为求精确计量测量结果,可将直度角尺翻转180度再测量一次,取二次读数算术平均值为其测量结果,可消除角尺本身的偏差。四、万能角度尺1、使用前,先将万能角度尺擦拭干净,再检查各部件的相互作用是否移动平稳可靠、止动后的读数是否不动,然后对零位。2、测量时,放松制动器上的螺帽,移动主尺座作粗调整,再转动游标背面的手把作精细调整,直到使角度尺的两测量面与被测工件的工作面密切接触为止。然后拧紧制动器上的螺帽加以固定,即可进行读数。3、测量完毕后,应用汽油把万能角度尺洗净,用干净纱布仔细擦干,涂以防锈油,然后装入匣内。五、游标卡尺1、使用前,应先把量爪和被测工件表面的灰尘、油污等擦干净,以免碰伤游标卡尺量爪面和影响测量精度,同时检查各部位的相互作用。如尺框和微动装置移动是否灵活,紧固螺钉是否能起作用等。2、检查游标卡尺零位,使游标卡尺两量爪紧密贴合,用眼睛观察应无明显的光隙,同时观察游标零刻线与尺身零刻线是否对准,游标的尾刻线与尺身的相应刻线是否对准。最好把游标卡尺量爪闭合三次,观察各次读数是否一致。如果三次读数虽然不是零,但读数三次完全一样,可把这数值记下来,在测量时,加以修正。3、使用时,要掌握好量爪面同时工作表面接触时的压力,既不能太大,也不能太小,刚好使测量面与工件接触,同时量爪还能沿着工件表面自由滑动,。有微动装置的游标卡尺,应使用微动装置。
常用测量器具的使用注意事项根据“测量器具的选择原则”,选用适当的测量器具进行测量。测量器具的计量工作应遵循测量器具的保养、检修、鉴定计划,确保所用量检具精度、灵敏度、准确度。测量器具的正确使用方法,请参照使用说明书或相关参考资料,轻拿轻放、保持清洁、防锈、防振,合理存放保管。一、 平板1、 钢制平板一般用于冷作放样或样板修整;铸铁平板除具有钢制平板用途外,经压砂后可作研磨工具;大理石平板不须涂防锈油脂,且受温度影响较小,但湿度高时易变形。2、 0、1、2级平板一般作检验用,3级平板一般作划线用。3、 平板安放平稳,一般用三个支承点调整水平面。大平板增加的支承点须垫平垫稳,但不可破坏水平,且受力须均匀,以减少自重受形。4、 平板应避免因局部使用过频繁而磨损过多,使用中避免热源的影响和酸碱的腐蚀。5、 平板不宜承受冲击、重压、或长时间堆放物品。二、 样板直尺和平尺1、 样板直尺使用时不得碰撞,应确保棱边的完整性,手握持绝热板部分,避免温度影响响精度和产生锈蚀。2、 测量前,应检查尺的测量面不得有划痕、碰伤、锈蚀等缺陷。表面应清洁光亮。3、 平尺工作面不应有蚀蚀、斑痕、鳞片、凹坑、裂缝以及其他缺陷。平尺应无磁性。4、 一般应按不同要求选用不同精度的平尺。三、 直角尺1、 00级和0级直度角尺一般用于检验精密量具;1级用于检验精密工件;2级用于检验一般工件。2、 使用前,应先检查各工作面和边缘是否被碰伤。角尺的长边的左、右面和短边的上、下面都是工件面(即内外直角)。将直尺工作面和被检工作面擦净。3、 使用时,将直度角尺靠放在被测工件的工作面上,用光隙法鉴别工件的角度是否正确。注意轻拿、轻靠、轻放,防止变曲变形。4、 为求精确测量结果,可将直度角尺翻转180度再测量一次,取二次读数算术平均值为其测量结果,可消除角尺本身的偏差。四、 万能角度尺1、 使用前,先将万能角度尺擦拭干净,再检查各部件的相互作用是否移动平稳可靠、止动后的读数是否不动,然后对零位。2、 测量时,放松制动器上的螺帽,移动主尺座作粗调整,再转动游标背面的手把作精细调整,直到使角度尺的两测量面与被测工件的工作面密切接触为止。然后拧紧制动器上的螺帽加以固定,即可进行读数。3、 测量完毕后,应用汽油把万能角度尺洗净,用干净纱布仔细擦干,涂以防锈油,然后装入匣内。五、 游标卡尺1、 使用前,应先把量爪和被测工件表面的灰尘、油污等擦干净,以免碰伤游标卡尺量爪面和影响测量精度,同时检查各部位的相互作用。如尺框和微动装置移动是否灵活,紧固螺钉是否能起作用等。2、 检查游标卡尺零位,使游标卡尺两量爪紧密贴合,用眼睛观察应无明显的光隙,同时观察游标零刻线与尺身零刻线是否对准,游标的尾刻线与尺身的相应刻线是否对准。最好把游标卡尺量爪闭合三次,观察各次读数是否一致。如果三次读数虽然不是零,但读数三次完全一样,可把这数值记下来,在测量时,加以修正。3、 使用时,要掌握好量爪面同时工作表面接触时的压力,既不能太大,也不能太小,刚好使测量面与工件接触,同时量爪还能沿着工件表面自由滑动,。有微动装置的游标卡尺,应使用微动装置。4、 在游标卡尺读数时,应把游标卡尺水平地拿着朝亮光方向,使视线尽可能地和尺上所读的刻度线垂直,以免由于视线的歪斜而引起读数误差。最好在工件的同一位置多次测量,取它的平均值。5、 测量外尺寸时,读数后,切不可从被测工件上猛力抽下游标卡尺,应将量爪张开后拿出;测内尺寸读数后,要使量爪沿着孔的中心线方向滑动,防止歪斜,否则将使量爪磨损、扭伤、变形或使尺框走动,影响测量精度。6、 不能用游标卡尺测量运动着的工件。这样,容易使游标卡尺受到严重磨损,也容易发生事故。7、 不准以游标卡尺代替卡钳在工件上来回拖拉。使用游标卡尺时不可用力同工作撞击,以防损坏游标卡尺。8、 游标卡尺不要放在强磁场附近,(如磨床的磁性工作台上)以免使游卡尺感受磁化,影响使用。9、 使用后,应将游标卡尺擦拭干净,平放在专用盒内,尤其是大尺寸游标卡尺。注意防锈、主尺弯曲变形。
刚刚接触欧标,研究了下,好像没有发现规定比例矩形拉伸试件的尺寸宽度,非比例的倒是看到了,一般取多少宽度的合适呢?板材大于3mm。
饱和杂环氢谱出很宽的峰是驰豫时间的原因吗?一个较大的不饱和分子中连着一个饱和杂环,其中的甲基和亚甲基等出的峰都很宽很宽,不成啥峰形,这是因为驰豫时间的问题吗?有什么办法可以让它峰形出好一点吗?
刚开始做薄膜,关于XRD有几个疑问,请各位高手指点。第一:想去除仪器宽化,用多晶硅标定仪器发现,从28-87度之间半峰宽分别为,0.05,0.06,0.1224,0.08,0.08,0.08.请问高手,怎么取仪器宽化?0.1224附近怎么取?第二:做实验的老实说,打印的报告半峰宽和d值都是近似,不准,没有去除Kr2,那我用JADE软件去除后峰位和半峰宽自己怎么确定。尤其是半峰宽怎么取?做实验的老师说,放大了打印后用尺子量,我觉得很难这么处理吧?请高手解答
大家好,相信很多人都在文献上看到,当晶粒尺寸小于100nm时,衍射峰出现明显宽化。可我找了很多文献,却没有见到100nm这个数值的是如何计算出来的?详细的推导过程(近似过程)是怎么样?不知道是否有谁看到过这方面的资料?可以提供一下吗?谢谢
1. 射频强度tpwr设定值不同,氢核的90度/180度脉冲值理论上说也会改变,平常测氢谱时tpwr需要设定在多大的值?如果要测驰豫时间tpwr是否需要重新设定?2. 同一化合物处于不同化学位移值的氢信号,使它们脉冲到90度/180度,是不是所需要的脉冲时间也会有所不同?如此一来,如果要测每个信号的驰豫时间,是不是需要分别测定各自对应的90度/180度的脉冲宽度?没测过驰豫时间,产生一些疑问!
我一般利用三角尺、量角器测定衍射斑到透射斑之间的距离和角度,能将底片通过扫描仪扫成图片,然后用软件测量,图片,这样底片的尺寸如何保证与原始一样,且能自动生成数据,用什么软件较好?
在水尺计量中提到以下工具:港水取样器直角尺量水尺量油尺干舷尺分规钢直尺钢卷尺请问这些工具有什么特征吗?和我常见的(比如直尺)有什么区别?
仪器6890-5973第一次自动调谐,能通过,除漏气外,其余参数均正常。氮气和氧气很高,96:29因此,将色谱柱进出口稍微上紧。5分钟后,手动调谐,扫描,显示的图很正常,离子28和32已经很小。进行自动调谐,此时,显示“调谐操作已停止:无法得到恒定峰宽”具体如下:打开质谱仪,峰宽、丰度、电压等调整,一切正常,69-219-502的离子峰及同位素峰均正常。推迟极质量131,质量轴调整,均正常。接下来的步骤就不正常了:入口透镜补偿量、离子聚焦质量、推迟极质量出现相应的横坐标和纵坐标图,图是空的,里面没有相应的抛物线(或曲线)然后再峰宽调节,69、219和502峰宽调节(没有峰)不断将电子倍增因子增加至2988,仍未出现相应的峰...........最后,无法得到恒定峰宽。????????有哪位知道原因吗http://simg.instrument.com.cn/bbs/images/default/em09511.gif
请问[url=https://insevent.instrument.com.cn/t/bp][color=#3333ff]气质[/color][/url]保留时间延迟灵敏度下降是什么原因?保留时间延迟1-2min左右,峰形变宽
目前,世界上做先进的集成电路线宽已降到0.13微米,因为这时量子效应已经呈现出来,MB4204器件已经不能按原来的机理来正常工作了。即130纳米!集成电路发展的极限是指电子计算机集成电路的电路线宽细到0.01微米。按照现在集成电路的概念,1纳米(0.001微米)的工艺是难以实现的,在1纳米尺寸时,只有利用量子效应、采用所谓量子电子器件MB8713来构成电路。那将使集成电路更上一个新的台阶,世界也将会大放光彩。
本人在网上查询了实物量具的相关概念,但有些器具好像无法定论,希望各位大侠指教。量块、砝码一定是实物量具了。塞尺,其实相当于很薄的量块,也是实物量具吧??线纹尺、钢直尺、环规、塞规、刀口形直尺、平板、平尺、直角尺是实物量具吗?谢谢你们的帮忙,小女子万分感激。
光栅尺——利用光的干涉和衍射原理制作而成的传感器。当两块栅距相同的光栅叠放在一起,同时让线纹构成一微小角度,这时在平行光照射下,与刻线垂直方向上就能看到对称分布的明暗相间的条纹,称为莫尔条纹,因此莫尔条纹是光的衍射和干涉作用的总效果。当光栅移动一个小栅距时,莫尔条纹随之移动一个条纹间距,这样,我们测量莫尔条纹的宽度就比测量光栅线纹宽度容易的多。此外,由于每条莫尔条纹都是由许多光栅线纹的交点组成,当线纹中有一条线纹有误差时(间距不等或倾斜),这条有误差的线纹和另一光栅线纹的交点位置将产生变化。但是,一条莫尔条纹是由许多光栅线纹交点组成,因此,一个线纹交点位置的变化,对于一条莫尔条纹来讲其影响就非常小了,所以莫尔条纹可以起到放大和平均的作用。磁栅尺——利用磁极的原理制作而成的传感器。基尺是被均匀磁化的钢带。S和N极均匀间隔排列在钢带上,通过读数头读取S,N极的变化来记数。 光栅尺受温度影响较大,一般使用环境在40摄士度以下。(三坐标测量机一般都要求在恒温横湿环境下测量,保证测量精度。 敞开式磁栅尺容易受磁场影响,封闭式磁栅尺则无此困扰,但成本较高。www.jnguangyu.com
中秋,按说发这个不合适。不过也就今天轻松些没啥事干。其实不完全算吐槽,也算是一个警醒。实验人员就不要看啦,浪费你们时间呢。不否认,大多数的实验人员都是不错的,可是他们通常在维修这块上,特别是涉及到钱的事情上做不了主,也不愿惹麻烦。对他们来说,仪器正常好用就行了,其他的操什么心呢。维修人员要清楚,你不是救世主,客户也不是上帝,更不是朋友,即使表面是朋友,大家只是交易关系。下面的几条其实并没有严格的界限,应该是接单时综合都要考虑的。 欢迎大家拍砖。但拒绝骂人。有更好的想法,更是欢迎交流。总的来说,活要干好,钱要拿稳。——不要想着今后大家怎样我始终反对那种 这单给你优惠,免费什么的,下次你支持下我。屁话,不为了利润谁出来干活。下一单太久,谁知道什么时候,谁知道下一单又会不会找你。我认同的理念是,一单是一单,把每一单该做的做好,该挣的就心安理得的挣,干活拿钱,把活干好了,我拿钱还有什么不心安理得的。——砸招牌的不要做。为了低价抢生意,或者利润最大化,给客户换廉价配件,维修草草了事,这种事情看起来划算,通常保修期内也不会出问题。但只要有一单反复出现问题,就够你头疼。如果对某故障没有很大的把握,还是不要接,毕竟钱哪个挣得完。最后钱没挣到,惹到一身骚。——利润太低,扰乱市场的事不要做。对于利润我们当然要追求,我不相信廉价的服务会是好服务。因此,如果客户砍价太狠,有些单子宁愿不做。做了自己没利润,弄廉价配件又砸招牌。而且给客户维修,款项都有一定的周期。挣那么一点点还要拖款,还要开发票,还要质保。做起来简直蛋疼。业余去帮人家装一天窗帘还400块呢,还什么售后发票都没,还当日结。如果客户死砍价,只盯着配件价格,说明他根本不尊重你的劳动。遇到这样的,通常宁愿不做,或者告诉他我把配件给你,你自己换,我只收配件费,不质保。当然通常客户也是不干的,个个都是人精,他可不愿承担风险。不要为了那点点生意把自己搞来像个要饭的,简直贱。如果实在是太简单,那就送人情还好点。而且市场做乱了,想提价就难了,客户也不认为你值钱了,同行业不待见你。曾经为了某个兄弟的客户,低价做了一单,从此在这个客户那里就收不起价格来,要不是碍于人情,自然是不想再接这个客户的。——不要认为客户都是善良的。现金为王。可能有人会认为最不应该的是这条,但对于服务供应商来说这是最重要的。这是主要想说的。通常设备坏了,都表现得急的不得了,无论真急还是假急,都不要把自己当成救世主,你火急火燎的跑去,问题解决了。也几乎没你什么事了。垫了不少的配件费,人工,搞不好发票都搭进去。付款时他们可不急。拖你一年半载是常事。说好的30天付款呢?还能不能好好玩耍了。 等你催款时,发现使用的,采购的,财务的,谁都是你大爷。你哭吧,如果金额少利润少,那就干脆不要了。下次有问题时再催。如果金额大,这时候谁都对你虎视眈眈。尼玛甚至财务都想吃你一口。不给,不给老子给你押后,你就哭吧。——所以,对于维修来说,大家挣得都是辛苦钱,尼玛你找个临时工都还是当天结算呢。他要是真的急,那就赶紧付款。不然找别家去。一旦维修好了,你还有什么筹码,工厂大门都进不去。所以,除非很有信誉保证的用户,不然,再大的用户都要把持住。而且特别是大用户,自以为很NB,以为对供应商呼之则来,时间长了就让他们看不起。认为找你干活是施舍给你。 而且这种用户最黑,部门繁多,雁过谁都想拔毛。因为原材料等大单都是高层在吃,中低层手里过的都是小单,不吃你吃谁。所以,能预付款的客户,我宁愿少挣一些。还有一招就是要找到能帮你催款的人,这个就不细说。不过也只有对金额和利润都多的才可以,自己利润都低了,自然没人愿意帮你催款,又回到上面几条,宁愿不做。
我知道用XRD计算晶粒尺寸必须扣除仪器宽化影响。我计算做一系列样品的的晶粒尺寸,我是用的是KCL(标样)和样品混合在一起扫描,请问是仪器宽化影响是固定的吗?是否标样做一次就行了?另外,标样和样品混合在一起扫描是外标法还是内标法?标样和样品混合比例多少合适?谢谢!
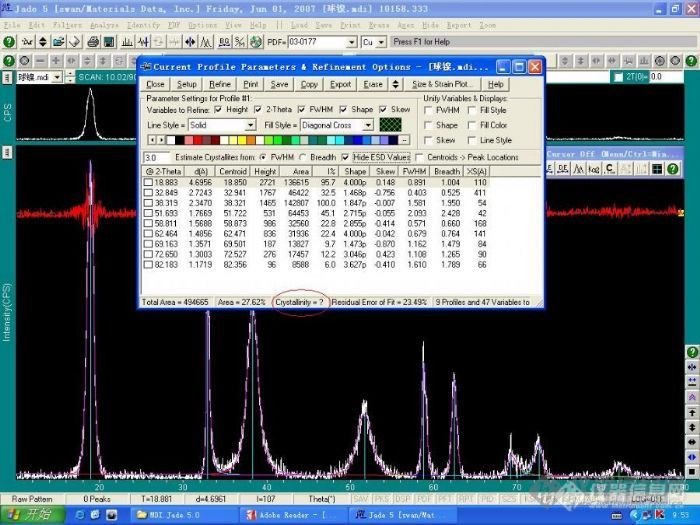
[img]http://ng1.17img.cn/bbsfiles/images/2007/06/200706011020_53562_1818093_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2007/06/200706011020_53563_1818093_3.jpg[/img] 用本版Jade5.0教程里面的方法(P29)想计算结晶度,发现其他数据都正常,就是给不出结晶度,怎么回事呢?请高手请教。 另外发现各种途径给出的半峰宽和各衍射面的晶粒尺寸不一致,差别很大,这个怎么取舍呢?
我们需要作固体氟核磁,需要多大的采样谱宽?瓦里安和布鲁克提供用于研究型核磁谱仪的最大范围的采样谱宽5000KHz和 300KHz(1000KHz为选件)是不是都可以呢?
用液相做水质出现峰变宽,有时还有双峰出现,请问是怎么回事?
GB/T228.1表B.3试样宽度公差。当尺寸公差不满表B.3时,实际测量试样的宽度尺寸公差可以是多少?我收到的试样是梯形的,例如名义宽度25的试样,我实际收到的试样,平行长度部分测量宽度分别是24.98,24.80,24.60,还有名义宽度25试样,实际收到试样是23.90,23.92,23.94。这些试样能否接收,若是有审核老师对试样尺寸是否合格提出问题,如何回答。[img]https://ng1.17img.cn/bbsfiles/images/2022/02/202202121245078626_1669_3540587_3.png[/img]
请问各位达人:你们按照国标和JIS等标准作金属材料拉伸试验时,一般试样的加工精度达到多少???尺寸量具采用多少精度??能满足标准要求么?偶们一般采用宽25,标距50的样品,但是加工出来经常有25.6或者24.4这样的,可以么??
有几次检测一个可能是酸的产物总是找不到羧酸氢的峰,标尺只到13ppm,会不会是因为标尺太短而没有显示出来啊??
想利用Voigt函数计算晶面垂直方向的微晶尺寸大小Dhkl和晶面垂直方向的晶格畸变应力,应该怎样利用Highscore剥离Ka2后计算对应于Ka1的半高宽和积分宽呢?
银行业人士建议!!!简单自救法:一、当汇错款或被骗汇款后,最快最有效的紧急自救法:当你把自己的钱不小心汇到了不该汇的人卡上,或者被骗子忽悠而把钱汇给了骗子,此时最快和最有效的自救办法不是报警也不是找银行,而是第一时间按以下方法操作:1 拨打你汇往银行(即对方收款账户的开户行)的客服电话(如建行:95533,农行:95599);2 拨通客服电话后,按语音提示:按相应键进入查询系统;3 按提示键入对方接收你汇款的银行账号;4 然后系统提示你输了密码,此时注意了很关键的:你随意输入6位数字(即错误的密码),按确认。系统会提示:密码错误,重新输入,你再次输入刚才的数字,系统又提示密码错误,重新输入,你还是如上两次那样再操作一次,当你连续三次输错密码后,系统将自动把对方账号锁住,此刻,你的临时紧急自救行动宣告成功,对方已经暂时无法 把你汇入的款项汇出和取走!(账号被锁后,需持开户人身份证亲自到银行办理,而且必须在被锁3~5天以后才行)5 这个时候,你才需要尽快报警并到银行求助。6 若你的银行卡不慎遗失,为避免被人盗走卡内钱款,这招也很绝哦(与在银行办理挂失效果一样)。二、如果万一是被歹徒挾持去提款时,请倒着输入你的银行卡的密码方式去间接知会警方。 例如你的密码是 213516的話, 你可以输入 615312, 提款机会识別到你是以倒着方式输入密码, 提款机会按你要求秀出金额, 但是会在匪徒不知情的情況下通知警方! 请尽可能告诉给每一个人,以备不时之用。
长度测量工具 dimensional measuring instrument 将被测长度与已知长度比较,从而得出测量结果的工具,简称测量工具。长度测量工具包括量规、量具和量仪。习惯上常把不能指示量值的测量工具称为量规;把能指示量值,拿在手中使用的测量工具称为量具;把能指示量值的座式和上置式等测量工具称为量仪。 简史 最早在机械制造中使用的是一些机械式测量工具,例如角尺、卡钳等。16世纪,在火炮制造中已开始使用光滑量规。1772年和1805年,英国的J.瓦特和H.莫兹利等先后制造出利用螺纹副原理测长的瓦特千分尺和校准用测长机。19世纪中叶以后,先后出现了类似于现代机械式外径千分尺和游标卡尺的测量工具。19世纪末期,出现了成套量块。继机械测量工具出现的是一批光学测量工具。19世纪末,出现立式测长仪,20世纪初,出现测长机。到20年代,已经在机械制造中应用投影仪、工具显微镜、光学测微仪等进行测量。1928年出现气动量仪,它是一种适合在大批量生产中使用的测量工具。电学测量工具是30年代出现的。最初出现的是利用电感式长度传感器制成的界限量规和轮廓仪。50年代后期出现了以数字显示测量结果的坐标测量机(见三坐标测量机)。60年代中期,在机械制造中已应用带有电子计算机辅助测量的坐标测量机。至70年代初,又出现计算机数字控制的齿轮量仪,至此,测量工具进入应用电子计算机的阶段(见长度计量技术)。 分类 测量工具通常按用途分为通用测量工具、专类测量工具和专用测量工具3类。 测量工具还可按工作原理分为机械、光学、气动、电动和光电等类型。这种分类方法是由测量工具的发展历史形成的。但一些现代测量工具已经发展成为同时采用精密机械、光、电等原理并与电子计算机技术相结合的测量工具,因此,这种分类方法仅适用于工作原理单一的测量工具。 通用测量工具 可以测量多种类型工件的长度或角度的测量工具。这类测量工具的品种规格最多,使用也最广泛,有量块、角度量块、多面棱体、正弦规、卡尺、千分尺、百分表(见百分表和千分表)、多齿分度台、比较仪、激光干涉仪、工具显微镜、三坐标测量机等。
这是个真实的故事,我每次看一次都会流泪,可能很多人看过了,但是还是希望更多的人能看到,更多的人能做到宽容,才能避免更多的误会和伤害。一个个无情的误解,纷乱了幸福的脚步。当命运的死结终于用代价打开,一切都为时已晚 接婆婆来家安度晚年,结果却背离我们的初衷结婚二年后,先生跟我商量把婆婆从乡下接来安度晚年。先生很小时父亲就过世了,他是婆婆唯一的寄托,婆婆一个人扶养他长大,供他读完大学。“含辛茹苦”这四个字用在婆婆的身上,绝对不为过!我连连说好,马上给婆婆收拾出一间南向带阳台的房间,可以晒太阳,养花草什么的。 先生站在阳光充足的房间,一句话没说,却突然举起我在房间里转圈,在我张牙舞爪地求饶时,先生说:“接咱妈去。” 先生身材高大,我喜欢贴着他的胸口,感觉娇小的身体随时可被他抓起来塞进口袋。当我和先生发生争执而又不肯屈服时,先生就把我举起来,在脑袋上方摇摇晃晃,一直到我吓得求饶。这种惊恐的快乐让我迷恋。 婆婆在乡下的习惯一时改不掉。我习惯买束鲜花摆在客厅里,婆婆后来实在忍不住了:“你们娃娃不知道过日子,买花干什么?又不能当饭吃!” 我笑着说:“妈,家里有鲜花盛开,人的心情会好。” 婆婆低着头嘟哝,先生就笑:“妈,这是城里人的习惯,慢慢的,你就习惯了。” 婆婆不再说什么,但每次见我买了鲜花回来,依旧忍不住问花了多少钱,我说了,他就“啧啧”咂嘴。有时,见我买大包小包的东西回家,她就问这个多少钱那个多少钱,我--如实回答,她的嘴就咂的更响了。先生拧着我的鼻子说:“小傻瓜你别告诉她真实价钱不就行了吗?” 快乐的生活渐渐有了不和谐音。 婆婆最看不惯我先生起来做早餐。在她看来,大男人给老婆烧饭,哪有这个道理? 早餐桌上,婆婆的脸经常阴着,我装做看不见。婆婆便把筷子弄得丁当乱响,这是她无声的抗议。我在少年宫做舞蹈老师,跳来跳去已够累的了,早晨暖洋洋的被窝,我不想扔掉这惟一的享受,于是,我对婆婆的抗议装聋作哑。 婆婆偶乐帮我做一些家务,她一做我就更忙了。比如,她把垃圾袋通通收集起来,说等攒够了卖废塑料,搞得家里到处都是废塑料袋;她不舍得用洗洁精洗碗,为了不伤她的自尊,我只好偷偷再洗一遍。 一次,我晚上偷偷洗碗被婆婆看见了,她“啪”的一声摔上门,趴在自己的房间里放声大哭。先生左右为难,事后,先生一晚上没跟我说话,我撒娇,耍赖,他也不理我。我火了,问他:“我究竟哪里做错了?” 先生瞪着我说:“你就不能迁就一下,碗再不干净也吃不死人吧?” 后来,好长一段时间,婆婆不跟我说话,家里的气氛开始逐渐尴尬。那段日子,先生活得很累,不知道要先逗谁开心好。 婆婆为了不让儿子做早餐,义无反顾地承担起烧早饭的“重任”。 婆婆看着先生吃得快乐,再看看我,用眼神谴责我没有尽到做妻子的责任。为了逃避尴尬,我只好在上班的路上买包奶打发自己。 睡觉时,先生有点生气地问我:“芦荻,是不是嫌弃我妈做饭不干净才不在家吃?”翻了一个身,他扔给我冷冷的脊背任凭我委屈的流泪。最后,先生叹气:“芦荻,就当是为了我,你在家吃早餐行不行?” 我只好回到尴尬的早餐桌上。 那天早晨,我喝着婆婆烧的稀饭,忽然一阵反胃,肚子里所有的东西都抢着向外奔跑,我拼命地压制着不让它们往上涌,但还是没压住,我扔下碗,冲进卫生间,吐得稀里哗啦。 当我喘息着平定下来时,见婆婆夹杂着家乡话的抱怨和哭声, 先生站在卫生间门口愤怒地望着我,我干张着嘴巴说不出话,我真的不是故意的。我和先生开始了第一次激烈的争吵,婆婆先是瞪着眼看我们,然后起身,蹒跚着出门去了。先生恨恨地瞅了我一眼,下楼追婆婆去了。 意外迎来新生命,却突然葬送了婆婆的性命整整三天,先生没有回家,连电话都没有。我正气着,想想自从婆婆来后,我够委屈自己了,还要我怎么样?莫明其妙的,我总想呕吐,吃什么都没有胃口,加上乱七八糟的家事,心情差到了极点。后来,还是同事说:“芦荻,你脸色很差,还是去医院看看吧。” 医院检查的结果是我怀孕了。我明白了那天早晨我为什么突然呕吐,幸福中夹着一丝幽怨:先生和作为过来人的婆婆 ,他们怎么就丝毫没有想到这呢? 在医院门口,我看见了先生。仅仅三天没见,他憔悴了许多。我本想转身就走,但他的模样让我心疼,没忍住,我喊了他。 先生循着声音看见了我,却好像不认识了,眼神里有一丝藏不住院的厌恶,它们冰冷地刺伤了我。 我跟自己说不要看他不要看他,伸手拦了一辆出租车。那时,我多想向先生大喊一声:“亲爱的我要给你生宝贝了!”然后被他举起来,幸福地旋转。 我希望的没有发生。在出租车里,我的眼泪才迟迟地落下来。 为什么一场争吵就让爱情糟糕到这样的程度?回家后,我躺在床上想先生,想他满眼的厌恶。我握着被子的一角哭了。 夜里,家里有翻抽屉的声音。打开灯,我看见先生泪流满面的脸。他正在拿钱。我冷冷地看着他,一声不响。他对我视若不见,拿着存折和钱匆匆离开。 或许先生是打算乇底离开我了。真是理智的男人,情与钱分得如此清楚。我冷笑了几下,眼泪“哗啦哗啦”的流下来。 第二天,我没去上班。想彻底清理一下自己的思绪,找先生好好谈一次。 找到先生的公司,秘书有点奇怪地看着我说:“陈总的母亲出了车祸,正在医院里呢。” 我瞠目结舌。 飞奔到医院,找到先生时,婆婆已经去了。 先生一直不看我,一脸僵硬。我望着婆婆干瘦苍白的脸,眼泪止不住:天哪!怎么会是这样? 直到安葬了婆婆,先生也没跟我说一句话,甚至看我一眼都带着深深的厌恶。 关于车祸,我还是从别人嘴里了解到大概,婆婆出门后迷迷糊糊地向车站走,她想回老家,先生越追她走得越快,穿过马路时,一辆公交车迎面撞过来…… 我终于明白了先生的厌恶,如果那天早晨我没有呕吐,如果我们没有争吵,如果……在他的心昊,我是间接杀死他母亲的罪人。 先生默不作声搬进了婆婆的房间,每晚回来都满声酒气。而我一直被愧疚和可怜的自尊压得喘不过气来,想跟他解释,想跟他说我们快有孩子了,但看着他冰冷的眼神,又把所有的话都咽了回去。我宁愿先生打我一顿或者骂我一顿,虽然这一切事故都不是我的故意。







 我要推广仪器
我要推广仪器
 下载APP
下载APP