投影仪又称投影机,是以精确的放大倍率将物体放大投影在投影屏上或墙壁上以测定物体形状、尺寸的仪器。投影仪是集光、机、电一体化的精密高效测量光学仪器。投影仪没有辐射,完全符合了安全、环保、健康等的指标。 投影仪具有操作维修方便、效率高、适用性强等优点。采用远心光路,利用光导纤维使得照明更均匀明亮,并可按不同的被测工件调节光亮度,以消除调焦误差带来的测量误差。投影仪的光学系统品质优良、物镜成像清晰、放大倍率准确。仪器采用手动定位寻边,自动寻边工具,自动影像对焦指示器,轻松获取清晰影像。还可以测量任意百方的工件,并且可以实现多角度测量。 投影仪被广泛用于机械、模具制造、五金、冲压、商务办公、仪表、电子、培训会议,课堂教学、轻工、研究所以及计量检定部门。
我来到仪器网后,发觉根本就没有关于--投影仪方面的资料,而投影仪在成品的检测方面又是必不可少的仪器,我想很多做橡胶、塑料等的厂家实验室也有,所以特建议版主开一个关于投影仪的专版。
各位,请问怎么使用投影仪?
本人以前没有怎么使用过投影仪,所以对投影仪的使用很菜。前段时间公司拿来一台投影仪给我用,一开机发现投影仪显示没信号,不知道是不是哪里设置的问题(由于是香港带来的,设置版面全是英文的,很多看不懂。),现请大伙帮我分析下可能出现的原因,谢谢!投影仪是EIKI的,型号为LC-SM2。
现实验需要,求购二手投影仪,价格面议,功能不需要太多,能播放PPT即可
哪位前辈知道投影仪都有哪些牌子,有没有详细的使用手册?共享一下~~感激ing~~~
仪器操作方便、观察试样缺口直观,效率高,同时国产化的仪器设备基本可以满足于样品检验的要求,对于一些冶金、压力容器制造、机械工程等中小型实验室可以说是很好的必备专用检测仪器。 冲击缺口投影仪作为力学性能----冲击试验机项目的检验仪器,能及时地发现试样缺口加工质量是否符合GB/T229-49《金属夏比冲击试验方法》尺寸要求,有戏地防止因缺口质量而产生的冲击试验结果不稳定的现象。一.简述: 冲击试验夏比投影仪是近些年来广泛用于金属材料夏比(V、U型)冲击试样缺口加工质量检查的专用光学仪器。该仪器是利用光学投影的方法将被测的冲击试验机试样(V、U型)缺口轮廓放大投射到投影屏上,与投影屏上冲击试样(V、U型)缺口标准公差带样板图比对,以此来确定被检的冲击试样缺口加工质量是否合格。二、使用仪器买好了,接下来就是使用,其实冲击缺口投影仪的操作比较简单容易首先将冲击试样的缺口部位擦拭干净,去油污和毛刺,打开电源,将试样平整的放入仪器的工作台面上【未开电源的】调节工作台的上下、左右旋钮,使已放大了50倍的缺口投影图像与仪器所提供的也是50倍的冲击试样缺口标准公差带样板图进行对比以此来判定缺口的加工质量是否符合标准规定冲击缺口投影仪在使用过程中,应当经常保持清洁、光学系统(透镜)若有油污或浮灰时,可用脱脂棉沾无水乙醇轻轻擦拭三、选型流程如下:实验室(仪器各方面的咨询、了解的结果)-----报厂装备采购部(对所报仪器厂家进行核实、调研以及买卖合同签订)-----仪器生产厂家(发货、组装、培训)。对仪器前期的仪器选型、厂家、价格、仪器性能等这些情况,我们主要通过网络查找,杂志和使用该仪器的实验室进行广泛咨询。 由于企业性质的不同,我们实验室只是参与了仪器购置前期的仪器选型、厂家、价格、仪器性能等任务,而具体的谈判、合同签订、购买付款等事宜等均由厂装备采购部来完成 我单位属压力容器制造行业,每年需检验的金属原材料板材、焊接工艺评定试板以及产品试板的冲击试验机的试样近4000-5000个,加工量大,为保证试样缺口的加工质量和试验结果的准确性,做到更加标准规范,我们提出了采购冲击缺口投影仪设备的要求并报厂各有关部门。四、小结冲击缺口投影仪属于专用光学仪器,在使用维护保养上应注意现场的环境,控制好温、湿度。温度在25度左右,湿度在60%以下。另外对于该仪器投入使用后,必须要每年进行一次计量校验,以防止光路系统由于长期使用误差偏大的现象,以便给实验带来不便。
谁用过CHILTBRN型、JC-2型的湿镜投影仪啊?请求校准规程!

http://ng1.17img.cn/bbsfiles/images/2017/01/201701191653_633424_1622447_3.jpg图中的投影仪你们试验室有吗?
微软研究部门研发出了一个增强现实投影器,这一新科技利用多达4台的Kinect,可以让你与房间内的物品进行交互。简单的说,你可以用手与投影仪投影出的影像进行交互。 房间内的Kinect传感器可以将整个房间转换为一个数字化的空间,然后你就可以用手与这个投影仪投影出的虚拟物体进行互动。 你可以在墙上画画,或是拖动投影仪投射出的虚拟物件,你还可以克隆真实的物件并投射出来。虽然这个投影仪的分辨率不高,而且还要带着一个投影机,但至少微软在未来发展的路上有又迈进了一步。 我们也相信Kinect技术在未来将会被大规模的应用到商业中,微软计划在2012年发布Kinect的商业SDK。
公司要买一台三坐标二次元的投影仪用于测量精密零部件的孔径及一些用游标卡尺不好测量或游标卡尺精度达不到的塑料件,以前没用过,搜了一下,发现有很多种,不知道买什么样的合适,大家有没有推荐的?
哪位前辈有眼科仪器卡式投影仪ISO10938-1998,小妹急用!先谢过!![em27]
那位兄弟可以提供我一些金相设备和投影仪设备采购的公司,我的联系方式:zhaobing6799@sohu.com
最近几十年不仅仅是我们,乃至全世界都能感受到中国制造的产品质量与效率都有质的飞跃。产品质量和效率的提升离不开生产设备和生产规范的高效管理,在管理过程中,对半成品、成品的合格率检测是必不可少的,以机械零件加工为例,在加工完一个机械零件后,我们对该机械零件的二维尺寸参数并不是很确定。这时,我们就需要通过检测手段,来获取机械零件的二维尺寸参数。传统的检测手段有投影仪、卡尺等,随着技术的进步,最新的二次元影像测量仪逐步替代传统检测手段,成为新的首选测量解决方案。今天我们就来分析一下[b]VX3000系列[color=#333333]二次元影像测量仪[/color][/b]与投影仪的区别。[align=center] [img]http://www.chotest.com/Upload/2019/6/201906149843071.jpg[/img][/align][align=center] [/align][b][color=#e01e2b]1.测量精度:[/color][/b] 投影仪检测工件的精度一般在45μm左右,在现代化的生产加工过程中,已经不能满足生产者的精度需求。二次元影像测量仪的测量精度普遍在±2μm左右,最高可达1μm,是完全可以满足生产者对精度的要求的。[b][color=#e01e2b]2.测量效率:[/color][/b] 用投影仪检测工件单次只可检测一个工件,并且需要在操作软件上定位原点,再进行一定编程工作,才可以测得一个工件的尺寸数据。二次元影像测量仪单次可以测量多个工件,小微型工件甚至可以测量几十个,只要在视场范围内,一次测多少个操作员说了算,二次元影像测量仪不需要定位原点,也不需要进行复杂的编程。只需在测量第一个工件时建立模板,此后测量相同的工件只需按一键测量按钮,即可得出工件的二维尺寸参数,批量测量最多可同时测量512个部位,大大提升了工作效率![b][color=#e01e2b]3.仪器体积:[/color][/b] 投影仪都是比较笨重的仪器,外形体积硕大,重达五六百千克,不方便搬运到不同车间进行检测作业。VX3000系列二次元影像测量仪的体积轻便,重量在30-40千克之间,单人即可搬运到不同的车间生产线上进行测量工作,省时省力省空间。

[color=#DC143C][size=4][font=隶书]冲击试样缺口投影仪的选购和使用[/font][/size][/color]一. 简述: 冲击试样缺口投影仪是近些年来广泛用于金属材料夏比(V、U型)冲击试样缺口加工质量检查的专用光学仪器。该仪器是利用光学投影的方法将被测的冲击试样(V、U型)缺口轮廓放大投射到投影屏上,与投影屏上冲击试样(V、U型)缺口标准公差带样板图比对,以此来确定被检的冲击试样缺口加工质量是否合格。[img]http://ng1.17img.cn/bbsfiles/images/2009/11/200911012125_179631_1622447_3.jpg[/img]【冲击试样缺口投影仪】[img]http://ng1.17img.cn/bbsfiles/images/2009/11/200911012126_179633_1622447_3.jpg[/img]【投影屏上的缺口标准公差带样板图】 冲击缺口投影仪作为力学性能----冲击试验项目的检验仪器,能及时地发现试样缺口加工质量是否符合GB/T229-49《金属夏比冲击试验方法》尺寸要求,有戏地防止因缺口质量而产生的冲击试验结果不稳定的现象。 仪器操作方便、观察试样缺口直观,效率高,同时国产化的仪器设备基本可以满足于样品检验的要求,对于一些冶金、压力容器制造、机械工程等中小型实验室可以说是很好的必备专用检测仪器。
求助!投影仪的横向(X轴)移动不灵活!急!急!这么办!!!是万濠精密仪器有限公司的.[em0702] [em0702]
请问:冲击试样缺口投影仪怎么做期间核查?
力学实验室做冲击试验之前,一般要用投影仪对冲击试样的缺口进行检查,主要查其缺口的角度、底部的半径、缺口深度等。现在有个问题,一般检查都是将冲击试样缺口放大450倍后,与投影仪上的图进行对比,看符合程度怎么样?但投影仪上缺口的图是购买投影仪时所带来的,也不知道这个图的准确性怎么样?如它平身就不准,那我们的检查也是不准的。不知道各位对该问题是怎么考虑的,是否自己要对该图做自校准?
随着中国市场的科技技术日新月异,制造业对产品的精度要求越来越高,人为测量已无法满足客户要求,大家都开始借助仪器测量。目前市面上对于尺寸的测量主要是有二次元及三次元等。那么这些测量仪的区别在哪儿呢?目前市面的二次元测量仪、三次元测量仪、测量投影仪与五次元一键式测量仪的区别??? 现在市场的影像尺寸测量仪,有三次元测量仪、二次元测量仪和测量投影仪。而二次元测量仪跟测量投影仪难以区别,都是光学检测仪器,在结构和原 理上二次元测量仪通常是连接PC电脑上同时连同软件一起进行操作,精度在0.002MM以内,测量投影仪内部是自带微型电脑的,因此不需要再连接电脑,但在精度上却没有二次元测量仪那么精准,影像测量仪精度一般只能达0.01MM以内。三次元测量仪是在二次元测量的基础上加一个超声测量或红外测量探头,用于测量被测物体的厚度以及盲孔深度等,这些往往二次元测量仪无法测量,但三次元测量仪也有一定的缺陷:Ø 测高探头采用接触法测量,无法测量部分表面不 能接触的物体;Ø 探头工作时,需频繁移动座标,检测速度慢;Ø 因探头有一定大小,因些无法测量过小内径的盲孔;Ø 探头因采用接触法测量,而接触面有一 定宽度,当检测凹凸不平表面时,测量值会有较大误差,同时一般测量范围都较小。 光纤同轴位移传感器以非接触方式测量高度和厚度,解决了过去三角测距方式中无法克服的误差问题,因此开发出可以同轴共焦非接触式一键测量的3D轮廓测量设备成为亟待解决的热点问题。 针对现有技术的上述不足,提供五次元测量设备及其测量计算方法,具有可以非接触检测、更高分辨率、检测速率更快、一键式测量、更高精度等优点。五次元测量仪通过采用大理石做为检测平台和基座,可获得更高的稳定性;内置软件的自动分析,可一键式测量,只需按一个启动键,既可完成尺寸测量,使用方便;采有非接触式光谱共焦测量具有快速、高精度、可测微小孔、非接触等优点,可测量Z轴高度,解决测高探头接触对部分产品造成损伤的问题;大市场光学系统可一次拍取整个工件图像,可使检测精度更高,速度更快。并且可以概据客户需要,进行自动化扩展,配合机械手自动上下料,完全可做到无人化,并可进行 SPC 过程统计。为客户提供高精度检测的同时,概据 SPC 统计数据,实时对生产数据调整, 提高产品质量,节约成本。
[size=4]我公司有一台三丰投影仪PJ-A3000和一台QC200,现在要把它们连在一起用.哪位同志帮帮忙吧!要不要改信号?要配什么零件?谢谢.
我需要 JJF1093-2002《投影仪校准规范》及JJG56-2000《工具显微镜检定规程》,不知哪位高人能帮帮我啊,我在这里先谢谢了
[color=#333333]冲击试验对于冲击试样缺口要求严格,缺口的微小变化,都会引起试验结果出现误差,为保证加工出的冲击试样缺口合格,缺口的加工质量检验是一个重要的控制手段。目前冲击缺口测量的有两种方式,第一种是传统的投影仪比对;第二种,是全自动冲击缺口测量仪,准确测量缺口尺寸。[/color][color=#333333][/color][b]概述[/b][align=left][color=#333333]随着国内工业技术的发展,越来越多的行业已经开始执行夏比[/color][color=#333333]V[/color][color=#333333]型[/color][color=#333333]U[/color][color=#333333]型缺口冲击试验方法,[/color][color=#333333] [/color][color=#333333]日前国内很多行业如(航空航天、船舶、锅炉压力容器、冶金和机械)等行业已普遍[/color][color=#333333]s[/color][color=#333333]使用夏比冲击试验。根据目前国内广大用户的实际需求和国标[/color][color=#333333]GB/T229-2007[/color][color=#333333]《金属材料夏比摆锤试验方法》[/color][color=#333333]ASTM E23[/color][color=#333333]中要求冲击试样缺口的要求而开发、开发的一种专用于检查夏比[/color][color=#333333]V[/color][color=#333333]型[/color][color=#333333]U[/color][color=#333333]型冲击试样缺口加工质量的专用光学仪器,是航空航天、船舶、锅炉压力容器、冶金和机械等部门理化实验室的必备专用设备。满足所有种类冲击试样缺口的的检测。[/color][color=#333333][/color][/align][align=left][color=#333333]对于夏比[/color][color=#333333]V[/color][color=#333333]型缺口冲击试验,由于试样[/color][color=#333333]V[/color][color=#333333]型缺口要求严格([/color][color=#333333]GB/T229-2007[/color][color=#333333]试样缺口深[/color][color=#333333]2mm[/color][color=#333333]±[/color][color=#333333]0.075[/color][color=#333333]、[/color][color=#333333]45°[/color][color=#333333]角±[/color][color=#333333]2[/color][color=#333333]°且试样缺口尖端要求[/color][color=#333333]R0.25±0.025mm[/color][color=#333333])([/color][color=#333333]ASTM E23[/color][color=#333333]试样缺口深[/color][color=#333333]2mm[/color][color=#333333]±[/color][color=#333333]0.025[/color][color=#333333]、[/color][color=#333333]45°[/color][color=#333333]角±[/color][color=#333333]1[/color][color=#333333]°且试样缺口尖端要求[/color][color=#333333]R0.25±0.025mm[/color][color=#333333]),故在整个试验过程中,试样的[/color][color=#333333]V[/color][color=#333333]型缺口加工是否合格成了关键问题,如果试样缺口的加工质量不合格,那么其试验的结果是不可信的,特别是[/color][color=#333333]R0.25mm[/color][color=#333333]缺口尖端的微小变化(其公差带只有[/color][color=#333333]0.025mm[/color][color=#333333]),都会引起试验结果的偏差,尤其是在试验的临界值时会引起产品报废或合格两种截然相反的结果。为保证加工出的夏比[/color][color=#333333]V[/color][color=#333333]型缺口合格,其缺口的加工质量检验是一个重要的质量控制手段。用光学测量检查是切实可行并能保证检查质量的方法。[/color][color=#333333]TOP-IG[/color][color=#333333]是我公司根据[/color][color=#333333]GB/229-2007[/color][color=#333333]《金属材料夏比缺口冲击试验方法》、[/color][color=#333333]ASTM E23[/color][color=#333333]中冲击试样缺口的要求与广大用户的实际需求而设计、开发的一种专用于检查夏比[/color][color=#333333]V[/color][color=#333333]型和[/color][color=#333333]U[/color][color=#333333]型冲击试样缺口加工质量的专用光学测量仪器。[/color][color=#333333][/color][/align][b]原理[/b][align=left][color=#333333]第一种:传统的冲击缺口投影仪,主要通过将被测试样缺口投影到带有模板刻度的屏上,然后调整被测试样高度、左右等与带有刻度的模板进行对比,判定冲击缺口尺寸是否合格。[/color][color=#333333][/color][/align][align=left][color=#333333]第二种,全自动冲击缺口测量仪,主要通过专用的光学系统,将被测试样缺口,采集到电脑显示器上,通过[/color][color=#333333]SMTMeasSystem_IG[/color][color=#333333]测量系统,通过特用的像素解析技术,以及专用的光学系统,将被测试样缺口清晰轮廓显示到显示器上,再通过特有的技术自动捕捉轮廓,自动测量缺口尺寸。试样摆放需刻意摆放试样,只要将缺口放置视频区范围内就可以。缺口测量只需两部完成,摆放试样——测量缺口。一切测量、捕捉都是系统自动完成,[/color][color=#333333]1[/color][color=#333333]个人测量结果和[/color][color=#333333]100[/color][color=#333333]个测量结果一样。实现无人为因素影像。[/color][color=#333333][/color][/align][b]产品优点与缺点[/b][align=left][color=#333333]第一种传统冲击缺口投影仪,主要的优点是价格是便宜,缺点是测量结果受人为影像很大,精确都不高。测量数据无法保存,日后无法进行核查。[/color][color=#333333][/color][/align][color=#333333]第二种,全自动冲击缺口测量仪,缺点就是价格相对比较高,优点,测量完全不受人为因素影响,测量精度高([/color][color=#333333]0.001mm[/color][color=#333333]),测量数据可以以[/color][color=#333333]word[/color][color=#333333]、[/color][color=#333333]EXCEL[/color][color=#333333]、[/color][color=#333333]jpg[/color][color=#333333]等格式保存,日后核查或仲裁都可以进行复查测量。[/color]
请帮忙啊!我的老板要求我把投影测量仪(PJ300)改成内校,我手上的标准器只有量块!~郁闷ing中啊!!我了解了要有玻璃线纹尺作为标准器才能对投影测量仪校准,那样的成本太好大了,请问哪位高手对投影测量仪的内校给点意见我呢?先谢了!ie-fg@163.com
如题,自己定制还是买专业厂家的成品?如混样台、分析桌、振荡器、投影仪等
棉本色纱的毛羽测试大家还有用投影计数法的吗?还是用别的设备或方法代替了?
我们实验室作为公司的内部检测机构,想向送测部门实行收费政策或费用转嫁,一方面可以增加实验室收益,另一方面可以控制客户随意乱送样品。我们实验室是做尺寸测量的,有卡尺、投影仪、三坐标等等,具体应该遵循怎样的机制收费呢?请大家一起来谈谈自己的实验室运行状态,谢谢。
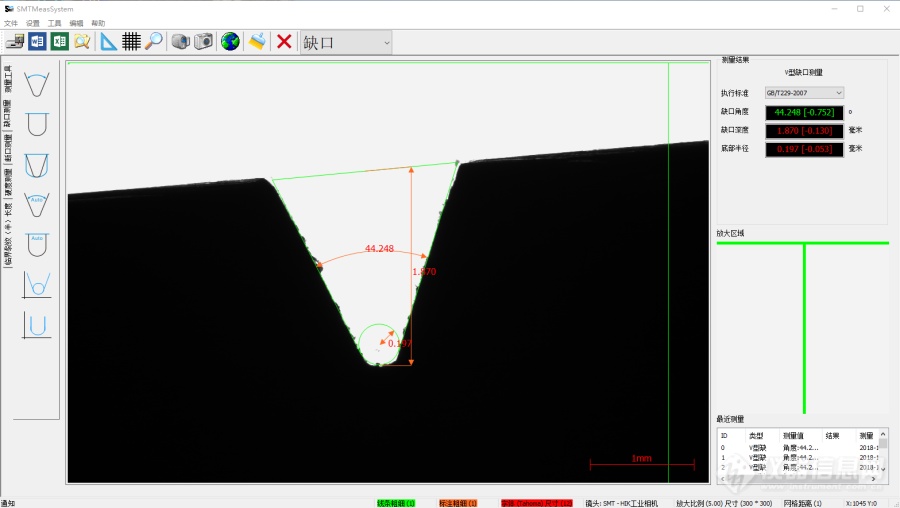
全自动冲击缺口测量仪([i]TOP-IG[/i]),是我公司根据广大用户的实际需求,根据GB/T229-2007《金属材料夏比摆锤冲击试验方法》、ISO 148-1 2009《金属材料夏比摆锤冲击试验机 第1部分:试验方法》、ASTM E23,GB/T 8363-2007《铁素体钢落锤撕裂试验方法》,新研发的专用V型U型缺口加工检验的设备“自动冲击缺口测量仪”。 利用特有光学图像技术将被测冲击试样缺口V型U型缺口图像通过千万像素的相机及镜头,将图像采集到电脑显示器上,通过我公司专用测量软件SMTMeasSystem_IG自动捕捉、自动判定,精确测量摆锤冲击V、U型缺口尺寸。[img=,690,389]https://ng1.17img.cn/bbsfiles/images/2019/09/201909160952451323_8948_1162982_3.png!w690x389.jpg[/img]

显微镜是只能观察产品的质量情况,是否出现毛边,是否有杂质,灰尘。二次元不紧可以看出产品的毛边还有品质的问题,还可以根据要求测出产品的一些相关的尺寸精度等等!http://ng1.17img.cn/bbsfiles/images/2011/06/201106270946_301723_2272138_3.jpg 光源分上、下光源只有底光源放大倍数30X~225X10X~100X测量精度(3+L/200)mm(3+L/75)mm可测量工件范围300*200mm250*150mm适应产品PCB、菲林、塑胶件、电子载料带、钟表、齿轮、机械加工、轴承、刀具、电子元器件等精密产品
说到CCD的尺寸,其实是说感光器件的面积大小,这里就包括了CCD和CMOS。感光器件的面积大小,CCD/CMOS面积越大,捕获的光子越多,感光性能越好,信噪比越低。CCD/CMOS是数码相机用来感光成像的部件,相当于光学传统相机中的胶卷。 CCD上感光组件的表面具有储存电荷的能力,并以矩阵的方式排列。当其表面感受到光线时,会将电荷反应在组件上,整个CCD上的所有感光组件所产生的信号,就构成了一个完整的画面。 如果分解CCD,你会发现CCD的结构为三层,第一层是“微型镜头”,第二层是“分色滤色片”以及第三层“感光层”。 第一层“微型镜头” 我们知道,数码相机成像的关键是在于其感光层,为了扩展CCD的采光率,必须扩展单一像素的受光面积。但是提高采光率的办法也容易使画质下降。这一层“微型镜头”就等于在感光层前面加上一副眼镜。因此感光面积不再因为传感器的开口面积而决定,而改由微型镜片的表面积来决定。 第二层是“分色滤色片” CCD的第二层是“分色滤色片”,目前有两种分色方式,一是RGB原色分色法,另一个则是CMYK补色分色法这两种方法各有优缺点。首先,我们先了解一下两种分色法的概念,RGB即三原色分色法,几乎所有人类眼镜可以识别的颜色,都可以通过红、绿和蓝来组成,而RGB三个字母分别就是Red, Green和Blue,这说明RGB分色法是通过这三个通道的颜色调节而成。再说CMYK,这是由四个通道的颜色配合而成,他们分别是青(C)、洋红(M)、黄(Y)、黑(K)。在印刷业中,CMYK更为适用,但其调节出来的颜色不及RGB的多。 原色CCD的优势在于画质锐利,色彩真实,但缺点则是噪声问题。因此,大家可以注意,一般采用原色CCD的数码相机,在ISO感光度上多半不会超过400。相对的,补色CCD多了一个Y黄色滤色器,在色彩的分辨上比较仔细,但却牺牲了部分影像的分辨率,而在ISO值上,补色CCD可以容忍较高的感光度,一般都可设定在800以上 第三层:感光层 CCD的第三层是“感光片”,这层主要是负责将穿过滤色层的光源转换成电子信号,并将信号传送到影像处理芯片,将影像还原。 传统的照相机胶卷尺寸为35mm,35mm为对角长度,35mm胶卷的感光面积为36 x 24mm。换算到数码相机,对角长度约接近35mm的,CCD/CMOS尺寸越大。在单反数码相机中,很多都拥有接近35mm的CCD/CMOS尺寸,例如尼康德D100,CCD/CMOS尺寸面积达到23.7 x 15.6,比起消费级数码相机要大很多,而佳能的EOS-1Ds的CMOS尺寸为36 x 24mm,达到了35mm的面积,所以成像也相对较好。 现在市面上的消费级数码相机主要有2/3英寸、1/1.8英寸、1/2.7英寸、1/3.2英寸四种。CCD/CMOS尺寸越大,感光面积越大,成像效果越好。1/1.8英寸的300万像素相机效果通常好于1/2.7英寸的400万像素相机(后者的感光面积只有前者的55%)。而相同尺寸的CCD/CMOS像素增加固然是件好事,但这也会导致单个像素的感光面积缩小,有曝光不足的可能。但如果在增加CCD/CMOS像素的同时想维持现有的图像质量,就必须在至少维持单个像素面积不减小的基础上增大CCD/CMOS的总面积。目前更大尺寸CCD/CMOS加工制造比较困难,成本也非常高。因此,CCD/CMOS尺寸较大的数码相机,价格也较高。感光器件的大小直接影响数码相机的体积重量。超薄、超轻的数码相机一般CCD/CMOS尺寸也小,而越专业的数码相机,CCD/CMOS尺寸也越大。如有疑问请登陆www.yr17.net
请求英国生产的用于隐形眼镜的Optimec Chiltern的检定规程,Optimec Chiltern应译成比长仪、测量用投影仪还是光学计?







 我要推广仪器
我要推广仪器
 下载APP
下载APP