推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转1222
留言咨询
400-860-5168转1222
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询






焊接目视检验分两部分[~128360~][~128359~]
第五篇 焊接技术条件、质量检验、工艺评定标准集汇编者:杭州电焊条有限公司 朱俊骅二零零七年七月本篇是《焊接材料资料汇编》第五篇。本篇主要收集了与焊接有关的技术条件、焊接检验、焊接工艺、焊接评定等方面的标准。本标准集含8个支集,132个标准。本篇主要考虑焊接技术、检验人员使用,销售人员应掌握其中主要检验方法的知识。本篇基本包括了焊接材料产品标准中提及的引用标准(除化学试验)部分;产品标准中引用的化学试验标准,将在以后的篇章中予以汇编。本篇包含的标准目录如下:一、焊接术语、工艺代号、焊缝符号、坡口形式:1、GB 324-88 焊缝符号表示法2、GB 985-88 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸3、GB 986-88 埋弧焊焊缝坡口的基本形式和尺寸4、GB/T 3375-1994 焊接术语5、GB/T 5185-2005 焊接及相关工艺方法代号6、GB/T 19804-2005 焊接结构的一般尺寸公差和形位公差7、GB/T 16672-1996 焊缝 工作位置 倾角和转角的定义8、GB 5185-85 金属焊接及钎焊方法在图样上的表示代号(已被2005版代替)二、硬度试验国家标准集:GB/T230 金属洛氏硬度试验9、GBT230.1-2004 金属洛氏硬度试验 第1部分:试验方法10、GBT230.2-2002 金属洛氏硬度试验 第2部分:硬度计的检验与校准11、GBT230.3-2002 金属洛氏硬度试验 第3部分:标准硬度块的标定GB/T231-2002 金属布氏硬度试验12、GBT231.1-2002 金属布氏硬度试验 第1部分:试验方法13、GBT231.2-2002 金属布氏硬度试验 第2部分:硬度计的检验与校准14、GBT231.3-2002 金属布氏硬度试验 第3部分:标准硬度块的标定GB/T4340-1999 金属维氏硬度试验15、 GB/T 4340.1-1999 金属维氏硬度试验 第1部分:硬度的试验16、GB/T 4340. 2-1999 金属维氏硬度试验 第2部分:硬度计的检验17、 GB/T 4340. 2-1999 金属维氏硬度试验 第2部分:硬度计的检验GB/T18449-2001 金属努氏硬度试验18、GB/T 18449.1-2001 金属努氏硬度试验 第1部分:试验方法19、 GB/T 18449.2-2001 金属努氏硬度试验 第 2部分:硬度计的检验20、 GB/T 18449.3-2001 金属努氏硬度试验 第3部分:标准硬度块的标定21、GB/T 4341- 2001 金属肖氏硬度试验方法22、GB/T 17394-1998 金属里氏硬度试验方法23、YS/T 471-2004 铜及铜合金韦氏硬度试验方法三、力学性能和扩散氢含量试验24、GB/T 228-2002 金属材料 室温拉伸试验25、GB/T 229-1994 金属夏比缺口冲击试验方法26、GB/T 2649-1989 焊接接头机械性能试验取样方法27、GB/T 2650-1989 焊接接头冲击试验方法28、GB/T 2651-1989 焊接接头拉伸试验方法29、GB/T 2652-1989 焊缝及熔敷金属拉伸试验方法30、GB/T 2653-1989 焊接接头弯曲及压扁试验方法31、GB/T 2654-1989 焊接接头及对焊金属硬度试验方法32、GB/T 3965-1995 熔敷金属中扩散氢测定方法33、GB/T 7314-2005 金属材料 室温压缩试验方法34、GB/T 13239-2006 金属材料 低温拉伸试验方法35、GB/T 11363-89 钎焊接头强度试验方法36、GB/T 16957-1997 复合钢板焊接接头力学性能试验方法37、GB/T 19748-2005 钢材 夏比V型缺口摆锤冲击试验仪器化试验方法38、GBT13450-1992 对接焊接头宽板拉伸试验方法(已废止)39、GBT15747-1995 正面角焊缝接头拉伸试验方法(已废止)40、GBT7032-1986 T型角焊接头弯曲试验方法(已废止)四、力学性能和扩散氢含量试验41、GB 17925-1999 气瓶对接焊缝 X 射线实时成像检测42、GB/T 3323-2005 金属熔化焊焊接接头射线照相43、GB/T 9445-2005 无损检测人员资格鉴定与认证44、GB/T 11345-1989 钢焊缝手工超声波探伤方法和探伤结果分级45、GB/T 12604.1-2005 无损检测 术语 超声检测46、GB/T 12604.2-2005 无损检测 术语 射线照相检测47、GB/T 12604.3-2005 无损检测 术语 渗透检测48、GB /T 1260 4. 4-2005 无 损 检测 术语 声发射检测49、GB/T 12604.5-1990 无损检测 术语 磁粉检测50、GB/T 15749-1995 定量金相手工测定方法51、GB/T 15822.1-2005 无损检测 磁粉检测 第1部分:总则52、GB/T 15822.2-2005 无损检测 磁粉检测 无损检测磁粉检测 第2部分:检测介质53、GB/T 15822.3-2005 无损检测 磁粉检测 第3部分:设备54、GB/T 18256-2000 焊接钢管(埋弧焊除外)用于确认水压密实性的超声波检测方法55、GB/T 19500-2004 X射线光电子能谱分析方法通则56、GB/T 19501-2004 电子背散衍射分析方法通则57、GB/T 19799.1-2005 无损检测 超声检测 1号校准试块58、GB/T 19799. 2-2005 无损检测 超声检测 2号校准试块59、GB/T 19937-2005 无损检测渗透探伤装置 通用技术要求60、GB/T 19938-2005 无损检测 焊缝射线照相和底片观察条件 像质计推荐型式的使用61、GB/T 19943-2005 无损检测 金属材料X和伽玛射线照相检测 基本规则62、JB/T 4930.1-2005 承压设备无损检测 第1部分:通用要求63、JB/T4730.2-2005 承压设备无损检测 第2部分 射线检测64、JB/T 4730.3-2005 承压设备无损检测 第3部分 超声检测65、JB/T 4730.4-2005 承压设备无损检测第4部分 磁粉检测66、JB/T 4730.5-2005 承压设备无损检测 第5部分渗透检测67、JB/T 4730.6-2005 承压设备无损检测 第6部分 涡流检测68、JB/T 8931-1999 堆焊层超声波探伤方法
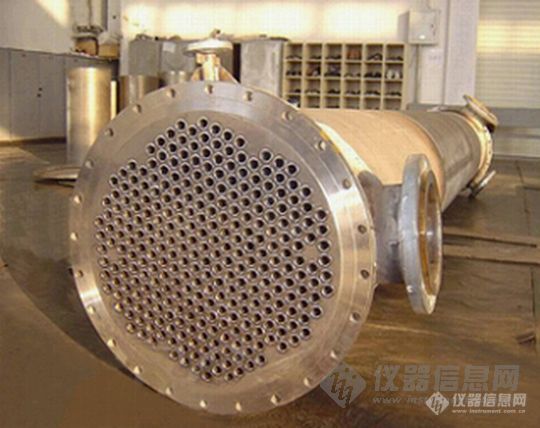
[color=#DC143C][size=4][font=黑体][center]管板焊接宏观金相检验的操作介绍[/center][/font][/size][/color][size=4][font=黑体][center]lylsg555[/center][/font][/size][color=#DC143C][size=4][font=黑体]主题词:管板、试件加工、宏观检验。[/font][/size][/color]1.概述:管板焊主要应用在换热器设备制造中的焊接,它是将换热管的端部与管板焊在一起来进行固定。换热器设备在施焊前,都要做焊接工艺评定试件来对其焊接条件、工艺、焊后焊缝质量进行评定,焊缝的宏观金相检验也作为其中的一个标准项目来进行焊接质量的验收。[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092155_123188_1622447_3.jpg[/img] (换热器设备)[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092200_123189_1622447_3.jpg[/img](换热管的端部与管板焊接示意图)[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092204_123190_1622447_3.jpg[/img](管板焊接试板【部分】)2.宏观金相检验:2.1.1 试件的加工由于换热管的尺寸为Φ19×2、 Φ25×2.5、 Φ38×3等,一般禁止采用热切割加工,应采用锯床,铣床等来进行切割,切割速度不宜过快,尤其对不锈钢管板试件应更为小心,防止“打刀”现象。如果有条件能采用线割的,效果更佳。[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092214_123192_1622447_3.jpg[/img](锯床切割试件)[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092215_123193_1622447_3.jpg[/img](锯床切下来的试件)管板试件应按照检验的标准进行切割分块其中切割2个不相邻的2个管子,留4块,分别检验8个焊接观察面。图中的标号就是所需检验的观察面。[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092244_123195_1622447_3.jpg[/img](试件分布图)[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092248_123196_1622447_3.jpg[/img](切割好的试件【部分】)2.1.2 试件的磨制和抛光试件经过粗加工后,要对焊接检验的观察面进行磨制和抛光,首先用180#金相水砂纸进行磨光,要求观察面的粗磨痕必须磨掉。[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092253_123197_1622447_3.jpg[/img](180#水砂纸磨制)接下来可以分别用280#和400#金相砂纸进行细磨,磨面仍要求出去上道磨制的磨痕。[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092259_123198_1622447_3.jpg[/img](280#磨制)[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092300_123199_1622447_3.jpg[/img](400#磨制)磨制好后,用水进行清洗,此时基本上可以进行宏观检验了,但为了保证最佳的观察效果,还可以稍微地下抛光,抛光材料可以用水,三氧化二铬或金刚石研磨膏进行抛光。[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092306_123200_1622447_3.jpg[/img](加水抛光)[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092307_123201_1622447_3.jpg[/img](加三氧化二铬抛光)[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092307_123202_1622447_3.jpg[/img](加金刚石研磨膏抛光)[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812092308_123203_1622447_3.jpg[/img](抛光过程)由于试件主要是宏观检验,所以抛光时间不用很长,一般看见检验面光亮即可,然后用流水清洗干净,也可以用点脱脂棉进行擦洗。[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812100745_123213_1622447_3.jpg[/img](抛光好的试件【部分】)2.1.3 腐蚀抛光好的试件清洗干净后,要进行腐蚀,腐蚀主要是将焊缝部分显露出来,以此来观察焊缝中的缺陷。在管板的宏观分析中,腐蚀剂用4%---6%的硝酸酒精溶液即可,方便、简单、快捷。腐蚀时可用擦拭法和侵蚀法,一般擦拭法在腐蚀过程中看见试件表面显现出焊缝就算可以了;侵蚀法是将试件面侵入腐蚀剂中,时间约为30秒,随后取出即可。这2种方法都操作可行,容易掌握。[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812100754_123216_1622447_3.jpg[/img](管板试件的侵蚀法)[img]http://ng1.17img.cn/bbsfiles/images/2008/12/200812100824_123221_1622447_3.jpg[/img](腐蚀好的试件【部分】)2.1.4 结果评定试件腐蚀好后,进行流水冲洗,然后再用酒精清洗,晾干(或用吹风机吹干)然后进行观察焊缝表面。采用10倍放大镜进行观察,如果缺陷很明显的话,肉眼也级别可以发现。根据标准的技术要求,焊缝处应无裂纹,未焊透等缺陷,如果有此缺陷应判为不合格品,需要重新施焊。如果焊缝处发现气孔,夹渣等现象,应进行重新取样,进行检验。试件属于焊接工艺评定试件,按照规定需进行保存,检验完后,可进行处理(我们是涂薄薄一层清漆)然后写明试件名称,时间等条件后装袋保存。 [size=4][font=黑体][center] 【完】[/center][/font][/size]










 我要推广仪器
我要推广仪器
 下载APP
下载APP


