推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-628-5299
留言咨询
400-628-5299
留言咨询
 400-628-5299
留言咨询
400-628-5299
留言咨询
 留言咨询
留言咨询





调节运行工艺控制措施对工艺条件控制不当产生的污泥膨胀非常有效。具体方法有:1、在曝气池的进口加粘土、消石灰、生污泥或消化污泥等,以提高活性污泥的沉降性能和密实性。2、使进入曝气池的污水处于新鲜状态,如采取预曝气措施,使污水尽早处于好氧状态,避免形成厌氧状态,同时吹脱硫化氢等有害气体。3、加强曝气强度,提高混合液溶解氧浓度,防止混合液局部缺氧或厌氧。4、补充氮、磷等营养盐,保持混合液中碳、氮、磷等营养物质的平衡。在不降低污水处理功能的前提下,适当提高F/M。5、提高污泥回流比,降低污泥在二沉池的停留时间,避免在二沉池出现厌氧状态。6、当PH值低时应加碱性物质调节,提高曝气池进水的PH值。7、利用在线仪表的手段加强和提高化验分析的时效性,充分发挥预处理系统的作用,保证曝气池的污泥负荷相对稳定。
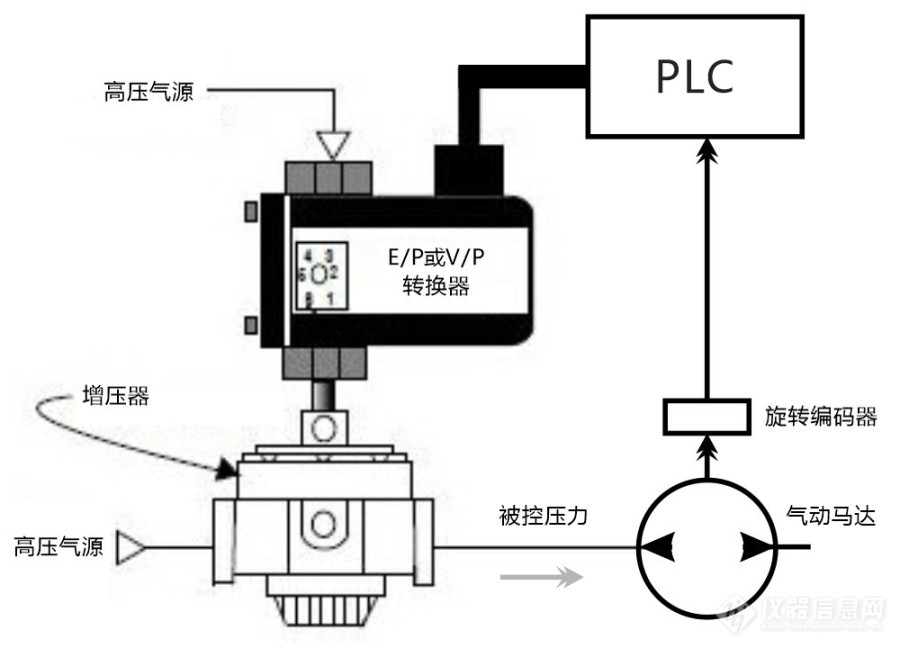
[color=#ff0000]摘要:气动马达作为一种将压缩空气的压力能转换为旋转机械能的装置,其运行的关键是要进行驱动气体压力的控制。本文介绍了目前气动马达压力控制装置的技术现状,特别指出了现有技术中使用电空变换器存在的不足,介绍了电空变换器的更新换代产品——电气比例阀。本文对这两种新旧技术进行了详细比较,新一代的电气比例阀技术更能满足今后气动马达对小型化、集成化、智能化、精细化、高寿命和高可靠性等方面的需求。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~[/align] 气动马达也称为风动马达,是指将压缩空气的压力能转换为旋转的机械能的装置。气动马达一般作为更复杂装置或机器的旋转动力源,它的作用相当于电动机或液压马达,即输出转矩以驱动机构作旋转运动。气动马达的主要特点有: (1)使用空气作为介质,无供应上的困难,用过的空气不需处理,放到大气中无污染 压缩空气可以集中供应,远距离输送。操纵方便,维护检修较容易。 (2)气马达具有结构简单,体积小,重量轻,马力大,操纵容易,维修方便。 (3)可以无级调速,只要控制进气阀或排气阀的开度,即控制压缩空气的流量,就能调节马达的输出功率和转速。即通过调节气源压力或者改变气流量,也可通过同时调节两者来实现。 (4)能够正转也能反转。大多数气马达只要简单地用操纵阀来改变马达进、排气方向,即能实现气马达输出轴的正转和反转,并且可以瞬时换向。在正反向转换时,冲击很小,而且不需卸负荷。 (5)工作安全,不受振动、高温、电磁、辐射等影响,适用于恶劣的工作环境,在易燃、易爆、高温、振动、潮湿、粉尘等不利条件下均能正常工作。 从上述气动马达的特点可以看出,气动马达运行的关键是压力控制。目前气动马达常用的压力控制装置如图1所,其中主要包括电空变换器(E/P或V/P转换器)和增压器,由此构成压力的开环控制,通过电流或电压信号输入就可以进行气动马达的调节。[align=center][color=#ff0000][img=气动马达常用压力控制装置结构示意图,500,359]https://ng1.17img.cn/bbsfiles/images/2022/11/202211301217044251_5561_3221506_3.jpg!w690x496.jpg[/img][/color][/align][align=center][color=#ff0000]图1 气动马达常用压力控制装置结构[/color][/align] 如果增加传感器(如旋转编码器)和PLC控制器,由此可构成闭环控制回路,传感器检测气动马达的转速等参量,PLC控制器通过检测传感器信号并与设定值比较可进行气动马达高精度的自动控制。另外,整个控制装置还可以通过增加双向阀来实现气动马达的正反转自动控制。 在图1所示的气动马达压力控制装置中,所用的电控变换器(电气转换器)是一种比较传统的压力调节装置,目前正逐渐被电气比例阀所代替。图2所示为这两种压力调节装置的对比。[align=center][color=#ff0000][img=电气比例阀和电气转换器比较表,690,520]https://ng1.17img.cn/bbsfiles/images/2022/11/202211301217340426_2793_3221506_3.jpg!w690x520.jpg[/img][/color][/align][align=center][color=#ff0000]图2 电气比例阀和电气转换器特性对比表[/color][/align] 从上述对比可以看出,电气比例阀采用了更新的技术,与传统的电气转换器相比具有更优异的性能,电气比例阀正在快速对电气转换器形成升级替换,特别是随着电气比例阀的价格逐渐降低,已逐渐成为电气压力控制领域内主要产品。 另外,由于电气比例阀内置了压力传感器和PID控制器,为很多压力和流量控制应用场合提供了极其丰富的拓展应用,即采用电气比例阀可很方便的与其他物理量(如温度、位移、出力等)的探测和控制组成更复杂的串级控制回路,实现更多工业应用领域中的精密控制功能。 特别是采用电气比例阀与超高精度PID控制器结合形成的串级控制回路,可实现超高精度定位、超低速度运转和细小载荷的控制。[align=center][/align][align=center]~~~~~~~~~~~~~~~~~~~~~~~[/align]
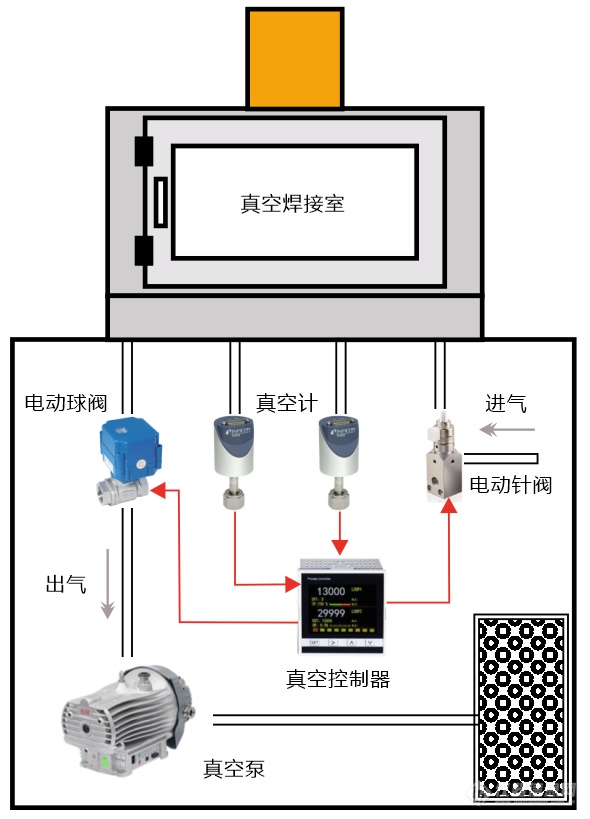
[color=#990000]摘要:本文针对微激光束焊接中真空控制系统的压力调节,介绍了相应的解决方案。具体实施方案是配备不同量程的真空计、进气电动针阀、排气电动球阀和双通道高精度PID控制器,并采用上游和下游控制模式可实现全量程范围内的气压调节和恒定控制。此解决方案可在全量程范围内任意设定点的真空度恒定控制达到波动率小于±1%。[/color][align=center][color=#990000]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/color][/align][color=#990000] [size=18px]一、背景介绍[/size][/color]微激光束焊接 (LBW) 也称为微焊接,是通过投射出的微小直径激光光束,产生微观焊缝将不同金属熔合在一起。最近有客户提出定制要求,要求在微激光束焊接的系统中,配备用于精确压力调节的真空控制系统。具体要求是焊接腔室内充入惰性气体,焊接腔室内的绝对气压在10Pa至一个大气压(0.1MPa)的真空范围内精确恒定控制,在任意控制点上的气压波动小于±1%。本文将针对上述客户对微激光束焊接中真空控制系统的压力调节技术要求,提出相应的解决方案。具体实施方案是配备不同量程的真空计、进气电动针阀、出气电动球阀和双通道高精度PID控制器,并针对不同真空度量程分别采用上游和下游控制模式实现全量程范围内的气压调节和恒定控制。此解决方案可在全量程范围内任意设定点的真空度恒定控制达到波动率小于±1%。[size=18px][color=#990000]二、解决方案[/color][/size]微激光束焊接 (LBW) 真空控制系统的压力调节解决方案如下图所示。[align=center][img=微激光束焊接中的真空控制系统,400,555]https://ng1.17img.cn/bbsfiles/images/2022/09/202209201618016926_439_3221506_3.png!w590x819.jpg[/img][/align]由于微激光束焊接所要求的气压调节范围(绝对压力)为10Pa~0.1MPa的真空度,并实现全量程任意设定真空度在恒定过程中的波动率小于±1%,而且还要求对焊接过程中所引起的气压波动进行快速调节并恒定能力,故本解决方案采用两个控制回路来覆盖全量程。第一个控制回路负责控制1kPa~101kPa范围的高气压,采用了1000Torr量程的薄膜电容真空计作为传感器。此真空计连接PID控制器的第一通道,PID控制器通过接收到的真空度信号与设定值进行比较来调节电动球阀,使得焊接室内的气压快速达到设定值并保持恒定。第二个控制回路负责控制10Pa~1kPa范围的低气压,采用了10Torr量程的薄膜电容真空计作为传感器。此真空计连接PID控制器的第二通道,PID控制器通过接收到的真空度信号与设定值进行比较来调节电动针阀,使得焊接室内的气压快速达到设定值并保持恒定。为保证控制精度和稳定性,此解决方案中要求电动针阀和球阀需要具有1秒以内的响应速度,并要求双通道PID控制器具有24位AD和16位DA的高精度。此解决方案已成功得到广泛应用。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]










 我要推广仪器
我要推广仪器
 下载APP
下载APP