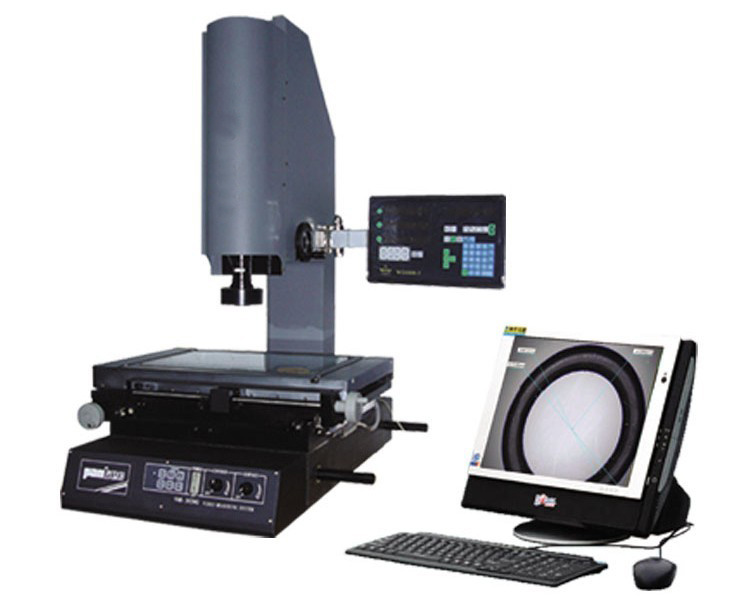
【综述】三坐标测量机在产品质量检测中的应用
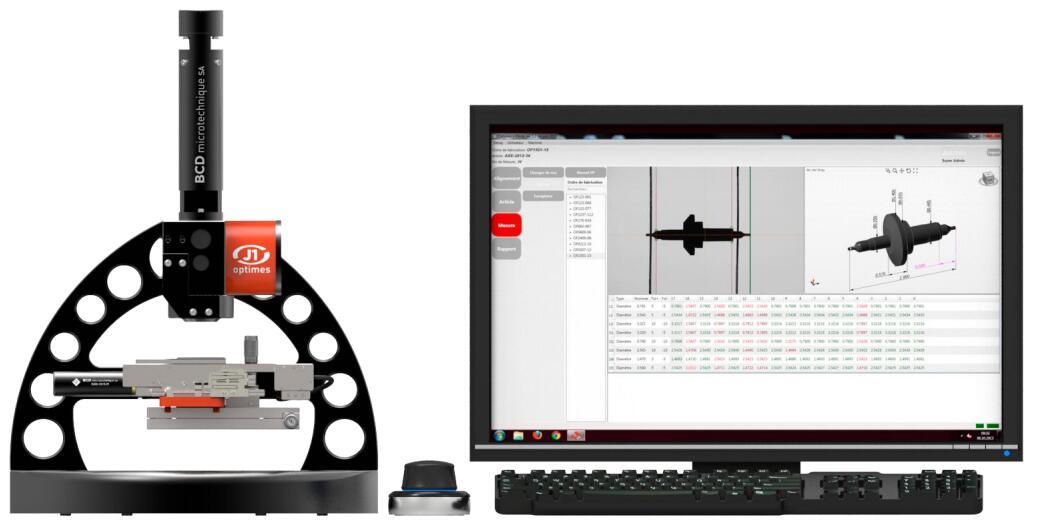
p style=" text-align: justify text-indent: 2em " 在产品质量检测中,三坐标测量机的应用是一种趋势。作为先进的测量工具,其精度能适应多种产品的变化,而且能精确到微小尺寸,这正是其独特之处。在市场竞争下,产品质量的好坏尤为重要,是企业能力的一种展现。但在实际应用中,存在一定的问题,通过对其特点与技术进行探究,提出一些解决办法。 /p p style=" text-align: justify text-indent: 2em " strong 1 三坐标测量机的工艺特点 /strong /p p style=" text-align: justify text-indent: 2em " 1.1 手工与自动测量结合在三坐标测量机的使用中,不仅仅是自动操作,还结合了手工测量的方式。因为手工测量比较简单,所以在实践中发现如果将二者进行前后融合的话,会产生更好的效 果。在自动测量前,先根据手工测量的情况,通过自身的经验与实际情况进行简单的分析,有一个大致的目标。然后确定出三坐标设备的测量方法与路径,同时记录好数据和操作过程。最后通过计算机系统信息程序,控制好测量的力度与方位,掌握好速度,使装夹一步到位,减少了调整角度等的时间与次数,更保证了大批量测量的精度。 /p p style=" text-align: justify text-indent: 2em " 1.2 测量方法的规范性操作 /p p style=" text-align: justify text-indent: 2em " 在应用与实践中,使测量方法越来越规范。根据产品实际情况,正确配置与使用探头,对测量后得出的几何元素进行分析与计算。不同于传统测量的过程,对产品的加工工艺要求不高,使检测规划更方便,提升了工作的效率。 /p p style=" text-align: justify text-indent: 2em " 1.3 产品的夹装与测量要求 /p p style=" text-align: justify text-indent: 2em " 在实际测量过程中,首先要计算出产品的几何元素,得出一系列的检测点位数据。在三坐标测量机中找到其中的关联,建立出一个合理的检测距离,保证能将产品一次装夹到位。只要产品夹装时与测量设备的角度或距离,保持在规定范围内即可,能避免多次调整位置,节约了整体时 span style=" text-indent: 2em " 间,以完成更多的任务。 /span /p p style=" text-align: justify text-indent: 2em " 1.4 测量结果的换算特点 /p p style=" text-align: justify text-indent: 2em " 在早期的时候,三坐标测量机在数字计算方面是过于简单的,所以影响了检测结果。在实践中总结出,在产品曲面不规则的情况下,检测结果特别不准。因为探头检测出来的几何元素都是不规则的,所以需要对其原始数据进行专门的处理与换算,从而保证获得精确的结果。 /p p style=" text-align: justify text-indent: 2em " strong 2 应用三坐标测量机技术的分析 /strong /p p style=" text-align: justify text-indent: 2em " 第一,两圆柱之间距离的检测,通常是需要测量水平与垂直距离。可以用三坐标测量机检测出两个圆柱之间中心轴轴线的水平和垂直距离,然后建立出与实际相符合的坐标系。这个过程操作简单,所需距离很容易就被测量出来,速度比较快,而且计算也更加准确了。 /p p style=" text-align: justify text-indent: 2em " 第二、在测量一些特殊产品的时候,需要转动探头。在转动到另一个位置后,会发现测量结果出现了较大误差,因为其探头变化后,整个坐标系也发生了改变。当遇到这种情况的时候,需要运用合并坐标系,来解决这个问题。因为在转换后,即使再建立一个新的坐标系,也不能与之前的进行结合,所以产生了矛盾。可以将已知原始坐标系进行变换,得到符合产品测量的新坐标系。从而使复杂的问题变得简单,使全方位的测量更加准确,而且速度也有所提升。 /p p style=" text-align: justify text-indent: 2em " 第三,圆坐标系的建立。在运用原来的办法进行坐标系建立的时候,操作繁琐,而且容易产生较多的误差,所以需要改进。在实践中发现了一个简单的办法,就是拖拽所需内容,直接建立出坐标系,简化了操作的过程,也提升了检测的质量。为了保证测量时将产品零件与其3D模型进行 重合,更好地进行比对,通过挪动、旋转等方式进行操作, 如图1所示。 /p p style=" text-align: center text-indent: 0em " img style=" max-width:100% max-height:100% " src=" https://img1.17img.cn/17img/images/202009/uepic/8da6c503-f782-41df-9931-69d2c79db40b.jpg" title=" 捕获.PNG" alt=" 捕获.PNG" / /p p style=" text-align: justify text-indent: 2em " strong 3 应用三坐标测量时提升操作人员的技术 /strong /p p style=" text-align: justify text-indent: 2em " 3.1 熟练处理误差分析的办法 /p p style=" text-align: justify text-indent: 2em " 在整个测量过程中,都离不开数学的计算与处理,例如几何元素、坐标系的建立、误差分析等。因此操作人员也必须要掌握数学这门基础技能,尤其是对误差进行分析的时候,才能保证其精确,使三坐标测量机发挥出最大的效用。 /p p style=" text-align: justify text-indent: 2em " 3.2 计算机应用水平 /p p style=" text-align: justify text-indent: 2em " 在使用三坐标测量机进行操作时,还有对测量结果进行分析与比对、再建立坐标系与3D模型重合等,都是通过计算机操作的。工作人员的计算机水平一定要过硬,才能要实际操作中,快速准确地进行设置与测量。 /p p style=" text-align: justify text-indent: 2em " 3.3 了解加工工艺的原理 /p p style=" text-align: justify text-indent: 2em " 对产品质量进行检测的时候,虽然从表面上来看,与加工工艺并没有什么联系。但是在实际操作中会发现,将产品与设备进行夹装的时候,出现误差,虽然有时候是在正常范围内,为了保证测量的精确性,需要了解加工工艺。这样在测量的时候,可能根据产品的实际情况进行适应的 规划调整,做到灵活变通。 /p p style=" text-align: justify text-indent: 2em " 3.4 熟悉机械设计方法 /p p style=" text-align: justify text-indent: 2em " 在实际测量中,逐渐发现只有了解了产品的机械设计方法之后,才能合理使用探头进行检测。比如,知道了零件的材料、尺寸、工作原理等才能更好地规划探头操作,熟练地与几何元素进行比对与测量。 /p p style=" text-align: justify text-indent: 2em " strong 4 计算机辅助质量检测的应用技术 /strong /p p style=" text-align: justify text-indent: 2em " 在产品质量检测中应用三坐标测量机,为了严格控制零 件质量。在检测中找到产生误差的原因,从而更好地设计出测量方案,提升精密性。首先,CAD给出检测的相关内容,然后根据测量工艺计算并规划出合理的方法。误差来源将被计算机分析出来,继而进行分离,保证了测量的准确。计算机需要通过硬件部分将三坐标测量机与制造系统进行融合。对于三坐标测量机与此系统的信息交互方面,需要通过特定的软件进行沟通,例如使用DMIS格式。为了满足软件的需求,所以在测量设备与计算机上都配备有专门的DMIS数据接口。这种格式可以测量出点、线、面、圆柱等多种情况,而且还能对探头进行设置,使检测更加细致。 /p p style=" text-align: justify text-indent: 2em " strong 5 结语 /strong /p p style=" text-align: justify text-indent: 2em " 科技在发展,三坐标测量机的应用也越来越广泛,加上计算机的辅助,保证了产品质量检测的精密性。了解到三坐标测量机的特点与原理,提升了工作人员的技术水平,加上与制作系统的紧密结合,使其发挥出了最大的功效。节约了测量的时间,保证了生产效率,满足了高精度的需求,跟上了经济发展潮流。 /p p style=" text-align: justify text-indent: 2em " strong span style=" color: rgb(127, 127, 127) " i 本文摘自 /i /span /strong span style=" color: rgb(127, 127, 127) " i :李亮. 三坐标测量机在产品质量检测中的应用[J]. 科技创新导报, 2020,& nbsp 017(001): 89,91 /i /span /p p style=" text-align: center text-indent: 0em " a href=" http://gt6nr1az5qi8tl88.mikecrm.com/Nl9rJL1" target=" _self" img style=" max-width:100% max-height:100% " src=" https://img1.17img.cn/17img/images/202009/uepic/4fb88e8b-fb2a-4aeb-abc3-19c249b9b2e2.jpg" title=" 指南攻略趣味漫画人物公众号首图.jpg" alt=" 指南攻略趣味漫画人物公众号首图.jpg" / /a /p p style=" text-align: justify text-indent: 2em " 为了对我国三坐标测量仪市场现状、技术发展以及用户使用情况等进行深入解,挖掘用户的使用需求和痛点,促进三坐标测量仪市场的健康发展。仪器信息网特面向广大用户推出“ strong 三坐标测量仪有奖调研 /strong ”活动。除了对认真参与者发放话费奖励作为感谢,同时, strong 调研成果将在后期以专题、盘点、调研报告等形式发布 /strong ,请密切关注仪器信息网资讯动态。 /p p style=" margin-top: 0em margin-bottom: 1em padding: 0px color: rgb(68, 68, 68) font-family: " microsoft=" " white-space:=" " text-align:=" " text-indent:=" " strong style=" margin: 0px padding: 0px " span style=" margin: 0px padding: 0px color: rgb(255, 0, 0) " 填三坐标测量仪问卷,赢话费礼包! /span /strong /p p style=" text-align: justify text-indent: 2em " strong 问卷链接: /strong /p p style=" margin-top: 0em margin-bottom: 1em padding: 0px color: rgb(68, 68, 68) text-align: center " microsoft=" " text-indent:=" " white-space:=" " text-align:=" " a href=" http://gt6nr1az5qi8tl88.mikecrm.com/Nl9rJL1" target=" _self" style=" margin: 0px padding: 0px color: rgb(127, 127, 127) " span style=" margin: 0px padding: 0px " http://gt6nr1az5qi8tl88.mikecrm.com/Nl9rJL1 /span /a span style=" margin: 0px padding: 0px color: rgb(127, 127, 127) text-decoration-line: underline " & nbsp & nbsp /span & nbsp /p p style=" text-indent: 2em " strong 也可扫一扫参与有奖调研: /strong /p p style=" margin-top: 0em margin-bottom: 1em padding: 0px color: rgb(68, 68, 68) text-align: center " microsoft=" " white-space:=" " text-align:=" " img src=" https://img1.17img.cn/17img/images/202008/pic/6ce68ba6-5670-4566-85ec-a9f1cb531e84.jpg" style=" margin: 0px padding: 0px border: 0px max-width: 100% max-height: 100% " / /p p style=" text-align: justify text-indent: 2em " 本问卷调研对象仅限三坐标测量仪用户,问卷设有20道题目,多为选择题,答题时间不超过5分钟。认真答题并通过仪器信息网审核的用户将获得 strong 20元话费 /strong 的奖励。除此之外,还将参加额外抽奖, strong 50元话费 /strong 礼包等您拿! /p p style=" text-align: justify text-indent: 2em " 问卷奖励将于调研结束后发放,并将定期公布获奖名单,任何疑问,可随时致电仪器信息网编辑【电话:(010)51654077—8285】。 /p p style=" text-align: justify text-indent: 2em " 同时,也欢迎扫码加入三坐标技术交流群,实时了解中奖名单详情,并与同道中人互动交流,了解相关技术及产业。 /p p style=" text-align: center text-indent: 0em " img style=" max-width: 100% max-height: 100% width: 208px height: 286px " src=" https://img1.17img.cn/17img/images/202009/uepic/2a9aa149-f16b-4856-9874-0bab87c09a43.jpg" title=" Screenshot_20200901_173324_com.tencent.mm(1)_副本.jpg" alt=" Screenshot_20200901_173324_com.tencent.mm(1)_副本.jpg" width=" 208" height=" 286" / /p p style=" text-indent: 0em " br/ /p


























 我要推广仪器
我要推广仪器
 下载APP
下载APP