推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询

 400-680-0997
留言咨询
400-680-0997
留言咨询
 400-860-5168转6073
留言咨询
400-860-5168转6073
留言咨询



测量仪器的计量特性 测量仪器的计量特性是指其影响测量结果的一些明显特征,其中包括测量范围、偏移、重复性、稳定性、分辨力、鉴别力和示值误差等。为了达到测量的预定要求,测量仪器必须具有符合规范要求的计量学特性。 确定测量仪器的特性,并签发关于其法定地位的官方文件,称为测量仪器控制。这种控制可包括对测量仪器的下列运作中的一项、两项或三项: ——型式批准; ——检定; ——检验。 这些工作的目的是要确定测量仪器的特性是否符合相关技术法规中规定的要求。型式批准是由政府计量行政部门做出的承认测量仪器的型式符合法定要求的决定。所谓型式,是指某一种测量仪器的样机及(或)它的技术文件(例如:图纸、设计资料等),实质上就是该种测量仪器的结构、技术条件和所表现出来的性能。 检定是查明和确认测量仪器是否符合法定要求的程序,它包括检查、加标记和(或)出具检定证书。检验是对使用中测量仪器进行监督的重要手段,其内容包括检查测量仪器的检定标记或检定证书是否有效、保护标记是否损坏、检定后测量仪器是否遭到明显改动,以及其误差是否超过使用中最大允许误差等。
[table][tr][td]国家计量技术规范JJF1033—2001《计量标准考核规范》对所采用的计量标准器具、配套设备以及所开展的检定/校准项目的准确度指标,要求填写“不确定度或准确度等级或最大允许误差”;JJF1069—2000《法定计量检定机构考核规范》要求填写检定/校准“准确度等级或测量扩展不确定度”;实验室国家认可的校准项目则是填写“不确定度/准确度等级”。以上几种表述方式,表面看来仅仅在文字上有所区别,而实际,在对不确定度如何表达的问题上,存在不同的理解和误区。例如,JJF1033—2001对计量标准器具、配套设备不确定度的解释是“已知测量仪器或量具的示值误差,并且需要对测量结果进行修正时,填写示值误差的测量不确定度”;另JJF1033—2001对所开展的检定及校准项目不确定度的解释是“指用该计量标准检定或校准被测对象所给出的测量结果不确定度,其中不应包括由被测对象所引入的不确定度分量”(见JJF1033—2001国家统一宣贯教材《计量标准考核规范实施指南》,中国计量出版社)。对仪器的不确定度,在同一规范中,已有不同的理解,在其它规范中的含义也各有区别,还有不少专家提出用不确定度表示测量仪器的特性,根本就是不合适。为了对表述测量仪器的准确度指标有统一和清晰的理解,对仪器准确度等级、最大允许误差和不确定度的意义和内在联系进行分析和探讨,是十分必要的。一、准确度等级是用符号表示的准确度档次测量仪器准确度是定性概念。这个问题在JJF1001—1998《通用计量术语及定义》,JJF1059—1999《测量不确定度的评定与表示》,BIPM、ISO等7个国际计量组织1993年颁布的《国际基本和通用计量名词术语》(VIM)、ISO等7个国际组织于1993年正式颁布《测量不确定度表示指南》(GUM)已有明确的解释。JJF1033—2001《计量标准考核规范》也已将JJF1033—1992中对计量标准准确度赋予一个定量计算公式的规定作出修订,以测量结果不确定度取代。明确测量仪器准确度是定性概念,以和国际接轨以及和上面规范保持一致是十分必要的。由于VIM和GUM是以多个国际组织的名义联合颁布,国际上各个组织也在逐渐消除这种不规范的表述。对于一些不合适的表达,如“二等活塞压力计的准确度为±0.05%”,只能是对标准、规范等文件的修订逐步改正。测量仪器的准确度等级的表达必须依据计量检定规程、检定系统表、OIML国际建议、标准或其它技术文件。通常按绝对最大允许误差表示的测量仪器,其级别用大写拉丁数字、罗马数字或阿拉伯数字表示,必要时还可以用字母附以阿拉伯数字。例如:砝码分为E1,E2,F1,F2,M1,M2,M11,M22级。按引用最大允许误差或相对最大允许误差表示的测量仪器,用阿拉伯数字表示,而且常用百分数表示而略去百分符号。例如:弹簧式精密压力表,分为0.05级,0.1级,0.16级,0.25级,0.4级,0.6级。按等划分的测量仪器,用中文数字或阿拉伯数字表示,例如,二等活塞压力计,3等量块。但遗憾的是,受习惯的影响,目前还是有一些人认为准确度等级既然包含数量,作为定量表示未尝不可。诚然,对于某些以引用最大允许误差或相对最大允许误差表示的测量仪器,准确度等级与仪器的最大允许误差有比较直接的对应关系,如0.25级、0.4级弹簧式精密压力表的最大允许误差分别为测量上限的±0.25%和±0.4%,1级材料试验机在测量范围内(量程20%~100%)的最大允许误差为±1.0%。所以有人以偏概全,以为都是这种情况,以此出现了诸如“上级标准的准确度为被检仪器准确度1/3”的错误表达。这种观点显然不具有普遍的意义,比如对于F1级砝码,说其准确度的1/3,会令人不知所云。以数字表达的准确度等级和仪器的最大允许误差也不一定直接对应,如一级照度计的最大允许误差±4%,二级照度计的最大允许误差为±8%。等同国际标准ISO376:1999的国家标准GB/T 13634:2000《试验机检测用测力仪的校准》,把适合于检定1级材料试验机的标准测力仪定义为1级测力仪,这种测力仪的各项技术指标略高于现行的JJG144—1992标准测力仪检定规程中0.3级测力仪。由此看出,准确度等级只是一个档次的符号,不能作为一个量。顺便说明,不能用精度或精密度代替准确度,精度只表示随机效应的影响,与之对应的另一个名词是正确度,表示系统效应的影响,只有准确度才包含了随机效应和系统效应。[/td][/tr][/table]
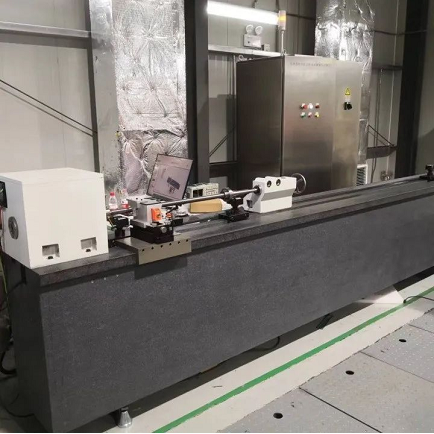
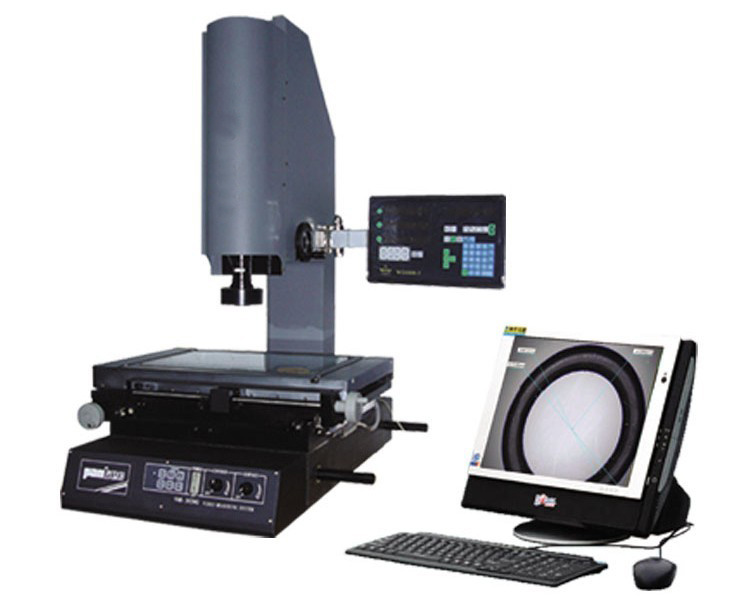
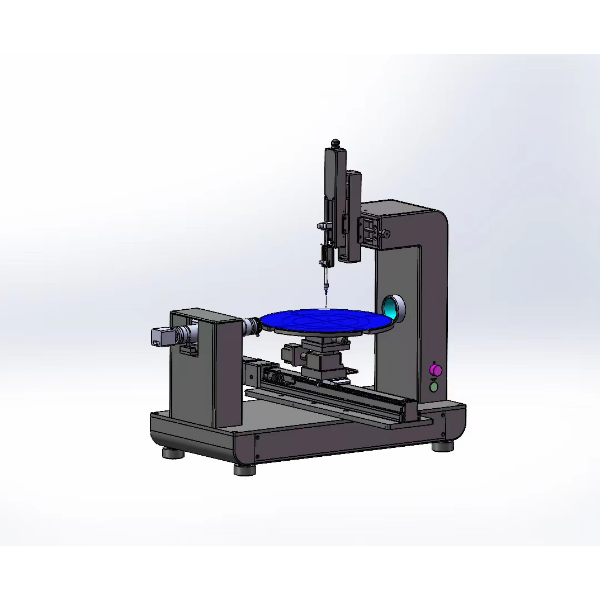
随着中国市场的科技技术日新月异,制造业对产品的精度要求越来越高,人为测量已无法满足客户要求,大家都开始借助仪器测量。目前市面上对于尺寸的测量主要是有二次元及三次元等。那么这些测量仪的区别在哪儿呢?目前市面的二次元测量仪、三次元测量仪、测量投影仪与五次元一键式测量仪的区别??? 现在市场的影像尺寸测量仪,有三次元测量仪、二次元测量仪和测量投影仪。而二次元测量仪跟测量投影仪难以区别,都是光学检测仪器,在结构和原 理上二次元测量仪通常是连接PC电脑上同时连同软件一起进行操作,精度在0.002MM以内,测量投影仪内部是自带微型电脑的,因此不需要再连接电脑,但在精度上却没有二次元测量仪那么精准,影像测量仪精度一般只能达0.01MM以内。三次元测量仪是在二次元测量的基础上加一个超声测量或红外测量探头,用于测量被测物体的厚度以及盲孔深度等,这些往往二次元测量仪无法测量,但三次元测量仪也有一定的缺陷:Ø 测高探头采用接触法测量,无法测量部分表面不 能接触的物体;Ø 探头工作时,需频繁移动座标,检测速度慢;Ø 因探头有一定大小,因些无法测量过小内径的盲孔;Ø 探头因采用接触法测量,而接触面有一 定宽度,当检测凹凸不平表面时,测量值会有较大误差,同时一般测量范围都较小。 光纤同轴位移传感器以非接触方式测量高度和厚度,解决了过去三角测距方式中无法克服的误差问题,因此开发出可以同轴共焦非接触式一键测量的3D轮廓测量设备成为亟待解决的热点问题。 针对现有技术的上述不足,提供五次元测量设备及其测量计算方法,具有可以非接触检测、更高分辨率、检测速率更快、一键式测量、更高精度等优点。五次元测量仪通过采用大理石做为检测平台和基座,可获得更高的稳定性;内置软件的自动分析,可一键式测量,只需按一个启动键,既可完成尺寸测量,使用方便;采有非接触式光谱共焦测量具有快速、高精度、可测微小孔、非接触等优点,可测量Z轴高度,解决测高探头接触对部分产品造成损伤的问题;大市场光学系统可一次拍取整个工件图像,可使检测精度更高,速度更快。并且可以概据客户需要,进行自动化扩展,配合机械手自动上下料,完全可做到无人化,并可进行 SPC 过程统计。为客户提供高精度检测的同时,概据 SPC 统计数据,实时对生产数据调整, 提高产品质量,节约成本。










 我要推广仪器
我要推广仪器
 下载APP
下载APP

