推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 400-860-5168转0927
留言咨询
400-860-5168转0927
留言咨询
 400-860-5168转0927
留言咨询
400-860-5168转0927
留言咨询






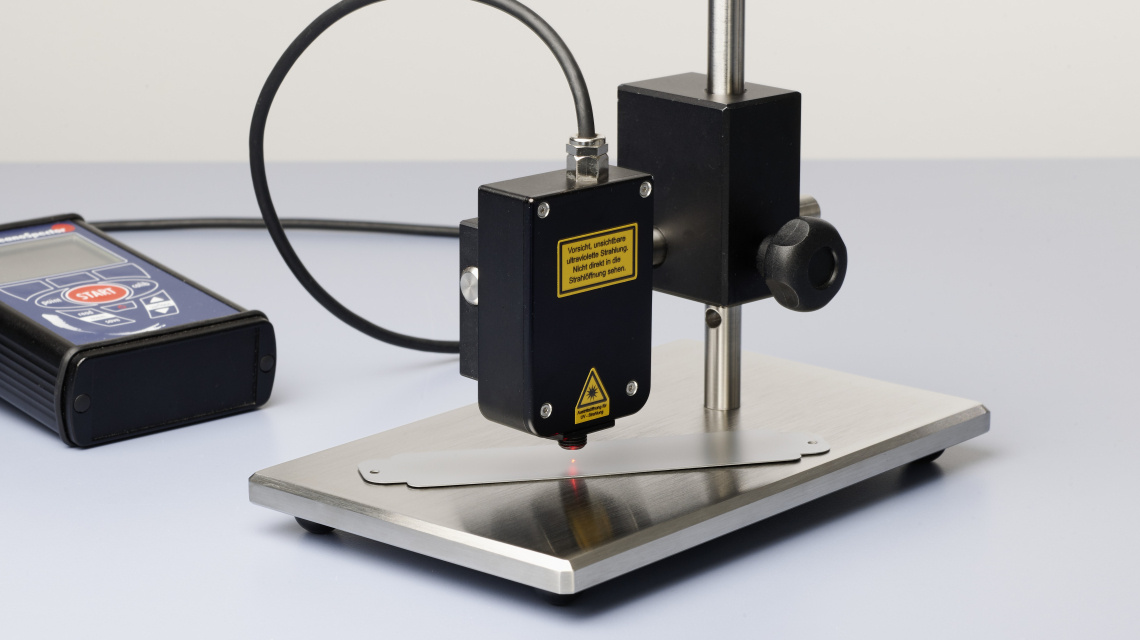
塑料焊接制品承压设备检验方法中的检测仪器,这个标准中的超声波检测仪是什么产品,是医用的那种吗?[img=,650,374]https://ng1.17img.cn/bbsfiles/images/2022/09/202209231056135069_9000_2154459_3.jpg!w650x374.jpg[/img]
综合可燃气体检测仪产生的故障原因,不排除两点:施工过程不规范和维护保养方面没有做到位。二者都有是导致可燃气体检测仪产生故障的可能性因素。施工过程不规范会在使用过程中使可燃性气体检测仪探测故障。如可燃性气体检测仪未设在设备易于泄漏可燃气体附近,或安装时与排气扇相邻设置,泄漏的可燃气体无法充分扩散到可燃性气体检测仪附近,从而使泄漏险情无法及时被可燃性气体检测仪探知。 于住宅内可燃性气体检测仪应安装在厨房内的燃气管道、灶具附近,当住户使用的是天然气,燃气探测器吸顶棚安装距顶棚300mm以内的地方;当住户使用的是液化石油气,燃气探测器应安装在距地面300mm以内地方。可燃性气体检测仪如不可靠接地,不能消除电磁干扰,必将影响电压,出现探测数据不准的故障。 所以可燃性气体检测仪施工过程中应可靠接地。可燃性气体检测仪及接线端子设于易遭受碰撞或易进水处,造成电器线路断路或短路。焊接必须用无腐蚀的助焊剂,不然接头处腐蚀脱开或增加线路电阻,影响正常探测。探测器勿掉落或抛落于地。施工完后应进行调试,保证可燃气体报警器处于正常工作状态。 对可燃性气体检测仪的维护保养也很重要。由于可燃性气体检测仪工作环境较为恶劣,有许多安装在室外,经常会遭受各种灰尘和污染性气体的袭击,可燃性气体检测仪要检知可燃气体信息,必须使得探测器和检测环境沟通,所以环境中的各种污染性气体和积尘进入探测器是无法避免的,其对探测器造成的工作条件的损坏是客观的存在,如果不注重维护保养,将使可燃气体报警器探测受阻从而导致误差或不探测的情况出现。因而定期对可燃性气体检测仪进行清洗、维护保养是防止发生故障的一个重要工作。 另外要注意的事项是,接地应定期检测,接地达不到标准要求,或根本未接地,也会使可燃性气体检测仪易受电磁干扰,造成故障。防止元件老化起的。从可靠性考虑,同时实践业已证明,可燃性气体检测仪服役期超过10年的系统由元件老化引起的故障趋于增加,因此服役期超过使用规定要求的,应及时更换。
哪位高人有下面的标准?AWS B1.10 焊接无损检测导则










 我要推广仪器
我要推广仪器
 下载APP
下载APP



