由于场流分离仪FFF可以分析的样品种类繁多,既有溶解型的高分子材料,又有分散型的纳米-微米材料,因此,很难找到合适的标准物质来做标准曲线,特别是纳米-微米材料的标样,目前基本都是进口的,价格昂贵,限制了其使用,就不如采购动、静态激光散射检测器来的划算了。因此,激光散射仪器,几乎成了FFF的标准配置了。实际使用中,还是动态激光散射粒度仪/粒度检测器DLS应用更加广泛一些,而且,多数进口品牌的DLS仪器都可以估算分子量的,也是有参考意义的数据,因此更合算了。关于激光散射检测器MALS/DLS的原理,此处不再赘述,感兴趣的朋友可以参看我们相关的帖子,以及动、静态激光散射的相关资料、教材课本等。我们主要讨论的是,MALS/DLS在FFF上的应用,特别是与FFF仪器的在线直接联用的配置问题。为了是更广大的用户能够买得起、用得起FFF仪器,德国postnova公司不仅仅在其软件NovaFFF上下了很大功夫,使该软件在不带静态多角激光散射检测器MALS的情况下,就具有dn/dc值的输入与输出功能,从而方便了那些已经有了HPLC/GPC上的RI检测器的用户,使其无需再配置购买专用的、带dn/dc值输入输出功能及软件的RI检测器了,从而可以方便准确地测试和计算绝对分子量了。需要指出的是,虽然绝大多数HPLC仪器上的RI检测器使用的是红外波长的光源,在dn/dc值的测试的时候,是会产生一些误差的——MALS均使用可见光区的波长的光源,但是,针对不同的应用,这一误差也是不同的,大部分情况下,误差是可以接受的、可以容忍的,不是很大,呵呵。对于动态光散射DLS,postnova公司则专门开发了一款设备:PN9020型多功能标准化接口扩展板,用于将马尔文公司、美国布鲁克海文公司(brookheaven)的台式机的、在线的动态激光散射粒度仪/粒度检测器DLS,接入到我们postnova的各型场流仪当中,从而实现台式机的在线直接联用。其电路部分的信号传输路径是:从(手动或自动)进样器传输出来一路电信号给PN9020接口板,再通过这个接口板传输给Malvern的各型DLS台式机,或者是传输给布鲁克海文的在线DLS检测器,从而给其一个启动信号,使其纵坐标开始计时(保留时间)。目前,Malvern的多数激光粒度仪DLS都有了流动模式的软件了,因此使用较为方便;而brookheaven的在线DLS检测器,就更方便了,本身就有软件的,只是需要另开一个软件窗口。PN9020型接口板,极大地拓展了场流仪的应用客户群,使得许多已经有了台式DLS的客户,都可以再采购postnova的FFF仪器,而不必再另购一台在线的DLS了。不仅如此,在FFF上使用知名大厂家的DLS仪器,也保证了分析效果:由于我们主要的竞争对手,实际上是代理德国superon公司的AF4,因此才把他们自己的静态激光散射检测器接入到AF4中,并且采用了在90度角加一个动态发生器之类的机器就算是DLS的配置方案,表面上看似高大上,其实这个90度另加的动态DLS,肯定是远远赶不上Malvern和Brookheaven公司的专门的动态粒度仪/粒度检测器DLS的,这俩厂家的DLS,早就采用了先进的光纤技术了,而光纤技术在动态激光散射领域的应用效果,也即:灵敏度、稳定性,要远远好于竞争对手使用的光电二极管式取光。此外,专用的DLS,也具有更加强大的测试功能、计算功能。最后,Malvern和Brookheaven的DLS,是一台独立的仪器,跟静态光散射MALS无关的,既可以与MALS一起使用,也可以单独使用;反观竞争对手那边,在90度角上加动态,不仅仅性能大打折扣,而且使用也不方便、不灵活,静态MALS不开机,动态DLS使不了啊,呵呵。我们的主要竞争对手,总是“忽悠”客户采购他们的多角激光散射检测器外加90度角的动态,这样的配置,实际上对于许多搞纳米材料表征的用户来说,就是浪费钱了,因为基本用不上静态光散射MALS,但是又不得不买,因为没有静态MALS的主机,90度加动态的也就不可能有了。原本花较少钱就能解决的分析功能,不得不花很多钱来解决。[b]这背后的根本原因,就是竞争对手他们没有类似我们的PN9020型接口板的设备、无法接入别的厂家的或者是他们自己的DLS台式机!所以,归纳总结一下,竞争对手这种配置,不仅仅使得已经有了台式DLS仪器的用户无法发挥已有设备的用途以节省采购费用,还使得那些无需测试分析绝对分子量的用户也不得不购买静态光散射MALS !也就是说,甭管你测不测绝对分子量,只要你测纳米尺寸,你就得买在纳米尺寸测试方面基本用不上的静态光散射MALS,否则动态DLS也使不了。这等于是绑架了用户啊![/b]

一只JG-503型手腕激光治疗仪,鼻腔照射头不工作了,没有红激光输出。主机显示屏的状态显示正常,分析是鼻腔照射头中的红激光二极管损坏了,拆开照射头检修一下。见下面图片,在鼻腔照射模式(模式2)下,照射头没有红激光输出:[img]https://ng1.17img.cn/bbsfiles/images/2022/11/202211020109113687_9082_1807987_3.jpg[/img]取下导线插头,拆开照射头。用万用表测量了导线,没有断线。是激光管有问题:[img]https://ng1.17img.cn/bbsfiles/images/2022/11/202211020109116933_7008_1807987_3.jpg[/img]微距图片,照射头由两只贴片NPN型三极管(1AM)和电阻、电容构成的驱动电路及激光二极管组成:[img]https://ng1.17img.cn/bbsfiles/images/2022/11/202211020109118300_8562_1807987_3.jpg[/img]电路板背面:[img]https://ng1.17img.cn/bbsfiles/images/2022/11/202211020109124244_8991_1807987_3.jpg[/img]根据PCB上元件分布,绘出照射头电路图如下:[img]https://ng1.17img.cn/bbsfiles/images/2022/11/202211020109122326_8874_1807987_3.png[/img]照射头电路工作原理:这是一个恒流驱动电路。R1是驱动激光管内发射管LD的三极管Q2偏置电阻,激光管内光电二极管PD和取样电阻R3以及三极管Q1构成Q2基极电流控制电路。当激光管的LD电流变大后,激光输出强度增加,光电二极管PD电流增加,取样电阻R3压降提高,Q1集电极电流增加,流入Q2基极电流减少,Q2集电极电流下降即流过激光管LD电流降低,达到恒流控制的效果。反之亦然。电路中C是滤波电容,防止线路感应的浪涌损坏激光管。下面是在TB新购的激光二极管,型号RLD650005,650nm红光,额定功率5mW,装在防静电屏蔽袋中:[img]https://ng1.17img.cn/bbsfiles/images/2022/11/202211020109128271_7059_1807987_3.jpg[/img]该激光二极管主要参数如下:[img]https://ng1.17img.cn/bbsfiles/images/2022/11/202211020109125085_2589_1807987_3.jpg[/img]从参数表中得知,激光二极管中的发射管LD反向电压2V,光电二极管PD的反向电压30V,工作温度-10~40℃,是比较娇气的。激光二极管对静电敏感,要求在储运、组装、使用中有防静电措施。使用时要求适配稳定的驱动电路及良好散热,高电压、大电流、电浪涌都有可能使其损坏。照射头的电路板太小,不及一根手指宽,用小焊接工作台的夹子夹住进行更换焊接(电烙铁外壳应接地,防止感应电损坏激光管):[img]https://ng1.17img.cn/bbsfiles/images/2022/11/202211020109130677_4081_1807987_3.jpg[/img]更换新激光二极管后,先通电试一下,亮了![img]https://ng1.17img.cn/bbsfiles/images/2022/11/202211020109127206_3230_1807987_3.jpg[/img]装还原,鼻腔照射头工作正常:[img]https://ng1.17img.cn/bbsfiles/images/2022/11/202211020109133102_2895_1807987_3.jpg[/img]维修后语:手腕激光治疗仪配的鼻腔照射头,引线有点像耳机线,比较娇气,使用中要注意轻拿轻放。常见的故障有电线折断、激光二极管损坏,稍有电工知识的人都能维修。激光二极管发射出的激光有可能对人眼造成伤害,严禁照射人眼、严禁直视其发光端面,不能透过镜片直视激光,也不要透过反射镜观察激光。平时要放置妥当,不要让小孩子玩耍。
耐火材料是一类耐火度不低于1580℃的无机非金属材料。广泛应用于钢铁、有色金属、玻璃、水泥、陶瓷、石化、机械、锅炉、轻工、电力、军工等国民经济的各个领域,是保证上述产业生产运行和技术发展必不可少的基本材料,在高温工业生产发展中起着不可替代的重要作用。济南微纳颗粒仪器股份有限公司自2001年以来,在钢铁、有色、石化、建材等高温工业高速发展的强力拉动下,我国耐火材料行业保持着良好的增长态势,已成为世界耐火材料的生产和出口大国。2011年中国耐火材料产量约占全球的65%,产销量稳居世界耐火材料第一。据统计,2001-2010年耐火原料及制品产量稳步增长,其中“十五”末约为2001年的2倍;2010年全国耐火制品产量达2808.06万吨,约为“十五”末的3倍。截止2011年,我国耐火材料行业共有规模以上企业1917家,从业人员超过30多万人,实现销售收入3376.79亿元,实现产品销售利润477.37亿元。对耐火材料的性能,粒度的选择极为重要。粒度的正确选择直接影响耐火材料的质量,微粉及超微粉技术的引入,大大提高耐火材料制品的致密度,促进样品的烧成,提高制品强度,改善耐火材料的耐用性和抗冲刷性。对于不定性耐火材料,尤其对于低水泥、超低水泥浇注料和自流浇注料,超微粉起着一定的结合剂作用,并且有减水效果。微粉的粒度及分布对试样的加水量和流动性以及材料的性能影响也很大。所以,如何对粒度进行控制一直是人们所关注的问题。济南微纳公司生产的Winner2000ZD湿法激光粒度仪采用全方位散射光探测系统,配合高灵敏度的环式光电探测器,能够进一步提高测试精度。集机械搅拌、超声分散、内置循环于一体的分散系统,彻底解决了大颗粒在管道中的沉积问题。独创的无约束自由拟合软件技术,保证了测试结果的真实准确。采用自主开发的智能控制技术,能够实现光路的自动对中,进行一键测试。http://ng1.17img.cn/bbsfiles/images/2013/06/201306191049_446365_388_3.jpg图一 Winner2000ZD湿法激光粒度仪原理图Winner2000ZD是将被测微粉置入样品池中,通过液体分散(一般为水)利用He-Ne激光器测定液体中的颗粒的粒度。当颗粒流动通过样品窗时,产生散射光,样品窗后的探测器接受散射光信号,并通过分析确定光的能级。利用MIE理论反演计算出颗粒粒度大小和分布。测试范围能够达到0.1-300μm。使用Winner2000ZD湿法激光粒度仪进行粒度控制较传统的粒度控制方法(如筛分法)有极为明显的优势。1)样品需用量少。2)测试速度快,一般两分钟之内即可完成测试。3)粒度测试范围宽,且分辨能力强。4)能够给出多种信息,如D10、D50、D90等数据。在耐火材料的生产企业中,Winner2000ZD湿法激光粒度仪得到了较为广泛的应用。北京利尔高温材料股份有限公司位于北京市中关村科技园区昌平园,拥有上海利尔耐火材料有限公司、洛阳利尔耐火材料有限公司、辽宁利尔高温材料有限公司、内蒙古包
激光粒度仪在静电喷涂粉末涂料业的应用前言近年来,粉末涂料的应用范围不断扩大,应用者对粉末涂料和涂敷设备的要求也越来越高。现今除了环氧粉末外,又出现了聚酯改性的环氧粉末和聚酯粉末,这样大大提高了粉末涂膜的耐户外性能;在色彩上,目前的粉末涂料的种类更加丰富,能满足不同的需要。因此,粉末涂料已从过去的厚涂膜高性能的防腐用途发展到当前的薄涂膜华丽的装饰用途。是我国粉末涂料品种上一个质的飞跃。粉末涂料当前绝大部分采用静电喷涂工艺—粉末的冷涂敷技术热固化后成膜。粉末涂料的静电喷涂工艺,实质上包括两大部分:粉末涂料的性能和静电喷涂设备(包括喷涂工艺)。这两大部分是相互依存又是相互促进的,只有具有理想的(适合静电喷涂的)粉末涂料,又具备设备良好的静电喷涂设备,才能得到高质量的粉末涂膜。粒度分布对涂料性能的影响1、外观、流平性一般来说,粉末粒径越小,涂料固化时流平性就越好,涂膜的外观也越平整、光滑,但是粉末的带电性与粒径的平方成正比,粉末太细带电性降低,涂装施工效率就会下降,超细粉(粒径10μm时粉末涂料回收率迅速上升,并且粉末的回收率随着粒径的增大而增加。基于以上几点,可见,粉末涂料颗粒的粒度分布很大程度上影响了粉末涂料的使用性能和使用效率。因此,需要有粒度检测设备监控产品质量及协助新产品技术研发。济南微纳粒度仪应用济南微纳颗粒仪器股份有限公司开发对应粉末涂料粒度测试的Winner318分体式喷雾激光粒度仪是一款人性化的全自动激光粒度仪。此款仪器在采用夫琅禾费衍射原理和典型的平行光测试技术和频谱放大技术,在有限的空间内实现量程的大范围扩展,并添加多个辅助集成光电探测器,能有效采集测试量程所对应的各个角度的散射光,实现全量程内的测试准确度和可靠性。此外为在测试过程中避免粉末、雾滴等对镜头的污染,设计有气流保护系统,可有效保护镜头。分体式结构和可调式测试区域,满足任何场合喷雾测试的需要,具有不接触测量粉末、雾滴颗粒,不干扰流场的特点,使操作更简便、结果更稳定。此款仪器的产生顺应了涂料市场需求,着重针对静电喷涂粉末涂料的发展趋势,是涂料相关粒度测试的首选搭档和得力助手。客户应用案例北京铭捷涂装设备有限公司是一家创新型涂装科技公司,具有自动喷涂系统之设计、制造、安装、调试、服务的能力,采用全球领先的ITW Ransburg(兰氏)品牌的核心设备,自动化集成DISK(旋碟)喷涂系统、BELL(旋杯)喷涂系统、GUN(静电枪)喷涂系统等,设备成功应用于国内知名的汽车零部件、建材、家电、木器等行业。ITW Ransburg(兰氏)工业静电喷涂系统集成商。公司以满足客户需求为目标,依照产品的涂装工艺技术要求,个性化设计各种工业喷涂系统解决方案。北京铭捷公司技术力量雄厚,设有专门的技术中心负责产品质检及研发。近年来因为新型高效静电喷涂粉末涂料设备等产品的生产开发需要,与济南微纳颗粒仪器股份有限公司合作,使用Winner318分体式喷雾激光粒度仪进行工艺改进。对各相关产品粉体粒度测量中的多个影响因素进行检测研究,通过对产品的测试分析,为品质检验及优化提供技术依据。30多年来济南微纳颗粒仪器股份有限公司秉承以先进的科技技术为企业带来效益,为社会创造良好环境的理念,为各级企事业单位提供着服务,以过硬的质量和坚强的技术支持获得了广大用户的好评。
随着纺织工业的发展和纺织工艺更高要求,对高科技纺织检测仪器需求也日益增大。新的纺织机械和设备给纺织工业带来了前所未有的发展和突破。 在纺织工业中,多种高新技术,如红外光谱、激光、图像处理技术等都已得到广泛应用。红外光谱技术主要用于纺织纤维鉴别,利用红外光谱仪来进行操作。使用红外光谱仪能够快速对全部光谱进行千次扫描,并在同一时刻收集光谱中所有频率的信息。通过对纺织纤维红外光谱图的分析,就可以对混纺织物比例进行定量分析,灵敏度和效率都十分高。 激光检测技术在纺织中的应用十分广泛,可以用于验布,检测织物起球、毛羽及其粗糙度,检测织物纬斜,测定纱线直径、条干不匀、纱疵与纤维性能等众多领域,通过激光器来进行操作。 织物表面有没有疵点,可以利用激光辐射来检测。光电接收器光照度无规律变化时,就表示出现比较明显的疵点,通过图像分析器就能够显示结果。同时激光可以对起球织物进行客观评价,利用激光传感器通过三角测量技术检测织物粗糙度,精确度和效率都大幅提升。 图像处理技术也被应用于纺织行业多个领域,如纺织检测技术与纺织仪器开发、织物仿真CAD系统等。图像处理技术不仅能够促进纺织仪器的更新换代,而且能够利用模拟方法开发织物面料产品的软件,并可以对纱线进行检测。
众所周知,激光的应用领域在人们生活中可谓是无处不在,你知或不知,激光应用就在那里,用它那精湛的激光加工技术丰富着您的生活。 今天我们就来探讨一下这样一个具有历史代表性的产业链,是怎样逆袭曾经的风貌。 目前随着激光技术的发展,已广泛用于单晶硅、多 晶硅、非晶硅太阳能电池的划片以及硅、锗、砷化镓和其他半导体衬底材料的划片与切割。那么说到这里肯定很多人会问,激光加工技术是利用什么原理来完成划片和切割的这样一个步骤的呢? 从科学的角度上来讲,激光加工技术是利用激光束与物质相互作用的特性对材料(包括金属与非金属)进行切割、焊接、表面处理、打孔、微加工以及做为光源,识别物体等的一门技术,传统应用最大的领域为激光加工技术。激光技术是涉及到光、机、电、材料及检测等多门学科的一门综合技术,传统上看,它的研究范围一般可分为两大类: 一、激光加工系统; 二、激光加工工艺。 激光加工系统主要包括激光器、导光系统、加工机床、控制系统及检测系统这些配件。而激光加工工艺的范围就略广泛一些,主要应用在切割、焊接、表面处理、打孔、打标、划线、微雕等各种加工工艺。 从功能上来讲,激光加工工艺在激光焊接、激光切割、激光笔、激光治疗、激光打孔、激光快速成型、激光涂敷、激光成像上都有很成熟的一个应用。 另外激光在医学上的应用主要分为三类:激光生命科学研究、激光诊断、激光治疗,其中激光治疗又分为:激光手术治疗、弱激光生物刺激作用的非手术治疗和激光的光动力治疗。激光美容、激光去除面部黑痣、激光治疗近视、激光除皱、都是激光领域是医学行业内伟大的成就。 在军事方面,激光成就了战术激光武器、战略激光武器、激光动力推动器等,此外激光武器的关键技术已取得突破,2013年低能激光武器已经投入使用。 在通信方面,激光通过大气空间传输达到通信目的,激光大气通信的发送设备主要由激光器(光源)、光调制器、光学发射天线(透镜)等组成;接收设备主要由光学接收天线、光检测器等组成。 目前激光已广泛应用到激光焊接、激光切割、激光打孔(包括斜孔、异孔、膏药打孔、水松纸打孔、钢板打孔、包装印刷打孔等)、激光淬火、激光热处理、激光打标、玻璃内雕、激光微调、激光光刻、激光制膜、激光薄膜加工、激光封装、激光修复电路、激光布线技术、激光清洗等 发展前景 由此可见激光的空间控制性和时间控制性很好,对加工对象的材质、形状、尺寸和加工环境的自由度都很大,特别适用于自动化加工,激光加工系统与计算机数控技术相结合可构成高效自动化加工设备,已成为企业实行适时生产的关键技术,为优质、高效和低成本的加工生产开辟了广阔的前景。 激光划片机现状 激光划片机又称为陶瓷激光切割机或激光划线机,采用连续泵浦声光调Q的 Nd: YAG 激光器或绿激光作为工作光源,由计算机控制二维工作台,能按输入的图形做各种运动。输出功率大,划片精度高,速度快,可进行曲线及直线图形切割;无污染,噪音低,性能稳定可靠等优点。 目前,常见的硅晶体划片工艺分接触划片和非接角划片(激光划片工艺)两种: 接触划片工艺: 接触划片工艺主要有锯片切割等多种方法,是过去硅晶体、太阳能电池的切割方法,缺点是精度差,废品率高,速度慢。 非接触划片工艺: 非接触划片工艺主要是激光划片,由于是非接触方式,划线细,精度高,速度快,目前是太阳能电池等划片的主要方法。 江苏启澜激光科技有限公司开发研制的晶圆激光划片机具有国际先进水平,主要适用于表面玻璃钝化硅晶圆的划片机切割加工。激光加工技术已广泛应用于制造、表面处理和材料加工领域。晶圆紫外激光划片机,其无接触式加工对晶圆片不产生应力、具有较高的加工效率、极高的加工成品率,可有效的解决困扰晶圆切割划片的难题。同时,图像识别、高精度控制、自动化技术的发展,使得能实现图像自动识别、高精度自动对位、自动切割融为一体的晶圆切割划片机成为可能。国内激光晶圆切割划片系统的需求正以每年70%的速度增长,2010年的保有量将会达到500台左右,约合3亿元人民币。 国内激光晶圆切割划片系统的需求正以每年70%的速度增长,2010年的保有量将会达到500台左右,约合3亿元人民币。 调查显示,瑞士、美国和日本主要的激光晶圆切割机生产商每年在中国市场约销售近100台,国外设备售价在40~42万美元左右,为了提高我国激光精密加工装备的国产化水平,降低设备的采购及使用成本,提高行业的生产效率。晶圆紫外激光划片技术代表了当今世界晶圆切割加工技术前沿的发展方向,对国家未来新兴的晶圆制造产业的形成和发展具有引领作用,有利于晶圆制造技术的更新换代,实现跨越发展。
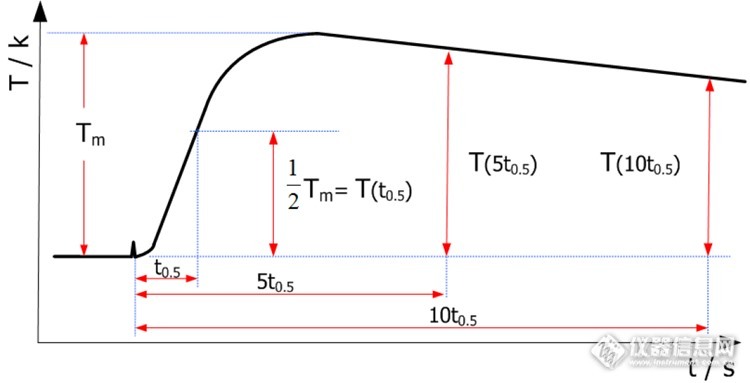
最近有朋友对导热系数测试方法如何选择想进行一些讨论,这里就我们在导热系数测试中的经验,以及导热系数测试设备研制和测试方法研究中的体会谈一些感受,欢迎大家批评指正。 材料的导热系数一般采用两类测试方法,一类是稳态法,主要包括护热板法、护热板热流计法和护热式圆筒法等;另一是非稳态法,主要包括激光脉冲法、热线法、热探针法和平面热源法等。这些方法国内外都有相应的测试标准,是比较成熟和经典测试方法。 对于稳态护热板法和激光脉冲法来说,这两种测试方法基本上属于互补性关系,即分别覆盖不同导热系数范围的测量。通常,稳态法的导热系数测试范围为0.005~1 W/mK;非稳态激光脉冲法的导热系数测试范围为1~400 W/mK。在满足测试条件的前提下,稳态法的测量精度可以达到±3%以内,激光脉冲法的测量精度可以达到±5%以内。 材料的导热系数一般采用两类测试方法,一类是稳态法,主要包括护热板法、护热板热流计法和护热式圆筒法等;另一是非稳态法,主要包括激光脉冲法、热线法、热探针法和平面热源法等。这些方法国内外都有相应的测试标准,是比较成熟和经典测试方法。 低导热材料一般泛指导热系数在0.1~1W/mK 范围的隔热材料。这类材料由于导热系数低常被用作工程隔热材料,如各种玻璃钢类材料、树脂基类复合材料和陶瓷材料等。在这类低导热材料的导热系数测量中,测试方法的选择常常容易出现偏差,很多测量机构由于只有激光脉冲法测试设备,而就用激光脉冲法测量这类低导热材料,测量结果往往出现比稳态法准确测量值低15%~20%的现象。采用氟塑料(导热系数0.2 W/mK 左右)和纯聚酰亚氨树脂材料Vespel SP1(导热系数0.4W/mK 左右),用稳态法和瞬态激光脉冲法进行的比对试验也证明激光脉冲法的测试结果确实偏低。有些材料研制机构也利用这种现象来证明研制的材料达到了验收标准,这样很容易误导材料设计和使用部门的正常使用。 对于低导热材料的测试,造成激光脉冲法测量结果总是要低于稳态法测量结果的主要原因是由测量装置的固有因素造成,主要体现在以下两个方面:一、激光脉冲法测量装置的影响 激光脉冲法测试设备的试样支架,一般都是采用导热系数较低的陶瓷材料做成,其目的是在固定试样的同时尽可能减少传导热损失,以保证激光脉冲加热试样后,试样内的热流沿着试样厚度方向以一维形式传递。如果被测试样的导热系数小于1W/mK,基本上与陶瓷支架相近,这样必然会引起较大的侧面热失,破坏一维传热模型。如图 1 所示,侧面热损会使得试样背面的最大温升Tm 降低,从而造成较大的测量误差。而这些热损情况在稳态测量方法中不会出现。 如图 1 所示,采用激光脉冲法测量材料热扩散时,导热系数越大,背面温升达到一半最高点的时间t0.5 越短,背面温升采集时间10t0.5 也越短。一般金属材料背面温升达到一般最大值的时间t0.5 大约在50 毫秒以内,而对低热导率材料,背面温升达到一半最大值时间t0.5 就需要上百毫秒以上,同时总的采集时间10t0.5 也将相应的增大很多,如此长的传热时间,必然会引起强烈的侧面热损。http://ng1.17img.cn/bbsfiles/images/2015/03/201503202143_539038_3384_3.png图1 激光脉冲法典型背面温升曲线 激光脉冲法一般都是采用间接测量方式获得被测材料的导热系数,即激光脉冲法测量材料的热扩散率,然后与其它方法测得的密度和比热容数据相乘后得到被测材料的导热系数。这样得到的导热系数数据势必会叠加上其它方法测量误差,特别是比热容的测试误差一般较大。这样获得的导热系数测量精度就势必要比稳态法直接测量的热导率误差偏大。二、激光脉冲法试验参数的影响 如图 1 所示,激光脉冲法在测试过程中,试样在激光脉冲加热后,试样背面温升快速升高,最大温升也仅1 ~ 5℃之间。但对于低导热材料,由于材料导热系数比较低,要使背面温度达到可探测的幅度很困难。为了解决背面温升的可探测性,必须通过两种途径:一是采用很薄的试样,约为1mm 厚,否则很难探测到有效信号;二是在采用薄试样的同时增大激光脉冲的能量,也就是提高脉冲加热试样的功率,使得试样前表面达到更高的温度。这两种途径都会对低导热材料的测量结果带来影响: (1)低导热材料多为复合材料,密度一般都很小。激光脉冲法的试样直径(10mm ~ 12mm)本来就很小,如果试样厚度再很薄,对于复合材料来说很难具有代表性。并且密度分布的不均匀,会使得测量结果的离散性比较大。而稳态法测量所用的试样一般较大,代表性强。 (2)激光脉冲法认为激光脉冲加热试样前表面时,前表面热量的吸收层相比试样总体厚度越小越好。而一般低导热材料的热分解温度和熔点较低,高功率脉冲激光很容易使得试样表面产生高温加热而带来化学反应,反应层厚度相比试样总体厚度较大,破坏了激光脉冲法测试模型的要求,带来测量结果的不真实性。而在稳态法测量过程中,测试过程中的温度变化都严格控制在被测材料热分解温度点以下,就是为了避免热分解现象的产生带来测量结果的不真实性。 (3)一般导热系数测量过程都带有温度变化和一定的温度梯度。激光脉冲法测量如果在静止气氛中进行,背面温升的变化会受到辐射和对流的影响。所以,激光脉冲法在测量过程中,一般需要抽真空测试,以消除对流影响。而对一般复合材料来说,密度越低,在真空下发生真空质量损失的现象也越强烈。如果被测材料密度较低,真空质量损失会使得试样厚度和质量发生变化,如果再加上激光脉冲加热更会加剧质量损失过程,对测量结果带来影响。 (4)由于低密度材料内部容易存在着空隙和气孔,如果在真空中测量这类材料,真空环境将严重的改变试样内部的传热方式,基本上不再有对流传热。因此真空下测量的热导率会比在常压大气环境的测量值明显偏低。而稳态法测试设备绝大多数是在常压大气下进行,通过特别的护热装置使得在试样外部不存在温度梯度以消除对流,传热现象只发生在试样内部,因此稳态法测量结果代表的是常压大气环境下材料的热导率。个别变真空稳态法测量装置,也是专门用来测量评价材料在不同真空度下的热导率,以用于准确表征材料在不同真空度下的隔热性能。 因此,对于低导热材料热导率的测量,如果条件允许,尽量采用稳态测量方法,并明确试验条件,建议不采用激光脉冲法测量低导热材料热导率。 目前在国内的军工系统中都普遍采用稳态的保护热流计法导热系数测定仪来进行树脂基复合材料的导热系数测试,并已经做为工艺考核标准。多数采用的是美国TA公司的MODEL 2022导热仪,圆片状试样直径有1英寸(25.4mm)和2英寸(50.8mm)两种规格,最高测试温度为300℃。同时,美国TA公司的MODEL 2022导热仪也是该公司的主流产品,由此也可以看出这种稳态测试方法的应用十分广泛。
有哪位大虾知道激光全息涂料的 信息层 、离型层 和保护层的配方和检测标准阿?需要有耐磨 耐刮擦 耐酸碱性 耐水性等特性的 最好能给我几篇相关的文章 小女子垂泪敬上

http://ng1.17img.cn/bbsfiles/images/2012/11/201211262339_407459_2352694_3.pngTopSizer在真实测量范围上填补了国内空白,标志着国产激光粒度仪性能又上了一个大台阶TopSizer是国产激光粒度仪中的高端产品。“TopSizer的上市标志着国产高端激光粒度仪已达到国际先进水平。这次新产品的发布也标志着欧美克可以站在一个新的高度、新的起点。此次推出的激光粒度仪的重复性,准确性,可靠性都得到了很大的提高,具体表现在以下几个方面:第一采用了双光源技术,欧美克是国内首次使用双光源系统的激光粒度仪厂商,这种国际先进的技术使产品性能更好;第二,系统进样器采用循环回路技术,使颗粒悬浮能力大幅提升;第三,系统关键部件采用进口器件配置,具有良好的噪声水平,测量下限可以达到国际水平亚微米级,这在国内激光粒度仪发展的历程中是一个重要的里程碑,也奠定了欧美克激光粒度仪品牌在国内的高端仪器地位。TopSizer能广泛应用于精细化工、生物医药、电池材料、非金属矿、粉末冶金、陶瓷、食品、涂料、颜料、农药等领域。适用于测量各种粉体、悬浮液、乳液等材料的颗粒特性。
半导体激光器又称激光二极管(LD),是二十世纪八十年代半导体物理发展的最新成果之一。导体激光器的优点是体积小、重量轻、可靠性高、使用寿命长、功耗低,此外半导体激光器是采用低电压恒流供电方式,电源故障率低、使用安全,维修成本低等。因此应用领域日益扩大。目前,半导体激光器的使用数量居所有激光器之首,某些重要的应用领域过去常用的其他激光器,已逐渐为半导体激光器所取代。它的应用领域包括光存储、激光打印、激光照排、激光测距、条码扫描、工业探测、测试测量仪器、激光显示、医疗仪器、军事、安防、野外探测、建筑类扫平及标线类仪器、激光水平尺及各种标线定位等。以前半导体激光器的缺点是激光性能受温度影响大,光束的发散角较大(一般在几度到20度之间),所以在方向性、单色性和相干性等方面较差.但随着科学技术的迅速发展,目前半导体激光器的的性能已经达到很高的水平,而且光束质量也有了很大的提高.以半导体激光器为核心的半导体光电子技术在21 世纪的信息社会中将取得更大的进展,发挥更大的作用。 在气体激光器中,最常见的是氦氖激光器。1960年在美国贝尔实验室里由伊朗物理学家贾万制成的。由于氦氖激光器发出的光束方向性和单色性好,光束发散角小,可以连续工作,所以这种激光器的应用领域也很广泛,是应用领域最多的激光器之一,主要用在全息照相的精密测量、准直定位上。He-Ne激光器的缺点是体积大,启动和运行电压高,电源复杂,维修成本高。
从方法上分析,激光清洗方法有4种:①激光干洗法,即采用脉冲激光直接辐射去污;②激光+液膜方法,即首先沉积一层液膜于基体表面,然后用激光辐射去污;③激光+惰性气体的方法,即在激光辐射的同时,用惰性气体吹向基体表面,当污物从表面剥离后会立即被气体吹离表面,以避免表面再次污染和氧化;④运用激光使污垢松散后,再用非腐蚀性化学方法清洗。目前,常用的是前3种方法。第4种方法仅见于石质文物的清洗中。 石雕和石刻等年代久远的高档石质艺术品,由于其极精细和易损的表面结构,成为激光清洗最早应用的领域。人们发现,用激光清除石质文物表面的污垢有独到的优势,它能够十分精确地控制光束在复杂的表面上运移,清除污垢而不伤及文物石材。例如,1992年9月,联合国教科文组织的世界文化遗产保护组织为纪念该组织创建20周年,实施了对十分著名的英国亚眠大教堂的维修工程。亚眠大教堂西侧圣母门十分精美的大理石雕刻是工程的关键。在为期一年的圣母门维修工程中,维修人员借助于激光,用激光光束除去了覆盖在大理石雕刻花纹上几毫米厚的黑色垢层,大理石表面原来的色泽体现出来,使精美的雕刻重现光彩。又如,英国最重要的石雕收藏处之一的英斯布伦蒂尔的石雕收藏品经激光清洗后,也得到了同样的效果。人们用电子显微镜观察激光清洗后的石雕表面,发现激光清洗后石头的结构没有变化,被清洗的表面既光滑又平坦,没有损伤。这跟用微粒子喷射法(喷沙法)清洗后的表面完全不同。微粒子喷射法清洗后大理石表面结构的损伤是难以避免的,特别是对已有硫酸盐垢层的大理石表面。电子显微镜的观察还发现,激光照射后,表层下岩石材料的各项性质既无退化,也无改变。目前,用激光清洗石灰石、大理石等高档石质材料表面污垢的工作已成为一项新的很有前途的业务项目。 除了对石质材料的清洗外,激光清洗在玻璃、石英、金属、模具、牙齿、芯片、电极、磁头与磁盘以及各种微电子产品等的清洗中都有很好的效果,已经有了一定的应用。 激光清洗的前景 国际上,激光清洗技术对石质材料的应用已有10来年的历史。在我国,石质材料的激光清洗才刚刚起步。由于目前激光设备的投资还较为昂贵,普遍化应用还有一定难度。但是激光清洗技术具有传统清洗方法无法比拟的优点,随着技术的不断完善和设备的批量化生产,激光清洗技术必将在石质材料的清洗业中发挥重要的作用,具有很好的发展前景。
激光焊接的市场占有率 与激光切割、加工、微处理以及打标应用相比,市场对激光焊接接受缓慢的原因尚有待探讨。TWI公司是一家专注于焊接研究、顾问并提供培训服务的公司,该公司激光技术与板材加工部项目总监Geert Verhaeghe说:“只有那些能够利用激光束的一个或多个特征(如高精度、热输入低(低畸变)、穿透深、速度快等)的应用,才特别适合使用激光焊接。客户经常就从弧焊加工改为激光加工向我们寻求咨询。我们始终认为,对加工过程应该整体考虑,产品的设计往往需要修改,以充分利用激光器的优点。” 此外,Verhaeghe说:“激光焊接的工业应用在很长一段时间内受到限制,原因在于它对工件放置的要求非常严格。”也就是说,由于激光焊接的光斑更小,因此要求待电焊机出租焊接的工件要极为贴近。“激光焊接用于高精度的齿轮焊接并不困难;但是要将几米长、8mm厚的板材对焊在一起就要困难得多了。目前有许多种补偿技术,包括填料(使用焊料)、双点(使用光学元件对光束进行分束,从而增大焊接覆盖区)以及迂回行进(沿接缝摆动光束)。我最赞同将激光焊接与弧焊相结合,这样能够同时利用两种方法的优点——即激光焊接的高速度以及弧焊的大熔池。” Verhaeghe认为,没有哪个制造商可以确保激光焊接一定比传统焊接具备经济可行性。“我们经常在客户投资之前为他们做技术-经济比较,” 他说,“这需要考虑可能影响运行成本的各种因素:包括激光器光源、冷却、维护/服务、操作以及耗材等。”他还指出,更加困难的是评估降低畸变以及减少返工 /修理所带来的“间接” 好处,而这些通常是高度可重复的激光焊接加工的最大优势。 当然,市场占有率也和地域有关。市场调研公司Frost & Sullivan的高级研究分析师Archana Chauhan认为:“在激光焊接设备的采用和供应方面,欧洲将继续引领业界前沿。”Miyachi Unitek公司激光产品经理Geoff Shannon认为:“各行各业仍然不同程度地缺乏对激光焊接的认识。欧洲拥有强大的激光市场,而且欧洲可能也拥有比其他地区更多的教育和研究机构致力于或提供激光加工,尤其是激光焊接。” 激光焊接的应用现状 目前,一些公司(如空中客车公司)已经使用激光焊接取代电阻点焊进行飞机机身结构的铆接,另外,奥迪、宝马和大众等汽车制造商,以及几个欧洲造船厂也已经采用了激光焊接技术。Meyer Werft 公司是在游轮与渡轮市场中表现活跃的一家公司,该公司目前使用激光和激光复合焊接技术,焊接钢夹芯板和常规加筋板。游轮及渡轮制造商Aker Yards公司使用激光气体金属弧焊(MAG)复合焊接技术制造平板。Blohm+Voss造船厂使用激光对常规加筋板进行焊接和切割。Odense Steel Shipyard公司也利用激光进行焊接、切割,以及对货运集装箱的钢铁组件进行打标等多种加工。 上述许多应用的一个共同点在于:激光的作用不仅仅在于焊接,还包括切割、打标等。如果激光能在某一特定应用场合实现双重甚至三重功能,那么它的价值定位就急剧升高。例如,汽车制造商戴姆勒使用扫描光学或所谓的“远程焊接”,引导稳定光束沿焊缝行进,或者将单束激光分成多束用于多种用途。戴姆勒公司生产与材料技术部门项目经理Holger Schubert表示,与传统的电阻点焊相比,扫描光学加工几乎可以将生产时间缩短80%。由于小直径激光束可以对汽车零部件进行点焊,不需要使用大的连接法兰,从而使汽车零部件更小更轻。 激光焊接除了在“宏观”或大型工业加工中获得广泛应用外,还在微焊接(小型号精密零件和光电子器件的精密焊接)领域一展身手(见图1)。“微焊接一般对应的是穿透深度小于1mm的焊接,”Miyachi Unitek公司的Shannon介绍说,“医疗市场可能是目前增长最快的领域,其中典型电焊机应用包括医疗仪器、焊缝密封可植入装置、导丝焊等。” 另外,微焊接甚至在珠宝首饰行业也发挥着一定作用。“大多数Nd:YAG激光宝石焊接机的工作能量范围在35~300J之间,光束宽度在0.2~2.0mm范围内可调。”Satow Goldsmiths 公司的Steve Satow说,“我对珠宝商们进行激光加工培训,要想手工稳定地实现焊接,并能准确地保证0.2mm的焊接深度,是需要一定经验的。值得一提的是,激光焊接能为珠宝商节约大量成本。” 非金属材料的激光焊接 虽然对于连接两种金属,激光焊接取代常规焊接技术是显而易见的,但激光焊接的最大优势可能在于连接塑料、聚合物以及其他非金属材料,传统上这些材料是通过加热元件或者超声波加工进行连接的。TWI公司拥有专利、并授权给光电子设备制造商Gentex 公司使用的Clearweld工艺,是激光焊接非金属材料的一个很好的例子。Clearweld工艺采用近红外吸收焊接材料,可以将激光能量转换为热量,实现高质量焊接。Gentex公司介绍说,Clearweld工艺的优点在于高焊接速度、无明显焊斑、热变形小、不同产品间的切换速度快,以及能同时对多层工件进行焊接。 图1. 微焊接应用。图中显示了将0.04英寸宽、0.0015英寸厚的铜丝带互连焊接到焊盘上。激光焊接使用的是功率为2W、波长为532nm的倍频Nd:YAG激光器,其光束直径为0.03英寸,脉宽为1.5毫秒。 除了使用Clearweld工艺焊接洁净塑料,以及加工处理更具挑战性的ABS型塑料外,bielomatik 公司还将光纤激光器应用于某些要求最严格的场合。 在防水服装和室内装饰品应用的纺织品连接方面,也正在探索使用激光焊接。两年来,欧洲共同体(EC)资助的自动激光焊接纺织品(ALTEX)项目,实现了涤纶面料、尼龙里料和透气膜这三层复合材料的连接,以及聚氨酯涂层材料和双面不干胶复合材料的连接。该项目使用的是功率为75W、波长为 940nm的六轴自动激光二极管焊接系统。项目协调员Ian Jones说,激光焊接能够以比手工缝合快4倍的电焊机租赁速度实现高致密性连接,并且抗水渗透和洗涤试验生存指标均超过当前的行业要求。ALTEX项目已于 2007年12月结束,但相关工作仍在欧盟的LEAPFROG项目中继续进行。 激光焊接甚至已经进入纺织行业。ProLas公司生产的TexWeld Duo是一种双激光焊接机,结合了直接、透射焊接和超声波焊接,能够实现服装、集装箱袋和工业用纺织品的连续缝合焊接。
造福银屑病(俗称牛皮癣)、白癜风、异位性皮炎等皮肤病患者的用于皮肤治疗的新型准分子激光设备日前在安徽光机所通过投资方验收。 传统的针对皮肤疾病的光学治疗手段主要有紫外长波PUVA法,紫外中波UVB法,大多采用形式多样的宽频紫外UV灯管,其发射的紫外在很大的波谱范围,基本涵盖了280-400nm的宽阔区域。在治疗照射过程中方向不易控制,发散角度大,正常皮肤处于曝光中,有可能引起皮肤发红、灼伤等不良影响,并且效果不是很显著。 安徽光机所激光中心陈永荣课题组,通过半年多不懈努力的自主研发工作,研制出国内首台用于皮肤治疗的XeCl准分子激光设备,该设备能输出308nm(处于银屑病、白癜风等疾病治疗的活跃频谱295-320nm内)的单频紫外脉冲激光,强度高、方向性好,由光纤导引至病灶,能迅速释放能量,只针对病变局部,不累及周围正常皮肤。与传统方法比较,具有见效快、疗程短、费用低、抗复发、特便捷、更安全等优点。是当今医疗领域极力推行的最新疗法,病患者无需治疗前做太多的准备,真正能达到无创伤绿色治疗。同时,该疗法还避免了传统的普通紫外光大面积治疗导致皮肤老化甚至癌变的风险。 根据国内外相关临床研究资料,308nm紫外激光可使银屑病患者皮损处活化的T淋巴细胞迅速调亡;对白癜风病人,对由免疫性引致的黑色素细胞破坏造成的黑色素生成能力减损或丧失有明显的疗效;对各种异位性皮炎有非常好的效果,特别对消除搔痒等刺激症状疗效尤为显著,能促进正常细胞的迅速生长。 用于皮肤治疗的XeCl准分子激光设备结构紧凑、外观大方、操作灵活、移动方便、输出能量和功率稳定、工作寿命长、性能可靠。激光由光导纤维传输,单脉冲能量150mJ,能量不稳定性±3%,重复频率≤50Hz,光纤输出6-16mJ,光斑强度均匀。 研发人员相信在可预见的未来,308nm准分子激光在医疗领域将会有广泛的应用前景。(韩奇阳、陈永荣供稿)http://www.aiofm.ac.cn/news/2006/12/22.htm
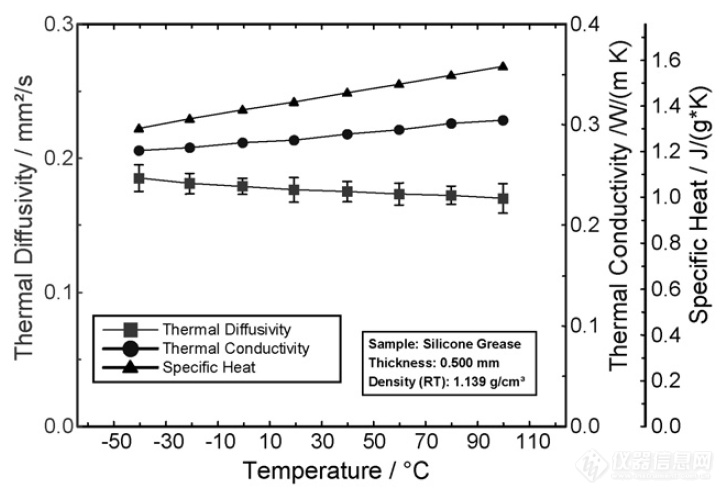
[color=#cc0000]摘要:本文针对液体和粉体形式的蓄热型相变材料,介绍了激光闪光法在蓄热相变材料热扩散系数测试中应用研究以及各种典型液体材料和相变材料的验证试验结果。根据研究文献和验证试验结果证明激光闪光法并不是一种测量液体和相变材料热物理性能比较合适的方法,影响因素众多,测试过程繁杂,并存在很多问题及不足,对于未知液体和相变材料的热性能测试很难保证相应的测量精度。[/color][color=#cc0000]关键词:闪光法、相变材料,液体、粉体、热扩散系数,导热系数,储能,蓄热[/color][color=#cc0000][/color][hr/][color=#ff0000][b]1. 引言[/b][/color] 相变材料在相变过程中吸收或者释放热量,利用相变材料的相变潜热来实现能量的储存,可以解决能量供需在时间和空间上不匹配的矛盾,有效提高能源利用效率,达到节能减排目的。利用相变材料的这一特点将其应用到建筑材料中,吸收和储存白天进入室内的太阳辐射热避免室内温度过高,夜间释放这些热量,把室内温度控制在人体舒适温度范围内,可降低建筑采暖和致冷的能源消耗,实现建筑节能的同时提高居住环境舒适度。 建筑用相变材料多为潜热型蓄热方式,这种方式的主要优势是在较小温度区间内具有较高的蓄热密度,它可以用于建筑的加热和冷却,并可以与其它被动系统或主动系统配合使用。 如图1-1所示,在建筑中所使用的各种相变材料通常被描述为多种相变复合材料的基材,其主要目的是保持相变材料的形状稳定或对其进行包封,特别是相变材料是液态形式时。目前国内外常用的相变复合材料基材的样品尺寸一般从几个毫米到几个厘米直到所谓的大尺寸块状尺度,如已经被用于建筑结构中的微胶囊封装相变材料,各种非工艺陶瓷材料,水泥或石膏板等,所用的相变材料不仅微胶囊封装了石蜡,而且还包含了浸注石蜡等形式,从而形成各种形式的建筑用相变材料。[align=center] [img=1-01.液体和粉末颗粒状相变材料,690,338]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251521_01_3384_3.png!w690x338.jpg[/img][/align][align=center][color=#990000][b]图1-1 液体状和粉末颗粒状相变材料[/b][/color][/align] 这些相变材料的热物理性能给出了这些材料和复合材料的蓄热能力,但测试评价热物理性能则并不容易,特别是对于这些液体形状和粉末颗粒形状的相变材料而言,在采用目前传统实验室仪器进行测量时要十分小心,否则很难获得准确的测量结果。 本文针对液体和粉体形式的蓄热型相变材料,主要介绍了激光闪光法在蓄热相变材料热扩散系数测量中的应用,以及各种典型液体材料和相变材料的测量结果,并介绍了闪光法测试相变材料中的注意事项和存在的问题及不足。[b][color=#ff0000]2. 问题的提出[/color][/b] 在激光闪光法中被测样品位于闪光灯和红外探测器之间,激光脉冲照射到样品的前表面,红外探测器测量样品背面的温升变化。通过数学模型来处理这个温升曲线从而测得被测样品的热扩散系数,将热扩散系数与样品材料的密度和比热容相乘得到相应的导热系数。 如图1-1所示液体状和粉末颗粒状蓄热相变材料,在微观尺度上由大量几十至几百微米尺度颗粒或胶囊构成,对于十几毫米的激光闪光法测样品品宏观热性能而言则是均匀的。由此,液体状和粉末颗粒状蓄热相变材料的导热系数测试就可以归结为液体和粉体材料的热性能测试。但由于液体和粉体蓄热相变材料的特殊性,在采用激光闪光法测试导热系数过程中会面临以下几个重要难题: (1)在激光闪光法测量液体和粉末颗粒状样品时,如液液和固液相变材料,被测样品在液液和固液相变过程中会发生明显的膨胀或收缩,如果不采取特殊措施,被测样品厚度将在测试过程中发生变化,会给测试结果带来巨大误差。 (2)液体和颗粒状蓄热相变材料一般的导热系数较低,大多小于1W/mK,这就要求激光闪光法测试时一是尽可能减小样品厚度,二是加大激光脉冲功率,但对于低熔点相变材料而言则是一个相互矛盾的难题。 (3)蓄热相变材料的相变温度一般较低,当激光脉冲照射在相变材料样品前表面时,很容易使得样品前表面温度升高1~5℃,从而使得样品的激光照射区域产生软化或相变,进而改变样品整体性能的均匀性给测试带来严重误差。 (4)许多蓄热相变材料都为透明或半透明材料,激光闪光法的测试过程很容易产生热传导之外的对流和辐射传热形式,就需要采用特殊手段进行规避和修正。 (5)激光闪光法测试热扩散系数的前提条件是认为被测样品在测试过程中保持材料形态不变,即在测试过程中不能产生相变,因此对于蓄热相变材料相变过程中的热扩散系数测试则是激光闪光法无法解决的难题。 以上难题就是为什么对于液体材料大多使用特殊方法来测量热扩散系数,这些特殊方法包括同轴圆柱法和平行板法等稳态方法,瞬态法则主要有热线法。然而,为了避免液体测量中由于辐射和对流带来的影响,必须在这些方法中实施一些特殊技术手段条件,文献给出了测量液体导热系数主要方法的综述。[b][color=#ff0000]3. 激光闪光法测试蓄热相变材料的改进[/color][/b][color=#ff0000]3.1. 激光闪光法测量液体热物理性能技术研究综述[/color] 尽管采用闪光法测试液体热物性存在上述困难,一些研究人员还是尝试了将闪光法应用于液体测量。理论上闪光法可以作为一种有效的测量液体热扩散系数方法,这是因为通过使用热脉冲加热水平安装样品的上表面可以大大降低对流换热的影响。 Schriempf是第一个开发特殊闪光法仪器致力于测量液体热扩散系数并成功应用到了液体水银,他用绝缘材料制成样品容器,液体表面覆盖透明石英板,就像闪光法基本方法一样测量液体样品背面的温度上升。然而他的方法不适应测量低导热液体,因为热量流经容器不可忽略,从而造成热流不再是一维热流。 Farooq等人提出了一个类似方法,基于一个外层钎焊到一环形中心间隔器的样品容器所构成的三层结构测试单元,采用这种样品容器测试水的热扩散系数。 Maeda等人还提出了一个特殊的测样品品单元,其中的液体夹持在顶部和底部铂坩埚内形成一个三层的三明治结构,并使用三层分析计算模型来进行曲线拟合,同时基于透明体假设来进行修正。 Nishi等人研究了高温下激光闪光法测量熔融金属热扩散系数的可能性,为了做到这一点他们开发了一个简单的样品单元,并在理论上估计了在熔融金属界面上的辐射和传导热损失影响,这使得可以分析测量不确定度。他们的结论是所开发的激光闪光法测量装置可以测量熔融镍的热扩散系数以及测量不确定度为±3%。 Coquard等人开发了一种有机玻璃空心圆筒构成的样品容器,在圆筒的顶部和底部由圆形铝板进行封闭,由此组成一种三明治结构样品进行闪光法测试,通过对背温测试曲线进行参数估计得到液体样品的热扩散系数。采用此方法对两种液体(水和乙醇)和一个糊状物质(聚丙烯酰胺凝胶)进行了测试,总的不确定度分析结果为小于5%。但从文献中看这种方法液体样品很厚将近有7mm,对于低导热液体样品测试会造成背温温升时间过长而带来一系列的误差因素。 总之,上述这些研究都是基于经典的闪光法,并假设通过特制样品单元或样品容器的热量传递仍然是一维热流,虽然这可能与实际情况不符。事实上,以上开发的测试设备是由几个具有可变热性能的部件组成,都会产生相应的边缘效应。这就是为什么使用他们的仪器测量液体样品时得不到准确液体热扩散系数的主要原因,就是因为热流不再是一维热流。 为了避免非一维热流情况,Tada等人提出了一种基于适当样品几何形状的方法,他们将液体夹在金属板和样品容器之间并测量前表面温度变化,从中获得液体的导热系数。他们的方法既不要求使用参考材料,也不需要测量样品厚度,因为液体样品层被视为半无限大厚,他们的方法成功测量了水和甲苯。Ohta等人使用一种几乎相同的方法来测量高温下高粘性液体的蓄热系数。然而,这些前表面闪光法都需要测量样品前表面温升并涉及到开发特殊测量设备,而这些恰恰很难实现。 根据上述文献报道和闪光法测试原理,要解决样品厚度变化和前表面物态变化对测量的影响无外乎以下几种途径: (1)在被测样品的测量区域内(脉冲激光照射区域和样品背面温度探测区域),设法保持被测样品厚度在温度变化过程中始终不变,而在被测样品的非测量区域(边缘位置处)留出样品膨胀空间。 (2)采用夹层结构形式讲被测样品夹持在中心位置,使得激光脉冲不直接作用在样品上,一方面避免激光直接穿过透明和半透明样品直达背温探测器形成干扰,二是固定样品厚度始终不变。 (3)根据相变材料导热系数和厚度来优化激光脉冲功率,尽可能在得到满意背面温升曲线的同时,使得样品前表面不产生融化现象。 (4)采用前表面测试技术,即激光照射被测样品前表面进行样品加热,同时在样品的前表面测量样品温度变化,而不是测量样品背面温度变化。 激光闪光法前表面测试技术是一种新出现的高速测试技术,特别适合高导热材料相变前后(熔融前后)的热扩散系数测量,因此这种方法目前主要用于金属熔融前后的高温热扩散系数测量,在较低导热系数的蓄热相变材料中还应用较少,所以本文将不对激光闪光法前表面测试技术进行介绍。[color=#ff0000]3.2. 特制样品容器用于激光闪光法液体测试[/color] 目前绝大多数激光闪光法测试都是采用前表面激光闪光加热和后表面测温方式,可以采用上述前两种途径制作特殊样品容器来进行液体和相变材料测试,文献报道了为激光闪光法液体测试配备的一种特制样品容器。 这种为液体、浆料和微细颗粒材料的热扩散系数测量开发的特制容器,如图3-1所示。该特制样品容器由一个坩埚、不锈钢环和封装盖组成,将被测样品(约50ul)装入坩埚并装上封装盖,被测样品就会充满封装盖与坩埚之间约0.5mm厚的间隙,这个间隙就是被测样品厚度。装填完毕样品后,需要在坩埚底部和封装盖顶部中心区域涂覆石墨以确保表面具有较高发射率,从而形成对脉冲加热光具有良好的热量吸收以及对非接触红外探测器具有较强的热辐射。 针对不同的测试温度范围,特制容器的材质分别为铝合金(适用于500℃以下)和铂铑合金(适用于1600℃以下)。这种结构的样品容器只适合样品水平放置的直立式激光闪光法测试设备,即样品容器和样品为水平放置,激光器和背温探测器位于样品的上部或下部,这种结构的样品容器并不适合样品直立形式的激光闪光法测试设备。[align=center] [img=3-01.激光闪光法液体和颗粒物试样容器,690,450]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251523_02_3384_3.png!w690x450.jpg[/img][/align][align=center][b][color=#990000]图3-1 激光闪光法液体和粉体样品测试专用容器[/color][/b][/align] 需要注意的是,在采用图3-1所示特制容器进行样品热扩散系数测试时必须采用三层分析程序对背温检测信号进行处理,即坩埚底层、被测样品和封装盖中心层形成一个三层夹心结构的被测样品,需要已知坩埚和封装盖材料的热性能后再通过三层分析程序对背温测量信号进行计算处理才能得到被测样品的热扩散系数。如果要获得被测样品的导热系数,还需要采用其它方法测量被测样品的比热容和密度随温度的变化。[b][color=#ff0000]4. 特制样品容器的考核[/color][/b] 文献报道了采用图3-1所示特制容器对一系列液体、膏状物和相变材料进行了测试,以验证和考核特制样品容器和相关测试方法的有效性。以下内容仅为文献报道的测试内容和结果,其中有些内容并不完全代表相关材料测试过程中的真实情况,这里的介绍仅是作为激光闪光法液体热扩散系数测试考核内容的借鉴和参考,文献中很多关键技术细节和遇到的问题没有报道,本文后续篇幅将会展开进行说明。[color=#ff0000]4.1. 纯水的激光闪光法测量[/color] 在材料热分析和热性能测试技术中纯水常作为一种参考物质来检验测试方法的准确性,为了验证针对液体和粉体样品所做的特制样品容器和相应的测试程序,采用了三种不同尺寸的特制样品容器对纯水在25~50℃温度范围内进行了激光闪光法测试,在每个温度点下分别进行了5次重复性测量,测试结果如图4-1所示,测试中纯水的密度和比热容数据采用了文献值,测试结果与纯水热扩散系数和导热系数文献值进行了比较以观察测试结果的准确性和重复性。[align=center] [img=,690,461]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251532_01_3384_3.png!w690x461.jpg[/img][/align][align=center][b][color=#990000]图4-1 采用三种不同尺寸液体样品容器测量纯水热扩散系数和导热系数的结果[/color][/b][/align] 图4-1中灰色区域为纯水导热系数文献值范围,采用特制样品容器所进行的测试结果显示纯水的导热系数测试结果落在灰色区域内,热扩散系数和导热系数随温度升高略有增加,导热系数测试结果与文献值相差一般小于±2%。[color=#ff0000]4.2. 乙二醇的激光闪光法测量[/color] 乙二醇也是常用考核热分析测试方法的参考材料之一,采用特制样品容器对乙二醇进行了测试,测试结果如图4-2所示。测试结果与文献值进行了比较,假设文献值的测量不确定度为3%,并以此测量不确定度在图中绘制误差线。为了计算方便,导热系数计算中采用了文献所提供的密度和比热容数据,从所测量的热扩散系数和计算得到的导热系数可以看出测量值与文献值之间的偏差既远小于激光闪光法测量不确定度(约5%),也小于文献值的测量不确定度。从乙二醇导热系数测试结果还可以看出随着温度的增加,乙二醇导热系数几乎呈线性缓慢增大,而热扩散系数则呈线性缓慢减小,这都表示了乙二醇热扩散系数和导热系数对温度的依赖性较弱。[align=center][img=,690,481]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251533_01_3384_3.png!w690x481.jpg[/img] [/align][align=center][b][color=#990000]图4-2 乙二醇热扩散系数和导热系数测试结果[/color][/b][/align][color=#ff0000]4.3. 硅脂的激光闪光法测量[/color] 硅脂是一种常用的膏状物,其导热性能是硅脂的一个重要指标。采用特制样品容器对硅脂进行了测量,测试温度范围为-40~100℃,硅脂的热扩散系数、比热容和导热系数测试结果如图4-3所示。[align=center] [img=,690,470]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251534_01_3384_3.png!w690x470.jpg[/img][/align][align=center][b][color=#990000]图4-3 硅脂的热扩散系数、比热容和导热系数测试结果[/color][/b][/align] 硅脂通常用于真空应用和导热脂的制备,在后续的应用中一般将大量的无机粉添加到硅脂中。而在实际情况下,只有少量的无机材料添加到油脂中,这种添加剂的原因是其密度略高于硅脂的典型密度范围(0.8~1g/cm3),在24℃室温下的硅脂糊状物密度测量值为 1.136 g/cm3。测量结果显示随着温度的增加热扩散系数缓慢下降,而比热容则缓慢增大,由此使得硅脂的导热系数在整个温度范围内几乎呈线性增长。[color=#ff0000]4.4. 聚碳酸酯相变材料的激光闪光法测量[/color] 为了进一步验证特制样品容器的实用性,还对聚碳酸酯固液相变材料进行了激光闪光法测试,测试温度范围为室温~300℃。在室温下聚碳酸酯为非晶固体,在第一次加热超过玻璃化转变温度(200℃以上)后聚碳酸酯会变软并最终成为液体。根据这种特性,在采用特制样品容器制作测试样品时,要先将固体聚碳酸酯样品放入坩埚内并进行加热,当加热到200℃时将封装盖压在坩埚上,然后冷却特制样品容器至室温再开始激光闪光法测试,这样制作被测样品的目的是为了确保坩埚和封装盖与聚碳酸酯样品之间有良好的热接触和样品端面平行度。最终所制的聚碳酸酯样品厚度为0.55mm,直径为11mm。 采用特制样品容器制成聚碳酸酯样品后,激光闪光法的测试结果如图4-4所示。[align=center][img=,690,448]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251534_02_3384_3.png!w690x448.jpg[/img][/align][align=center][b][color=#990000]图4-4 采用液体样品容器测量聚碳酸酯热扩散系数和导热系数的结果[/color][/b][/align] 从图中可以看出,热扩散系数在室温~130℃范围内呈近似线性的下降,在130~150℃范围内热扩散系数发生明显的大幅度降低,这是由于聚碳酸酯玻璃化转变过程所引起的反应,在玻璃化转变过程中激光闪光法只检测到热扩散系数随温度变化只发生了轻微的改变,对温度变化并未有多少依赖性。 采用差示扫描量热仪对聚碳酸酯样品进行了比热容测试,从图4-4所示的测试结果可以看出比热容随温度几乎呈线性增大,在玻璃化转变时比热值产生较高的典型跃迁,然后继续随温度变化呈线性增大。 在文献中并没有提到聚碳酸酯密度随温度变化的测量,只是将聚碳酸酯导热系数测试结果呈现在图4-4中,测试结果显示随着温度升高导热系数持续增大,并没有受到玻璃化转变过程的太大影响。[color=#ff0000]4.5. 聚丙烯的激光闪光法测试[/color] 图4-5显示了40~300℃范围内采用差示扫描量热仪测量聚丙烯样品的表观比热容(比热容与相变焓重叠)随温度变化曲线,在温度变化初期比热容随温度升高而持续增大,在120~210℃范围内熔化热与比热容重叠,在此温度范围内结晶材料发生融化,融化过程中所引起的焓值变化在77.5J/g处进行了评估。为了进行热扩散系数和导热系数分析,需要对测试曲线进行线性内插以去掉额外的焓值变化,图中用直线表示。[align=center] [img=,690,351]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251534_03_3384_3.png!w690x351.jpg[/img][/align][align=center][b][color=#990000]图4-5 部分结晶聚丙烯表观比热容测试结果[/color][/b][/align] 图4-6显示了在室温~300℃范围内聚丙烯样品的热扩散系数、比热容(插值后)和导热系数测量结果,从图中可以看到,热扩散系数逐渐下降到120℃后随着温度的进一步升高而略微的增大。比热容则在整个温度区间内都呈现出增加趋势,但在固态过程中比热容随温度增加速度较高。随温度变化的导热系数近乎为直线,这是这类半晶质热塑性材料的典型特征,在融化过程中导热系数会呈现轻微的下降。[align=center] [img=,690,458]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251535_01_3384_3.png!w690x458.jpg[/img][/align][align=center][b][color=#990000]图4-6 聚丙烯的热扩散系数、比热容和导热系数,样品厚度0.55mm,宽度11.00mm[/color][/b][/align][color=#ff0000]4.6. 石蜡混合物的激光闪光法测试[/color] 图4-7显示了-30~50℃温度范围内石蜡混合物的热扩散系数和比热容测试结果,这些测试是在铂铑合金坩埚制成的样品容器上进行。测试结果显示出在0~40℃为宽泛的融化区间,在表观比热容测试结果中可以看到熔融过程为重叠的吸热效应(实心直线),在该温度范围内进行插值所得到的熔融热不会对比热容产生影响。[align=center] [img=,690,462]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251535_02_3384_3.png!w690x462.jpg[/img][/align][align=center][b][color=#990000]图4-7 石蜡混合物表观热扩散系数和表观比热容测试结果,样品厚度0.506mm,在35℃时的密度为0.757gcm-3[/color][/b][/align] 从图中可以看出,表观热扩散系数测试结果显示在-30~20℃范围内呈现出一个衰减过程,然后随温度逐渐增加,在温度达到35℃后表观热扩散系数趋于恒定。 然而,在实际测试中要考虑相变区域的测量,即考虑熔融过程中的测量,这点至关重要,这主要是用于分析激光闪光法测试结果的瞬态传热方程在相变区域不再有效。在熔化/凝固过程中,考虑到焓变化的影响, 它必须通过一个附加技术来进行扩展,这种熔化/凝固通常发生在闪光源的加热时刻和样品达到最高温度后的降温时刻。利用所开发的瞬态传热方程数值解法可以考虑这种效应,考虑到测试中的三层样品结构,这样的解决方案可能非常复杂。在这项工作中使用的另一种解决方案是在不同的闪光脉冲能量下进行测试,从而在样品内形成不同的温升,然后将结果外推到零脉冲能量,从而使热扩散系数的计算不受熔化/凝固的影响。 分别在0℃和25℃下采用不同闪光脉冲加热能量对石蜡混合物进行了测试,测试结果如图4-8所示。从图中可以明显看出表观热扩散系数与脉冲加热能量几乎呈线性关系,在热焓变化较大的熔化温度范围内(25℃),表观热扩散系数与脉冲能量的依赖性较大,而在热焓变化较小的熔化温度范围内(0℃),这种依赖性较弱。[align=center] [img=,690,455]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251535_03_3384_3.png!w690x455.jpg[/img][/align][align=center][b][color=#990000]图4-8 在0~25℃范围内石蜡混合物表观热扩散系数随闪光加热能量的变化,同时显示了测试结果的线性逼近趋势[/color][/b][/align] 图4-8中还显示了使用一阶多项式对测试结果进行非线性回归的外推结果,从外推结果可以看出, 实测数据与这个线性逼近吻合在实测数据散度中,在所有的相变区域内都可以相似的逼近计算。 通过外推到零脉冲能量所得到的热扩散系数结果在图4-7中显示为修正的热扩散系数,由此可以看出,在对脉冲能量影响进行修正后,热扩散系数在熔化范围内随温度变化几乎呈线性下降。 利用修正后的热扩散系数和比热容(在熔化过程中不发生重叠焓变化)计算石蜡混合物导热系数中,同时考虑了熔化过程中的密度变化,由此得到图4-9所示的导热系数结果。可以看出导热系数在-30~35℃温度范围内逐渐降低,而在在相变过程中导热系数下降速率变缓,在全熔融区中导热系数得到接近恒定值。[align=center] [img=,690,480]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251535_04_3384_3.png!w690x480.jpg[/img][/align][align=center][b][color=#990000]图4-9 在温度-30~50℃范围内的石蜡混合物导热系数计算结果[/color][/b][/align][b][color=#ff0000]5. 试验分析和验证[/color][/b] 采用文献报道的特制样品容器进行激光闪光法液体测试过程中,还存在很多影响因素并未有报道,以下对图3-1所示的用于液体的特制样品容器在激光闪光法测试过程中的影响因素进行分析。[color=#ff0000]5.1. 样品中空气隙的影响[/color] 为了评估测量不确定度,Coquard等人对可能导致测量误差的参数进行了分析,分析结论是样品厚度的正确测定和特制样品容器的严格灌装是关键参数,如果空气在样品所占比例为1.25%就意味的测量结果误差为15.4%, 因为这个空气层将成为热传导通道上的一个热障。[color=#ff0000]5.2. 金属样品容器的影响[/color] 图3-1所示的用于液体样品的特制样品容器材质是纯铝或铂铑合金(Pt90Rh10),其导热系数为237 W/mK 和38W/mK,与被测液体样品导热系数范围(0.15~0.6W/mK)相比这是一个非常高的导热系数值。然而特制样品容器在坩埚与封装盖之间提供了一个侧面空气间隙,这个侧面空气间隙的热阻足够大于比被测液体样品的热阻,由此使得特制样品容器上的热传递最小化。同样情形也发生在封装盖接触面上,虽然接触面并未压力加载,但接触热阻还是会远大于液体样品热阻,也就是说特制样品容器对测试结果的影响已经最小化了。但是毕竟样品容器是由高导热金属制成,瞬态激光热脉冲加热液体样品前首先加热的是三层结构样品的顶部金属表面,热量一方面会继续前行加热液体样品,同时热量还会沿着样品容器壁产生散热线性,由此造成加热液体样品上表面的热流分布并不均匀,这是一个重要测量误差源。 Delgado等人分别对空载的特制样品容器和装有水的特制样品容器进行了测试,两个测试结果的比较如图5-1所示,当样品容器空载时的背温信号响应会更长。在选择测试软件中时间范围进行计算时,重要的是数据采集时间应该很短以避免样品容器的贡献。由此可以得到一个重要的信息就是采用高导热金属材质样品容器时,数据采集时间尽可能越小越好,但对于导热系数普遍较低的液体和相变材料而言,背温变化十分缓慢,数据采集实际势必较长,这显然会造成样品容器散热的严重影响。[align=center][img=,690,514]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251536_01_3384_3.png!w690x514.jpg[/img][/align][b][/b][align=center][b][color=#990000]图5-1 激光闪光法测量空载和有水样品容器时的探测器信号[/color][/b][/align] 由此可以看出,样品容器的设计需要接触液体样品的两个上下表面导热系数越大越好,以保证激光脉冲热量能快速加热液体样品并使得液体样品背面温度变化有效的传递出去。另一方面需要样品容器侧壁材质的导热系数越小越好,这样可以避免热量向容器四周散热。总之,这是一个相互矛盾的命题,至于样品容器侧壁热损到底对测量结果有多大影响,可以采用有限元模拟分析进行准确评价。从这方面可以看出,就像激光闪光法不太适合刚性固体低导热材料测试一样,采用图3-1所示特制样品容器进行激光闪光法热扩散系数测试,并不一定适用于低导热特性的液体和相变材料。[color=#ff0000]5.3. 样品的准备[/color] 为了采用激光闪光法设备测量固体样品,一般首先要先建立真空,然后充入惰性气体氮气。然而,当这一程序应用到液体测试时,一旦达到蒸汽压,测试设备腔体内的真空和减压会导致样品中的水分蒸发,这可以通过真空前后的样品称重进行检查。因此,在对液体样品进行最终测试时,需要省略掉真空过程,而通过较长时间气体置换来建立氮气气氛环境。 样品制备时要在特制样品容器的外表面上均匀涂覆石墨以增加激光能量的吸收,并保证样品的所有部分都具有相同吸收量。由于激光照射是的样品前表面温度可以达到很高值,所以知道这个温度的上限非常重要,以避免被测样品出于相变阶段,样品为水的情况下必须避免蒸发。 另外,被测液体样品厚度的准确测量非常关键,为了保证样品完整填充入样品容器,需要从几何尺寸中计算出容器体积,并通过微量[url=https://insevent.instrument.com.cn/t/9p][color=#3333ff][url=https://insevent.instrument.com.cn/t/9p][color=#3333ff]移液器[/color][/url][/color][/url]来控制样品量。由此可见在激光闪光法液体热扩散系数测试中,对样品的制作和测试要十分的小心,试样过程十分精密。[color=#ff0000]5.4. 液体样品特制容器的进一步试验验证[/color] Delgado等人采用图3-1所示的液体样品特制样品容器,在激光闪光法设备上对三种液体(蒸馏水、正十六烷和甘油)进行了热扩散系数测试,测量结果如图5-2所示,图中所显示的测量值为五次激光脉冲测试热扩散系数和温度结果的平均值,图中还显示了与参考值相比的标准偏差。对于蒸馏水样品,最大测试误差为7.87%,测试正十六烷的最大误差为4.31%,测试甘油时的测试误差最大达到了15.38%,蒸馏水、正十六烷和甘油的参考值分别来自文献。由此可见,采用特制样品容器进行激光闪光法热扩散系数测试并没有达到文献所描述的准确度和重复性精度。[align=center] [img=,542,453]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251536_02_3384_3.png!w542x453.jpg[/img][/align][align=center][b][color=#990000]图5-2 三种液体导热系数测试结果及与参考值的比较[/color][/b][/align] 根据测试设备软件所提供的三层测试模型计算得到样品的热扩散系数,图5-3显示了PCM微胶囊质量分数分别为14%、20%和30%时的相变材料浆料的导热系数数值。在20℃时所得到的测量结果被认为并不可靠,这是因为即使激光脉冲造成样品温度一个非常小的增加也会导致比热容的突然改变(相变区在20~24℃之间),这种方法规定比热容是恒定的,否则计算得到的测试结果可能是无效。因此,如果留意25~30℃范围的数据,就可以观察到,在温度升高时PCM浆料的导热系数应该稍有增加。[align=center] [img=,690,538]http://ng1.17img.cn/bbsfiles/images/2017/10/201710251536_03_3384_3.png!w690x538.jpg[/img][/align][align=center][b][color=#990000]图5-3 不同微胶囊质量分数14、20和30%时的导热系数测试结果[/color][/b][/align] 必须指出的是,PCM微胶囊质量分数的增加会导致导热系数降低,这种行为是预期的,这是因为石蜡的导热系数比水低。另外与温度为30℃的水相比,质量分数为14、20和30%的PCM微胶囊浆料分别都经历了24、32和39% 的还原。[color=#ff0000][b]6. 结论[/b][/color] 通过以上激光闪光法测试液体和相变材料热扩散系数和导热系数的研究文献报道,可以得出以下结论: (1)由于受到闪光法测量原理的限制,闪光法只能测量相变材料相变前后的热扩散系数,对相变过程中的热扩散系数根本无法测量,或测量结果完全不正确。 (2)尽管为闪光法液体热扩散系数测量开发了各种形式和材质的特制样品容器,但都有各自的局限性,有些适合低导热材料,有些适合于高导热材料,这对实际应用有很大限制并影响测量精度。 (3)对于液体和相变材料而言,闪光法测试过程中的样品制备要求十分精细、准确定量灌装和严格控制样品厚度,同时要避免样品中形成气泡等空气隙,否则会对测量结果带来严重影响。 (4)样品容器侧壁材质侧面热损的影响并未进行深入的研究,对于低导热液体和相变材料测试侧壁热损很可能是影响测量精度的重要因素之一。 (5)激光能量需要优化,或进行一系列不同激光能量下测试来进行外推,避免前表面温升引起样品前表面发生相变,使得闪光法测试相变材料十分的繁琐。 (6)在样品厚度固定不变的前提下,要结合激光脉冲能量来对脉冲时间进行优化,避免加热时间过长所带来的对流和辐射传热的影响。 (7)为了获得液体和相变材料的导热系数,除了用闪光法测试热扩散系数之外,还需要对比热容和密度随温度变化进行单独测量,整个测试过程复杂繁琐。 由此可见闪光法并不是一种测量液体和相变材料热物理性能比较合适的方法,影响因素众多,测试过程繁杂,并存在很多问题及不足,对于未知液体和相变材料的热性能测试很难保证相应的测量精度。[color=#ff0000][b]7. 参考文献[/b][/color](1)B. Le Neindre, Mesure de la conductivité thermique des liquides et desgaz, in : Techniques de l’Ingénieur, Mesures et contrô le (Tech. ing., Mes. contrô le), vol. RC3, noR2920, 1996, pp. R2920.1-R2920.21(2)J.T. Schriempf, A laser flash technique for determining thermal diffusivity of liquid metals at elevated temperatures, Rev. Sci. Inst. 43 (1972) 781-786.(3)M.M. Farooq, W.H. Giedt, N. Araki, Thermal diffusivity of liquids determined by flash heating of a three-layered cell, J. Thermophys. 1 (1981) 39-54.(4)Y. Maeda, H. Sagara, R.P. Tye, M. Masuda, H. Ohta, Y. Waseda, A hightemperature system based on the laser flash method to measure the thermal diffusivity of melts, Int. J. Thermophys. 17 (1996) 253.(5)T. Nishi, H. Ohta, H. Shibata, Y. Waseda, Evaluation of the heat leakage in the thermal diffusivity measurement of molten metals by a laser flash method, Int. J. Thermophys. 24 (2003) 1735-1751.(6)Coquard, R., and B. Panel. "Adaptation of the FLASH method to the measurement of the thermal conductivity of liquids or pasty materials." International Journal of Thermal Sciences 48.4 (2009): 747-760.(7)Y. Tada, M. Harada, M. Tanigaki, E.Y. Eguchi, Laser flash method for measuring thermal conductivity of liquids—application to low thermal conductivity liquids, Rev. Sci. Inst. 49 (1978) 1305-1314.(8)H. Ohta, H. Shibata, A. Suzuki, Y. Waseda, Novel laser flash technique to measure thermal effusivity of highly viscous liquids at high temperature, Rev. Sci. Inst. 72 (2001) 1899-1903.(9)Blumm, Jürgen, and André Lindemann. "Characterization of the thermophysical properties of molten polymers and liquids using the flash technique." High Temp. High Press 35.36 (2003): 627.(10)Blumm, J., A. Lindemann, and S. Min. "Thermal characterization of liquids and pastes using the flash technique." Thermochimica acta 455.1 (2007): 26-29.(11)Delgado, Mónica, et al. "Experimental analysis of the influence of microcapsule mass fraction on the thermal and rheological behavior of a PCM slurry." Applied Thermal Engineering 63.1 (2014): 11-22.
随着生活水平的提高,人们对居住环境也有更高的要求,因此装修行业成为了近几年的朝阳企业,美观、大方、有格调的装饰风格也受到很多人的喜欢,而生产、设计厂商比如华俄激光,在这些材料加工上也下足的了功夫,激光切管机设备也成为了门窗护栏等装饰行业中的新宠,因其加工效率高,帮厂商节省大量时间。 [url=http://www.helaser.com.cn/product/list-9-cn.html]激光切管机[/url]加工幅面大,负压履带式工作平台配有左右送料和收料装置,使放料、切割、收料一气呵成,极大地减少了工序间的时间,提高了工作效率和加工产量。 门窗护栏行业中使用的管材多种多样且直径大小也不一,激光切管机除了能简单的切割外还能进行斜口切割、开孔、镂花、旋转开孔等,实现管材多样性生产。 该款激光切管机设备可切割加工方管、矩形管、圆管、椭圆管和异型管等管材;可加工的材料包括碳钢、不锈钢、铝合金、铜合金、钛合金等金属材料。027-81732282
[align=center][b][size=16px]皮米级光谱仪在激光检测中的应用[/size][/b][/align][align=center][size=16px]会议时间:2021年6月10日14:00[/size][/align][size=16px][b]内容介绍:[/b]本次演讲的核心内容为皮米级激光器在激光检测中的应用,重点阐述了皮米级光谱仪的工作原理、皮米级光谱仪系列产品、皮米级光谱仪在激光制造和研究中的应用以及皮米级光谱仪与其他相关产品在使用中的异同点等等。[b] 讲师介绍: 胡增权:[/b]用化学硕士,物理学博士。在太阳能电池材料研发、电化学薄膜、真空镀膜等方面颇有建树。具备十五年以上研发经验,尤其对半导体激光的研究更为深入,已发表相关文章数篇。[b]报名地址:[/b][url]https://www.instrument.com.cn/webinar/meeting_19728.html[/url][/size]
[align=center][b][size=16px]皮米级光谱仪在激光检测中的应用[/size][/b][/align][align=center][size=16px]会议时间:2021年6月10日14:00[/size][/align][size=16px][b]内容介绍:[/b]本次演讲的核心内容为皮米级激光器在激光检测中的应用,重点阐述了皮米级光谱仪的工作原理、皮米级光谱仪系列产品、皮米级光谱仪在激光制造和研究中的应用以及皮米级光谱仪与其他相关产品在使用中的异同点等等。[b] 讲师介绍: 胡增权:[/b]用化学硕士,物理学博士。在太阳能电池材料研发、电化学薄膜、真空镀膜等方面颇有建树。具备十五年以上研发经验,尤其对半导体激光的研究更为深入,已发表相关文章数篇。[b]报名地址:[/b][url]https://www.instrument.com.cn/webinar/meeting_19728.html[/url][/size]
实际应用的激光器种类很多,如以组成激光器的工作物质来说可分为气体激光器、液体激光器、固定激光器、半导体激光器、化学激光器等。在同一类型的激光器中又包括有许多不同材料的激光器。如固体激光器中有红宝石激光器、钇铝石榴石(Nd:YAG)激光器。气体型的激光器主要有He-Ne(氦-氖)、CO2及氩离子激光器等。由于工作物质不同,产生不同波长的光波不同,因而应用范围也不相同。最常用而范围广的有CO2laser及Nd:YAG激光。有的激光器可连续工作,如He-Ne laser;有的以脉冲形式发光工作。如红宝石激光。而另一些激光器既可连续工作,又可以脉冲工作的有CO2laser及Nd:YAG laser。 (一)固体激光器 实现激光的核心主要是激光器中可以实现粒子数反转的激光工作物质(即含有亚稳态能级的工作物质)。如工作物质为晶体状的或者玻璃的激光器,分别称为晶体激光器和玻璃激光器,通常把这两类激光器统称为固体激光器。 在激光器中以固体激光器发展最早,这种激光器体积小,输出功率大,应用方便。由于工作物质很复杂,造价高。当今用于固体激光器的物质主要有三种:掺钕铝石榴石(Nd:YAG)工作物质,输出的波长为1.06μm呈白蓝色光;钕玻璃工作物质,输出波长1.06μm呈紫蓝色光;红宝石工作物质,输出波长为694.3nm,为红色光。主要用光泵的作用,产生光放大,发出激光,即光激励工作物质。 固定激光器的结构由三个主要部分组成:工作物质,光学谐振腔、激励源。聚光腔是使光源发出的光都会聚于工作物质上。工作物质吸收足够大的光能,激发大量的粒子,促成粒子数反转。当增益大于谐振腔内的损耗时产生腔内振荡并由部分反射镜一端输出一束激光。工作物质有2条主要作用:一是产生光;二是作为介质传播光束。因此,不管哪一种激光器,对其发光性质及光学性质都有一定要求。 (二)气体激光器 工作物质主要以气体状态进行发射的激光器在常温常压下是气体,有的物质在通常条件下是液体(如非金属粒子的有水、汞),及固体(如金属离子结构的铜,镉等粒子),经过加热使其变为蒸气,利用这类蒸气作为工作物质的激光器,统归气体激光器之中。气体激光器中除了发出激光的工作气体外,为了延长器件的工作寿命及提高输出功率,还加入一定量的辅助气体与发光的工作气体相混合。 气体激光器大多应用电激励发光,即用直流,交流及高频电源进行气体放电,两端放电管的电压增压时可加速电子,带有一定能量,在工作物质中运动的电子与粒子(气体的原子或分子)碰撞时将自身的能量转移给对方,使分子或原子被激发到某一高能级上而形成粒子数反转,产生激光。气体激光器与固体激光器相比较,两者中以气体激光器的结构相对简单得多,造价较低,操作简便,但是输出功率常较小。因气体激光器中的工作物质不同。因此分中性(惰性)原子、离子气体、分子气体三种激光器。 中性原子气体激光器这类激光器中主要充有以惰性气体(氦、氖、氩、氪等)的物质。 氦-氖(He-Ne)激光器 首台氦-氖激光器诞生于1960年,它可以在可见光区及红外区中产生多种波长和激光谱线,主要产生的有632.8nm红光、和1.15μm及3.39μm红外光。632.8nm氦-氖激光器最大连续输出功率可达到一W,寿命也达到一万小时以上。借助调节放大电流大小,使功率稳定性达到30秒内的误差为0.005%,十分钟内的误差为0.015%的功率稳定度;发散角仅为0.5毫弧度。氦氖激光器除了具有一般的气体激光器所固有的方向性好,单色性好,相干性强诸优点外,还具有结构简单、寿命长、价廉、频率稳定等特点。氦氖激光在精确指示,激光测量,医疗卫生方面有很广泛的用途。 氦氖激光器的工作原理:氦氖激光器的激光放电管内的气体在涌有一定高的电压及电流(在电场作用下气体放电),放电管中的电子就会由负极以高速向正极运动。在运动中与工作物质内的氦原子进行碰撞,电子的能量传给原子,促使原子的能量提高,基态原子跃迁到高能级的激发态。这时如有基态氖原子与两能级上的氦原子相碰,氦原子的能量传递给氖原子,并从基态跃迁到激发的能级状态,而氦原子回到了基态上。因为放电管上所加的电压,电流连续不断供给,原子不断地发生碰撞。这就产生了激光必须具备的基本条件。在发生受激辐射时,分别发出波长3.39μm,632.8nm,1.53μm三种激光,而这三种激光中除632.8nm为可见光中的红外,另二种是红外区的辐射光。因反射镜的反射率不同,只输出一种较长的光波632.8nm的激光。 He-Ne激光器结构:此类激光器的结构大体可分为三部分,既放电管、谐振腔和激发的电源。现在临床上最常应用的为内腔式。 He-Ne激光的放电管,最外层是用硬质玻璃制成。放电的内管直径约2~3mm,管长几厘米到十几厘米,放电管越长功率越大,相应的放电电压就高。管内主要按5:1~10:1的比例充入氦氖混合气体达到总气压约2.66~3.99Pa。管的一端装有铝圆筒作阴极(其圆管状结构主要是为了减少放电测射),另一端装有钨针作阳极,放电管两端装有反射镜(即一头为全反射镜,出光一端为半反射镜)。这就构成了激光放电管。 在氦氖激光器中,采用的谐振腔有球面腔或平凹腔。一般腔镜内侧镀有高反射率的介质。在其中一端反射率为100%,另一端反射率由激光器的增益而定。放电毛细管长度约15~20cm,He-Ne激光器的半反射镜的半反射镜的反射率98.5%~99.5%。谐振腔的轴线和放电毛细管轴偏离不超过0.1mm。 He-Ne激光器的外界激励能源与固体激光器不相同,不能使用光泵激励,而采用电激励的方法。把工作物质封入放电管中,供以直流、交流及射频等方式激励气体放电。通过放电过程把能量传给工作物质,促使气体中的离子、原子被激发。医疗中使用的激励方法主要是以直流电激发出光。大体结构主要有高压变压器、整流与滤波回路、限流与稳流回路组成。
[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=82771]粉末涂料的粒度检测[/url]文章正文由以下部分组成:一、粒度测量基础理论二、激光粒度分析仪介绍三、粒度仪器的选择四、粉末涂料的粒度分布五、粉末涂料粒度分布对涂装产品质量的影响六、激光粒度分析仪在粉末涂料行业应用过程中的常见问题
[align=center][b][size=16px]皮米级光谱仪在激光检测中的应用[/size][/b][/align][align=center][size=16px]会议时间:2021年6月10日14:00[/size][/align][size=16px][b]内容介绍:[/b]本次演讲的核心内容为皮米级激光器在激光检测中的应用,重点阐述了皮米级光谱仪的工作原理、皮米级光谱仪系列产品、皮米级光谱仪在激光制造和研究中的应用以及皮米级光谱仪与其他相关产品在使用中的异同点等等。[b] 讲师介绍: 胡增权:[/b]用化学硕士,物理学博士。在太阳能电池材料研发、电化学薄膜、真空镀膜等方面颇有建树。具备十五年以上研发经验,尤其对半导体激光的研究更为深入,已发表相关文章数篇。[b]报名地址:[/b][url]https://www.instrument.com.cn/webinar/meeting_19728.html[/url][/size]
塑料壳激光喷码机冷水机一般开机多久开始制冷?

[color=#cc0000] 摘要:针对目前国内在激光闪光法测量聚合物热物理性能参数中存在误差大的问题,本文将从标准测试方法、多种测试方法对比测试、参考材料和实际测试结果文献报道等几方面,介绍了激光闪光法在聚合物材料测试中的应用评价过程,介绍了测试聚合物材料过程中的注意事项。同时针对聚合物材料的导热系数测量,给出了最好采用稳态法防护热流计法的建议。[/color][color=#cc0000] 关键词:聚合物,导热系数,热扩散系数,激光闪光法,热流计法[/color][color=#cc0000][/color][align=center][color=#cc0000][img=激光闪光法 上海依阳实业有限公司,690,237]https://ng1.17img.cn/bbsfiles/images/2018/12/201812231046563980_9788_3384_3.png!w690x237.jpg[/img][/color][/align][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][b][color=#cc0000]1. 问题的提出[/color][/b] 导热系数和热扩散系数是聚合物类材料的重要热物理性能参数,相应的也存在多种测试方法。由于激光闪光法具有测试时间快、样品尺寸小、方向性强等特点,使得激光闪光法也常用于聚合物类材料的热扩散系数和导热系数测量。 但在采用激光闪光法测试聚合物材料过程中,由于对闪光法测量原理和测试能力的理解不足,以及对聚合物材料的特性了解不透彻,从而造成使用闪光法测试中经常会出现与其他方法测试结果不一致的现象。 本文将从标准测试方法、多种测试方法对比测试、参考材料和实际测试结果文献报道等几方面,介绍闪光法测试聚合物材料过程中的注意事项。[b][color=#cc0000]2. 聚合物热物性标准测试方法[/color][/b][color=#cc0000]2.1. 聚合物热物性标准测试方法[/color] 聚合物材料的导热系数一般在0.2~1 W/mK范围内。对于这种低导热系数材料的测试,成熟准确的测试方法是稳态法,如稳态防护热板法和稳态防护热流计法,相应的标准测试方法有A-S-T-M C177、C518、E1530、D5470等。随着技术的进步,这些稳态测试方法对样品的最小尺寸要求是直径25 mm,厚度范围1~25 mm,测试温度范围可以达到300℃以上,测试一个温度点下导热系数大约需要30分钟左右。 由于近十几年来瞬态测试技术的飞速发展,许多瞬态技术在聚合物材料的导热系数测试中得到了应用,如A-S-T-M E1461、D5930。为了规范聚合物材料瞬态测试方法,ISO专门针对塑料材料提出了多个瞬态测试标准方法ISO 22007。按照测试参数将ISO标准分为以下几类。[color=#cc0000]2.2. 聚合物热物性ISO瞬态测试方法分类[/color] (1)导热系数和热扩散系数 瞬态平面热源法(HOT DISK法) - ISO 22007-2 (2)热扩散系数 温度波分析法 - ISO 22007-3 激光闪光法 - ISO 22007-4[color=#cc0000]2.3. 激光闪光标准方法中对聚合物样品制备的规定[/color] 在ISO 22007中对多个瞬态测试方法进行了规定,本文重点介绍对激光闪光法应用中的规定。 对于绝大多数采用激光闪光法进行的聚合物热物性测试,基本都是采用商品化的激光闪光法测试仪器,测试过程中可调节的参数主要是激光加热功率和样品制备,而样品的制备往往是影响测量结果的重要环节。 在ISO 22007-4第6.1条中,对激光闪光法被测样品的形状和尺寸给出了原则性的大致规定,要求样品为薄片状,直径范围为5~20 mm。样品最小厚度需要根据激光脉冲宽度和样品材料热扩散系数进行确定,即激光脉冲宽度与t1/2时间之比小于0.01,给出的聚合物典型样品厚度范围为0.5~3 mm。同时为了保证一维热流,要求样品直径与厚度之比大于3:1,另外还要求薄片样品的厚度均匀性要优于1%。 在ISO 22007-4第6.3条中,要求被测样品对激光波长呈不透明。如果聚合物样品透明或半透明,则需在样品表面制作很薄的高导热涂层以避免激光光束进入样品,认为薄的高导热涂层对测量结果带来的影响忽略不计。 从上所述可以看出,ISO 22007-4激光闪光法对聚合物样品的制备只给出了指导性原则,允许的操作空间很大,由此带来了一系列的测试问题,特别是聚合物样品厚度的选择上,不同厚度样品的测试结果之间存在很大偏差。另外,对于聚合物复合材料激光闪光法是否还适用也是问题,这对聚合物复合材料热物性评价中测试方法的选择提出了要求。为此,在采用激光闪光法时还需要针对聚合物材料做进一步的研究和规定,以保证测量的准确性。[b][color=#cc0000]3. 聚合物热物性多种瞬态测试方法对比[/color][/b] 在采用瞬态方法对聚合物热物性进行测试过程中,由于受多种因素的影响,测试结果往往出现很大的不一致性。如2005年Wilson Nunes等人比较了使用激光闪光法和瞬态热线法获得的一系列聚合物的测量结果。对于PMMA,两种方法的热扩散系数测量值差异高达20%,导热系数值差异高达10%,也获得过导热系数高达两倍的显著差异。对于LDPE样品闪光法结果要低于热线法结果,而对于HIPS样品则闪光法结果较高,这说明了聚合物热性能准确测量的困难性。 为了规范各种瞬态法在聚合物热物性测试中的应用,提高各种瞬态法测量聚合物热物性的准确性和可靠性,在ISO 22007的起草阶段,就对各种瞬态法在聚合物中的应用进行了评价研究,2009年Martin Rides等人报道了两种聚甲基丙烯酸甲酯的导热系数和热扩散系数的测量比对,所使用的各种方法包括温度波分析法、激光闪光法、瞬态平面热源(热盘)法、瞬态热线法和稳态热流计法。在此对比测试基础上,ISO专门在ISO 22007中增加了一个标准方法,ISO/TR 22007-5“塑料 - 导热系数和热扩散系数的测定.第5部分:聚甲基丙烯酸甲酯样品的多个实验室测试结果”。将对比测试过程和结果制订为标准测试方法,这在标准测试方法中是非常罕见的,由此可见对瞬态法在聚合物热物性测试中的应用进行规范的重要性。 在ISO/TR 22007-5对比测试中,对两种聚甲基丙烯酸甲酯(PMMA)材料进行了多个实验室对比测试,一种是浇铸料板材形式,另一种是挤出型板材形式。各种测试方法和样品信息如表31所示。 [align=center][color=#cc0000]表3-1 各种瞬态测试方法和相应样品信息[/color][/align][align=center][img=各种瞬态测试方法和相应样品信息-上海依阳,690,375]https://ng1.17img.cn/bbsfiles/images/2018/12/201812230919358347_4102_3384_3.png!w690x375.jpg[/img][/align] 通过各个实验室之间的比对,尽管测试方法和样品制备之间存在明显差异,但各种方法得到的导热系数结果比较一致,其值约在±7%范围内,热扩散系数测量结果的一致性在±9%范围内,所达到的一致性水平证明了这些不同方法在聚合物热物性测试中的有效性。这些一致性保证需要注意以下几个方面的试验参数控制: (1)虽然所有参与者都提供了名义上相同的板材样品,但测试中使用的样品实际厚度必须调整到测试方法的规定,以便能够进行测量或确保分析中的假设是有效的。例如,对于激光闪光法,发现挤出型PMMA板的3mm厚度太大而不能进行可靠的测量,因此被测样品必须被加工的得更薄。温度波分析方法适用于厚度约为100um的薄膜或薄片,因此在测试之前必须将样品切割成该厚度。类似地,对于瞬态平面热源法,必须符合测试的厚度要求,这与热瞬态渗透到样品中的深度有关,对于较薄的2 mm厚样品,就需要通过将两个样品堆叠在一起以获得足够厚度以实现可靠测量。 (2)除了样品厚度问题之外,还存在方法上的进一步差异。对于PMMA的激光闪光法测量,由于样品是透明的,其表面必须在测试前用不透明材料处理,否则无法进行测量,而且不透明材料要尽可能薄且均匀,并不受测试过程中温度和激光照射的影响而产生脱落现象。目前一般的样品表面处理工艺是先在样品前后两个表面溅射金涂层以阻挡激光穿透透明样品和增加热接触效果,然后再在样品表面喷涂碳层以增大样品表面的发射率、提高吸收激光能量的能力和减少对激光的反射。 (3)采用激光闪光法测量的是热扩散系数,还需要采用其他方法测量比热容和密度。在ISO标准中,无一例外的都是采用差示扫描量热计(DSC)测量比热容,并未采用激光闪光法测量比热容。在DSC进行比热容测量时,要特别注意取样的代表性,这点在聚合物复合材料中尤为重要。 (4)在参与对比的测试方法中,只有瞬态平面热源法属于体积导热系数测试方法,体积导热系数是厚度方向和面内方向导热系数的函数,这使得瞬态平面热源法测量的导热系数和热扩散系数值通常略高于通过其他方法获得的值,尽管通过一些技术处理使得该差异在离散范围内,因此在对各向异性聚合物热物性测试中要十分小心测试方法的选择和取样的方向性。[b][color=#cc0000]4. 聚合物热物性参考材料[/color][/b] 为了考核和验证激光闪光法测试聚合物热物性的准确性以及试验参数选择的合理性,一般都会选择合适的参考材料进行测试检验。由于聚合物材料的导热系数范围为0.1~1 W/mK,可供选择的参考材料有杜邦公司出品的聚合物材料(纯聚酰亚胺Vespel-SP1)和康宁公司出品的高硼硅玻璃Pyrex 7740。其中,在25~300℃范围内,纯聚酰亚胺Vespel-SP1的导热系数范围为0.37~0.44 W/mK;在-50~300℃范围内,高硼硅玻璃Pyrex 7740的导热系数范围为0.95~1.5 W/mK。 2005年Jacobs和Stroe针对各向同性均质的纯聚酰亚胺Vespel-SP1(常温密度1434kg/m^3)分别采用顶杆法测量了热膨胀系数、采用激光闪光法测量测量了热扩散系数、采用DSC测量了比热容和采用稳态防护热流计法测量了导热系数。在激光闪光法测试中,样品尺寸为直径12.7mm,厚度2.032mm。在热流计法测试中,样品尺寸为直径50.8mm,厚度6.35mm。经过多次不同样品的测试,由激光闪光法、热膨胀系数测量和比热容测量计算获得导热系数值与热流计法直接测量得到的导热系数值,在整个25~300℃范围内相对偏差小于±3%。从这项工作中也可以看出,采用激光闪光法得到导热系数数值,需要进行大量的其他测试,远比热流计法直接测量复杂的多。 另外还可以从另一方面了解激光闪光法在聚合物测试中样品厚度的选择。在美国ANTER公司(现为美国TA公司)激光闪光法测试设备中,随机配备有参考材料纯聚酰亚胺Vespel-SP1,分别有三种规格,一种是直径12.7mm、厚度0.8mm;第二种是直径20mm、厚度1mm;第三种是直径30mm、厚度也是1mm,总之样品厚度都没有超过1mm。 高硼硅玻璃Pyrex 7740是一种透明玻璃,在使用激光闪光法验证测试过程中需要在透明玻璃表面溅射牢固的涂层,操作比较复杂,因此很少作为激光闪光法测试用参考材料,但多用于稳态法导热系数测试参考材料。1992年Yang等人采用稳态AC量热计法对Pyrex 7740在20~310K的低温环境下的热扩散系数和比热容进行了测量,样品直径为12.7mm,厚度1.06mm。采用稳态AC量热计法测量Pyrex 7740并不需要对样品表面溅射涂层,同时这种厚度的选择对激光闪光法有着参考价值。[color=#cc0000][b]5. 闪光法测试聚合物热物性文献报道[/b]5.1. 聚合物薄膜热物性[/color] 聚合物材料的最终产品形式很多时候往往是薄膜形式,这时闪光法样品小的优势得以发挥,可以直接对薄膜聚合物产品进行取样而无需加工,但薄膜样品会带来影响闪光法测量准确性的其他问题,如样品厚度太薄使得激光脉冲宽度引起的误差显得突出,样品透光需要进行表面溅射涂层,而涂层在薄膜上的沉积使得被测样品形成三层结构而需要考虑涂层的影响。 1995年Agari等人报道了采用激光闪光法对四种聚合物薄膜(厚度范围200~500um)的热扩散系数和比热容进行了测试,并研究了样品遮光石墨涂层以及样品厚度等其他因素对测量精度的影响。 2013年Chiguma1等人报道了采用激光闪光法和DSC法对环氧基纳米复合材料薄膜的热扩散系数和比热容进行的测量,样品尺寸为12.7mm×12.7mm×0.134mm,样品表面喷涂石墨层。测试结果显示,对于不同的纳米复合材料,其导热系数变化范围为881~1489W/mK的超高导热系数。对于如此高的导热系数,激光脉冲宽度和样品表面的石墨涂层已经会严重影响测量结果,但文中并未提到测试数据如何处理以及测量结果准确性的评判方法。[color=#cc0000]5.2. 聚合物复合材料热物性[/color] 在聚合物中添加高导热材料可以改进聚合物的导热性能,这类聚合物基复合材料的导热性能是材料性能表征的重要参数,但采用激光闪光法进行测试的文献报道并不多,多数的报道则是采用稳态法。 2006年Xu等人对单壁碳纳米管聚合物基复合材料的热行为进行了研究,采用激光闪光法测量热扩散系数,采用DSC测量比热容,采用TMA测量热膨胀系数,采用TG测量热重,最终计算得到导热系数。闪光法热扩散系数测量的样品尺寸为直径12.5mm,厚度为0.4~0.7mm。样品前后两表面先溅射金涂层,然后再在加热面喷涂碳层,测试温度范围为25~125℃。为了保证闪光法测量的准确性,出于对透光性的考虑,同时还对经过相同表面处理的厚度为0.5mm的Pyrex 7740参考材料进行了测量。最终测试结果表面,随着单壁碳纳米管体积含量0~49%的变化范围,室温下相应的导热系数变化范围为0.233~0.537W/mK。尽管单壁碳纳米管的导热系数标称可以达到2000W/mK,但添加了单壁碳纳米管的聚合物基复合材料的导热系数实际测量值远低于理论计算预测的导热系数范围0.2~335W/mK。 2012年Yamamoto等人在研究纤维增强聚合物复合材料层压板中,分别采用激光闪光法和稳态热流计法对层压板厚度方向上的导热系数进行了测量。采用激光闪光法分别测量了热扩散系数和比热容,计算得到厚度方向上的导热系数,其中样品尺寸为直径12.7mm厚度1mm,密度在1300~1500kg/m^3范围内,样品表面喷涂石墨层,并采用近似密度的参考材料纯聚酰亚胺Vespel-SP1进行测试验证。另外还采用热流计法对层压板两个方向(厚度方向和面内方向)上的导热系数进行了测量。测量结果显示层压板导热系数随着纤维含量的增加而增大,在纤维含量5%时,厚度方向导热系数为0.6~0.8W/mK,面内方向导热系数为0.9W/mK。两种测试方法的对比结果显示,稳态热流计法导热系数测量值始终要比激光闪光法导热系数测量值大0.1~0.2W/mK,这也是我们在聚合物热物性测试中经常遇到的现象,造成这种现象的原因是在激光闪光法测试和分析中假设了样品是各向同性和均质。 2016年Catherine等人采用激光闪光法对高导热聚合物复合材料的各向异性热物性进行了测试,样品尺寸为直径25.4mm厚度1mm左右,样品表面喷涂石墨层,测试温度范围为25~100℃,并分别采用参考材料纯聚酰亚胺Vespel-SP1(0.5W/mK导热系数)和不锈钢(16W/mK导热系数)进行测试验证。尽管文中提到了激光闪光法面内方向热扩散系数测试附件,但只给出了厚度方向上导热系数测量结果(0.5~9W/mK),并未给出面内方向导热系数测试结果,文中只提到聚合物复合材料具有明显的各向异性特征,同时也未提到比热容如何测量。[b][color=#cc0000]6. 稳态热流计法测量聚合物热物性[/color][/b] 采用稳态热流计法(A-S-T-ME1225、E1530、D5470等)可以直接对聚合物导热系数进行测量,如Jacobs和Stroe对纯聚酰亚胺Vespel-SP1在25~300℃范围的导热系数测试,样品尺寸为直径50.8mm,厚度6.35mm。从样品测试可以看出,这种尺寸的样品基本可以满足所有聚合物复合材料的代表性,而激光闪光法则因为样品小而缺少代表性。 在聚合物热物性测量方面,稳态法始终是一种常规测试方法且应用更加广泛。2004年Rudtsch和Hammerschmidt介绍了针对聚合物PMMA热物性进行的五个国家共十八个实验室之间的比对测试。PMMA常温密度为1185kg/m^3,测试温度范围为-70~+80℃,对应的导热系数范围为0.18~0.20W/mK,热扩散系数范围为0.14~0.11mm^2/s。导热系数对比测试方法分为稳态法和瞬态法两类,其中稳态法包括防护热板法和防护热流计法,瞬态法包括瞬态平面热源法、瞬态热带法和探针法,而恰恰没有激光闪光法。比热容测试采用的是差示扫描量热计(DSC),根据导热系数、比热容和密度测试结果计算得到热扩散系数。 上述对聚合物PMMA的对比测试中,PMMA的导热系数较低,在0.2W/mK以下。2011年David和Ronald报道了欧盟九家机构对导热系数为0.5W/mK左右的建筑石材类材料陶土砖(密度为1950kg/m^3)进行的比对测试。其中稳态法采用了防护热板法和热流计法,瞬态法采用了热带、热盘和热桥三种瞬态平面热源法。防护热板法样品尺寸为200mm×200mm×40mm和直径100mm厚度15mm两种,热流计法样品尺寸为直径50mm厚度10mm,此尺寸样品也可用于热带和热盘法测试,而热桥法样品尺寸为100×30×5。在此次对比测试中,测试温度只有10℃和23℃两个点,只对密度和导热系数进行测试对比。在此次比对测试中还是没有选择激光闪光法。 稳态法在聚合物热物性测试中应用的一个典型领域就是树脂基纤维编织类复合材料,这主要是因为稳态法样品尺寸要远比激光闪光法具有代表性,而且稳态法可以直接测量得到导热系数,简化了测量操作过程。2008年Sharp和Bogdanovich针对树脂基三向编织结构复合材料层压板厚度方向导热系数的测试评价,比较了激光闪光法和稳态热流计法,因激光闪光法样品太小无代表性,无法对编织结构的设计和优化提供准确表征,最终确定采用稳态热流计法进行厚度方向导热系数测量。[b][color=#cc0000]7. 参考文献[/color][/b] (1) Wilson Nunes, Paul Mummery, and Andrew Wallwork. "Thermal diffusivity of polymers by the laser flash technique." Polymer testing 24.5 (2005): 628-634. (2) MartinRides, et al. "Intercomparison of thermal conductivity and thermal diffusivity methods for plastics." Polymer Testing 28.5 (2009): 480-489.. (3) Jacobs-Fedore, R. A. Stroe, D. E. "Thermophysical properties of Vespel SP1". In Wang, Hsin Porter, Wallace D. Porter, Wally. Thermal Conductivity 27/Thermal Expansion 15. Knoxville, TN: DEStech Publications, Inc. 2005. pp. 231-238. ISBN 1-932078-34-7. (4) Tye RP, Salmon DR. “Thermal conductivity certified reference materials: Pyrex 7740 and polymethymethacrylate.”In: DinwiddieRB, Mannello R, editors. Thermal conductivity 26—thermalexpansion 14. Lancaster: DEStech Publications 2005. p. 437-51. (5) Yang, G., A. D. Migone, and K. W. Johnson. "Heat capacity and thermal diffusivity of a glass sample." Physical Review B 45.1 (1992): 157. (6) Agari, Y., A. Ueda, and S. Nagai. "Measurement of thermal diffusivity and specific heat capacity of polymers by laser flash method." Journal of Polymer Science Part B: Polymer Physics 33.1 (1995): 33-42. (7) Chiguma, Jasper, et al. "Thermal diffusivity and thermal conductivity of epoxy-based nanocomposites by the laser flash and differential scanning calorimetry techniques." Open Journal of Composite Materials 3.03 (2013): 51. (8) Xu, Yunsheng, Gunawidjaja Ray, and Beckry Abdel-Magid. "Thermal behavior of single-walled carbon nanotube polymer-matrix composites." Composites Part A: Applied Science and Manufacturing 37.1 (2006): 114-121. (9) Yamamoto, Namiko, Roberto Guzman de Villoria, and Brian L. Wardle. "Electrical and thermal property enhancement of fiber-reinforced polymer laminate composites through controlled implementation of multi-walled carbon nanotubes." Composites Science and Technology 72.16 (2012): 2009-2015. (10) Thibaud-Erkey, Catherine, and Abbas Alahyari. Final Report for Project titled High Thermal Conductivity Polymer Composites for Low-Cost Heat Exchangers. United Technologies reserach Center, East Hartford, CT (United States), 2016. (11) Rudtsch, S., and U. Hammerschmidt. "Intercomparison of measurements of the thermophysical properties of polymethyl methacrylate." International journal of thermophysics 25.5 (2004): 1475-1482. (12) Salmon, David R., and Ronald P. Tye. "An inter-comparison of a steady-state and transient methods for measuring the thermal conductivity of thin specimens of masonry materials." Journal of Building Physics 34.3 (2011): 247-261. (13) Sharp, Keith, et al. "High through-thickness thermal conductivity composites based on three-dimensional woven fiber architectures." AIAA journal 46.11 (2008): 2944-2954.[align=center][img=激光闪光法 聚合物 上海依阳实业有限公司,690,236]https://ng1.17img.cn/bbsfiles/images/2018/12/201812231049305161_9631_3384_3.jpg!w690x236.jpg[/img][/align][align=center][/align]
激光粒度仪在造纸行业的技术应用前言近年来,中国造纸业的快速发展,带动了造纸矿物粉体材料消费的持续增长,碳酸钙、滑石粉、高岭土等主要非矿粉体材料已成为现代造纸业不可或缺的重要原料。作为造纸填料的矿物粉体材料的留着对纸张的质量功能发挥有很大影响而矿物原料的粒度大小和粒度分布是影响填料留着率的重要因素。填料粒度对纸业生产的影响现今造纸业填料以研磨碳酸钙、沉淀碳酸钙、滑石粉、高岭土和二氧化钛等矿物粉体材料为主。而影响这些填料在造纸过程中留着率的因素较多。实践证明,除却纸浆种类、助剂应用及造纸机运行参数等造纸工艺控制因素外,填料粒子的大小、微观形状与粒度分布对在造纸过程中的留着率有很大影响。纸张制造过程中加入填料,会引起在复卷、分切及印刷过程中的掉毛掉粉现象。填料的粒径大小和粒度分布的不合理是造成掉毛掉粉现象产生的重要因素之一。此外,当填料的微观形貌基本一致时,粒度分布狄窄的填料有利于在纸张抄造过程中的留着。试验表明,在纸张的灰分一致、成品纸张各种物理指标如定量、白度、仲长率、抗张强度等符合要求的情况下,微观形貌相同、平均粒径也基本相同的不同填料品种,粒度分布狭窄的填料留着率明显提高。以下是试验时不同填料在纸张质量均符合要求情况下动态加入量数据比较(表1 )。在各项指标符合的情况下,1号填料(合成轻质碳酸钙)更具有较为理想的粒度分布,由于其留着率的提高,与2号填料比较加入量减少了1/4 左右。粒度分布狭窄的填料用作造纸填料可以提高其留着,降低纸张抄造成本并适当减轻造纸废水处理负荷。表1 PCC 动态加入量数据比较 样品数据调节量1号合成轻质碳酸钙2号合成轻质碳酸钙浓度调节g/L 155~167 160~170 动态加入量L/min 7~8 10~11 平均流量L/min 7.5 10.5 济南微纳激光粒度仪在纸业的应用填料的粒径目前在企业产品标准中都给予了规定,但很少见到包括粒度分布及其稳定性的数据规定。但造纸行业对于这类指标非常重视,除用作填充外,作为纸张涂布的涂层用体质颜料,粒度分布的不均匀将影响到涂层表面的平滑、孔隙、光学等性能。因而造纸生产过程中,对作为填料矿物粉体材料的颗粒粒度大小分布的把控至关重要。填料粒径的大小分布情况可以通过世界科技前沿的激光粒度测试法进行监测。济南微纳颗粒仪器股份有限公司的Winner2000ZDE激光粒度仪采用全方位散射光探测系统,配合高灵敏度的环式光电探测器进一步提高测试精度。集超声搅拌、超声分散、内置循环于一体的分散系统,彻底解决了大颗粒在管道中沉积的问题。独创的软件无约束自由拟合技术保证了测试结果的真实准确。采用自主开发的智能控制技术,能够实现光路的自动对中,进行一键测试,使测试更加简便、更人性化。此款仪器的产生顺应了造纸行业的需求,是纸业相关粒度测试的首选搭档和得力助手。客户应用案例山东泉林集团是以浆纸业为核心的大型集团化企业,年生产能力精制浆40万吨,机制纸70万吨。公司通过了国际质量、环境、职业健康与安全三合一管理体系认证和国家4A级标准化良好行为企业认证,建有国家级企业技术中心。近年来因为致力于新型产品的生产开发需要,与济南微纳颗粒仪器股份有限公司合作,使用Winner2000ZDE激光粒度仪进行工艺改进。对各相关造纸矿物粉体材料进行检测研究,通过对产品的测试分析,为品质检验及优化提供技术依据。济南微纳颗粒仪器股份有限公司作为国内粒度测试领域的领航者,多年来与造纸行业保持着融洽的合作关系。近年来国内纸业处于持续性增长阶段,行业前景乐观。伴随高速增长的同时,济南微纳将与众多纸业厂商进行进一步的深入合作,协助业内新老客户实现共赢共荣,共同谱写未来的宏伟蓝图。--------------- 中国颗粒测试技术的领航者---------------济南微纳颗粒仪器股份有限公司是专门研发、生产、销售颗粒测试相关仪器设备的高科技企业。主要产品激光粒
用过液相色谱仪的人都知道,液相色谱柱里面的填料都有颗粒内径大小,我想问一下,制造液相色谱柱的厂商他们会用激光粒度仪来确认里面填料颗粒内径大小吗?还是用别的仪器,例如电镜来确认。
[align=center][b]激光烧蚀技术简介[/b][/align]激光烧蚀技术(LA),也称激光剥蚀,是一种固体进样方式。主要是利用功率很高的激光脉冲,激光打到样品表面,可以实现原位,无损检测。不需要样品消解,无需酸的消耗,绿色环保,避免污染。从脉宽分类:纳秒级别,飞秒级别。从波长分类:213nm,193nm等。1.主要联用技术,联用ICP-OES, [url=https://insevent.instrument.com.cn/t/yp][color=#3333ff]ICP-MS[/color][/url].2.作用范围为微米级别,所以应用领域基本在微区分析。3.样品适用范围及LA特点:Ø 难消解的样品(Pt, Ph等),挥发元素(Hg)。Ø 可进行样品的原位分析,提供更多元素空间分布的特点。Ø 进样不需要稀释,提高测试灵敏度。Ø 可减少水中氧的干扰。Ø 激光对于样品会产生破坏。Ø 测定灵敏度低。Ø 有质量歧视和分馏效应。Ø 目前的标样只是玻璃,需要基体匹配才能更好地进行分析。4.可检测的样品为:金属,合金,矿产,粉末状态,熔融状态,陶瓷,生物组织,土壤沉积物,塑料,电子材料,玻璃。其中目前玻璃标样是最为常见的。5.仪器使用条件:22 ℃左右,湿度为60%以下。6.常用单位介绍:Ø mJ 能量,每个脉冲的能量。Ø J/cm2 能量密度,每个脉冲作用单位面积的能量。Ø nm 波长,激光输出波长。Ø ns 脉宽,激光输出每个脉冲的时间。7.可优化的条件:激光参数:激光能量,激光频率(剥蚀深度),激光光斑尺寸,He,Ar流速。分析需求:分析区域,分析时间,分析元素。8.联用[url=https://insevent.instrument.com.cn/t/yp][color=#3333ff]ICP-MS[/color][/url]的时候,雾化器流量,炬管位置,三位监控。9. 选取仪器波长和能量成反比。选取需要适合的波长和脉宽。
我要找GB 11748-2005 二氧化碳激光治疗机谁有吗
1、认识激光粒度分析仪的测试报告 常规测试报告的内容有测试参数、特征粒径、分布曲线、分布表格等。静电喷涂粉末涂料行业比较关注的是特征粒径(D50)、10μm以下颗粒含量和70μm以上颗粒含量等数据。这些数据在粒度测试报告中都会有明确显示。如有不是很清楚的地方可以致电仪器供应商的售后服务咨询。一般来说还可根据行业自身特点提出定制特别关注参数,有实力的厂商应该是能够满足用户的一些数据需求的。图二是某涂料粒度分布数据表。大家可以看出里面清楚显示了粉体的10μm以下颗粒含量和70μm以上颗粒含量。 2、干、湿法测试结果的差异分析 目前,部分客户(尤其是外商或外资企业)习惯使用干法激光粒度分析仪,大部分国内客户目前使用欧美克的湿法激光粒度分析仪。由于进样方式不同,干法测试结果一般大于湿法结果,由此产生了一些疑问。其实两个结果之间不存在谁更准的问题,因为涂料粒度分布没有绝对真值,测试结果的细微差别是允许存在的。如有强烈需求,也可以通过校正方法使两种仪器测试结果更接近一点。干、湿法测试结果的差异不会成为激光粒度仪应用过程中的障碍。 3、如何对仪器状态进行客观评价 仪器的状态不良会严重影响测试结果可靠性。激光粒度仪的仪器状态主要包括光路校准情况、激光光能稳定性、光学器件是否清洁、进样器工作是否稳定。一般来说激光粒度仪软件都会有背景光能显示窗口,前三个项目问题都可以通过此窗口得到答案。不同厂家的仪器判断方法会有细微的区别,在此以较普及的LS—POP系列仪器为例介绍一下。仪器光路是否校准是以“0环”和“1环”光能信号的高低判断的,一般要求“0环”调节到光能刻度60左右(至少能达到40以上),“1环”要在20以下(这里的“某环”其实代表的就是一个个顺序排列的光电探测器)。光能稳定性通过观察“0环”稳定性判断。“0环”在一分钟的周期内波动幅度不应该超过5%。光学器件是否清洁主要通过观察15—25环的高度判断,一般要求这些环的高度不超过5。进样器是否稳定,一是听水泵运转声音是否平稳,二是观察测试窗口镜头内是否有气泡,这两项正常进样器就基本没问题。 4、湿法激光粒度仪测试静电喷涂粉末涂料的分散方法及检测技巧 静电喷涂粉末涂料亲水性不佳,在水中有漂浮现象。分散过程中,通常加入少量十二烷基苯磺酸钠或者洗洁精的水溶液(浓度1—2%)作为分散剂,这样就可以保证涂料颗粒充分浸润到水中。为保证团聚颗粒被分散开,还需要将涂料颗粒悬浮液放在超声波中振荡分散1—2分钟。往进样器中添加样品时注意手法,既要保证取样均匀又要保证不将气泡带进进样器导致影响测试结果。关于仪器参数测设置,折射率选择2.6,分析模式选择Rosin-Ram模式(单峰分布模式)即可。样品添加量保证遮光比在10%左右,遮光比太小或者太小都会影响测试结果真实性。粉末涂料颗粒在进样系统中也不宜循环太长时间。因为时间过长会有部分颗粒重新粘结团聚,导致测试结果不正确。仪器不是万能的,它只是我们手中的工具。只有注意了前面所说的要点,对样品进行了充分的分散,使用正确的测试手法和测试参数,才能得出可靠的测试结果。粒度仪,激光粒度仪,粒度分析仪,激光粒度ben
激光拼焊板技术是基于成熟的激光焊接技术发展起来的现代加工工艺技术。激光焊接的高能密度、无填料、无搭接、深熔、速度快等特点,使得激光拼焊板技术具有以下特点: 焊缝处的热应变值较低,热影响区小,通过激光束的聚焦给焊接边缘提供需要的高能量,聚焦点的直径可以达到零点几个毫米,保留良好的材料成形性能; 焊缝较狭窄且平整,消除成形过程的不利影响,避免了破坏工具、模具的危险; 焊接生产效率高,能够实现高度自动化。 激光拼焊板生产设备主要有:传送装置、激光焊接设备、机械手、在线无损检测设备等。一般根据产量的不同,可以采用不同的设备组合。 激光焊接的主要工艺流程:卷料开平→落料→激光焊接→冲窝(如果需要)→堆垛包装 激光拼焊板技术优势: 采用激光拼焊板可以给汽车制造业带来巨大的经济效益,如车身装配中的大量点焊,把两个焊头夹在工件边缘上进行焊接,凸缘宽度需要16mm,而激光拼焊板无需搭接,点焊改为激光拼焊技术可以节省钢材,节省的用量视采用拼焊板的数量而定;用传统点焊焊接两片0.8mm的钢板冲压件,平均是20点/min,焊距是25mm,速度则为 0.5m/min,这会耗费相当的时间,采用激光拼焊板替代点焊工艺后所需要的时间可以得到大量节省、焊接质量得到质的提高。如此例子不胜枚举。 零件数量的减少,以及随之而来的生产设备和制造工艺简化,大大提高了生产效率,降低整车制造及装配成本;由于产品的不同零件在成形前即通过激光连续焊接工艺焊接在一起,因而提高了产品的精度,大大降低了零部件的制造及装配公差;通过部件的优化减轻了重量,电焊机出租从而降低油耗,处于环保时代,这一点非常重要;由于不再需要加强板,也没有搭接接缝,大大提高了装配件的抗腐蚀性能;通过消除搭接提高部件的耐腐蚀能力,大大减少了密封措施的使用;通过对材料厚度以及质量的严格筛选,在材料强度和抗冲击性方面给零部件带来本质的飞跃,同时改良了结构,在撞击过程中,可以控制更多的能量得到吸收,从而改良车身部件的抗击冲撞能力,提高车身的被动安全性;实现对材料性能的最充分的利用,达到最合理的材料性能组合;材料厚度的可变性以及其可靠的质量,保证了在对某些重要位置的强化改进可以顺利进行;焊机租赁对产品的设计者而言增加了产品设计的灵活性。 中国的激光拼焊板技术应用现在刚刚起步。2002年10月25日,中国第一条激光拼焊板专业化商业生产线正式投入运行,作为全球最大拼焊板制造供应商的德国蒂森克虏伯集团拼焊板有限公司在海外的第八家公司(在亚洲的第一家),武汉蒂森克虏伯中人激光拼焊电焊机租赁有限公司引进蒂森克虏伯公司生产的8kWCO2直线连续激光焊接生产线(Linearlaserweldinglines),并采用蒂森克虏伯拼焊板公司的全套专有技术和质量控制体系进行生产和工艺开发,该线最小工件间距为50mm,焊接速度可达10m/min,年生产能力可达20,000吨(一条线)。公司目前已为国内各大汽车生产企业提供配套服务。激光拼焊板不再依赖进口,给中国汽车制造2mm工程带来直接的好处,使完美的车身制造质量成为可能,将大大促进中国汽车零部件制造水平的提高。
激光测距仪一般采用两种方式来测量距离:脉冲法和相位法。脉冲法测距的过程是这样的:测距仪发射出的激光经被测量物体的反射后又被测距仪接收,测距仪同时记录激光往返的时间。光速和往返时间的乘积的一半,就是测距仪和被测量物体之间的距离。脉冲法测量距离的精度是一般是在+/- 1米左右。另外,此类测距仪的测量盲区一般是15米左右。 激光测距仪是用激光做为主要工作物质来进行工作的。目前,市场上的手持式激光测距仪的工作物质主要有以下几种:工作波长为905纳米和1540纳米的半导体激光,工作波长为1064纳米的YAG激光。1064纳米的波长对人体皮肤和眼睛是害的,特别是如果眼睛不小心接触到了1064纳米波长的激光,对眼睛的伤害可能将是永久性的。所以,在国外,手持激光测距仪中,完全取缔了1064纳米的激光。在国内,某些厂家还有生产1064纳米的激光测距仪。 对于905纳米和1540纳米的激光测距仪,我们就称之为“安全”的。对于1064纳米的激光测距仪,由于它对人体具有潜在的危害性,所以我们就称之为“不安全”的。 激光测距仪已经被广泛应用于以下领域:电力,水利,通讯,环境,建筑,地质,警务,消防,爆破,航海,铁路,反恐/军事,农业,林业,房地产,休闲/户外运动等。
请问谁有HELOS BR型和HELOS KF型激光粒度分析仪的培训材料?可否共享或周知一下~~谢谢!







 我要推广仪器
我要推广仪器
 下载APP
下载APP