哪里有卖测量玻璃管耐内压的仪器?要充气至爆裂的。
因为现在计算需要柱前压数据,但是我的色谱是GC9790,柱前压的压力表最大量程为0.5MPa,每个小格为0.02MPa,我在怎么估计这误差还是很大啊,不知道各位有什么方法能精确测量柱前压?谢补充一下我用的是TCD填充柱的
差压式流量计-流量测量方法和仪表的选用差压式流量计(以下简称DPF或流量计)是根据安装于管道中流量检测件产生的差压、已知的流体条件和检测件与管道的几何尺寸来测量流量的仪表。DPF由一次装置(检测件)和二次装置(差压转换和流量显示仪表)组成。通常以检测件的型式对DPF分类,如孔扳流量计、文丘里管流量计及均速管流量计等。二次装置为各种机械、电子、机电一体式差压计,差压变送器和流量显示及计算仪表,它已发展为三化(系列化、通用化及标准化)程度很高的种类规格庞杂的一大类仪表。差压计既可用于测量流量参数,也可测量其他参数(如压力、物位、密度等)。
[b] 经常看到有朋友问,火花直读光谱仪采用才真空技术与充氩气技术到底哪个好一些。周末闲着无事,做个简单说明。以下代表我个人观点。[/b] 直读光谱仪在分析某些种类的金属时(如铸铁、不锈钢、低合金钢、哈氏合金、蒙乃尔合金等), C、P、S、As、N中的大部分元素都需要检测。这些元素最佳光谱线均在真空紫外波段,而空气中的氧气、氮气、水蒸气等会对紫外区谱线产生强烈的吸收,使光谱仪能够测量到的紫外光谱强度急剧减弱,进而影响被测元素的准确性及稳定性。所以必须将光室中的空气除去,才能实现较为稳定的紫外区元素检测结果。 目前主要有两种方式可以实现真空紫外波段元素的测量:[color=#ff0000]1. 光室抽真空方式;2. 光室充氩气方式。[/color]单纯从紫外光传输看,两种方式都能很好的实现C、P、S、As、N等元素的测量,但是这两种技术从本质上代表了不同光谱仪厂家的技术路线,下面从两种技术本身详细地为大家讲解一下。[b] 第一种,抽真空方式。[/b]这种方式是利用真空泵把光室中的空气抽出,使光室内部形成真空的状态,从而可以实现C、P、S、As、N的测量。抽真空方式的光学系统由光室、真空泵、电磁阀、光学器件、电器部分组成,此类光谱仪的光室一般都比较大,国际上比较有代表性的生产厂家有瑞士ARL、德国OBLF,代表型号有ARL 4460、OBLF QSN750,这两个产品也代表着光谱仪较为高端的性能。抽真空光谱仪的设计及制作工艺有很高的要求,这两个品牌的设计及生产工艺经过多年验证,已达到十分可靠的水平。 抽真空光谱仪对仪器的设计及制作工艺有很高的要求,而市场上大多的抽真空产品因技术积累及成本控制原因很难能够达到这种工艺水平,目前市场上常见的真空光谱仪大多存在以下几种问题: 由于光室的抗压强度不够而使光室发生形变,进而导致数据稳定性不好;低成本采购的电磁阀故障率高,会导致油气倒吸进入光室,轻一点的会产生几万甚至十几万的维修成本,严重的则会导致光学系统报废;低成本采购的真空泵,故障率较高,需要频繁的维护,从而给使用公司造成较大的设备维护成本及人工成本。[b] 第二种,充氩气方式。[/b]这种方式是用惰性气体(一般为氩气)充入光室,将光室中的空气排出,从而达到紫外区C、P、S、As、N等元素的最佳分析状态。充氩方式的光学系统由光室、气路系统、光学器件、电器部分组成。没有机械泵,没有像真空条件一样的气密性要求,且光室与外界压差基本可以忽略不计所以对光室的抗压强度要求也没有那么高。因此仪器可以做小,大大方便了仪器的安装及移动;同时也避免了真空系统带来的故障率,大大降低了用户的维护成本;另外一般充氩方式的光谱仪采用的检测器都为CCD或CID,不仅可以实现全元素(全谱)检测而且也十分易于扩展。 充氩气方式国际国内比较有代表的厂家是德国spectro、中国聚光盈安,英国ARUN,代表型号有spectro MAXX、英国阿朗ARTUS,聚光盈安M5000。MAXX、M5000这两个型号在国内都有较大的用户群体,MAXX国内近万家,M5000国内有近3000家,阿朗是光谱仪老品牌,但英国阿朗ARTUS这个型号16年刚刚上市,用户群体不太多。Spectro,聚光盈安(FPI)这两个品牌也是现在国内市场上销量第一,第二的品牌,有着不错的用户口碑。服务上的对比不多说,国外跟国内的服务大家都懂的。阿朗作为后起品牌,希望可以在服务的及时、专业、收费上别带进口爷一样的通病。哦对了,这三个型号也是双光室设计,紫外C、P、S、As、N等元素用单独一个光学系检测,常规元素(Fe、Cr、Ni、Mo、V、Ti、Cu、Al等元素)使用另外一个光学系统检测,检测效果要比一个光室涵盖所有紫外及可见元素的效果好不少。但是充氩的技术在CCD光谱仪中属于技术难度较大的一种,气路设计、流体测试等技术沉淀不够的厂家很难实现此种方式,多数小厂家一般用的都是CCD+抽真空的方式。没办法,技术难实现,成本高很多,国际国内的小品牌要走的路还很长。 汇总一下,抽真空及充氩的技术路线,各有优劣,如果让我选择,我比较喜欢充氩的产品。斯派克、聚光盈安是比较用心做设备的厂家,能够感觉到他们对分析仪器行业的敬畏之心,这里要给个赞。 以上为我个人建议,欢迎大家一起讨论拍砖。
露点仪常温标定对带压测量是否有影响
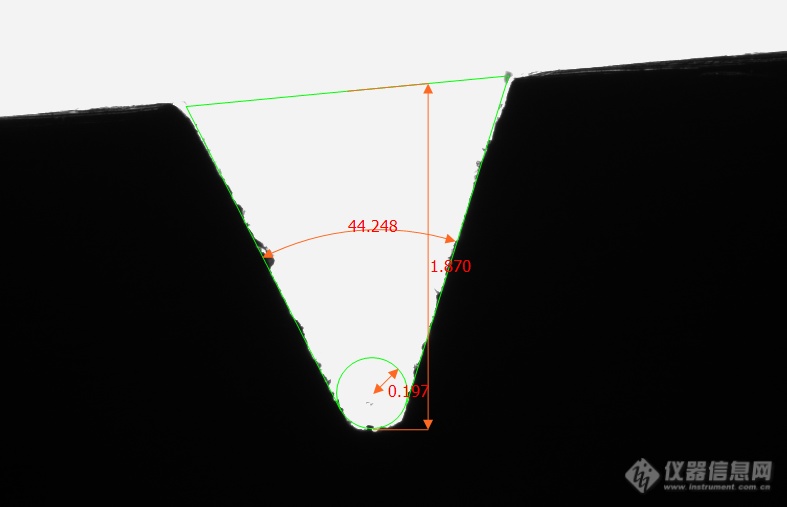
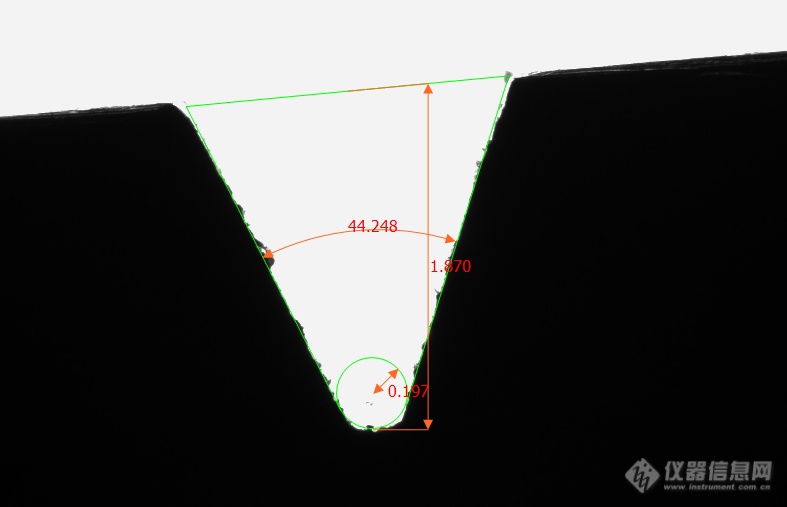
[color=#333333]冲击试验对于冲击试样缺口要求严格,缺口的微小变化,都会引起试验结果出现误差,为保证加工出的冲击试样缺口合格,缺口的加工质量检验是一个重要的控制手段。目前冲击缺口测量的有两种方式,第一种是传统的投影仪比对;第二种,是全自动冲击缺口测量仪,准确测量缺口尺寸。[/color][color=#333333][/color][b]概述[/b][align=left][color=#333333]随着国内工业技术的发展,越来越多的行业已经开始执行夏比[/color][color=#333333]V[/color][color=#333333]型[/color][color=#333333]U[/color][color=#333333]型缺口冲击试验方法,[/color][color=#333333] [/color][color=#333333]日前国内很多行业如(航空航天、船舶、锅炉压力容器、冶金和机械)等行业已普遍[/color][color=#333333]s[/color][color=#333333]使用夏比冲击试验。根据目前国内广大用户的实际需求和国标[/color][color=#333333]GB/T229-2007[/color][color=#333333]《金属材料夏比摆锤试验方法》[/color][color=#333333]ASTM E23[/color][color=#333333]中要求冲击试样缺口的要求而开发、开发的一种专用于检查夏比[/color][color=#333333]V[/color][color=#333333]型[/color][color=#333333]U[/color][color=#333333]型冲击试样缺口加工质量的专用光学仪器,是航空航天、船舶、锅炉压力容器、冶金和机械等部门理化实验室的必备专用设备。满足所有种类冲击试样缺口的的检测。[/color][color=#333333][/color][/align][align=left][color=#333333]对于夏比[/color][color=#333333]V[/color][color=#333333]型缺口冲击试验,由于试样[/color][color=#333333]V[/color][color=#333333]型缺口要求严格([/color][color=#333333]GB/T229-2007[/color][color=#333333]试样缺口深[/color][color=#333333]2mm[/color][color=#333333]±[/color][color=#333333]0.075[/color][color=#333333]、[/color][color=#333333]45°[/color][color=#333333]角±[/color][color=#333333]2[/color][color=#333333]°且试样缺口尖端要求[/color][color=#333333]R0.25±0.025mm[/color][color=#333333])([/color][color=#333333]ASTM E23[/color][color=#333333]试样缺口深[/color][color=#333333]2mm[/color][color=#333333]±[/color][color=#333333]0.025[/color][color=#333333]、[/color][color=#333333]45°[/color][color=#333333]角±[/color][color=#333333]1[/color][color=#333333]°且试样缺口尖端要求[/color][color=#333333]R0.25±0.025mm[/color][color=#333333]),故在整个试验过程中,试样的[/color][color=#333333]V[/color][color=#333333]型缺口加工是否合格成了关键问题,如果试样缺口的加工质量不合格,那么其试验的结果是不可信的,特别是[/color][color=#333333]R0.25mm[/color][color=#333333]缺口尖端的微小变化(其公差带只有[/color][color=#333333]0.025mm[/color][color=#333333]),都会引起试验结果的偏差,尤其是在试验的临界值时会引起产品报废或合格两种截然相反的结果。为保证加工出的夏比[/color][color=#333333]V[/color][color=#333333]型缺口合格,其缺口的加工质量检验是一个重要的质量控制手段。用光学测量检查是切实可行并能保证检查质量的方法。[/color][color=#333333]TOP-IG[/color][color=#333333]是我公司根据[/color][color=#333333]GB/229-2007[/color][color=#333333]《金属材料夏比缺口冲击试验方法》、[/color][color=#333333]ASTM E23[/color][color=#333333]中冲击试样缺口的要求与广大用户的实际需求而设计、开发的一种专用于检查夏比[/color][color=#333333]V[/color][color=#333333]型和[/color][color=#333333]U[/color][color=#333333]型冲击试样缺口加工质量的专用光学测量仪器。[/color][color=#333333][/color][/align][b]原理[/b][align=left][color=#333333]第一种:传统的冲击缺口投影仪,主要通过将被测试样缺口投影到带有模板刻度的屏上,然后调整被测试样高度、左右等与带有刻度的模板进行对比,判定冲击缺口尺寸是否合格。[/color][color=#333333][/color][/align][align=left][color=#333333]第二种,全自动冲击缺口测量仪,主要通过专用的光学系统,将被测试样缺口,采集到电脑显示器上,通过[/color][color=#333333]SMTMeasSystem_IG[/color][color=#333333]测量系统,通过特用的像素解析技术,以及专用的光学系统,将被测试样缺口清晰轮廓显示到显示器上,再通过特有的技术自动捕捉轮廓,自动测量缺口尺寸。试样摆放需刻意摆放试样,只要将缺口放置视频区范围内就可以。缺口测量只需两部完成,摆放试样——测量缺口。一切测量、捕捉都是系统自动完成,[/color][color=#333333]1[/color][color=#333333]个人测量结果和[/color][color=#333333]100[/color][color=#333333]个测量结果一样。实现无人为因素影像。[/color][color=#333333][/color][/align][b]产品优点与缺点[/b][align=left][color=#333333]第一种传统冲击缺口投影仪,主要的优点是价格是便宜,缺点是测量结果受人为影像很大,精确都不高。测量数据无法保存,日后无法进行核查。[/color][color=#333333][/color][/align][color=#333333]第二种,全自动冲击缺口测量仪,缺点就是价格相对比较高,优点,测量完全不受人为因素影响,测量精度高([/color][color=#333333]0.001mm[/color][color=#333333]),测量数据可以以[/color][color=#333333]word[/color][color=#333333]、[/color][color=#333333]EXCEL[/color][color=#333333]、[/color][color=#333333]jpg[/color][color=#333333]等格式保存,日后核查或仲裁都可以进行复查测量。[/color]
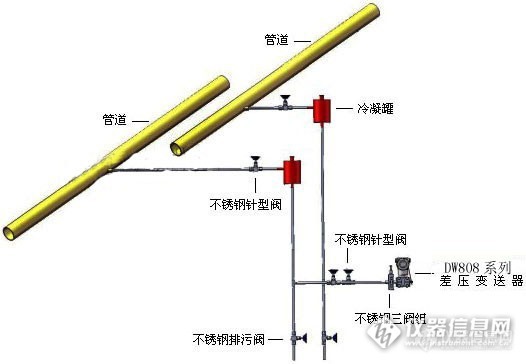
差压变送器的3种应用测量方式及安装图:(1) 差压变送器与节流装置相结合,根据节流装置前后产生的差压值换算流速(2) 利用液体自身重力产生的压力差,测量液体的高度(3) 直接测量不同管道、密闭带压容器的压力差值从而换算出液位高度。差压变送器采用模块化设计,由带集成电子适配单元的传感器模块和就地按钮单元的放大器模块组成,其中传感器模块包括差压传感器、绝压传感器、温度传感器,可同时测量差压、绝压、仪表温度,因此差压变送器具有非常优异的静压特性和温度特性。http://ng1.17img.cn/bbsfiles/images/2017/01/201701191656_646652_2852089_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/03/201403121141_492812_2852089_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/03/201403121141_492813_2852089_3.jpghttp://ng1.17img.cn/bbsfiles/images/2014/03/201403121141_492814_2852089_3.jpg
乙二醇的用FFAP填充住测量时保留时间是多少?
差压流量变送器如何测量流量1、从差压流量变送器的工作原理来说:差压流量变送器通过测节流装置两端的压力差可以计算出管道流量。差压变送器测量流量,主要是通过胶管与测节流装置垂直于流轴的两个孔连接的,它们感应到的是这两个断面的静压差,由能量守恒原理,两个断面的静压差近似等于两个断面的动压差,因动压与流速的平方成正比,流速又与过流断面的直径的平方成反比,因此通过测两个断面的静压差就能求出断面流速和流量了。2、差压流量变送器在蒸汽计量系统的应用差压变送器测流量,需与孔板流量计和流量积算仪配套使用,缺一不可,孔板流量计上有两个引压管,这两个引压管就接在差压变送器的高低压的两腔,测流量既水是流动的,这样就会存在方向和流量的大小,差压变送器测两个点的差压,输出模拟信号到流量积算仪进行累计得出流量。这种流量测法应该是最经济的,但误差也是流量计里最大的。
我的样品是粉末压块,是成品,所以需要测量粉末压块的模量,以确保在实际应用时保证一定的强度,请问各位高手有没有测过粉末压块的模量?有用TMA或DMA测试的吗?谢谢!
我的样品是粉末压块,是成品,所以需要测量粉末压块的模量,以确保在实际应用时保证一定的强度,请问各位高手有没有测过粉末压块的模量?有用TMA或DMA测试的吗?谢谢!
测量乙酸乙酯用的柱子为填充柱,为401有机担体,固定相为己二酸乙二醇酯,老化柱子温度170度,在条件条好以后(柱温158度,TCD温度145度,载气流速54ml\min.)1h以后,柱前压有0.6kg变为0.8kg.又过2h又变为1.4kg请问高手这是何原因?该怎么解决?多谢!
[align=left]给大家分享一款冲击试样缺口测量系统,之前我们使用的是冲击缺口投影仪来测量缺口,我们每天有100多根试样要做,每个试样都要测量缺口,效率太慢了,关键是人为影响检测结果非常严重,后来我在网上搜索“冲击缺口测量”找到了一款深圳思迈的“全自动冲击缺口测量仪”。现在在使用中,真的很不错。效率很高,100多个试样30分钟就可以测完。精度高。测量结果还可以保存。所以个给大家分享以下,如果有兴趣可以去了解以下。[/align][align=left]这是我们缺口测量的图片给大家看看[/align][align=left][img=,690,444]https://ng1.17img.cn/bbsfiles/images/2019/04/201904031440037151_5896_1162982_3.png!w690x444.jpg[/img][/align]

仪器化压入法VS传统硬度计测量材料 硬度及模量http://ng1.17img.cn/bbsfiles/images/2011/12/201112311612_343229_2224533_3.jpg 先举个例子,看仪器化压入法师如何测量材料硬度的http://ng1.17img.cn/bbsfiles/images/2011/12/201112311613_343230_2224533_3.jpg这是一个非晶带的加载卸载曲线咱们看看它的压痕如何http://ng1.17img.cn/bbsfiles/images/2011/12/201112311613_343231_2224533_3.jpg测量参数为:§ 仪器可根据加载卸载曲线直接算出其材料的显微硬度、弹性模量等§ 模量EIT=121.86GPa§ 显微硬度HIT=6.7352GPa§ HV=623.76§ Fmax=20.1mN§ Hmax=401.12nm§ S=0.2417mN/nm§ Hc=340.07nm§ Hp=245.85nm下面看看传统硬度计--- 传统硬度测试方法http://ng1.17img.cn/bbsfiles/images/2011/12/201112311615_343232_2224533_3.jpg1. 高载荷静载力通过已知几何形状的压头加载2. 残留压痕面积 通过金相显微镜测量与计算局限性Ø 金相观测: 如果载荷过低,压痕将难以在金相显微镜下观测Ø 测试结果:只能获得材料硬度,无法测量材料弹性模量Ø 应用:仅限于大体积块状材料,或厚薄膜材料--- 仪器化压入测试什么是仪器化压入测试?§ 压入测试过程中压入深度h与载荷F可以实时测量§ 可同时获取材料的硬度与弹性模量信息 ---仪器化压入原理http://ng1.17img.cn/bbsfiles/images/2011/12/201112311616_343233_2224533_3.jpg---载荷-位移曲线§ 载荷与位移在加载-卸载过程中实时动态测量§ 硬度与弹性模量可以直接从载荷-位移曲线自动计算 http://ng1.17img.cn/bbsfiles/images/2011/12/201112311618_343235_2224533_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/12/201112311618_343237_2224533_3.jpg---测量压入硬度Hit http://ng1.17img.cn/bbsfiles/images/2011/12/201112311637_343246_2224533_3.jpg§ 最大载荷Fm可由曲线最高点纵坐标直接测量§ 压痕投影面积Ap 可由压入深度计算---弹性模量测量• 弹性模量 EIT 由接触刚度S计算 (卸载曲线顶端的斜率) http://ng1.17img.cn/bbsfiles/images/2011/12/201112311638_343247_2224533_3.jpghttp://ng1.17img.cn/bbsfiles/images/2011/12/201112311640_343248_2224533_3.jpg如何计算Ap !http://ng1.17img.cn/bbsfiles/images/2011/12/201112311621_343239_2224533_3.jpg--- Ap 与压头针尖校准§ 理想的金字塔形或圆锥形压头: (C0 为常数,维氏压头为[/font
在目前的油库油罐液位的测量设计中,差压变送器比较流行的是采用雷达液位计或浮球、浮标、钢带式液位计等。雷达液位计虽然精度高但成本也高,而浮标、浮球等液位计,安装、维护比较麻烦。差压式液位计,在锅炉汽包等密闭容器中应用广泛,但测量结果并非真正液位,因此在油罐液位测量的设计鲜有应用。其实油库油罐的精确液位,并不十分重要,用户实际要了解的并不是液位,而是通过测量液位来了解油罐中油品的实际数量(即吨数),从而防止满溢。由此分析采用差压法来测液位(实际为吨数)也不失为一个好的选择。因为目前差压变送器的应用十分成熟,象1151、3051以及EJA等差压变送器,技术十分完善,精度可达0.075级,而且价格大幅下跌,性能价格较高。差压变送器的注意问题 (1) 设计和安装时应考虑油罐底部的取压开孔尽可能放低,以消除温度变化而造成的误差,必要时引入温度补偿。 (2) 在油罐的罐体水平截面不等的情况下(如上小下大),要考虑补偿措施。如二次表选用WP-H80系列液位-容量控制仪。 (3) 为达到一定精度,如油罐顶部装有呼吸阀时,必须采用差压变送器而不能采用压力变送器。对敞口油罐或精度要求不高时,可直接采用压力变送器以方便安装。 (4) 二次表尽量采用智能表,可方便改变量程,实现温度补偿等。
最近购买了一台冲击试样缺口测量仪,用的真是很不错。我们一天要做100多根冲击,每个试样缺口都要检测,每次检测试样都要好长时间才能测完,还非常费眼睛,准确度不高,后再在百度搜索“冲击缺口测量”找到了一个专用用冲击试样缺口测量的,真是不错,现在已经在使用了,效率很高,30分钟就可以检测100多根试样了,还可以保存测量结果。很方便。给大家分享以下,如果感兴趣可以去了解以下。这是我们测试缺口图片[img=V型缺口,690,444]https://ng1.17img.cn/bbsfiles/images/2019/04/201904031432016619_6593_1162982_3.png!w690x444.jpg[/img]
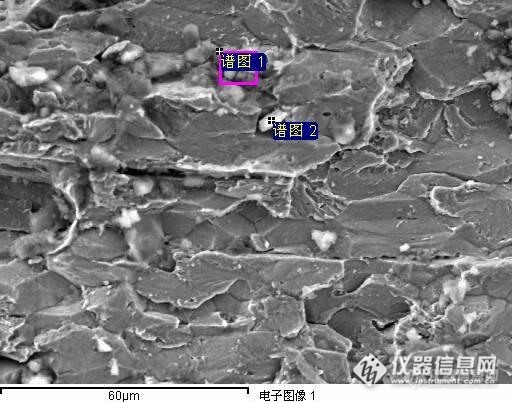
201不锈钢退火酸洗板,经冷轧、退火后进行拉深加工,时常出现经过深加工以后,完整的不锈钢制品在放置一段时间以后出现沿深加工方向开裂,给制品厂家造成较大的损失,但由于分析方法和分析手段的限制,一直未能明确这种延迟开裂的原因,现将所做试样分析结果进行总结,进而确定导致开裂的主要原因,为工艺改进措施的制定提供参考。1 试验方法及试样截取 利用GX51金相显微镜金相夹杂物检测;利用铁素体仪测量冲压件开裂部位马氏体含量;利用扫描电镜能谱仪进行断口断裂形态和微区成分分析。2试验结果2.1 金相分析结果 对开裂试样金相金相分析,发现试样面上夹杂物较多且较细长,经评定B1.5、C1.5级,典型夹杂物见图1a、b。http://ng1.17img.cn/bbsfiles/images/2013/10/201310161336_471219_1722674_3.jpg http://ng1.17img.cn/bbsfiles/images/2013/10/201310161336_471220_1722674_3.jpga硅酸盐夹杂 b氧化铝夹杂图1 试样中典型夹杂物2.2马氏体含量测定 利用铁素体仪对冲压变形产生开裂的试样进行马氏体含量测定,各试样测量结果见下图2a、b、c、d。由图2a可知试样变形量大的部位马氏体含量高,最高含量为11%;图2b可知开裂试样中间部位马氏体含量高,底部马氏体含量最低为0.77%,而口部马氏体含量为8.9%显示开裂部位;图2c可知角部开裂部位马氏体含量为16.2%、18.4%,远高于其它部位。http://ng1.17img.cn/bbsfiles/images/2013/10/201310161337_471221_1722674_3.jpg ahttp://ng1.17img.cn/bbsfiles/images/2013/10/201310161337_471222_1722674_3.jpg bhttp://ng1.17img.cn/bbsfiles/images/2013/10/201310161337_471223_1722674_3.jpg chttp://ng1.17img.cn/bbsfiles/images/2013/10/201310161338_471225_1722674_3.jpg d图2 各试样马氏体含量测量2.3 扫描电镜能谱分析 [si
GBZ/T 189.8-2007工作场所物理因素测量 噪声3.4.6 脉冲噪声测量时,应测量脉冲噪声的峰值和工作日内脉冲次数。脉冲噪声的峰值可以直接用声级计测出LCpk,可是脉冲次数怎么测量?要自己数吗?怎么判断是不是脉冲噪声?谢谢指导!
[font=微软雅黑]任何一种pH计都必须经过pH标准溶液的校准后才可测量样品的pH值,对于测量精度在0.1,pH以下的样品,可以采一点校准方法调整仪器,一般选用pH=6.86或pH=7.00标准缓冲溶液。有些仪器本身只0.2pH或0.1pH,因此仪器只设有一个定位调节旋扭,具体操作步聚如下:[/font][font=微软雅黑](1)测量标准缓冲液温度,查表确定该温度下的pH值,将温度补尝旋钮调节至该温度下;[/font][font=微软雅黑](2)用纯水冲洗电极并甩干;[/font][font=微软雅黑](3)将电极浸入缓冲溶液晃动后静止放置,待读数稳定后,调节定位旋钮使仪器显示该标准溶液的pH值;[/font][font=微软雅黑](4)取出电极冲洗并甩干;[/font][font=微软雅黑](5)测量样品温度,并将pH计温度补偿旋钮调节至该温度值;[/font][font=微软雅黑](6)将电极浸入样品溶液,晃动后静止放置,显示稳定后读数。[/font]
请问怎样测量色谱的柱后压啊?
使用双柱色谱测量乙酯含量时,双柱的成分,柱前压是否应完全一样?请专家指导。
今天从一个气体分析文献看到,填充柱在柱前流速的降低都有一个背压效应,这么背压效应如何理解?还有一个dead-end在色谱方面如何翻译?老师给解答一下。万分感谢!!![img]https://ng1.17img.cn/bbsfiles/images/2023/06/202306270732067772_157_2855750_3.png[/img]
请专家给点信息,我们单位要采购一台进口的撞击测试仪(抗冲击试验机) 用于进行测量玻璃容器的抗撞击能力,请专家们给点进口厂商的信息吧,不知道谁家生产用于测量玻璃容器的摆式冲击仪,知道的不要吝啬啊http://simg.instrument.com.cn/bbs/images/default/em09507.gif
雷达脉冲测量-实时频谱分析仪技术[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=52870]雷达脉冲测量-实时频谱分析仪技术[/url]
[size=4]我的实验过程中,样品需要用一个连续激光和一个脉冲激光同时辐照,测量其发光光谱,因为脉冲激光的强度相对较弱,因此为了得到比较好的光谱信号,我想测量样品的发光光谱时,只对脉冲激光的那个时间段测量。我用的脉冲激光的长度大概几个纳秒,如果能在这个范围,或者几百纳秒的范围内记录光谱就会得到比较好的信号,也就是说和光谱的测量和脉冲激光的脉冲同时进行。我现在有一个oceanoptics的HR4000光纤光谱仪,有什么办法可以实现我想要的测量要求哪??[/size]
”电工仪器“小版面的增加是为了更好地充实仪器信息全面性,争取能有个积极的、发展的作用。1.电子测量仪的分类 电子测量仪的分类方法按不同的要求,分类不同,如按其功能,可分为下列几类。 1.1用于电量测量的仪器: 测量电流(I)、电压(V)、电功率(P)、电能(W)、电荷强度(E)等。 如:电流表、电压表、毫伏表、功率表、电能表、电荷统计计、万用表等。 1.2用于元件参数测量的仪器: 测量电阻(R)、电感(L)、电容(C)、阻抗(Z)、品质因素(Q)、损耗角tg、电子器件参数等。 如:微欧表、阻抗表、电容表、LCR测试仪、Q表、晶体管式集成电路测试仪、图示仪等。 1.3用于仪表波形测量的仪器: 测量频率(f)、周期(T)、相位(∮)、失真仪(V)、调幅(AM)、调频(FM)、谐波等。 如:频率计、石英钟、相位计、波长计、各类示波器、失真分析仪、调制度分析仪、音频分析仪、谐波分析仪、频谱分析仪等。 1.4 用于电子产品,电子设备及模拟电路和数字电路性能测试的仪器。 测量产品或设备的漏电流特性,耐压特性,频率特性,增益(K)、增减量(A)、灵敏度(S)、噪声系数(Nf)、相位特性、电磁干扰特性等。 如:漏电流测试仪、耐压测试仪、扫频仪、噪声系数测试仪、网络分析仪、逻辑分析仪、相位特性测试仪、EMC测试仪等
正确配色在制作牙科、肢体和更换面部所用的假体时具有极其重要的作用,色彩管理仪器供应商与许多医疗和牙科应用都在紧密合作。想想补换用牙,要实现完美匹配,需要考虑的不只是颜色而已。牙齿具有颜色和外观两个属性,色彩测量技术为了最精准的匹配,要考虑到颜色、光泽、反射等多个方面。目前可用于牙齿表面颜色测量的装置主要有色差计和[url=http://www.xrite.cn/categories/portable-spectrophotometers/][color=#000000]分光测色计[/color][/url]。后者能全面反映物体的颜色,测量效果更好些。
冲压件硬度的检测方法硬度计,有洛氏硬度计、布氏硬度计、韦氏硬度计、维氏硬度计、橡胶硬度计还有里氏硬度计。以下为对被测物而该如何选择硬度计的参考建议: 冲压件的硬度检测采用洛氏硬度计。小型的、具有复杂形状的冲压件,可以用来测试平面很小,无法在普通台式洛氏硬度计上检测。PHP系列便携式表面洛氏硬度计十分适用于测试这些冲压件的硬度。 冲压件是金属加工、机械制造领域最常用的零件。冲压件加工是利用模具使金属板带发生分离或成形的加工方法。其应用范围十分广阔。 冲压件加工包括冲裁、弯曲、拉深、成形、精整等工序。冲压件加工的材料主要是热轧或冷轧(以冷轧为主)的金属板带材料,例如碳钢板、合金钢板、弹簧钢板、镀锌板、镀锡板、不锈钢板、铜及铜合金板、铝及铝合金板等。 金属材料的硬度检测在冲压件加工过程中具有十分重要的意义。冲压行业的硬度检测可分为如下三部分:1、原材料的进厂检测。2、模具的硬度检测。3、冲压件中间产品和冲压件成品的硬度检测。现分别介绍如下: 1、冲压件材料的硬度检测 冲压件材料的硬度检测,其主要目的就是确定购入的金属板材退火程度是否适于随后将要进行的冲压件加工,不同种类的冲压件加工工艺,需要不同硬度级别的板材。 热轧钢板通常较厚,钢材标准中一般规定用布氏硬度计来检测硬度。洛氏硬度计检测热轧钢板也是可行的,可以采用HRB标尺(洛氏硬度计标尺的选择)。便携式洛氏硬度计用于测试热轧钢板,可以在不取样的条件下进行测试,操作很简便。 各种用于冲压件加工的冷轧钢板主要采用洛氏硬度计来检测硬度,通常用HRB标尺,较硬的用HRC标尺。薄板材料可以用韦氏硬度计,也可以用表面洛氏硬度计HRN或HRT标尺。 用于冲压件加工的黄铜板的硬度可以用洛氏硬度计的HRB标尺进行检测。较软的黄铜板和紫铜板采用HRF标尺。较薄的板材采用HRT标尺。 用于冲压件加工的铝合金板可用韦氏硬度计检测,材料厚度大于13mm时可改用巴氏硬度计,纯铝板或低硬度铝合金板应采用巴氏硬度计。 用于冲压件加工的各种金属的极薄板材都可以采用表面洛氏硬度计的HR30T标尺并配合金刚石点砧座,用这种方式测试HR30Tm硬度值。测试的薄板厚度可小于0.05mm。这种试验方法在国家标准GB/T 230.1-2004的附录A中被规定。也可以采用表面洛氏硬度的HR15T和HR45T标尺,测试后换算成HR30Tm硬度值。2、冲压件模具的硬度检测 冲压件模具的主要材料是模具钢(包括工具钢和高速钢),有时还要用到硬质合金。 冲压件模具通常要求具有很高的硬度和耐磨性,热处理是必不可少的。 模具钢的硬度检测主要采用洛氏硬度计,测试HRC硬度值。当模具较大,不便移动时可采用里氏硬度计。硬质合金的硬度检测采用洛氏硬度HRA标尺。 为了得到高的表面硬度和耐磨性,许多冲压件模具和冲压件模具配件都要进行表面热处理,例如表面渗氮。对于这样的模具人们非常关心它的表面硬度和硬化层深度。对于体积不太大,移动方便的冲压件模具,可直接在表面洛氏硬度计上测试其表面硬度HRN值。体积较大,不易移动的只好采用切割试样的办法,取样后在表面洛氏硬度计上测试HRN值。也可以用维氏硬度计测试HV值。还有一种办法是用相同材料制成小块试片,在相同条件下进行热处理,然后测出试片的硬度值,以此来估计冲压件模具的硬度。 PHR系列便携式表面洛氏硬度计可以用于一部分小型冲压件模具表面硬度的测试。遗憾的是这种仪器的最大开口只有50mm,许多大一些的冲压件模具无法测试。开口为100mm和200mm的表面洛氏硬度计正在研制中,届时很大一部分冲压件模具都可以在现场测试了。 表面热处理冲压件模具的硬化层深度可以用维氏硬度计检测。 在测试经过表面热处理的冲压件模具钢硬度时,有一种错误的做法值得纠正。这就是在这种场合不适当地使用里氏硬度计。里氏硬度计的优点是轻便,带有电脑,使用简单,换算成各种硬度值都很方便。但是它的问题是只能测试厚重的工件,测试具有单一材质的工件。对于具有表面硬化层的工件无法测试出准确的硬度值,因为这种工件已经不是单一材质了。这是由里氏硬度计的原理决定的(里氏硬度计的测量条件)。 布、洛、维三种常用硬度计都是采用静态测试原理,都是将一个硬质压头缓慢地压入试样表面,然后测试压痕深度或尺寸,确定硬度值的大小。而里氏硬度计采用的是动态测试原理。它是将一个规定质量的球体以规定速度冲击试样表面,测试它初速度与反弹后速度之差,以此来确定试样的硬度值。里氏硬度计是靠测试材料的反弹力确定硬度的。它施加给试样的动能要沿作用力方向传递到很深的部位(至少要深达几厘米)。要理解这一点,只要看一下里氏硬度计的标准硬度块有多厚就清楚了。假如,有两个同样尺寸,同样硬度的工件,表面又用相同的工艺进行了氮化处理,氮化层硬度相同,只是厚度一个为0.5mm,另一个为1.0mm。这时如果用里氏硬度计测试工件的硬度,显然会得出不同的结果。很明显它测出来的硬度值既不是氮化层的硬度,也不是基材的硬度,而是二者共同作用的结果,因表面层的厚度不同,必然会得出不同的结果。结论是里氏硬度计不能用于具有表面硬化层的工件。3、冲压件中间产品和冲压件制成品的硬度检测 冲压件中间产品和冲压件制成品的硬度检测都可以采用洛氏硬度计。有些冲压零件比较小,还具有较复杂的形状,可以用来测试的平面很小,这样的冲压件无法在普通台式硬度计上检测。便携式洛氏/表面洛氏硬度计可以配上一个测试小零件专用的点式砧座,它的支承面很小,许多形状复杂的小冲压件都可以用这种仪器检测。该仪器如果配上一个由铸铁制成的支承座,还可以放到桌面上当台式机使用,可以对成批的小冲压件做逐件检测。 对于各种金属的薄板冲压件,可以用便携式表面洛氏硬度计检测。对于极薄的冲压件,可以用便携式表面洛氏硬度计配合金刚石点砧座测试其HR30Tm硬度。对于冲压成细筒状的冲压件,可以用本公司代理的便携式管材洛氏硬度计检测,冲压件内孔直径可以小到4.8mm。
在实验中,碰到一个问题:测量纯水中氢原子的自旋晶格弛豫时间时,需要知道氢的90度脉冲。但是由于水有很强的阻尼效应,实践中按照标准办法难以判断是否是90度脉冲。大家有什么建议吗?谢谢
[table][tr][td]按原理可大致分为:速度式流量计、容积式流量计、质量流量计等按计量器具管理可以分为:强制检定流量计和非强制检定流量计。按照使用介质可分为:水、气和油的流量计。 测量流量仪表有哪些 按测量原理可分为如下几个大类: 1、力学原理:属于此类原理的仪表有利用伯努利定理的差压式、转子式;利用动量定理的冲量式、可动管式;利用牛顿第二定律的直接质量式;利用流体动量原理的靶式;利用角动量定理的涡轮式;利用流体振荡原理的旋涡式、涡街式;利用总静压力差的皮托管式以及容积式和堰、槽式等等。 2、电学原理:用于此类原理的仪表有电磁式、差动电容式、电感式、应变电阻式等。 3、声学原理:利用声学原理进行流量测量的有超声波式.声学式(冲击波式)等。 4、热学原理:利用热学原理测量流量的有热量式、直接量热式、间接量热式等。 5、光学原理:激光式、光电式等是属于此类原理的仪表。 6、原子物理原理:核磁共振式、核辐射式等是属于此类原理的仪表. 7、其它原理:有标记原理(示踪原理、核磁共振原理)、相关原理等。[/td][/tr][/table]







 我要推广仪器
我要推广仪器
 下载APP
下载APP