[font=&]请教各位老师,电线电缆的绝缘厚度为什么要求第一次测量要从最薄处进行?投影仪下确定好含最薄点的6个点位之后,跟第一次测哪个点的顺序有关吗?GB 2951.11-2008的标准中对绝缘和护套厚度的测量要求为什么特意进行了区分?8.2.4条款里面,护套的厚度测试要求就是“在任何情况下,应有一次测量在护套最薄处进行”,8.1.4条款里面,绝缘的厚度测量要求就是“在任何情况下,第一次测量应在绝缘最薄处进行”。谢谢!PS:在其它板块发了没有老师回复,所以在这里也求助一下,如果有熟悉线缆测试的老师麻烦指点指点,谢谢![/font]
在si片上镀一层纳米碳膜,碳膜表面光洁如镜面,采用椭偏仪测量薄膜的厚度,测量时选择基底材料为si,将k设为0(透明薄膜,不知是否准确或透明薄膜如何定义?),根据SEM测量得到的薄膜厚度拟合得到一个n值(2.0921),采用此n值对类似情况下制备的薄膜进行厚度测量,测量得到的结果还行,基本与肉眼看到的薄膜厚度差别相当。不知此方法是否正确?1.是否能采用透明膜的测量方法测量碳膜?2.采用同一n值测量厚度是否合适?希望高手指点,谢谢!
厚度的测量方法有多种,总体上分为非接触式与接触式,非接触式包括射线,涡流,超声波,红外等多种类型,接触式行业中也称为机械式测厚,分为点接触式与面接触式。厚度测量仪的用途:适用于塑料薄膜、薄片、隔膜、纸张、箔片、硅片等各种材料的厚度精确测量。 在选择厚度测厚仪这样的机械设备时,往往都通过比较做出选择,知名品牌也是参考的一点,但是设备的质量也尤为重要。大成精密厚度测量仪就符合这两点的厂家,在国内来说,他们做的是相当不错的,自主研发生产,质量高,进一步确保了高精度,高效率,高稳定性的测量。得到了得到了消费者的大力认可。[align=center][img]http://img.mp.sohu.com/upload/20170516/8bbeebc80b4b42248dbe8f8aabbea7dc_th.png[/img][/align] 厚度测量仪又叫金属厚度测量仪、钢管厚度测量仪、钢板厚度测量仪、厚度测量仪价格、厚度测量仪厂家、金属超声测厚仪、超声厚度测量仪、超声测厚仪价格、数显超声测厚仪、便携式测厚仪、超声波测厚仪价格、超声波测厚仪品牌、数显测厚仪、电子测厚仪、精密测厚仪、超声测厚计、超声测厚仪器、高温测厚仪、不锈钢测厚仪、模具测厚仪、带钢测厚仪、钢结构测厚仪、压力容器测厚仪、压力罐测厚仪、金属管道测厚仪、无损测厚仪是采用最新的高性能、低功耗微处理器技术,基于超声波测量原理,可以测量金属及其它多种材料的厚度,并可以对材料的声速进行测量。可以对生产设备中各种管道和压力容器进行厚度测量,监测它们在使用过程中受腐蚀后的减薄程度,也可以对各种板材和各种加工零件作精确测量。 超声波测量厚度的原理与光波测量原理相似,当探头发射的超声波脉冲通过被测物体到达材料分界面时,脉冲被反射回探头通过精确测量超声波在材料中传播的时间来确定被测材料的厚度。凡能使超声波以一恒定速度在其内部传播的各种材料均可采用此原理测量。 厚度测量仪哪个品牌比较好?不同类型的测厚仪,对应不一样的行业,适用范围也有所不同,那么大家在选购测厚仪时,就需要对特定的测厚仪有所了解。如在选择厚度测量仪上有需要提供产品和知识帮助的友们,欢迎来电大成精密公司来咨询。
基体是陶瓷,陶瓷上有层钼和锰的氧化物层,厚度10UM--50多UM,外层是镍层,厚度是1-10UM,请问用什么仪器可以测两层或多层厚度,暂时我了解了X荧光测厚仪,换有别的仪器可以测量吗
我们想买测量金属混合镀层的厚度,到底应该选择 [color=#333333]赛默飞(fisher)的还是菲希尔(fischer )的,[/color][color=#333333]感觉差一个字母,都是测量这块的厂家,[/color][color=#333333]哪个更专业?[/color][color=#333333]Fe基材,测量锌镍混合镀层厚度;[/color][color=#333333]Cu基材,测量锌或银镀层厚度;[/color][color=#333333]等等。[/color][color=#333333][/color]
请问在电镜中,或是用其他什么办法可以测量金属透射样品观察区域的厚度吗?如果不是区域的,有什么好的办法测量平均厚度(可观察区域的)的吗?万分感谢
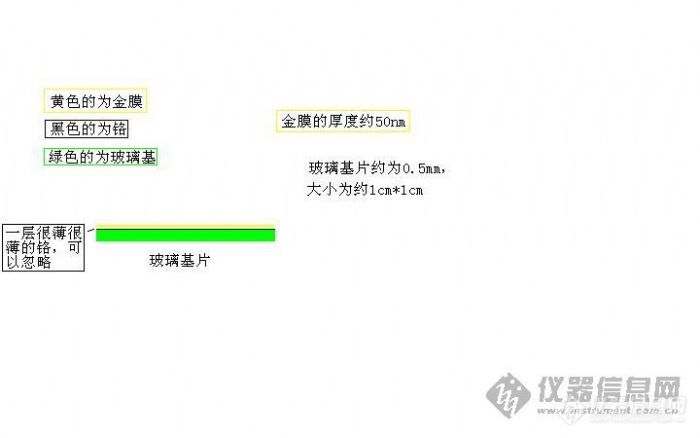
我不是很清楚哪个版块有技术可以解决这个问题,估计电镜也许可以,所以先发在这个版块,要是有其他版块有此项技术请告知一下,我再转发。谢谢!我们需要测量的金膜是溅射在玻璃基片上的。玻璃基片约0.5mm厚,大小约1cm*1cm。基片上有一层很薄很薄的铬,完全可以忽略,金膜溅射在铬上的,厚度约50nm左右,我们想比较准确测量一下其厚度,误差 1-3nm以内吧。误差5-10nm左右呢???示意图如下[img]http://ng1.17img.cn/bbsfiles/images/2009/03/200903231024_140067_1613111_3.jpg[/img]
[url=http://www.dscr.com.cn][color=#333333]超声波测厚仪[/color][/url]穿过涂层测厚度的原理: 钢中纵波声速具代表性的为5.900m/s(0.2320in/us),但是在漆层或类似涂层中声速一般低于2.500m/s(0.1000in/us)。常规超声设备在测量带漆层金属的总厚度时将错误地以钢的声速测量涂层,这意味着涂层将显示至少2.35倍(两种声速的比值)其真实厚度的值。在涉及厚涂层和紧公差的情况下,由涂层引入的这种误差可以为总厚度测量的很大一部分。这个问题的解决方案是以这样一种方法----从测量中将涂层成分去除----来测量或计算厚度。 回波―回波测量简单地应用了在两个相邻底面回波间的时间间隔的成熟技术,这个时间间隔代表了透过检测材料的声波的连续往返行程时间。在那些带涂层金属的情况中,这些多次回波只能发生在金属中而不是涂层中,因此任何一对回波的间隔(底面回波1到2、底面回波2到3等),只代表了已去除涂层厚度后的金属厚度。 透过涂层测量要使用一个专利软件来确定在涂层中一个往返行程代表的时间间隔。该时间间隔用于计算和显示涂层厚度,并且通过从总测量值中减去该时间间隔,仪器也能计算和显示金属底层厚度。 上述每一种技术都有优点和缺点,对一个特定的应用都应该考虑选择哪一种方法最好: 透过涂层测量优点: 1,能测量多种金属厚度,具代表性的,在钢中能从1mm到50mm 2,只需要一个回波 3,在点蚀情况能更精确地测量剩余地最小厚度 透过涂层测量缺点: 1,涂层最薄为0.125mm 2,涂层表面应当比较光滑 3,需要使用2种特定探头中地一个4,最高表面温度大约为50℃或51.67℃ 回波-回波测量优点: 1,可使用多种普通探头工作 2,常能穿透粗糙表面涂层工作 3,用适当的探头能在接近500℃或498.89℃的高温时工作 回波-回波测量缺点: 1,需要多次底面回波,在严重腐蚀的金属中可能不存在多次底面回波 2,厚度范围比透过涂层测量限制更多
现在客户要求内校报告也须提供测量不确定度评估,以前我没有做过,现在想从常见的长度类仪器开始做,不知道那位有卡尺和厚薄规(厚度仪)不确定度评估实例,能否发一份给我?非常感谢![em54] email:pwindy.98@163.comor pengxz@nienyi.com.tw
非金属涂层厚度用什么仪器来测量?

[align=center][size=21px]测量单板厚度的器具改进[/size][/align][size=18px]游标卡尺测量单板厚度会带来一定的正向误差,因此测量结果总是比相对真值要大。根据这一结果对单板测量工具的改进进行了调查。[/size][size=18px]调查结果如下[/size]1、 [size=18px]现有游标卡尺无法满足单板精确测量的原因。[/size][size=18px] 满足测量准确的一个重要原则是要满足阿贝原则。其定义:“如果要使测量仪器得出正确的测量结果,则必须将仪器的标尺安装在被测件测量中心线的延长线上。”凡违反阿贝原则所产生的误差叫阿贝误差。 符合阿贝原则所产生的误差是二次误差,当表尺与被称为测件测量中心线的夹角很小时,此误差可忽略不计。不符合阿贝原则所产生的误差是一次误差,标准尺与被测件的距离越大,误差越大,它是一种不可忽视的误差。公司现用的游标卡尺测量单板厚度为面对面的接触测量,要想满足测量的精确度必须为面对点的测量。因此从设计上来看游标卡尺是违反了阿贝原则的。为减少所产生的测量误差,一方面要提高导轨的加工精度,另一方面在测量时尽量缩短标准尺与被测件的距离。在实际操作游标卡尺测量单板厚度时无法保证每个操作人员进行精确测量。因此使用现有游标卡尺进行单板厚度测量存在一定正向误差。[/size]2、 [size=18px]对现有游标卡尺进行改造。[/size][size=18px] 要消除游标卡尺测量单板所带来的误差可以对卡尺进行适当的改造以达到满足阿贝原则的目的。游标卡尺两个接触面,可以将其中一个接触面改造为半球型,从而满足点与面接触这个条件。但我公司现有的条件要进行游标卡尺的改造具有一定难度。要对卡尺改造只能联系特定厂家进行改造。此种方法费时费力因此不建议采纳。[/size]3、 [size=18px]采购满足单板测量需要的专用工具。[/size][size=18px]在市面上有许多专业用于测量我公司产品单板厚度的量具。其中一种数显千分厚度仪结构简单、精度可靠能满足我公司产品测量需要,具体结构见图(1)。[/size][size=18px]图(1)[/size][img]https://ng1.17img.cn/bbsfiles/images/2020/06/202006250900588362_2466_4034730_3.png[/img][size=18px]数显千分厚度仪[/size][size=18px]该厚度仪接触面为点对点,可以精确测量单板厚度。且该仪器结构简单操作方便也便于携带。价格方面该器具单价普遍低于1000元要低于我们目前所使用的游标卡尺价格。通过与计量专家黄老师的沟通他认为该种器具从测量范围、精度、重复性和使用方便程度上都可以满足我们的测试需求。[/size]4、 [size=18px]建议[/size][size=18px]由于现有游标卡尺功能繁多易损坏且采购价格昂贵无法满足单板厚度测量精度要求。因此建议使用千分测厚仪来替代进行单板厚度测量。千分测厚仪结构简单不易损坏且满足测量单板厚度的专业要求。建议先采购一件进行试用,效果符合我公司生产要求可以进行推广。替换该种器具不仅可以节约器具的采购成本还能更加准确的监控单板厚度质量。[/size]
一、磁吸力原理测厚仪利用永久磁铁测头与导磁的钢材之间的吸力大小与处于这两者之间的距离成一定比例关系可测量覆层的厚度,这个距离就是覆层的厚度,所以只要覆层与基材的导磁率之差足够大,就可以进行测量。鉴于大多数工业品采用结构钢和热轧冷轧钢板冲压成形,所以磁性测厚仪应用最广。测量仪基本结构是磁钢,拉簧,标尺及自停机构。当磁钢与被测物吸合后,有一个弹簧在其后逐渐拉长,拉力逐渐增大,当拉力钢大于吸力磁钢脱离的一瞬间记录下拉力的大小即可获得覆层厚度。一般来讲,依不同的型号又不同的量程与适应场合。 在一个约350º角度内可用刻度表示0~100µm;0~1000µm;0~5mm等的覆层厚度,精度可达5%以上,能满足工业应用的一般要求。这种仪器的特点是操作简单、强固耐用、不用电源和测量前的校准,价格也较低,很适合车间作现场质量控制。 二、磁感应原理测厚仪磁感应原理是利用测头经过非铁磁覆层而流入铁基材的磁通大小来测定覆层厚度的,覆层愈厚,磁通愈小。由于是电子仪器,校准容易,可以实多种功能,扩大量程,提高精度,由于测试条件可降低许多,故比磁吸力式应用领域更广。当软铁芯上绕着线圈的测头放在被测物上后,仪器自动输出测试电流,磁通的大小影响到感应电动势的大小,仪器将该信号放大后来指示覆层厚度。早期的产品用表头指示,精度和重复性都不好,后来发展了数字显示式,电路设计也日趋完善。近年来引入微处理机技术及电子开关,稳频等最新技术,多种获专利的产品相继问世,精度有了很大的提高,达到1%,分辨率达到0.1µm,磁感应测厚仪的测头多采用软钢做导磁铁芯,线圈电流的频率不高,以降低涡流效应的影响,测头具有温度补偿功能。由于仪器已智能化,可以辨识不同的测头,配合不同的软件及自动改变测头电流和频率。 一台仪器能配合多种测头,也可以用同一台仪器。可以说,适用于工业生产及科学研究的仪器已达到了了非常实用化的阶段。利用电磁原理研制的测厚仪,原则上适用所有非导磁覆层测量,一般要求基本的磁导率达500以上。覆层材料如也是磁性的,则要求与基材的磁导率有足够大的差距(如钢上镀镍层)。磁性原理测厚仪可以应用在精确测量钢铁表面的油漆涂层,瓷、搪瓷防护层,塑料、橡胶覆层,包括镍铬在内的各种有色金属电镀层,化工石油行业的各种防腐涂层。对于感光胶片、电容器纸、塑料、聚酯等薄膜生产工业,利用测量平台或辊(钢铁制造)也可用来实现大面积上任一点的测量。
我现在需要测量ITO薄膜的厚度,透明的薄膜,大概200纳米左右。用椭偏仪行不行?是不是还需要薄膜的折射率?希望各位大侠指导一下[em61] [em09]
[align=center][font=宋体][size=16.0000pt]关于测量车间单板厚度的器具改进调查[/size][/font][/align][font=宋体][size=14.0000pt]10[font=宋体]月[/font][font=Calibri]19[/font][font=宋体]日广电计量专家对我司计量相关人员进行了计量方面的知识培训。在培训中黄老师提出使用现有的游标卡尺测量单板厚度会带来一定的正向误差,因此测量结果总是比相对真值要大。根据这一结果对单板测量工具的改进进行了调查。[/font][/size][/font][font=宋体][size=14.0000pt]调查结果如下:[/size][/font][font=宋体][size=14.0000pt]一、[/size][/font][font=宋体][size=14.0000pt]现有游标卡尺无法满足单板精确测量的原因。[/size][/font][font=宋体][size=14.0000pt] [font=宋体]满足测量准确的一个重要原则是要满足阿贝原则。其定义:[/font]“如果要使测量仪器得出正确的测量结果,则必须将仪器的标尺安装在被测件测量中心线的延长线上。”凡违反阿贝原则所产生的误差叫阿贝误差。 符合阿贝原则所产生的误差是二次误差,当表尺与被称为测件测量中心线的夹角很小时,此误差可忽略不计。不符合阿贝原则所产生的误差是一次误差,标准尺与被测件的距离越大,误差越大,它是一种不可忽视的误差。公司现用的游标卡尺测量单板厚度为面对面的接触测量,要想满足测量的精确度必须为面对点的测量。因此从设计上来看游标卡尺是违反了阿贝原则的。为减少所产生的测量误差,一方面要提高导轨的加工精度,另一方面在测量时尽量缩短标准尺与被测件的距离。在实际操作游标卡尺测量单板厚度时无法保证每个操作人员进行精确测量。因此使用现有游标卡尺进行单板厚度测量存在一定正向误差。[/size][/font][font=宋体][size=14.0000pt]二、[/size][/font][font=宋体][size=14.0000pt]对现有游标卡尺进行改造。[/size][/font][font=宋体][size=14.0000pt] [font=宋体]要消除游标卡尺测量单板所带来的误差可以对卡尺进行适当的改造以达到满足阿贝原则的目的。游标卡尺两个接触面,可以将其中一个接触面改造为半球型,从而满足点与面接触这个条件。但我公司现有的条件要进行游标卡尺的改造具有一定难度。要对卡尺改造只能联系特定厂家进行改造。此种方法费时费力因此不建议采纳。[/font][/size][/font][font=宋体][size=14.0000pt]三、[/size][/font][font=宋体][size=14.0000pt]采购满足单板测量需要的专用工具。[/size][/font][font=宋体][size=14.0000pt][font=宋体]在市面上有许多专业用于测量我公司单板厚度的量具。其中一种数显千分厚度仪结构简单、精度可靠能满足我公司产品测量需要,具体结构见图([/font]1[font=宋体])。[/font][/size][/font][font=宋体][size=14.0000pt][font=宋体]图([/font]1[font=宋体])[/font][/size][/font][img=,379,318]file:///C:\Users\ADMINI~1\AppData\Local\Temp\ksohtml6548\wps1.jpg[/img][font=宋体][size=14.0000pt]数显千分厚度仪[/size][/font][font=宋体][size=14.0000pt][font=宋体]该厚度仪接触面为点对点,可以精确测量单板厚度。且该仪器结构简单操作方便也便于携带。价格方面该器具单价普遍低于[/font]1000[font=宋体]元要低于我们目前所使用的游标卡尺价格。通过与广电计量专家黄老师的沟通他认为该种器具从测量范围、精度、重复性和使用方便程度上都可以满足我们的测试需求。[/font][/size][/font][font=宋体][size=14.0000pt]四、[/size][/font][font=宋体][size=14.0000pt]建议[/size][/font][font=宋体][size=14.0000pt]由于现有游标卡尺功能繁多易损坏且采购价格昂贵无法满足单板厚度测量精度要求。因此建议使用千分测厚仪来替代进行单板厚度测量。千分测厚仪结构简单不易损坏且满足测量单板厚度的专业要求。建议先采购一件进行试用,效果符合我公司生产要求可以进行推广。替换该种器具不仅可以节约器具的采购成本还能更加准确的监控单板厚度质量。[/size][/font]
铝表面自然生长的氧化膜通常小于10nm,如果经过退火处理,氧化膜会随温度升高而增厚,曾经有人用SEM-EDS 测量铝样品表面区的氧的相对含量(面积比),并利用ESCA 化学分析电子光谱测量氧化膜的厚度,最后得出氧化膜厚度和氧相对含量的关系式,这样就可以通过电镜能谱得到氧化膜的厚度。但以上方法对于电镜的试验条件变化比较敏感。又听说利用辉光光谱GDS或GDOES可以测量类似的氧化膜厚度,即通过测量氧的浓度分布来反映膜的厚度,我相信这是可行的,各位谁知道上海哪里有这样的仪器?又听说可以用XPS来测量膜厚,谁知道这方面的信息?
本人使用日本精工仪器测量铁基材料上磷镍镀层与通过做切片用电子显微镜测量的结果相差0.5um,是通过纯镍标准片建立工作曲线的,只测定了镍的的厚度为2.5um,通过SME拍照厚度为3.1um,想请教我能用什么方法把这个磷镍镀层的尺寸测得与实际尺寸接近,如果用XRF测试其修正参数应怎样确认,谢谢!
各位专家!弱弱的问一下,LED200微米见方的芯片(垂直结构),电极在上方,怎么样用电镜来测量电极的厚度。图片传不上去,见谅!后续在传。
客户的材料是球墨铸铁,零件大小大约4CM,由于铸造过程中管壁厚道不一样,问题是超声波测厚仪只能测一个点的厚道,三坐标由于工件太小顾不能测量,现在寻求一种可以测不规则壁厚的厚度的仪器或方法测量。
[align=center][size=16px]酶标仪测量微丸包衣膜[/size][size=16px]厚度[/size][/align][font='宋体'][size=16px][color=#000000]确定指示剂,具有紫外吸收的物质;[/color][/size][/font][font='宋体'][size=16px][color=#000000]将指示剂按设定质量比加[/color][/size][/font][font='宋体'][size=16px][color=#000000]入微丸[/color][/size][/font][font='宋体'][size=16px][color=#000000]的包衣混合物中;[/color][/size][/font][font='宋体'][size=16px][color=#000000]将含有指示剂的包衣混合物进行包衣;[/color][/size][/font][font='宋体'][size=16px][color=#000000]配制指示剂的标准溶液,并配制各个浓度的指示剂溶液,[/color][/size][/font][font='宋体'][size=16px][color=#000000]将酶标[/color][/size][/font][font='宋体'][size=16px][color=#000000]仪调到指示剂对应的吸收波长处,测量各个浓度的指示剂溶液的吸光度,建立吸光度[/color][/size][/font][font='宋体'][size=16px][color=#000000]-[/color][/size][/font][font='宋体'][size=16px][color=#000000]浓度标准曲线;[/color][/size][/font][font='宋体'][size=16px][color=#000000]取包衣后的微丸,将其溶解于设定体积的液体中后,过滤,利用酶标仪在相应的吸收波长处测量溶液的吸光度,以确定溶液中指示剂的浓度,以计算包衣膜的厚度。[/color][/size][/font][font='宋体'][size=16px][color=#000000]该种方法能够精确快速地测定微丸包衣的厚度。[/color][/size][/font]
请问谁知道正常氧化条件下铝的氧化膜厚度的测量方法,估计在10nm以下。听说用辉光光谱可以测,上海哪里有这个仪器呢?另外ESCA 化学分析电子光谱也能测,谁知道具体信息。还有人说XPS也能测,谁知道?
铜杆表面氧化物厚度测量用什么仪器?麻烦各位大神
听说可以用XRF来测量薄膜厚度,并且可以测多层膜的厚度,但是不知道原理是什么。请版上的各位老师介绍一下技术原理与操作时注意要点。 万分感谢!
市面上都有哪些涂层厚度测量仪器
求助:SEM倾斜拍摄后,测量厚度与实际不一致,这是为什么?新手,不是很明白,请大家帮忙解释以下
请问TEM微栅碳膜的厚度一般多少? 怎样测量? 先谢了.
请问TEM微栅碳膜的厚度一般多少? 怎样测量? 先谢了.
在一篇文献中看到有这么一句话 “The thickness of the field was estimeated by counting the number of extinction fringes either at an inclined grain boundary or at the edge of a wedge-shape foil”. 我有三个问题想请教大家:1. 这种测量方法的原理是什么2. extinction fringe的数目可以直接数出来,然后怎么得到厚度呢?是直接乘以该材料的extinction distance么?3. 这个extinction distance怎么得到?能否直接查到,如果不能的话,我做的是ALMgSi合金,能够告诉我该材料的extinction distance 或者给出相应的计算方法 谢谢!我在其他文献中也看到有其它的测量方法,如CBED (貌似计算比较复杂)和EELS (快速,可惜我还没学STEM的操作)。不知道这三者哪种方法的精度高。
[color=#444444] 10月25日,全国新材料与纳米计量技术委员会发布了《锡膏厚度测量仪校准规范》征求意见稿,并面向全国有关单位征求意见。[/color][color=#444444][/color][align=left] 锡膏厚度测量仪是一种利用光学原理,快速测量印刷电路板上的锡膏块的厚度等几何元素的非接触式测量仪器,广泛应用于SMT(Surface Mount Technology)生产贴片领域,是评价和管控锡膏印刷质量的重要测量设备。[/align][align=left] 本规范由广东省计量科学研究院、山东省计量科学研究院、苏州市计量测试院、中国计量科学研究院、广州计量检测技术研究院和天津大学负责制定。[/align][align=left] 本规范主要依据JJF1071-2010《国家计量校准规范编写规则》进行编制,JJF1001-2011《通用计量术语及定义》、JJF1059.1-2012《测量[url=http://www.jlck.net/forum-279-1.html]不确定度[/url]评定与表示》、JJF 1094-2002《测量仪器特性评定》共同构成支撑校准规范制定工作的基础性系列规范。[/align][align=left] 本规范为首次制定,主要技术内容和计量特性参考了JJF 1306-2011 《X射线荧光镀层测厚仪校准规范》和JJG 818-2005 《磁性、电涡流式覆层厚度测量仪检定规程》的部分内容。[/align][align=left] 按照JJF 1071—2010《国家计量校准规范编写规则》的要求制定锡膏厚度测量仪校准规范,在内容和格式上与JJF 1071—2010保持一致。校准规范的具体内容有范围、概述、计量特性、校准条件、校准项目和校准方法、校准结果的表达、复校时间间隔等。[/align][align=left] 本规范适用于分辨力为(0.1-1)m、测量范围不大于600m的锡膏厚度测量仪的校准。[/align][align=left] 目前使用中的锡膏厚度测量仪的测量范围大多在(20-400)μm左右,部分新的仪器最大厚度可达到1mm以上。根据查询资料及调研统计,大部分锡膏测厚仪的常用范围在(100-150)μm,极少有达到几百微米以上,实际上不可能将锡膏做到这么大的厚度。起草组经讨论后决定将规范适用范围定为(0-600)μm,最大校准点达到测量上限的2/3,故标准台阶块最大厚度达到400 μm即可。(更多详情请见附件)。[/align][align=left]附件:[u][url=http://www.zhaojiliang.cn/data/uploads/bdattachment/file/20181026/1540524700379110.docx]锡膏厚度测量仪校准规范 (征求意见稿).docx[/url][/u][/align]
我想用本原的CSPM5500测石墨片样品的厚度。我一般是在扫描完成后用图形处理软件中用“生成剖面线”的方法,但是出来的曲线都找不到一点稍微平整的地方,连基底(我用的Si片)都是很锯齿状的线,我实在不知道怎么找到起点和终点。想请教一下啊,我用“生成剖面线”的方法测量样品厚度可行不?为什么找不到平整的线呢?谢谢大家的热心解答:)
请教关于不锈钢TEM样品的厚度问题:1. 200KeV的电子在不锈钢中能穿透的最大厚度是多少,如何计算?2. 200KeV的电子做不锈钢样品的TEM实验,最佳的样品厚度是多少?3. 在电解双喷或离子减薄制备样品时,如何把观察区的厚度控制在100纳米或50纳米以下?4.观察区的厚度如何测量?据说等厚干涉可以粗略测量观察区的厚度,具体怎么测量呢?敬请赐教,万分感谢!







 我要推广仪器
我要推广仪器
 下载APP
下载APP