长度测量工具 dimensional measuring instrument 将被测长度与已知长度比较,从而得出测量结果的工具,简称测量工具。长度测量工具包括量规、量具和量仪。习惯上常把不能指示量值的测量工具称为量规;把能指示量值,拿在手中使用的测量工具称为量具;把能指示量值的座式和上置式等测量工具称为量仪。 简史 最早在机械制造中使用的是一些机械式测量工具,例如角尺、卡钳等。16世纪,在火炮制造中已开始使用光滑量规。1772年和1805年,英国的J.瓦特和H.莫兹利等先后制造出利用螺纹副原理测长的瓦特千分尺和校准用测长机。19世纪中叶以后,先后出现了类似于现代机械式外径千分尺和游标卡尺的测量工具。19世纪末期,出现了成套量块。继机械测量工具出现的是一批光学测量工具。19世纪末,出现立式测长仪,20世纪初,出现测长机。到20年代,已经在机械制造中应用投影仪、工具显微镜、光学测微仪等进行测量。1928年出现气动量仪,它是一种适合在大批量生产中使用的测量工具。电学测量工具是30年代出现的。最初出现的是利用电感式长度传感器制成的界限量规和轮廓仪。50年代后期出现了以数字显示测量结果的坐标测量机(见三坐标测量机)。60年代中期,在机械制造中已应用带有电子计算机辅助测量的坐标测量机。至70年代初,又出现计算机数字控制的齿轮量仪,至此,测量工具进入应用电子计算机的阶段(见长度计量技术)。 分类 测量工具通常按用途分为通用测量工具、专类测量工具和专用测量工具3类。 测量工具还可按工作原理分为机械、光学、气动、电动和光电等类型。这种分类方法是由测量工具的发展历史形成的。但一些现代测量工具已经发展成为同时采用精密机械、光、电等原理并与电子计算机技术相结合的测量工具,因此,这种分类方法仅适用于工作原理单一的测量工具。 通用测量工具 可以测量多种类型工件的长度或角度的测量工具。这类测量工具的品种规格最多,使用也最广泛,有量块、角度量块、多面棱体、正弦规、卡尺、千分尺、百分表(见百分表和千分表)、多齿分度台、比较仪、激光干涉仪、工具显微镜、三坐标测量机等。
JJG536—1998《旋光仪及旋光糖度计》之第12条规定,测试管长度允许误差正负5微米,要求量具或仪器允许误差不大于试管长度允许误差的三分之一。要用什么量具或仪器测量呢?按理还应该是去测测试管的深度,因为长度应该是指测试管内,被测液柱的长度哦?
请教各位老师一个问题,长度的测量精确至0.10mm和精确至0.01mm,有区别吗?
有个问题, 从100个病毒标本中提取RNA样本。RNA是2 X 106 Da, 在SEM下长度应该是10um. 但是测量的结果是9.3-10.7um. 哪些因素是影响测量结果?
请问合成短纤维长度的测量方法 及使用什么仪器
在测量纱线长度时,一般需要施加一定的张力去除纱线的卷曲,但是对于弱捻或无捻产品强力很低,稍微用力就容易拉断,这种情况张力如何设定?怎么能判定纱线自然伸长?
[font=宋体]长度计量按其测量对象来分,可包括以下几个方面的内容:[/font] (1)[font=宋体]长度尺寸——如端度、轴孔直径、坐标尺寸、线纹间尺寸、箱体结构尺寸等;[/font] (2)[font=宋体]角度一如平面角[/font]([font=宋体]斜率等[/font])[font=宋体]、圆分度、空间位置角[/font]([font=宋体]如两轴交错的夹角[/font])[font=宋体]、锥度等;[/font] (3)[font=宋体]表面形状和位置—平面度、直线度、圆度、垂直度、平行度等;[/font] (4)[font=宋体]表面粗糙度[/font]([font=宋体]微观不平度[/font])[font=宋体]和波度;[/font] (5)[font=宋体]齿轮。螺纹、花键及各类加工刀具等的各种工程参量。[/font]
[求助]我是新手,要测量7MM长度,精度达0.002MM,要买何仪器?在哪买?谢谢!!
最近看到有些织物密度测试的客户或者对比要求时测量2cm根数然后换算出10cm的根数,这样的话是不是容易引起偏差,是否应该按照标准规定的长度测量根数?
标准号: GB/T 16594-1996 标准名称: 微米级长度的扫描电镜测量方法 急用,谢谢大家的支持。
怎么样利用目镜测微尺来测量目标物的实际长度,没有分析软件,无法 定标?
长度计量校准有哪些仪器需要外校?长度测量工具 长度测量工具是指将被测长度与已知长度比较,从而得出测量结果的工具,简称测量工具。长度测量工具包括量规、量具和量仪。习惯上常把不能指示量值的测量工具称为量规;把能指示量值,拿在手中使用的测量工具称为量具;把能指示量值的座式和上置式等测量工具称为量仪。http://www.hzhlab.com/uploads/allimg/130905/1-130Z512100H28.jpg 最早在机械制造中使用的是一些机械式测量工具,例如角尺、卡钳等;16世纪,在火炮制造中已开始使用光滑量规;1772年和1805年,英国的瓦特和莫兹利等,先后制造出利用螺纹副原理测长的瓦特千分尺和校准用测长机;19世纪中叶以后,又出现了类似于现代机械式外径千分尺和游标卡尺的测量工具;19世纪末期,出现了成套量块。 继机械测量工具之后出现的是一批光学测量工具。19世纪末,首先出现立式测长仪;20世纪初,出现测长机;到20年代,已经在机械制造中应用投影仪、工具显微镜、光学测微仪等进行测量;1928年出现气动量仪,它是一种适合在大批量生产中使用的测量工具。 电学测量工具是30年代出现的。最初的是利用电感式长度传感器制成的界限量规和轮廓仪;50年代后期,出现了以数字显示测量结果的坐标测量机;60年代中期,在机械制造中已应用带有电子计算机辅助测量的坐标测量机;至70年代初,又出现计算机数字控制的齿轮量仪。至此,测量工具进入应用电子计算机的阶段。 测量工具通常按用途分为通用测量工具、专类测量工具和专用测量工具三类;还可按工作原理分为机械、光学、气动、电动和光电等类型,这种分类方法是由测量工具的发展历史形成的。现代很多测量工具已经发展成为同时采用精密机械、光、电等原理,并与电子计算机技术相结合的测量工具,因此,这种分类方法仅适用于工作原理单一的测量工具。 通用测量工具是指可以测量多种类型工件的长度或角度的测量工具。这类测量工具的品种规格最多,使用也最广泛,有量块、角度量块、多面棱体、正弦规、卡尺千分尺、百分表、多齿分度台、比较仪、激光干涉仪、工具显微镜、三坐标测量机等。
如题,长度测量精度0.02mm和精确到0.02mm的区别根据刚才发帖电子天平类似问题我是懂非懂了,是不是精度0.02mm的就是游标卡尺上写着0.02mm的,那精确到0.02mm,是不是要用0.01mm的卡尺呢?
长度计量传历史最长、标准设备最全、检测维修能力最强的实验室,本室共建有量块、平直度、粗糙度、光学仪器、测绘仪器、通用量具、精密测量、三坐标测量机、圆度仪、验光标准器组等共55项社会公用计量标准,负责本地区的几何量的量值传递,提供检测和校准服务,开展各项目计量仪器的检定、校准、修理。[align=center][img]https://5b0988e595225.cdn.sohucs.com/images/20190805/73fd583594f744fab6f1964fb4bd86b2.png[/img][/align]长度仪器校准实验室设有量块、精测、角度、量仪、平直度粗糙度、线纹与精密测量、通用量具等实验室,建立了社会公用计量标准。负责长度量计量标准的维护和科研开发,开展各项目几何量计量仪器的检定、校准、试验和相关计量参数的检测 长度室参与建设了重点研究精密几何计量技术应用、现代力学性能计量技术应用,进一步提升了几何量检测计量的实力,为带动经济高速发展提供准确的量值保障。仪器计量校准概略:量块:四等及以下量块、步距规、灯头、灯座量规等。线纹:线纹、带标尺放大镜、钢尺直、钢卷尺等。平面度:水平仪、平板、平尺、平晶等。螺纹类:各类公制(M)、美标(UN)、日标(JIS)、管螺纹(G)等螺纹规的检测。精测类:标准针规、标准环规、光滑极限量规、半径样板、螺纹样板等。量具类:卡尺类、指示表类、千分尺类、角度规、水平仪、测厚仪、比较仪等。测绘仪器类:工程质量检测尺、水准尺、经纬仪、建筑工程标准器等。量仪类:激光径孔仪、光学计、投影仪、测长仪、显微镜、影像测量仪、二次元、接触式干涉仪、圆度仪、坐标测量机(CMM、三次元)加工中心的检测等。
[font=&]求解惑:[/font] [font=&]1、金相图片中的标尺,所表示的长度是否包含两端线纹的宽度?[/font] [font=&]2、利用金相软件测量尺寸时,软件的测量线也是有一定宽度的,此时测量的长度是否包含两端测量线的宽度?[/font] [font=&]3、如果上述两个问题存在,那么标尺线纹宽度和测量线宽度,对于测量结果会引起一定的误差,如何操作才能尽量减小误差?[/font] [font=&]4、求推荐相关的标准或规范。 [img=,690,282]https://ng1.17img.cn/bbsfiles/images/2024/08/202408221414243014_3161_5230338_3.jpg!w690x282.jpg[/img] [/font]
[font=宋体]当前,长度计量技术总的发展趋势是[color=blue]由中小量程向大量程[/color],由一般分辨率向[color=blue]高分辨率[/color],由静态[color=blue]向动态[/color],由目测、手动、笔算[color=blue]向自动检测、记录、数据处理等[/color]方向发展,计算机技术的应用又使长度计量技术朝着[color=blue]实时控制和人工智能化方向发展[/color]。[/font] [font=宋体]从工业生产的发展历史可以看出[color=blue],机械加工精度的每一步提高总是与长度测量技术的发展水平紧密相关、相辅相成的。[/color]一种新的更高准确度的计量器具,总是伴随着工业发展的需求而产生,而一种新的更高准确度的计量器具的产生,也促进加工精度的进一步提高。[/font] [font=宋体]从游标卡尺产生的时代,即加工精度为[/font]0.1 mm[font=宋体]量级的时代,经过了加工精度为[/font]0.01 mm[font=宋体]量级[/font]([font=宋体]千分尺类量具产生[/font])[font=宋体]的时代、加工精度为[/font]0.001mm[font=宋体]量级[/font]([font=宋体]测微比较仪类产生[/font])[font=宋体]的时代,加工精度为[/font]0.0001 mm (0.1[i][font=宋体]μ[/font][/i]m) ([font=宋体]圆度仪等产生[/font])[font=宋体]的时代……到目前加工精度为[/font]0.001[i][font=宋体]μ[/font][/i]m[font=宋体]高精度表面粗糙度测量仪产生[/font])[font=宋体]的时代,长度计量伴随着工业的发展在不断提高其相对测量的准确度。[/font][font=宋体]从整个长度计量领域来看,无论是对宇宙空间的星球间距离计量还是微观世界极小尺寸的计量,都在不断探求提高其相对测量的准确度。如:[color=blue]目前测量地球到月球表面之间的距离,其不确定度仅为几厘米;微观计量方面,高度细分的光干涉和电容式测微仪已可达到[/color][/font][color=blue]10 pm(0.00001[/color][i][font=宋体][color=blue]μ[/color][/font][/i][color=blue]m)[/color][font=宋体][color=blue]量级的分辨率,比原子直径还小一个量级。[/color][/font][font=宋体]目前,我国长度计量为提高测量准确度、检测速度,减少误判率,实现大量程高分辨率、动态、自动化测量,改变以往的陈旧的测量方式,广泛采用激光、光栅、光电、.传感以及计算机控制、处理等技术改造传统仪器设备、研制新的测量仪器。[/font] [font=宋体]我国长度计量在建立基准、标准方面,在仪器研制和某些高精度零部件的测试方面,有些项目已达到或接近国际先进水平。[/font][color=blue] [/color][font=宋体][color=blue]尤其在近年来,长度计量技术在许多方面有较快的发展。[/color][/font] (1)[font=宋体]不断应用新技术,如光电、光栅、激光、激光干涉、全息电视图像分析等新技术。[/font] (2)[font=宋体]采用电子技术[/font]L[font=宋体]不断改进测量仪器的瞄准、读数及定位系统的精度。在通用量具和仪器上广泛应用了数字显示技术。[/font] (3)[font=宋体]采用计算机技术除采集和处理测量数据外,正在向实时控制和人工智能方向发展。如:带计算机的三坐标测量机,既可模拟手动操作进行自动测量,又可根据被测零件的状况选择布置测量点的方案。[/font] (4)[font=宋体]实施在线测量。将加工与测量组成一个统一的系统,对加工过程中工艺参数的变化进行连续监控测量,使之保持在预定的最佳范围内。[/font]
求解惑: 1、金相图片中的标尺,所表示的长度是否包含两端线纹的宽度? 2、利用金相软件测量尺寸时,软件的测量线也是有一定宽度的,此时测量的长度是否包含两端测量线的宽度? 3、如果上述两个问题存在,那么标尺线纹宽度和测量线宽度,对于测量结果会引起一定的误差,如何操作才能尽量减小误差? 4、求推荐相关的标准或规范。 先谢过各位大佬! [img=,690,282]https://ng1.17img.cn/bbsfiles/images/2024/08/202408211708082452_7130_5230338_3.jpg!w690x282.jpg[/img]
你好!我有2个问题在这请教一下:1.请问哪儿能购买到钢丝长度测量仪?2.我们有个2MM螺丝需要做洛氏硬度测试.我们联系的供应商说,洛氏硬度机无法给这样的小零件做测试.请问真是这样的吗?
俺才在工厂搞计量工作,是检定量块的。现有个问题向各位大侠请教。规程中说量块的长度是上端面任意点到下端面的距离。按规程规定的量上下左右中5个点,应该是最大测量值为量块的长度。但俺师傅说应该是量块的中心长度为量块的长度。他工作以来就是这样检定的。俺都糊涂了,望大侠指点。
[color=#000000]东汉铜卡尺1992年5月在扬州市西北8公里的邗江县甘泉乡(今邗江区甘泉镇)顺利清理了一座东汉早期的砖室墓,从墓中出土了一件铜卡尺(见图),此铜卡尺由固定尺和活动尺等部件构成。固定尺通长13.3厘米,固定卡爪长5.2厘米、宽0.9厘米、厚0.5厘米。固定尺上端有鱼形柄,长13厘米,中间开一导槽,槽内置一能旋转调节的导销,循着导槽左右移动。在活动尺和活动卡爪间接一环形拉手,便于系绳或抓握。两个爪相并时,固定尺与活动尺等长。使用时,将左手握住鱼形柄,右手牵动环形拉手,左右拉动,以测工件。用此量具既可测器物的直径,又可测其深度以及长、宽、厚,均较直尺方便和精确。惜因年代久远,其固定尺和活动尺上的计量刻度和纪年铭文,已锈蚀难以辨认。我们将这把铜卡尺与现代游标卡尺相比较,发现二者有惊人的相似之处。现代游标卡尺主要由主尺、固定卡爪、游标架、活动卡爪、游标尺、千分螺丝、滑块等部分组成,而铜卡尺是由固定尺、固定卡爪、鱼形柄、导槽、导销、组合套、活动尺、活动卡爪、拉手等部分组成。从组成的主要构件来看,铜卡尺的固定尺和活动尺,即是现代游标卡尺的主尺和副尺;铜卡尺的组合套、导槽和导销即是游标架。其主要差距在于:现代游标卡尺应用微分原理,通过对齐主尺和副尺的两条刻线,能精确地标出本尺所能测出的精密度,而铜卡尺只能借助指示线,靠目测估出长度单位“分”以下的数据。从中不难看出,现代游标卡尺是由汉代的铜卡尺演变发展而来,就其构造原理、性能和用途来说,汉代铜卡尺即是原始的游标卡尺。有关王莽新朝始建国元年(公元9年)铜卡尺的记载见于晚清一些著录上(如吴大澂《权衡度量实验考》和容庚所编《秦汉金文录》),共收录了五件卡尺拓本,可惜原物在解放前就已流散失传了。如今仅在中国历史博物馆和北京市艺术博物馆各收藏一件,它们都有计量刻度和纪年铭文,前者主尺长15.2厘米、卡爪长6.2厘米;后者主尺长15.37厘米、卡爪长6.1厘米,两者均比扬州出土的铜卡尺略长一些,卡爪则稍短些,其外形、构造和组合部分都相同。不过上述两件均系征集,出土地不明,而江苏扬州的铜卡尺出土地明确,甘泉乡姚湾村位于汉广陵国郡城之西北,这里曾是两汉诸侯王、贵族墓群的丛葬区域所在。东汉原始铜卡尺的出土,纠正了世人过去认为游标卡尺乃是欧美科学家发明的观念。英国在1973年出版的《英国百科全书》第10卷402页,记述游标卡尺是法国数学家维尼尔皮尔(公元1580-1637年)在1631年发明的。其实,我国早在公元一世纪初的新莽时期就己发明游标卡尺并在生产中开始应用了,从而将游标卡尺的历史上溯了一千六百多年。东汉原始铜卡尺的发现,为研究我国古代科学技术史、数学史和度量衡史提供了实例,因此,弥足珍贵。此物现在双博馆内陈列展出。长度计量技术是研究长度测量,保证量值准确和测量单位统一的技术。长度计量中的长度包括距离、角度、表面粗糙度、圆度和直线度等以“米”为基本单位的几何量,所以长度计量也常称为几何量计量。长度测量是将被测长度与已知长度比较,以确定被测长度量值的过程。量值以数字和单位表示,例如用游标卡尺测量圆柱体直径,测得的数值20.24毫米就是量值。主尺上的刻度就是已知长度。机械制造中进行长度计量是为了保证工件的互换性和产品质量,一般以毫米和微米作为测量单位。[/color]
新华社北京5月8日电(记者朱立毅)建立在中国计量科学研究院的国内首台80米大长度标准装置日前通过专家验收。这意味着用于地震形变测量、水电水坝安全监测、核电站建设等领域的测距仪、激光跟踪仪等“长尺子”有了检测和校准的依据。 大长度或大尺寸计量是近15年来随着大型制造业发展的需求逐渐发展起来的计量研究领域。目前,我国有10万余台激光测距仪、光电测距仪、激光跟踪仪等仪器,被广泛运用于精密工程测量、地震形变测量、水电水坝安全监测、核电站建设等领域。但受测量范围的限制,目前国内能够满足这些仪器检测需求的大长度检测装置还几乎处于空白状态。 为解决这个问题,中国计量科学研究院于2008年开展了这方面的研究。据项目负责人、中国计量科学研究院大长度室主任李建双高级工程师介绍,这套装置突破了此前我国室内大长度测量范围只有50米的制约,填补了测量范围大于50米的高精度测量仪器的国内检测空白,达到国际领先水平。 据了解,包括我国在内,目前已有德国、美国等7个国家建立了大长度标准装置。中国计量院的这套装置在导轨长度的指标上仅次于日本的100米导轨,在性能指标方面则处于国际领先地位。这套装置的建立为我国勘探、工程测量、地震、国防工业、航空航天、船舶和装备制造等行业应用的大长度仪器提供了重要技术基础支撑,保障其量值准确可靠。
疲劳裂纹长度测量方法及标准及仪器?[~84721~]试验机标准1 JB/T9370-1999 扭转试验机技术条件 2 GB/T3808-1995 摆锤式冲击试验机3 JB/T7796-1995 弹簧拉压试验机技术条件4 JB/T8763-2001 电液压水泥压力试机技术条件5 JB/T9371-1999 弯折试验机技术条件6 GB/T7200-1997 橡胶、塑料拉力、压力、弯曲试验技术要求7 JB/T9374-1999 纯弯曲疲劳试验机技术条件8 JB/T7797-1995 橡胶、塑料拉力试机技术条件9 JB/T5523-91 液压式弹簧压力试验机10 JB/T9793-1999 拉力蠕变试验机技术条件11 GB/T16941-1996 电了式万能试验机12 GB/T6826-1997 电液式万能试验机 13 JB/T8612-1997 电液伺服万能试验机14 GB6395 金属高温伸试验机的检验15 GB/T3808-2002 摆锤式冲击试验机的检验16 JB/T9396-1999 环块磨损试验机技术条17 JB/T5488-91 高频疲劳试验机18 JB/T9397-2002 拉压疲劳试验机19 JB/T9392-2002 单面立式平衡机技术条件20 JB/T9393-2002 卧式软支承平衡机技术条件21 JB/T9390-2002 卧式硬支承衡机技术条件22 GB/T2423.10-1995 电工电子产品环境试验23 JB/T6868-93 冲击台技术条件24 JB/T9391-2001 碰撞试验台技术条件25 GB/T13310-91 电动振动台技术条件26 GJB3580-99 使用高度不高于525℃CMJ螺纹自锁螺母通用规范27 QC/T710-2004 汽车密封条压缩条压缩负荷试验方法28 QC/T711-2004 汽车密封条植绒耐磨性试验方法29 QC/T715-2004 汽车用缧纹副磨擦系数的测试方法30 QC/T716-2004 汽车密封条持力和插入力试验方法31 QC/T29101-92 汽车操纵拉索总成32 GB14166-93 汽车安全带性能要求和试验方法33 GB/T18297-2001 汽车发动机性能试验方法34 GB12676-1999 汽车制动系结构、必能和试验方法35 GB16897-1997 汽车制动软管36 GB17675-1999 汽车转向系基本要求37 GB11550-1995 汽车座椅头枕性能要求和试验方法38 GB15083-1994 汽车座椅系统强度要求及试验方法39 GB15086-1994 汽车门锁及门链的性能要求和试验方法40 GB18296-2001 汽车燃油箱安全性能要求和试验方法41 QC/T709-2004 汽车密封条压缩永久变形试验方法42 JB/T8290-1998 磁粉探伤机43 GB3721-83 磁粉探伤机44 GB/T15822-1995 磁粉探伤方法45 JB/T6870-93 旋转磁场探伤仪技术条件46 GB/T14480-93 涡流探伤系统性能测试方法47 MH/T3002.5-1997 航空器无损检测-涡流检验
请问测量GC/MS中的色谱柱长度的的方法是什么?需要设置进样温度和柱温吗?针对安捷伦的气质,谢谢!
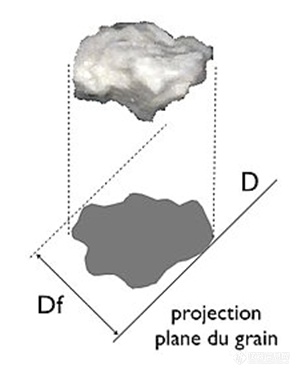
在微生物实验中有很多物理数据需要测量,如培养好的菌落个数、面积、直径、抑菌圈的直径都需要精密测量后进行生物统计学的研究和计算,再推导出合理的特性。以下我们讨论直径的计算方法和选择。首先了解一下颗粒的粒度及粒径的表征方法:1. 网目值表示——(目数越大粒径越小)直接表征,如果粉末颗粒系统的粒径 相等时可用单一粒度表示。2. 投影径——用显微镜测试,对于非球形颗粒测量其投影图的投影径。① 费雷特(Feret)径DF:与颗粒投影相切的两条平行线之间的距离② 马丁(Martin)径DM:在一定方向上将颗粒投影面积分为两等份的直径③ 克伦贝恩(Krumbein)径DK:在一定方向上颗粒投影的最大尺度④ 投影面积相当径DH:与颗粒投影面积相等的圆的直径⑤ 投影周长相当径DC:与颗粒投影周长相等的圆的直径3. 轴径——被测颗粒外接立方体的长L、宽B、高T。① 二轴径 长L与宽B② 三轴径 长L与宽B及高T4. 球当量径——把颗粒看做相当的球,并以其直径代表颗粒的有效径的表示方法。5.质心直径----得到高质量的生物投影后,可以找到形心,通过形心引出一条直线到投影的两个边缘,再以这条直线通过形心偏转5℃(这几年已发展到偏转2℃),共36条(90条)直线,求平均值。注意:此直径的测量方法前提是培养基和菌悬液的密度一致,成像仪器的光照均匀,只有在这个前提下,型心、质心、重心、刚心为一个点。此方法最适合抑菌圈直径测量(有点生物动力方向的含义)。总结在微生物实验中测量物理直径时,要根据实验目的和物质的特性(晶型)来选择不同的方法测量,使我们的实验数据更加接近物体本质的核心,随着科技的进步和计算机算法的不断发展将会有很多的方法被开发出来。[img=,301,376]https://ng1.17img.cn/bbsfiles/images/2019/02/201902151408446329_1560_3024149_3.png!w301x376.jpg[/img][img=,351,371]https://ng1.17img.cn/bbsfiles/images/2019/02/201902151408519266_5191_3024149_3.png!w351x371.jpg[/img][img=,371,376]https://ng1.17img.cn/bbsfiles/images/2019/02/201902151408574562_305_3024149_3.png!w371x376.jpg[/img][img=,435,326]https://ng1.17img.cn/bbsfiles/images/2019/02/201902151409034679_1542_3024149_3.png!w435x326.jpg[/img][img=,404,303]https://ng1.17img.cn/bbsfiles/images/2019/02/201902151409098684_4676_3024149_3.png!w404x303.jpg[/img]
本人所在单位想开展长度中的游标卡尺、千分尺、钢直尺、卷尺、焊规的外校准服务。故向各位已经建标并熟知长度校准的前辈请教:1、为了开展上述项目,我应该准备购买什么标准器和标准装置,希望给个清单,最好能指出这些清单时根据什么给出的;2、长度实验室对环境,比如温度20度正负3,湿度小于50%,或者振动啊电磁都有什么要求,因为我在的这家单位本身是检测实验室,只对温度和湿度控制,请问先建立的长度实验室是否需要单独申请房间,对房屋的配置如何配置最佳,经济适用;3、如果对外开具校准报告,签字人需要什么资格或者持有什么证书么,需要几个人才能完成符合什么要求的出报告的程序和签字资格;计量法中仅仅规定了具有证书的2个人就可以了,但是我看到其他单位的报告都是三级签署,有检定员、审核员、批准人,请问这三个人员都需要什么资质,或者可以取消或者兼职签字么;4、如果我出具校准和检定报告,应该如何界定是校准报告还是鉴定报告;我看计量基础知识上将 检定呢是根据检定规程做所有的检查,校准呢是仅对个别参数做检查,那么如何区分仪器应该做检定还是校准呢;5、我要对其他仪器进行检定或者校准,那么什么仪器是工作仪器,什么仪器室校准仪器。比如工厂用来测量货物的钢直尺是什么仪器,是工作器具么还是不算工作器具;6、国家定的标准器有好多等,单单线纹尺就有三等,我想开展的钢直尺校准的话,是需要购买一等标准线纹尺呢,还是仅仅需要购买三等线纹尺呢7、有哪些公司或者个人能提供类似校准实验室建立的咨询服务么,如果有请帮我写出名字,好么在线求助各位的帮忙讨论,单位把我逼得头都大了,我还是不知道该怎么做。
[size=16px] 叶面积测量仪通常用来测量植物的叶片表面积,而不是叶片的长度。如果您想测量植物叶片的长度,您可以考虑使用一个普通的尺子或者显微镜测量。以下是如何使用叶面积测量仪来测量叶片表面积的步骤: 准备工作: 确保您有一台叶面积测量仪,通常它由一个扫描仪和适用于测量的软件组成。您还需要植物的叶片样本。 准备叶片样本: 从植物中选择您想要测量的叶片样本。尽量选择完整、健康的叶片,并在测量前将其清洁干净。 扫描叶片: 将叶片放在叶面积测量仪的扫描台上。根据仪器的使用说明,启动扫描仪,它将会自动扫描叶片的表面。 分析数据: 扫描仪将生成一个叶片的图像,并提供叶片的表面积数据。您可以使用附带的软件或其他图像处理软件来测量叶片的总表面积。通常,这涉及在图像上勾画叶片的边界,然后软件会计算出所勾画区域的面积。 保存结果: 一旦测量完成,您可以将测量结果保存下来,以备将来参考或记录。 需要注意的是,叶面积测量仪测量的是叶片的二维表面积,而不考虑其长度、宽度和形状等其他参数。如果您对测量叶片的长度感兴趣,云唐建议您可能需要使用传统的测量工具,如尺子、标定尺或显微镜来进行测量。[/size]
[em09508]本单位有一台安捷伦6820,FID 测量甲醇中的乙醇,由于柱子损坏更换新的,但供应部却购买了3米的柱子(原来的是六米),请问是否可以使用.比如降低载气流速,降低柱温?
[b]某个校准实验室,依据JJF(京)58-2018《汽车行驶记录仪校准规范》,校准规范要求校准:定位偏差、速度、里程、时间4个项目(参数),包括长度、速度、时间3个被测量。其中校准“定位偏差”所需设备投资将近¥90万元,客户一般也不需求(需求不大),其他3个项目(参数)实验室测量设备可以校准实施。对此,实验室疑问:能否只申报其中的3个校准项目(参数)?答:[/b][font=-apple-system, BlinkMacSystemFont, &][size=17px][color=#222222]不行。必须按检定规定“后续检定项目”、校准规范的全部校准项目,配置校准项目(参数)的全部测量设备。否则,对配置了全部测量设备的实验室,是不公平、不公正的。实验室申报校准项目(参数),必须按校准方法的规定要求,首先配置全部测量设备;然后可在作业指导书上描述清楚,有法规规定或客户约定(签字)时,才能对校准项目(参数)进行删减、增加、调整;其次才能实施对校准方法的偏离(偏离后,证书要说明)。[/color][/size][/font]
[font=宋体]长度计量中引起被测件和测量器具的变形,主要是由于[color=blue]热变形和弹性变形[/color][/font]([font=宋体][color=blue]接触[/color][/font][font=宋体]变形和[color=blue]自重[/color]引起的变形[/font])[font=宋体]。这些变形使被测件、测量器具尺寸发生变化,而影响测量结果的准确可靠。为此,[/font][font=宋体]在测量过程中,应尽量做到使各种原因引起的变形为最小,这就是测量的最小变形原则。[/font][color=#FF6600]([/color][font=宋体][color=#FF6600]一[/color][/font][color=#FF6600])[/color][font=宋体][color=#FF6600]热变形[/color][/font] [b] 1[font=宋体].概述[/font] [/b] [font=宋体]热胀冷缩,这是自然现象,正是这一特性,往往导致测量结果的严重失准。[/font] [font=宋体]线性热变形可用公式表示为:[/font] [font=宋体]△[/font]L=L[font=宋体]α△[/font]t [font=宋体]([/font]2-2[font=宋体])[/font][font=宋体]式中:[/font]L[font=宋体]——物体尺寸,[/font]mm[font=宋体];[/font][font=宋体]α——线性热膨胀系数,[/font]10[sup]-6[/sup][font=宋体]/℃;[/font] [font=宋体]△[/font]t[font=宋体]——温度变化,℃。[/font][font=宋体]例:三等标准金属线纹尺的线性热膨胀系数α[/font]=18.5[font=宋体]×[/font]10[sup]-6[/sup][font=宋体]/℃,若温度变化△[/font]t=L[font=宋体]℃时,则[/font]1m[font=宋体]长的尺寸将变化:[/font] [font=宋体]△[/font]L=L[font=宋体]α△[/font]t=1000[font=宋体]×[/font]18.5[font=宋体]×[/font]10[sup]-6[/sup]/[font=宋体]℃[/font]=18.5[i][font=宋体]μ[/font][/i]m[font=宋体]对精密测量来讲,这个数字已十分可观了。[/font][font=宋体]结论:对高精度零件、大尺寸零件检测时,温度的影响是一项不可忽视的因素。[/font][font=宋体]凡是精密测试都要规定温度条件,尤其长度计量几乎所有的检定规程中都标明了温度要求。即在规定温度下测量可不做温度修正,否则要进行修正。对高精度、大尺寸的被测件的测量还做出等温的要求。[/font][color=#FF6600] [b] 2[/b][/color][b][font=宋体][color=#FF6600].热变形引起的测量误差[/color][/font][/b] [font=宋体]计算公式如式[/font](2-3) [font=宋体]△[/font][i]L[/i]=[i]L[/i][[font=宋体]α[/font][sub]1[/sub][font=宋体]([/font]t[sub]1[/sub]-20[font=宋体])[/font]-[font=宋体]α[/font][sub]2[/sub][font=宋体]([/font]t[sub]2[/sub]-20[font=宋体])[/font]] [font=宋体]([/font]2-3[font=宋体])[/font][font=宋体]式中:△[/font][i]L[/i][font=宋体]—一由于温度变化引起的测量误差,[/font]mm[font=宋体];[/font] [i]L[/i][font=宋体]——工件尺寸,[/font]mm[font=宋体];[/font] [font=宋体]α[/font][sub]1[/sub][font=宋体]——工件线性热膨胀系数,[/font]10[sup]-6[/sup][font=宋体]/℃;[/font][font=宋体]α[/font][sub]2[/sub][font=宋体]——量具材料线性热膨胀系数,[/font]10[font=宋体]“/。[/font]c[font=宋体];[/font] t[sub]1[/sub][font=宋体]——工件的温度,℃;[/font] t[sub]2[/sub][font=宋体]——量具[/font]([font=宋体]仪[/font])[font=宋体]的温度,℃。[/font] [font=宋体]该式[/font](2-3)[font=宋体]应用时的几个注意问题:[/font] (1) t[sub]1[/sub][font=宋体],[/font]t[sub]2[/sub][font=宋体]因测量开始和测量结束时温度是不会一致的,那么取何值作为计算用的[/font]t[sub]1[/sub][font=宋体],[/font]t[sub]2[/sub][font=宋体]?应取[/font] (2)[font=宋体]一般不涉及[i]α[/i]和[/font][i]t[/i][font=宋体]自身测量精度问题,但更高精度测量时就要考虑[i]α[/i]和[/font][i]t[/i][font=宋体]自身测量精度问题了。[/font][font=宋体]当被测件与量具[/font]([font=宋体]仪[/font])[font=宋体]材料相同时,即α[/font][sub]1[/sub]=[font=宋体]α[/font][sub]2[/sub]=[font=宋体]α时,式[/font](2-3)[font=宋体]可写成:[/font] [font=宋体]△[/font][i]L[/i]=[i]L[font=宋体][/font][/i][font=宋体]α[/font][[font=宋体]α[/font][sub]1[/sub][font=宋体]([/font]t[sub]1[/sub]-20[font=宋体])[/font]-[font=宋体]α[/font][sub]2[/sub][font=宋体]([/font]t[sub]2[/sub]-20[font=宋体])[/font]][font=宋体]式[/font](2-4)[font=宋体]说明此时热变形产生的测量误差主要是由于被测件与量具[/font]([font=宋体]仪[/font])[font=宋体]之间的温度差造成。如果在测量前把被测件与量具[/font]([font=宋体]仪[/font])[font=宋体]放置在实验室中进行等温(等温的时间长短与温差大小、物体质量、散热面积、周围介质等因素有关,有的检定规程中已给定经过实验确定的等温时间)。那么,假设经过等温△[/font]t=0[font=宋体],此时,△[/font][i]L[/i]=[i]L[/i][font=宋体]α△[/font]t=0[font=宋体]。[/font][font=宋体]当然这是一种理想状态,但尽管进行等温,大型零件表面和内部温度也不一定相等,即使在恒温室中,温度场分布也不会均匀,对温度测量也有一定误差,测量环境温度由于人体、照明热源等也会有波动。因此,可以说,等温后,热变形引起的测量误差会变得很小,在一定精度的测量时,可以忽略不计。[/font] [font=宋体]我们在测量工作中,往往只注意恒温条件,如要求[/font](20[font=宋体]±[/font]3)[font=宋体]℃,而不注意人体的体温传导对测量结果的影响。如:长度。[/font]2[font=宋体].[/font]80[font=宋体]~[/font]4000[font=宋体]“[/font]m[font=宋体]的内卡规,在手掌中握上[/font]2[font=宋体]~[/font]5[font=宋体]商[/font]n[font=宋体],长度应增加[/font]20[font=宋体]~[/font]50[i][font=宋体]μ[/font][/i]m[font=宋体];[color=#FF6600]用食指与姆指[/color][/font][color=#FF6600]([/color][font=宋体][color=#FF6600]不带手套[/color][/font][color=#FF6600])[/color][font=宋体][color=#FF6600]拿[/color][/font][color=#FF6600]20mm[/color][font=宋体][color=#FF6600]的量块[/color][/font][color=#FF6600]30s[/color][font=宋体][color=#FF6600],量块尺寸会增大[/color][/font][color=#FF6600]0.5[/color][i][font=宋体][color=#FF6600]μ[/color][/font][/i][color=#FF6600]m([/color][font=宋体][color=#FF6600]显然是不允许的[/color][/font][color=#FF6600])[/color][font=宋体][color=#FF6600]。[/color][/font][font=宋体]为此,对高精度测量仪器,如接触式干涉仪、平晶等厚干涉仪等,都要有防止和减少[color=#FF6600]热辐射[/color]的隔离装置。[/font]
[align=center][font=宋体][size=16px]测量仪器是为了取得目标物某些属性值而进行衡量所需要的第三方标准,故测量仪器一般都具有刻度,容积等单位。一般分为接触试和光学试测量两种,概念其基本内容包括精度、误差、测量标准器材、长度测量、角度测量、形状测量、传统光学仪器、在精密测量上的应用等。[/size][/font][/align][align=left][font=宋体][size=16px]仪器指标[/size][/font][/align][align=left][font=宋体][size=16px]测量仪器的概念其基本内容包括:精度、误差、测量标准器材、长度测量、角度测量、形状测量、传统光学仪器。在精密测量上的应用等等。[/size][/font][/align]







 我要推广仪器
我要推广仪器
 下载APP
下载APP