推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询






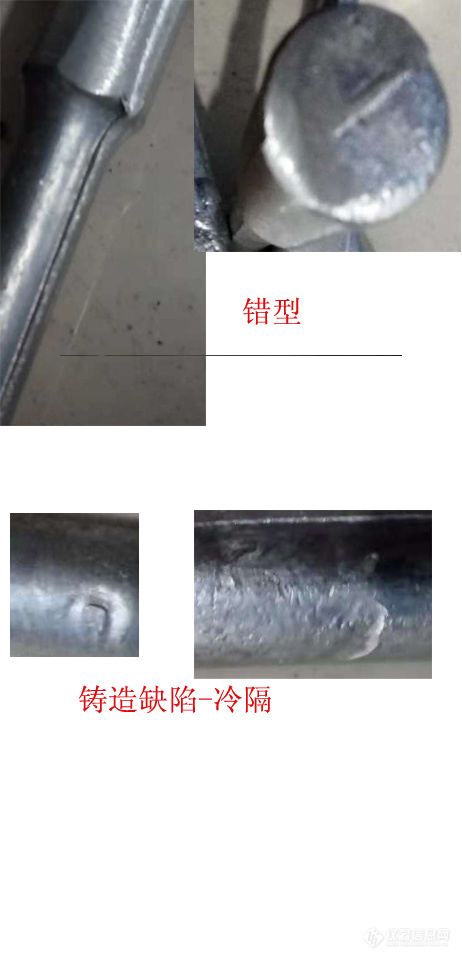
压铸工艺是铝合金制品加工最常用的方式之一,为了防止出现铝合金在压铸过程中出现粘模情况,压铸用铝合金中铁元素一般控制在0.6%以上。 同时,压铸铝合金需达到一定的力学强度,如YL113牌号压铸铝合金,抗拉强度需达到230MPa以上。一般拉伸试样,都是按照GB/T13822压铸有色合金试样,按相应的工艺要求进行压铸成型。但目前有些客户要求本体取样,或按GB/T 1173《铸造铝合金》进行重力浇铸成型。 我们在本体取样时,发现因为产品结构厚转薄部位较多,内部气孔很难消除,在本体取样时,破坏了压铸表面致密层后,因为气孔造成的过早断裂情况高达2/3,很容易造成误判。在根据GB/T 1173《铸造铝合金》制作的模具进行重力浇铸成型后试验,虽然力学性能基本能达到要求,但在浇铸时合格率不高,表面易出现冷隔、欠铸现象,同时模具还容易出现变形,导致试样错型。[img=,462,960]https://ng1.17img.cn/bbsfiles/images/2018/10/201810061354261595_9945_2462198_3.jpg!w462x960.jpg[/img]为了尝试按顾客要求,结合相关资料,我们重新设计了一套浇铸模具,采用上下结构,定位销定位的方式,有效避免错型情况;同时,按资料上说能提高浇铸合格率。[img=,690,267]https://ng1.17img.cn/bbsfiles/images/2018/10/201810061402392294_1698_2462198_3.jpg!w690x267.jpg[/img]模具制作好后,进行了试制。[img=,690,920]https://ng1.17img.cn/bbsfiles/images/2018/10/201810061424091332_5967_2462198_3.jpg!w690x920.jpg[/img] 实际情况并不如资料上所说,合格率达到90%。在试制时连续浇铸15模,均不同程度的出现冷隔,及收缩情况。不论是由上往下浇铸,或由下往上浇铸,均不能得到满意的结果,难道是资料有误?[img=,690,400]https://ng1.17img.cn/bbsfiles/images/2018/10/201810061605381886_203_2462198_3.jpg!w690x400.jpg[/img] 再研究下资料,资料是按ZL101等试验结果来验证的。现在也只能用ZL101铸造用铝合金试验,试验结果是满意的,浇铸至第二模即未出现冷隔、收缩等情况。 试验说明该模具结构只是适用于浇铸铝合金,而不是压铸铝合金也适用。两者之间有什么差别呢,那就是铁元素,因为浇铸铝合金为了保证良好的流动性,及热处理需求,铁元素一般不得高于0.3%,而压铸铝合金则必须大于0.6%,一般在0.7%左右。铁在铝合金中会严重影响流动性。 分析该模具在浇铸压铸用铝合金时,由于压铸用铝合金铁含量高,流动性本身比较差,模具温度较低时导致出现局部浇铸不满,温度过高时,又出现收缩。 故浇铸方式取得拉伸试样,并不适用于压铸铝合金,在与顾客反复沟通,并举例后,顾客同意采用GB/T13822压铸有色合金试样的要求进行加工。
6.4.2 模具钢 用于制造各种冷热模具的钢种 一、冷作模具钢 用于制造各种冷成型模具,如冷冲模、冷挤压模、冷墩模和拔丝模等。 1)对性能的基本要求:高的硬度和耐磨性;较高的强度和韧性;良好的工艺性。 2)冷作模具钢的类型:碳素工具钢和低合金工具钢;耐冲击工具用钢;高碳高铬模具钢。 二、热作模具钢 用于制造各种使加热金属或液态金属成型的模具,如热锻模、热压模、热挤模和压铸模等。 1)对性能的基本要求:高温下良好的力学性能;高的抗热疲劳性能;高的淬透性和良好的导热性;高的抗氧化性。 2)钢种:热锻模钢;压铸模钢。 6.4.3 量具钢 用于制造各种量测工具,如卡尺、千分尺、快规、塞规及螺旋测微仪 1)对性能的基本要求:高的硬度和耐磨性,尺寸稳定性高,热处理变形小; 2)量具用钢:一般非精密量具,可选碳素工具钢(T10A、T12A)或低碳钢(15、20);对精密量具,选用CrWMn、Cr2、GCr15钢等。 以CrWMn钢制块规为例,加工工艺路线如下: 下料—锻造—球化退火—机械加工—淬火—深冷处理—低温回火—粗磨—人工失效—精磨—去应力处理—研磨 3)热处理特点: 深冷处理 量具淬火后,应立即在-70---80℃进行深冷处理,目的是尽可能减少钢中的残余奥氏体,稳定量具尺寸。 时效处理 对精度要求高的量具,经深冷处理在进行低温回火、粗磨之后,又要用低温时效处理,以进一步稳定残余奥氏体和消除残余应力。[img]http://ng1.17img.cn/bbsfiles/images/2008/11/200811242003_120257_1622447_3.gif[/img]
摘要 模具作为昂贵的机械加工装备,如何减少损耗,延长其使用寿命,成为技术人员普遍面临的课题。本文就热处理对模具的影响提出一些个人看法,仅供大家参考。关键词 模具 失效 热处理一、模具失效的形式、原因及对策http://www.microscopy.com.cn/data/attachment/portal/201111/15/1646051apfujse1wlr11oo.jpg二、热处理对模具失效的影响因素 由于模具是在极其恶劣的条件下服役,故模具要有足够的强度、韧性、抗摩擦性及咬合性能等。而上述性能的获得除与原材料、工作状况有关外,更重要的是通过热处理工艺改变金属组织及含量、结构、最大限度地提高模具的综合性能。而热处理又是依加热----保温---冷却三大隐蔽过程完成的。故影响质量的因素复杂。1预处理 即模具毛胚的退火,调质及应力处理等。其目的在于消除金属残存的组织缺陷、应力等,形成有利于热处理及淬火的良好条件。该工艺温度、时间、及冷却工艺的正确与否,都对模具失效及质量做出反应。例: T8A钢制冲头 经碳化物微细化预处理后再加低温淬火+回火,可以减少冲头崩裂,使模具提高寿命10倍。 Cr12MoV钢冷冲模 经高温奥氏体化退火+等温退火的预处理后,不但细化晶粒,消除碳化物不均匀性,并使模具服役寿命提高1倍。 9SiCr钢滚丝模 按常规处理,其晶粒度为8—9级,后经超细化预热处理可以达13~14级,抗弯强度及断裂强度分别提高30%和40%。可有效地防止早期失效,寿命可提高1倍。2、淬火 由于加热温度较高,稍有不慎,即会发现晶粒粗大、氧化脱碳、强度、钢性不佳等。淬火中的快速冷却会形成应力隐患,导致模具在服役中早期失效。例: 4Cr5MoSiV钢制铝合金压铸模,在使用2000余次时发生疲劳开裂,经检测发现模具表面强度为HRC40~44。心部为HRC43~44,且裂纹处有0.1mm的贫碳区,呈粗针马氏体,故判为淬火温度过高,保护不良,表面脱碳所为。 反之,淬火温度过低,易出现网状铁素体,形成沿铁素体的脆性断裂,如铬钢冲头在服役中断裂,镜分析呈马氏+铁素体组织,即加热不足所为。3.回火 回火在于消除因力,获得合理的硬度,均匀而正确的金相组织,而应力消除程度又与温度、时间成正比关系。见图1:下图2所示拉深零件,由于工作条件恶劣。http://www.microscopy.com.cn/data/attachment/portal/201111/15/164804l2t9ie4iv6v9p4i8.jpg 原为Cr12MoV钢经淬火+回火常规热处理,温度要求HRC57,仅能拉深1000件即早期失效,后改为T10A钢采用淬火+中温回火后硬度为HRC55。平均寿命达4000件,而后又改为380~400℃回火,使其硬度在HRC48,则寿命可达6000~8000件。而Cr12MoV钢制冲头,冲厚2.5mm的钢板,常规淬火+210℃回火硬度降至HRC58~62,寿命仅有1000件,后采用中温410℃回火,硬度降至HRC57~59。不但克服了模具的早期失效,且冲件达到10000件,寿命提高10倍。 由此可见,回火温度和所获硬度对寿命有巨大影响,而且对应力的消除程度、变形等作出反映。4.软点 淬火加热中,因温度不均匀、保护不良、严重氧化或冷却介质中的污染等,均可造成硬度不均,而使模具强度受损,在模具使用中将出现塌角、变形、掉块等弊病,这对冷镦模、剪切模和中模尤为重要。5.硬化层 磨损失效除与模具硬度过低,或淬硬层过浅有关外,还与化学热处理硬化层有关,若热处理工艺不当,尤其是淬火温度、时间以及冷却介质能力和钢材选择等因素,均可影响淬硬度层导致刃口发钝、抗压强度下降、局部塌陷、变形等早期失效。模具在渗碳、渗氮、渗硼、碳氮共渗化学热处理中由于工艺或配方不适,操作不当也会出现渗层、硬化层不均或过浅等弊端,出现刃口不锋利、咬合、啃刃口、粘模、塌陷、氧化腐蚀和硬化层脱落等失效,严重影响模具的寿命。三、防止模具失效的热处理对策1、 服役中的低温去应力回火 模具在长期服役中,尤其是热作模具在巨大的冲压力和和温度的双重应力作用下,将发生不均匀的塑性变形及金属组织的变化,从而产生可观的内应力,当这种潜在应力聚集到极限时,金属将会出现开裂、崩块、变形等失效。故小于500g的铝压铸模在使用1万次在模具服役一段时间后,应增加低温去应力回火处理,以防止早期失效。如100g的铝压铸模在使用2.5万次,大于500g的铝压铸模在使用500次后,进行低温去应力回火与未去应力回火者有明显不同,前者较后者早期失效的下降25%。2、 精化热处理工艺 如φ175mm×233mm的3Cr2W8V钢热压模冲头,其被冲压坯料要在900℃中加热后,置于4000KN水压机中热压成形。原冲头热处理工艺如图3所示,,平均寿命仅有1200件,即以开裂和磨损的形式失效,后改为图4所示热处理工艺,其平均寿命提高64%,以热疲劳失效。http://www.microscopy.com.cn/data/attachment/portal/201111/15/164938p74p7wfjchwcpzj4.jpg 还有W18Cr4V钢的电池冲压拉深模,原采用常规热处理工艺,仅能拉深锌筒2万件,表面因拉伤和脆断而失效。后改为图5复合热处理工艺后,单头可拉深6万件,双头达10万件以上,节约制模材料、工时,具有明显经济效益。http://www.microscopy.com.cn/data/attachment/portal/201111/15/165011fdsup9dylc80fufy.jpg3、 增加调质工序 调质在模具加工中不仅是获得良好力学性能,改善切削性能的手段,更重要的在于能改善金属内部组织,获得均匀细小颗粒的碳化物,减少网状和带状碳化物偏析及其它缺陷等,这为模具成形后减少变形、防止开裂、减少应力、防止模具在热处理中及服役中的失效有一定作用,一般调质工序在下料→锻造→退火→粗加工成形→调质→精加工成形→淬火回火→磨刃口→装配流程中,调质后的高温回火,由于不要求索氏体组织及性能,故回火温度可高于常温回火温度,以顺利地精加工成形。实践证明,经上述工艺流程的模具其变形量较小,即模具的最大变形发生在粗加工后、精加工成形前的调质中。4、 合理锻造 在锻造中依据材料选择加热温度,方式及加热时间和锻造次数、停锻温度等,并应采取反复横向锻拔、镦拔和多项镦拔、扁方锻造以及对角锻造等,使残余网状、带状碳化物消除,碳化物级别<2级。经锻造后的钢材流线应合理分布,流线平行于型腔短轴或垂直于型腔端面,呈幅射状以最大限度减少应力和隐患,防止模具早期失效。5、 采用新钢种 模具用钢对其寿命影响甚大,因此选用一些具有良好的抗拉、抗弯强度和有较好淬透性的新型钢种对延长模具寿命有明显提高。6、 正确的电加工及磨削 该工序也是产生应力叠加造成失效的原因之一,故正确的电加工、磨削工艺是防止模具失效的又一途径。7、 改进模具设计结构 为减少模具在机加工、热处理及使用中的应力,模具在设计时应尽可能采取型腔对称法,截面均匀法、边孔最少法、尖角避免法及圆弧多用法的模具设计










 我要推广仪器
我要推广仪器
 下载APP
下载APP

