最新版(11/24/08 A)的美泰3621,希望能帮到各位同行。如需要更多的美泰化学品测试标准请联系我!QQ:532211676[~184289~]
日媒:日本疫情好转,当局拟于9月30日全面解除紧急状态.
现在国家有没有标准规定,每kg液态牛奶中三聚氰胺含量不得超过多少mg?
“我们正在找律师准备起诉美泰公司。”昨日上午,广东省公平贸易局局长陈立鹏在“国际经济法学会年会”上如此表示。 该会议由中国国际经济法学会和中国政法大学国际法学院主办,广东省律师协会承办。来自全国各地的专家学者在会上对当前反倾销、反补贴热点问题进行了研讨。商务部条法司司长尚明作专题报告时亦提醒业界,目前国外针对中国的贸易保护措施已从此前的较常使用反倾销转向综合使用反倾销、反补贴等多种方式。 8月初,全球最大的玩具生产商美泰公司宣布召回部分中国生产的玩具,其理由是玩具的涂料中铅含量超标。事件随即被国外媒体和舆论渲染,矛头直指中国玩具生产企业。8月底,国家质检总局局长李长江曾在国务院新闻办举行的新闻发布会上强调,召回的2000多万件玩具中属于按照美国设计要求、按照美国进口商要求进行生产的占85%,而因为中国企业方面问题导致铅标准含量不符合美国要求的仅占15%. 商务部副部长高虎城也在同月23日公开解释,85%被召回的中国玩具主要原因是今年5月份美国材料测试协会公布了一项新的针对玩具材料使用的标准,经销商自愿根据新的标准召回。这些玩具主要是在2007年以前生产和销售、当时符合美国标准的玩具。严格地说,同这批玩具的产地和质量是没有直接关系的。 据美国消费品安全委员会发布的公告显示,美泰公司已连续几次在世界范围内召回中国玩具2100万件。美泰玩具召回事件对中国玩具和“中国制造”的声誉造成了严重影响。广东是中国玩具出口大省,因美泰事件波及,有大量玩具出口商产品遭到他国进口商质疑,在某种程度上也对广东乃至全国的玩具生产商的出口带来冲击。 “目前针对中国的反倾销和反补贴案件逐年增长,而广东出口占全国比重1/3左右,涉及广东省的贸易摩擦直接涉案金额约50亿美元,占全年出口贸易比例不足1%,然而实际影响却很复杂。”陈立鹏说。 (南方都市报记者 吴秀云 实习生 郭茂红) 相关新闻 美泰转嫁责任被评年度最差 本报讯 据《京华时报》报道 近日,国际消费者协会评出2007年度四大最差商品。美国玩具巨头美泰公司登上黑榜,原因是该协会认为美泰转嫁责任让中国厂商背黑锅。该大会在悉尼召开,世界各地的220个消费者权益保护组织与会。 值得一提的是,美国玩具业巨头美泰公司因产品设计缺陷在5个星期内召回了2100万件玩具,经一些西方媒体大肆渲染后,成了攻击“中国制造”质量的弹药,这种以偏概全的做法一度扰乱了西方消费者的视听。国际消费者协会指出,美泰公司起初让中国厂商背黑锅,后来才承认召回原因是产品设计存在缺陷,“这是推卸责任并转嫁责任的典型案例”。
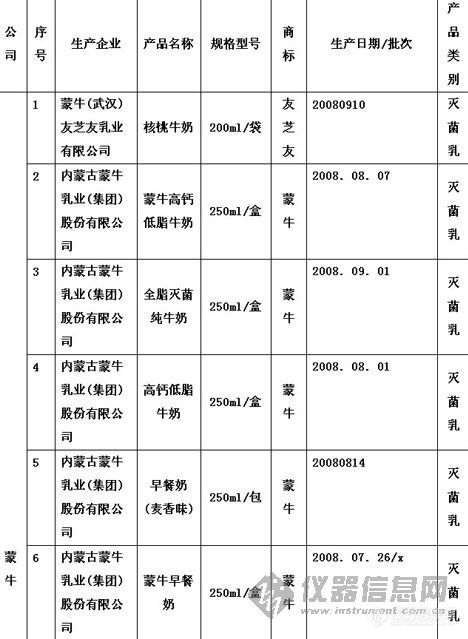
[flash]http://vhead.blog.sina.com.cn/player/outer_player.swf?auto=0&vid=16155834&uid=undefined[/flash][size=4][B][color=#DC143C]液态奶也出现问题了,呵呵,还有什么没加三聚氰胺的????[/color][/B][/size][size=4][B]以下是相关的产品批号[/B][/size][img]http://ng1.17img.cn/bbsfiles/images/2008/09/200809191007_109408_1622715_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2008/09/200809191009_109411_1622715_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2008/09/200809191008_109409_1622715_3.jpg[/img][img]http://ng1.17img.cn/bbsfiles/images/2008/09/200809191008_109410_1622715_3.jpg[/img]
在下刚入行,对美泰QSOP 0006-3600中金属小部件的总含量测试方法不是很理解,美泰U版3600文件3.4.3.1.2中描述了三种总含量测试方法,第一种好像是针对油漆中的铅的测试,第二三种是EPA的方法,要用到微波消解,我的问题是我们测试的是金属小部件(小螺丝)而且我们没有微波消解系统,只有加热电炉,请板块中的高人指点迷津,谢谢。
有美国、台湾、澳大利亚、马拉西亚、泰国、秘鲁等国家,我只找了出口到我国的。各位感兴趣可以去各个国家的政府网站,看看他们自产自销和出口到其他国家的其他品种2007年深圳检验检疫局从台湾进口的3批“爱族牌”观赏鱼饲料检出三聚氰胺,且三聚氰胺含量较高,分别为0.35 g/kg 、0.47g/kg 、0.51g/kg。这3批鱼饲料共 846千克,货值1016美元。2007年福建、天津、山东、珠海检验检疫局从进口马来西亚、泰国、秘鲁的鱼粉(HS编码均为2301201000)中检出三聚氰胺阳性,已依法对进口鱼粉作出 退货处理。据美国食品药品管理局(FDA)官方消息,美国FDA首次在美国国内生产的饲料中发现含有三聚氰胺,有关企业已经开始自动召回相关产品。含有三聚氰胺的饲料添加剂来自俄亥俄州托莱多市Tembec BTLSR公司和科罗拉多州约翰斯敦市Uniscope公司。Tembec公司生产AquaBond和Aqua-Tec II黏合剂,主要用于出口,同时向Uniscope公司提供生产Xtra-Bond黏合剂的原料,Uniscope公司生产的Xtra-Bond黏合剂主要供应美国市场。上述黏合剂主要用于生产牛、绵羊、山羊、鱼、虾的颗粒饲料。Tembec公司确认,为了增加颗粒饲料的黏性,在产品配方中添加了三聚氰胺。但在美国三聚氰胺禁止用来作为动物或鱼/虾饲料添加剂。2007年北京检验检疫局从进口澳大利亚的宠物食品(HS编码为2309101000)中检出三聚氰胺阳性,并依法对进口宠物食品作出退货处理。
各位好友,请问现在美泰QSOP 3610是到哪一版了,是否有中文版的,哪位同仁若有,请帮忙发一个给我,先谢谢啦
简要回顾了煤气脱硫脱氰工艺的发展历程,介绍了湿式吸收法和湿式氧化脱硫法的原理及进展。总结了硫磺回收、WSA接触法制硫酸、克劳斯炉生产硫磺、硫氰酸盐和硫代硫酸盐的提取、昆帕库斯法制浓硫酸、希罗哈克斯法制硫酸铵等副产品回收工艺过程。并从工艺优选、设备及技术开发、废液资源化处理方面提出煤气脱硫脱氰技术的优化建议。 焦化产业是煤化工的支柱产业之一。炼焦原料煤主要由碳、氢、氮、硫和氧5 种元素组成,其中硫元素以有机硫和无机硫形式存在。一般干煤含全硫质量分数0.5%~1.2%,在成焦过程中,约有30%的硫进入煤气中,其中95%的硫以H2S 形式存在。煤气中一般含H2S(质量浓度4 g/m3~10 g/m3)和HCN(质量浓度1 g/m3~2.5 g/m3),在煤气净化过程中对工艺设备有腐蚀危害,燃烧后对环境有污染,因此需要对煤气进行脱硫脱氰净化处理。 笔者在煤气脱硫脱氰工艺原理分析的基础上,总结了副产品回收技术,并对煤气脱硫脱氰技术的优化提出建议,旨在促进新技术的开发。 1 焦炉煤气脱硫脱氰工艺发展简述 目前,国内的煤气脱硫脱氰技术是在煤气净化工艺基础上建立的。20 世纪70 年代以前,我国绝大部分焦化企业的焦炉煤气净化工艺沿用与原苏联20 世纪40 年代焦炉炉型相配套的初冷 -洗氨 -终冷 -洗苯的煤气净化工艺流程,一般不设置脱硫装置,仅对氨进行回收。 20 世纪80 年代末开始,随着煤气净化技术的引进,宝钢等一些大型钢铁企业,陆续引进了MEA 法、TH 法等脱硫工艺。但国内大部分焦化企业仍停留在采用氢氧化铁干法或ADA 法脱硫的阶段,甚至有些焦化企业没有脱硫装置。此时,我国的ZL 脱硫脱氰工艺正处于研究探索阶段。20 世纪90 年代初,国内焦化生产企业先后引进了FRC 法、氨 -硫化氢循环洗涤法(AS 法)、真空碳酸盐法等脱硫技术。 之后在湿式氧化脱硫技术基础上,开发出了诸多适合我国国情的煤气脱硫脱氰新技术,如栲胶法、HPF法、PDS 法、888 法、APS 法、OMC 法、OPT 法、YST 法和RTS 法等,极大地推动了我国焦化行业湿式脱硫脱氰技术的发展[3]。目前,湿式氧化法脱硫脱氰工艺分为3 个部分:硫化氢及氰化氢等酸性气体的脱除、脱硫富液的再生及副产品回收。湿式吸收法脱硫工艺也分为3 个部分:硫化氢的脱除、脱硫富液的再生及酸性气体再处理生产副产品。 2 煤气脱硫脱氰工艺原理及副产品回收技术 根据工艺原理不同,煤气脱硫脱氰技术主要分为干法脱硫技术和湿法脱硫脱氰技术。干法脱硫工艺设备体积庞大,脱硫剂容易结块、需定期更换,可作为湿法脱硫的补充精脱硫技术。国内目前主要采用湿法脱硫脱氰技术,根据工艺原理不同,可分为湿式吸收法和湿式催化氧化法。根据脱硫脱氰工艺在煤气净化工艺中的位置不同,又可分为前脱硫脱氰工艺(脱硫脱氰在煤气终冷 -脱苯工艺前)和后脱硫脱氰工艺(脱硫脱氰在煤气终冷 -脱苯工艺后)。根据脱硫脱氰所用吸收剂的不同,可分为以碳酸盐为碱源和煤气中制取的氨水为氨源2 种吸收剂。 2.1 煤气脱硫脱氰工艺原理 目前,我国焦炉煤气湿式催化氧化法脱硫工艺中使用的催化剂大致可分为2类:一类是酚 -醌转化(活性基团转化)类催化剂,如ADA、对苯二酚、栲胶、苦味酸和1,4 -萘醌-2 -磺酸钠等,通过变价离子催化。这类催化剂存在不能脱除有机硫、总脱硫效率低、硫泡沫不易分离、设备易堵塞、H2S 适应范围小和脱硫成本较高等缺点。另一类是磺化酞菁钴和金属离子类(铁基工艺、钒基工艺)脱硫催化剂,如PDS 和复合催化剂对苯二酚-PDS -硫酸亚铁等,这类催化剂通过本身携带的原子氧完成氧化和再生反应。 湿式吸收工艺主要建立在吸收 -解吸理论基础上。利用煤气混合物中各组分(溶质)在碱性脱硫脱氰吸收液中的溶解度不同,实现分离(硫化氢在碱性溶液中的溶解度远大于氨),利用酸性气体溶质在碱性溶液中的溶解度随温度升高而降低的规律,通过加热脱硫富液,脱除HCN 等酸性气体。 例如,以碳酸钾为碱源的湿式吸收脱硫脱氰工艺中,吸收方程式见式(1)~(3),解吸方程式见式(4)~(6): K2CO3+H2S→KHCO3+KHS (1) K2CO3+HCN→KCN+KHCO3 (2) K2CO3+CO2+H2O→2KHCO3 (3) KHS+KHCO3→K2CO3+H2S (4) KCN+KHCO3→K2CO3+HCN (5) 2KHCO3→K2CO3+CO2+H2O (6) 湿式氧化脱硫工艺与湿式吸收工艺脱硫单元操作相同,再生工艺不同。脱硫富液再生时,在空气中氧气、催化剂作用下,S2 -氧化为单质硫,从而使煤气中酸性气体得以去除。 例如,以碳酸钠为碱源的湿法氧化脱硫工艺中,脱硫阶段的方程式见式(7)~(9),副反应见式(10)~(13): Na2CO3+H2S→NaHS+NaHCO3 (7) HS-+2V5+→2V4++S+H+ (8) 2V4++ 催化剂(氧化态)→2V5++ 催化剂(还原态)(9) Na2CO3+2HCN→2NaCN+H2O+CO2 (10) NaCN+S→NaCNS (11) 2NaHS+2O2→Na2S2O3+H2O (12) 2Na2S2O3+O2→2Na2SO4+2S (13) 氧化还原反应首先在脱硫吸收塔内发生,根据E°V5+/V4+=1.000 V,E°S/S2-= -0.508 V[5],标准电极电位高的V5+ 将S2 -氧化为单质硫。同时,V5+ 被还原为V4+。在碱性条件下,E°O2/H2O=1.23 V[5],则E°O2/H2OE°V5+/V4+E°S/S2-,催化剂携带的氧气可将V4+ 氧化为V5+,使脱硫富液再生。同时,氧气可将在脱硫塔未被氧化的负二价硫继续氧化为单质硫。 2.2 脱硫脱氰富液副产品的回收工艺 在湿式吸收脱硫脱氰工艺中,富液再生过程通过蒸汽加热实现。因此,反应速度慢,生成的废液极少。在湿式氧化脱硫脱氰工艺中,由于再生过程中氧气的带入而发生副反应,生成硫代硫酸铵、硫氰酸铵等副盐,总量为450 g/L~550 g/L。目前,每生产1 t 焦炭产生脱硫废液10 kg 左右,焦化厂虽配套废水处理设施,但其污染物浓度超高,难以有效处理。 目前湿式氧化工艺副产品回收技术主要为富液空气催化氧化产单质硫;剩余富液处理主要为希罗哈克斯法高温高压制硫铵、昆帕库斯法焚烧后制硫酸及还原热分解产单质硫。湿式吸收工艺技术主要为WSA接触法制酸和克劳斯炉(SCL)生产硫磺。 2.2.1 富液空气催化氧化产单质硫 再生塔脱硫富液中S2 -在空气中氧及催化剂作用下,生成悬浮单质硫,从再生塔顶分离出来的质量分数为5%~10%硫泡沫进入硫泡沫槽中,经初步分离,再经固液分离设备脱水,得到含水质量分数40%~ 50%的硫膏,最后经熔硫釜熔融并分离出杂质后,冷却制成硫块。 2.2.2 WSA 接触法制硫酸 脱硫脱氰富液经热解吸处理后,产生酸性气体,送入WSA 制酸系统。WSA 制酸工艺的基本原理为酸性气体燃烧产生SO2,在催化剂作用下转化为SO3,再与气体中的水蒸气进行水和反应,生成气态硫酸,冷却为液态酸。 该工艺主要通过酸性气燃烧、过程气除杂、SO2 转化、硫酸冷凝冷却、热能回收利用等步骤,生产质量分数为98%的浓硫酸及中压过热蒸汽,多与真空碳酸钾法脱硫工艺配套使用。 2.2.3 克劳斯炉(SCL)生产硫磺 脱硫装置真空泵送来的含H2S、HCN 及CO2 等的酸性气体,进入克劳斯炉,酸气中1/3 的H2S 与空气燃烧生成SO2,2/3 的H2S 与生成的SO2 反应,生成单质硫。该工艺多与真空碳酸钾法脱硫工艺配套使用。 2.2.4 硫氰酸盐和硫代硫酸盐的提取 根据硫氰酸盐和硫代硫酸盐在水中溶解度的不同,通过控制蒸发浓度(比重)和冷却温度,达到分别提纯的目的。 以碳酸钠为吸收液的湿式催化氧化脱硫脱氰工艺为例,反应后脱硫富液催化剂浓度低,可忽略不计,溶液中主要含NaCNS、Na2S2O3 及Na2CO3 等。其中Na2CO3溶解度最小,且随温度升高变化不大。所以提取时可直接将脱硫富液吸收液蒸发浓缩,Na2CO3 首先析出并经过滤除去,再将过滤所得母液冷却、结晶和分离,可回收NaCNS 和Na2S2O3。 NaCNS 在水中的溶解度随温度的下降而降低,将NaCNS 饱和液温度降至过饱和状态时,NaCNS 结晶析出。但当吸收液中Na2S2O3 含量较高,超过NaCNS 含量的1/3 时,需首先将Na2S2O3 提出,否则将影响NaCNS产品质量。 2.2.5 昆帕库斯法制浓硫酸 该法一般作为FRC 法的一部分(即C 部分),脱硫吸收液多为氨源,脱硫后富液多为含单质硫、硫氰酸铵和硫代硫酸铵的脱硫富液,浓缩后与一定量的用于促进燃烧的煤气在燃烧炉内进行高温裂解,产生的SO2 随燃烧废气排出,对废气进行催化氧化处理,将正二价的硫化物氧化成正三价的硫化物,最后采用高浓度硫酸对其进行吸收,可生产出更高浓度的硫酸。该浓硫酸被送往硫酸铵工段。 2.2.6 希罗哈克斯法制硫酸铵 在273 ℃~275 ℃、7 000 kPa~7 500 kPa 的条件下,在氧化塔内将脱硫废液中的铵盐及硫磺氧化成硫酸铵,送入硫铵工段生产硫酸铵。该法与塔卡哈克斯法联用,亦可进行HPF 法脱硫废液的处理。 2.2.7 废液焚烧法 废液焚烧法又叫还原热分解法,脱硫浓缩液经蒸汽雾化后[9],喷入炉内火焰中,炉内操作温度约1 000℃。以碳酸钠碱源吸收液为例,浓缩液中的硫氰酸钠和硫代硫酸钠等受热分解,硫以硫化氢形式进入废气中,钠被还原成碳酸钠和硫化钠。 焚烧产生的废气出焚烧炉,经冷却后进入碱液回收槽内,碳酸钠和硫化钠等易溶解性盐被回收槽内液体吸收,废气被冷却至90 ℃左右。含水蒸气的废气由回收槽上部进入气液分离器,经冷却至约35 ℃后,进入废气吸收塔吸收硫化氢。排出的废气中含有微量的硫化氢和部分未完全燃烧的可燃性气体,送入回炉煤气管中进一步处理。 3 优化建议 3.1 工艺优选 3.1.1 产品生产的批量化、集成化 寻找煤气脱硫工艺与脱氨工艺产品的共性,实现产品的批量化、集成化生产。当采用T-H 法脱硫后配希罗哈克斯法脱硫工艺生成硫铵溶液时,因硫铵脱氨工艺产品为硫铵结晶,所以煤气净化工艺的脱氨工艺宜采用硫铵脱氨,而不采取磷铵等脱氨工艺。当采用FRC 法C 部分(昆帕库斯法)生产浓硫酸工艺时,应配套硫铵系统,供脱氨使用。 3.1.2 碱型及氨型脱硫吸收剂的选取 新建化产回收系统前,应先根据煤中元素组成,判断煤气中硫化氢、氨等气体含量,遵循脱硫与脱氨互补性原则,当氨含量能满足硫化氢去除、且脱硫后能满足不同煤气使用指标时,考虑采用氨型吸收剂脱硫;否则采用碱型吸收剂脱硫。 3.1.3 工艺位置的选择 碱型吸收剂前脱硫过程中,降低煤气中氰化氢含量,可减少煤气终冷洗涤水中氰化氢含量。相应的,终冷洗涤水通过凉水架冷却时,其中氰化氢被吹入空气中的量减少,也可减少大气污染。 当焦炉采用焦炉煤气加热时,因回炉煤气也经过前脱硫系统,煤气中硫化氢含量降低,焦炉烟气中二氧化硫含量明显减少。但由于前脱硫煤气处理量大,使投资成本比后脱硫系统大。因此,采用何种流程工艺,应在焦炉烟气脱硫投资和焦炉煤气脱硫系统投资间寻求经济平衡点。 3.1.4 运行工况的稳定性 在脱硫前,为降低煤气中焦油及灰尘含量,应定期维护电捕焦油设备,以免焦油堵塞脱硫塔内件,造成脱硫液品质恶化,影响再生效果。同时,应加强温度控制,减少萘结晶析出,防止脱硫工段进煤气管路阻塞。焦炉煤气除了回用焦炉燃烧供热以外,在钢铁焦化联合企业也供钢材加工和金属冶炼等使用,焦化厂还可利用煤气生产甲醇等新型煤化工产品。但由于各工段需根据市场情况组织生产,因此煤气用量波动较大,直接影响脱硫效率。在建厂前,需根据煤气全厂分配供应情况,综合考虑再生空气用量及脱硫液循环液量等因素,使其处于可调控范围,提高脱硫效率。 3.2 设备及技术开发 3.2.1 塔设备及配件研发设计 在湿法氧化脱硫系统再生单元中,空气中氧气起到催化剂再生作用,并使二价硫进一步反应生成单质硫。新型再生塔空气分布装置的研发设计,可以增强脱硫富液与空气混合效果,提高再生率,减少空气用量;再生塔新型高效塔盘的研发,可减小塔径,节省设备投资,节约占地面积。 3.2.2 填料的设计开发 填料是煤气脱硫装置的关键内件,基于碱源吸收酸性气体的传质动力学及煤气含尘、含萘的特点,新型填料的研究开发,应从提高气液传质效率和比表面积及提高通量、降低压降等方面入手。 3.2.3 催化剂的开发 根据阿伦尼乌斯化学动力学公式,活化能越低,HS -被氧化的速度越快,催化剂在反应过程中主要是降低HS -向S 转化的活化能。但是,由于脱硫脱氰催化剂价格昂贵,其使用量有一定限制。科研工作者应在原有催化剂成功使用的基础上,筛选出溶解效果好、使用寿命长、再生效果好的催化剂。催化剂多为由一种或几种有机物及变价金属离子配置的复合催化剂,且不同焦化企业炼焦过程中煤种及配比不同,炼焦煤气各杂质气体含量存在差异,脱硫废液组成随之变化,因此企业在开工调试前,需通过试验及现场经验,寻找合适的复合催化剂配比,从而减小催化剂使用量,降低运行成本。 3.3 废液资源化处理 目前,脱硫废液提盐法技术相对成熟。但在蒸发结晶前脱硫液的脱色吸附处理过程中,需投加大量的吸附脱色材料。如脱色后送煤厂与原煤混合炼焦或外运处理,会造成资源浪费和环境污染。为降低运行成本并减小污染,需寻找更合适的吸附材料或采取再生回用措施。 采用分步结晶法,需要与市场接轨,生产出满足工业级别纯度要求的硫氰酸盐及硫代硫酸盐,形成经济增长点。希罗哈克斯法、昆帕库斯法及克劳斯法等资源化处理工艺,有设备技术要求高、投资大及能耗高等缺点,需结合企业自身脱硫工艺特点及经济基础而选用。 4 结语 焦炉煤气脱硫脱氰是煤气净化的重要工艺单元,探寻技术可行、经济合理的煤气脱硫脱氰工艺,能够提高煤气脱硫脱氰效率。通过废液资源化回收途径,能够提高经济效益,减小脱硫废液造成的危害。脱硫脱氰后,煤气满足回用焦炉煤气或送用户煤气硫化氢含量标准的同时,可减少燃烧后有害气体对环境的污染,寻求经济效益与环境效益的平衡点。
简要回顾了煤气脱硫脱氰工艺的发展历程,介绍了湿式吸收法和湿式氧化脱硫法的原理及进展。总结了硫磺回收、WSA接触法制硫酸、克劳斯炉生产硫磺、硫氰酸盐和硫代硫酸盐的提取、昆帕库斯法制浓硫酸、希罗哈克斯法制硫酸铵等副产品回收工艺过程。并从工艺优选、设备及技术开发、废液资源化处理方面提出煤气脱硫脱氰技术的优化建议。 焦化产业是煤化工的支柱产业之一。炼焦原料煤主要由碳、氢、氮、硫和氧5 种元素组成,其中硫元素以有机硫和无机硫形式存在。一般干煤含全硫质量分数0.5%~1.2%,在成焦过程中,约有30%的硫进入煤气中,其中95%的硫以H2S 形式存在。煤气中一般含H2S(质量浓度4 g/m3~10 g/m3)和HCN(质量浓度1 g/m3~2.5 g/m3),在煤气净化过程中对工艺设备有腐蚀危害,燃烧后对环境有污染,因此需要对煤气进行脱硫脱氰净化处理。 笔者在煤气脱硫脱氰工艺原理分析的基础上,总结了副产品回收技术,并对煤气脱硫脱氰技术的优化提出建议,旨在促进新技术的开发。 1 焦炉煤气脱硫脱氰工艺发展简述 目前,国内的煤气脱硫脱氰技术是在煤气净化工艺基础上建立的。20 世纪70 年代以前,我国绝大部分焦化企业的焦炉煤气净化工艺沿用与原苏联20 世纪40 年代焦炉炉型相配套的初冷 -洗氨 -终冷 -洗苯的煤气净化工艺流程,一般不设置脱硫装置,仅对氨进行回收。 20 世纪80 年代末开始,随着煤气净化技术的引进,宝钢等一些大型钢铁企业,陆续引进了MEA 法、TH 法等脱硫工艺。但国内大部分焦化企业仍停留在采用氢氧化铁干法或ADA 法脱硫的阶段,甚至有些焦化企业没有脱硫装置。此时,我国的ZL 脱硫脱氰工艺正处于研究探索阶段。20 世纪90 年代初,国内焦化生产企业先后引进了FRC 法、氨 -硫化氢循环洗涤法(AS 法)、真空碳酸盐法等脱硫技术。 之后在湿式氧化脱硫技术基础上,开发出了诸多适合我国国情的煤气脱硫脱氰新技术,如栲胶法、HPF法、PDS 法、888 法、APS 法、OMC 法、OPT 法、YST 法和RTS 法等,极大地推动了我国焦化行业湿式脱硫脱氰技术的发展[3]。目前,湿式氧化法脱硫脱氰工艺分为3 个部分:硫化氢及氰化氢等酸性气体的脱除、脱硫富液的再生及副产品回收。湿式吸收法脱硫工艺也分为3 个部分:硫化氢的脱除、脱硫富液的再生及酸性气体再处理生产副产品。 2 煤气脱硫脱氰工艺原理及副产品回收技术 根据工艺原理不同,煤气脱硫脱氰技术主要分为干法脱硫技术和湿法脱硫脱氰技术。干法脱硫工艺设备体积庞大,脱硫剂容易结块、需定期更换,可作为湿法脱硫的补充精脱硫技术。国内目前主要采用湿法脱硫脱氰技术,根据工艺原理不同,可分为湿式吸收法和湿式催化氧化法。根据脱硫脱氰工艺在煤气净化工艺中的位置不同,又可分为前脱硫脱氰工艺(脱硫脱氰在煤气终冷 -脱苯工艺前)和后脱硫脱氰工艺(脱硫脱氰在煤气终冷 -脱苯工艺后)。根据脱硫脱氰所用吸收剂的不同,可分为以碳酸盐为碱源和煤气中制取的氨水为氨源2 种吸收剂。 2.1 煤气脱硫脱氰工艺原理 目前,我国焦炉煤气湿式催化氧化法脱硫工艺中使用的催化剂大致可分为2类:一类是酚 -醌转化(活性基团转化)类催化剂,如ADA、对苯二酚、栲胶、苦味酸和1,4 -萘醌-2 -磺酸钠等,通过变价离子催化。这类催化剂存在不能脱除有机硫、总脱硫效率低、硫泡沫不易分离、设备易堵塞、H2S 适应范围小和脱硫成本较高等缺点。另一类是磺化酞菁钴和金属离子类(铁基工艺、钒基工艺)脱硫催化剂,如PDS 和复合催化剂对苯二酚-PDS -硫酸亚铁等,这类催化剂通过本身携带的原子氧完成氧化和再生反应。 湿式吸收工艺主要建立在吸收 -解吸理论基础上。利用煤气混合物中各组分(溶质)在碱性脱硫脱氰吸收液中的溶解度不同,实现分离(硫化氢在碱性溶液中的溶解度远大于氨),利用酸性气体溶质在碱性溶液中的溶解度随温度升高而降低的规律,通过加热脱硫富液,脱除HCN 等酸性气体。 例如,以碳酸钾为碱源的湿式吸收脱硫脱氰工艺中,吸收方程式见式(1)~(3),解吸方程式见式(4)~(6): K2CO3+H2S→KHCO3+KHS (1) K2CO3+HCN→KCN+KHCO3 (2) K2CO3+CO2+H2O→2KHCO3 (3) KHS+KHCO3→K2CO3+H2S (4) KCN+KHCO3→K2CO3+HCN (5) 2KHCO3→K2CO3+CO2+H2O (6) 湿式氧化脱硫工艺与湿式吸收工艺脱硫单元操作相同,再生工艺不同。脱硫富液再生时,在空气中氧气、催化剂作用下,S2 -氧化为单质硫,从而使煤气中酸性气体得以去除。 例如,以碳酸钠为碱源的湿法氧化脱硫工艺中,脱硫阶段的方程式见式(7)~(9),副反应见式(10)~(13): Na2CO3+H2S→NaHS+NaHCO3 (7) HS-+2V5+→2V4++S+H+ (8) 2V4++ 催化剂(氧化态)→2V5++ 催化剂(还原态)(9) Na2CO3+2HCN→2NaCN+H2O+CO2 (10) NaCN+S→NaCNS (11) 2NaHS+2O2→Na2S2O3+H2O (12) 2Na2S2O3+O2→2Na2SO4+2S (13) 氧化还原反应首先在脱硫吸收塔内发生,根据E°V5+/V4+=1.000 V,E°S/S2-= -0.508 V[5],标准电极电位高的V5+ 将S2 -氧化为单质硫。同时,V5+ 被还原为V4+。在碱性条件下,E°O2/H2O=1.23 V[5],则E°O2/H2OE°V5+/V4+E°S/S2-,催化剂携带的氧气可将V4+ 氧化为V5+,使脱硫富液再生。同时,氧气可将在脱硫塔未被氧化的负二价硫继续氧化为单质硫。 2.2 脱硫脱氰富液副产品的回收工艺 在湿式吸收脱硫脱氰工艺中,富液再生过程通过蒸汽加热实现。因此,反应速度慢,生成的废液极少。在湿式氧化脱硫脱氰工艺中,由于再生过程中氧气的带入而发生副反应,生成硫代硫酸铵、硫氰酸铵等副盐,总量为450 g/L~550 g/L。目前,每生产1 t 焦炭产生脱硫废液10 kg 左右,焦化厂虽配套废水处理设施,但其污染物浓度超高,难以有效处理。 目前湿式氧化工艺副产品回收技术主要为富液空气催化氧化产单质硫;剩余富液处理主要为希罗哈克斯法高温高压制硫铵、昆帕库斯法焚烧后制硫酸及还原热分解产单质硫。湿式吸收工艺技术主要为WSA接触法制酸和克劳斯炉(SCL)生产硫磺。 2.2.1 富液空气催化氧化产单质硫 再生塔脱硫富液中S2 -在空气中氧及催化剂作用下,生成悬浮单质硫,从再生塔顶分离出来的质量分数为5%~10%硫泡沫进入硫泡沫槽中,经初步分离,再经固液分离设备脱水,得到含水质量分数40%~ 50%的硫膏,最后经熔硫釜熔融并分离出杂质后,冷却制成硫块。 2.2.2 WSA 接触法制硫酸 脱硫脱氰富液经热解吸处理后,产生酸性气体,送入WSA 制酸系统。WSA 制酸工艺的基本原理为酸性气体燃烧产生SO2,在催化剂作用下转化为SO3,再与气体中的水蒸气进行水和反应,生成气态硫酸,冷却为液态酸。 该工艺主要通过酸性气燃烧、过程气除杂、SO2 转化、硫酸冷凝冷却、热能回收利用等步骤,生产质量分数为98%的浓硫酸及中压过热蒸汽,多与真空碳酸钾法脱硫工艺配套使用。 2.2.3 克劳斯炉(SCL)生产硫磺 脱硫装置真空泵送来的含H2S、HCN 及CO2 等的酸性气体,进入克劳斯炉,酸气中1/3 的H2S 与空气燃烧生成SO2,2/3 的H2S 与生成的SO2 反应,生成单质硫。该工艺多与真空碳酸钾法脱硫工艺配套使用。 2.2.4 硫氰酸盐和硫代硫酸盐的提取 根据硫氰酸盐和硫代硫酸盐在水中溶解度的不同,通过控制蒸发浓度(比重)和冷却温度,达到分别提纯的目的。 以碳酸钠为吸收液的湿式催化氧化脱硫脱氰工艺为例,反应后脱硫富液催化剂浓度低,可忽略不计,溶液中主要含NaCNS、Na2S2O3 及Na2CO3 等。其中Na2CO3溶解度最小,且随温度升高变化不大。所以提取时可直接将脱硫富液吸收液蒸发浓缩,Na2CO3 首先析出并经过滤除去,再将过滤所得母液冷却、结晶和分离,可回收NaCNS 和Na2S2O3。 NaCNS 在水中的溶解度随温度的下降而降低,将NaCNS 饱和液温度降至过饱和状态时,NaCNS 结晶析出。但当吸收液中Na2S2O3 含量较高,超过NaCNS 含量的1/3 时,需首先将Na2S2O3 提出,否则将影响NaCNS产品质量。 2.2.5 昆帕库斯法制浓硫酸 该法一般作为FRC 法的一部分(即C 部分),脱硫吸收液多为氨源,脱硫后富液多为含单质硫、硫氰酸铵和硫代硫酸铵的脱硫富液,浓缩后与一定量的用于促进燃烧的煤气在燃烧炉内进行高温裂解,产生的SO2 随燃烧废气排出,对废气进行催化氧化处理,将正二价的硫化物氧化成正三价的硫化物,最后采用高浓度硫酸对其进行吸收,可生产出更高浓度的硫酸。该浓硫酸被送往硫酸铵工段。 2.2.6 希罗哈克斯法制硫酸铵 在273 ℃~275 ℃、7 000 kPa~7 500 kPa 的条件下,在氧化塔内将脱硫废液中的铵盐及硫磺氧化成硫酸铵,送入硫铵工段生产硫酸铵。该法与塔卡哈克斯法联用,亦可进行HPF 法脱硫废液的处理。 2.2.7 废液焚烧法 废液焚烧法又叫还原热分解法,脱硫浓缩液经蒸汽雾化后[9],喷入炉内火焰中,炉内操作温度约1 000℃。以碳酸钠碱源吸收液为例,浓缩液中的硫氰酸钠和硫代硫酸钠等受热分解,硫以硫化氢形式进入废气中,钠被还原成碳酸钠和硫化钠。 焚烧产生的废气出焚烧炉,经冷却后进入碱液回收槽内,碳酸钠和硫化钠等易溶解性盐被回收槽内液体吸收,废气被冷却至90 ℃左右。含水蒸气的废气由回收槽上部进入气液分离器,经冷却至约35 ℃后,进入废气吸收塔吸收硫化氢。排出的废气中含有微量的硫化氢和部分未完全燃烧的可燃性气体,送入回炉煤气管中进一步处理。 3 优化建议 3.1 工艺优选 3.1.1 产品生产的批量化、集成化 寻找煤气脱硫工艺与脱氨工艺产品的共性,实现产品的批量化、集成化生产。当采用T-H 法脱硫后配希罗哈克斯法脱硫工艺生成硫铵溶液时,因硫铵脱氨工艺产品为硫铵结晶,所以煤气净化工艺的脱氨工艺宜采用硫铵脱氨,而不采取磷铵等脱氨工艺。当采用FRC 法C 部分(昆帕库斯法)生产浓硫酸工艺时,应配套硫铵系统,供脱氨使用。 3.1.2 碱型及氨型脱硫吸收剂的选取 新建化产回收系统前,应先根据煤中元素组成,判断煤气中硫化氢、氨等气体含量,遵循脱硫与脱氨互补性原则,当氨含量能满足硫化氢去除、且脱硫后能满足不同煤气使用指标时,考虑采用氨型吸收剂脱硫;否则采用碱型吸收剂脱硫。 3.1.3 工艺位置的选择 碱型吸收剂前脱硫过程中,降低煤气中氰化氢含量,可减少煤气终冷洗涤水中氰化氢含量。相应的,终冷洗涤水通过凉水架冷却时,其中氰化氢被吹入空气中的量减少,也可减少大气污染。 当焦炉采用焦炉煤气加热时,因回炉煤气也经过前脱硫系统,煤气中硫化氢含量降低,焦炉烟气中二氧化硫含量明显减少。但由于前脱硫煤气处理量大,使投资成本比后脱硫系统大。因此,采用何种流程工艺,应在焦炉烟气脱硫投资和焦炉煤气脱硫系统投资间寻求经济平衡点。 3.1.4 运行工况的稳定性 在脱硫前,为降低煤气中焦油及灰尘含量,应定期维护电捕焦油设备,以免焦油堵塞脱硫塔内件,造成脱硫液品质恶化,影响再生效果。同时,应加强温度控制,减少萘结晶析出,防止脱硫工段进煤气管路阻塞。焦炉煤气除了回用焦炉燃烧供热以外,在钢铁焦化联合企业也供钢材加工和金属冶炼等使用,焦化厂还可利用煤气生产甲醇等新型煤化工产品。但由于各工段需根据市场情况组织生产,因此煤气用量波动较大,直接影响脱硫效率。在建厂前,需根据煤气全厂分配供应情况,综合考虑再生空气用量及脱硫液循环液量等因素,使其处于可调控范围,提高脱硫效率。 3.2 设备及技术开发 3.2.1 塔设备及配件研发设计 在湿法氧化脱硫系统再生单元中,空气中氧气起到催化剂再生作用,并使二价硫进一步反应生成单质硫。新型再生塔空气分布装置的研发设计,可以增强脱硫富液与空气混合效果,提高再生率,减少空气用量;再生塔新型高效塔盘的研发,可减小塔径,节省设备投资,节约占地面积。 3.2.2 填料的设计开发 填料是煤气脱硫装置的关键内件,基于碱源吸收酸性气体的传质动力学及煤气含尘、含萘的特点,新型填料的研究开发,应从提高气液传质效率和比表面积及提高通量、降低压降等方面入手。 3.2.3 催化剂的开发 根据阿伦尼乌斯化学动力学公式,活化能越低,HS -被氧化的速度越快,催化剂在反应过程中主要是降低HS -向S 转化的活化能。但是,由于脱硫脱氰催化剂价格昂贵,其使用量有一定限制。科研工作者应在原有催化剂成功使用的基础上,筛选出溶解效果好、使用寿命长、再生效果好的催化剂。催化剂多为由一种或几种有机物及变价金属离子配置的复合催化剂,且不同焦化企业炼焦过程中煤种及配比不同,炼焦煤气各杂质气体含量存在差异,脱硫废液组成随之变化,因此企业在开工调试前,需通过试验及现场经验,寻找合适的复合催化剂配比,从而减小催化剂使用量,降低运行成本。 3.3 废液资源化处理 目前,脱硫废液提盐法技术相对成熟。但在蒸发结晶前脱硫液的脱色吸附处理过程中,需投加大量的吸附脱色材料。如脱色后送煤厂与原煤混合炼焦或外运处理,会造成资源浪费和环境污染。为降低运行成本并减小污染,需寻找更合适的吸附材料或采取再生回用措施。 采用分步结晶法,需要与市场接轨,生产出满足工业级别纯度要求的硫氰酸盐及硫代硫酸盐,形成经济增长点。希罗哈克斯法、昆帕库斯法及克劳斯法等资源化处理工艺,有设备技术要求高、投资大及能耗高等缺点,需结合企业自身脱硫工艺特点及经济基础而选用。 4 结语 焦炉煤气脱硫脱氰是煤气净化的重要工艺单元,探寻技术可行、经济合理的煤气脱硫脱氰工艺,能够提高煤气脱硫脱氰效率。通过废液资源化回收途径,能够提高经济效益,减小脱硫废液造成的危害。脱硫脱氰后,煤气满足回用焦炉煤气或送用户煤气硫化氢含量标准的同时,可减少燃烧后有害气体对环境的污染,寻求经济效益与环境效益的平衡点。
乱弹社七月初七电:艳阳高照,菊花绽放,七月的西门府一派生机勃勃景象。上午九时,身着红色长袍的西门庆在府前广场迎接木子美——汽车徐徐开来,停住,车门打开,人未露面,一双玉腿先探了出来,搜索地面,脚踏实地后,长发披肩、一袭红色旗袍的木子美从车厢里抽出来。她高高的,瘦瘦的,婀婀娜娜地往前走。等候多时的男孩A和女孩B上前敬献了鲜花。在数十架照相机的咔嚓声中,西门庆和木子美亲切握手,相互问好。 木子美率领的相亲团是应西门庆之邀来访的。陪同木子美前来相亲的有网络名人流氓燕、芙蓉姐姐等;西门府参加接见的有西门府办公厅主任、西门庆之妻月娘,二房李娇儿、三房孟玉楼、四房孙雪蛾、五房潘金莲等。西门庆和木子美登上观景台,西门府前燃放鞭炮,乐队高奏歌曲《好日子》。 欢迎仪式结束后,宾主双方在西门府会客大厅进行了交谈。 西门庆说,我在网上看到木子美的征婚启事后,就立即发去了电子邮件,详细介绍了我的基本情况,并用附件发去了六幅照片,表达想和木子美结交的强烈愿望。西门庆认为,双方若能相识、相爱,结为连理,符合双方的共同利益,能够达到双赢的目的。在谈到男女关系时,西门庆强调,我一贯主张,每个人都有根据自身生理和感情需求选择一个或多个性伙伴的自由,也有选择异性性伙伴或同性性伙伴的自由,更有终生不选择性伙伴的自由,外人无权干涉。那种把自己的性取向强加于别人的做法,是荒唐的,可笑的,令人生厌的。 西门庆说,我和我成群的妻妾共同邀请木子美来访,表明我方非常愿意和木子美能成为一家人。看了木子美所说的“我不愿再重复没有结果的恋情”,我深感心疼,今天我保证,只要木子美愿意,马上我们就可以去民政部门登记结婚;木子美要求“那男人要开明,有主见,经济独立,不能以出名为目的,但也不能怕出名”,这几条我完全符合。希望木子美加紧对我考察、了解、切磋,早日成就一段继我和潘金莲后又一风流佳话。 木子美对西门庆的观点表示完全赞同。她在会谈时说,我之所以从几千应征者中选择与西门庆见面,就是看中了他的爱情观和道德观;就是看中他敢爱敢恨的勇气,敢于横刀夺爱的风采;就的看中了他会关心、会疼爱女人。所以我不介意他是一个经历复杂的人,我也是一个经历复杂的人,他会更懂得我的心态。 木子美在展望未来时说,我相信,西门庆和我今后会进一步加强互访,充分挖掘两人在各个领域,尤其是身体领域的合作交流,本着互通有无、互惠互利的原则发展恋爱关系,进而走入婚姻殿堂。结婚后,我和月娘、李娇儿、孟玉楼、孙雪娥、潘金莲,团结在以西门庆为中心的西门府,一定会其乐融融,和谐相处。 木子美相亲团一行的访问为期三天。当晚,西门庆在自己的双人床上招待了木子美。
今天预约实验,实验员问我需不需要打斑点,我说需要。她又问那就是要用双倾台吗?我就蒙了 打斑点和选单倾台和双倾台有关系吗?本人新手 特请教一下各位,具体的原理是什么呢 ?
国庆后,就要从GC-MS转去做ICP了,一台瓦里安,一台PE的,请多指教,我会经常来了---很多不懂--现在就请教个问题,发射强度突然降低,一直没恢复,是什么原因呢??
请问美泰QSOP3600哪里有说明要测Mo元素吗?貌似也没对这个元素有什么要求
氢气发生器有压力没流量 检查了管路没有堵塞 以为是安捷伦检测器毛病 换了一台氢气发生器 稳定了一天 也好用了 但是这个今天又试还是不好用
【液态镁——《王妃》化学系完整版】“那悲剧的节奏,听起来多么伤悲~我手边的烧杯,不炸我炸谁~”化系女生用略微的跑调和上不去的高音诉说着化学人的宿命…http://simg.instrument.com.cn/bbs/images/default/em09502.gif视频点我~
美泰不知道出来啥更新的标准没(化学方面的)??
最近想打听一些东西(不违法乱纪哈http://simg.instrument.com.cn/bbs/images/brow/em09510.gif)网上又查不到,有没有在美泰工作的高人呀,烦请指点指点...
1、什么是平台秤?台面较小、吨位较小,直接在地面上对物体称重的秤。台面尺寸0.5米*0.5米到2米*3米,容量500公斤到10吨,非标可以达到300吨。2、梅特勒-托利多平台秤有哪些系列?基本型:PK_带框架;PW_无框架;PC_超低台面;PKM_高精度;PKS_台面板不锈钢的PK秤。移动型:PT_移动,四脚落地称量;PTS_移动中称量;PU_可搬动,落地称量。环境型:PF/PH_抗腐蚀、清洁卫生环境;PB_防爆环境。行业专用型:PP_液氯/自来水/制药行业专用钢瓶秤;PG_冶金/有色金属/铸造/仓储;PZ_冷轧、热轧钢卷在线称量;PS_牲畜秤;PL_料罐秤;圆桶倾倒秤。3、梅特勒-托利多平台秤有哪些技术特点和优势?产品全、尺寸和容量大,充分满足用户的各种需求。主要元器件:传感器、仪表和秤台全部自主制造,精度高、性能可靠。冷折弯槽钢与花纹钢面板拼焊秤台,烘漆工艺,强度和防锈能力强,美观卫生。仪表、传感器作温度测试,整秤全量程标定,精度绝对保证。仪表功能强大全面。所有部件自制且服务网络广,售后服务绝对保证。4、平台秤有哪些行业应用?化工、油漆、涂料、制药、油墨、农药 金属制品、电线电缆、铜铝等有色金属加工冶金冶炼(指深加工)、钢丝绳厂、铸造厂自来水厂、水表厂、污水处理纺织、丝厂、印染、人造皮革厂造纸、印刷厂、塑料、橡胶轮胎、人造夹板厂机械加工、粮食、 酿酒厂5、2吨的梅特勒-托利多叉车秤无法标定怎么办?四角误差:100kg砝码压角显示为97、99、103、104。调电位器使显示100kg,卸下砝码后有-5kg底数。以上过程必须反复进行,直至调平四角为止,然后校正即可。6、一台1-3吨的梅特勒-托利多平台秤出现故障,数据不能清零怎么办?称完东西后下秤示值保持不变,不回零。按清零键无效,按模式键才回零。根据您的描述,应该是称重模式选择不对。建议修改称重模式:F5.1=0。7、梅特勒-托利多SCS-2T台秤,连接的是IND560仪表,校准时不能标定,也不可移动。怎么办?新秤必须把秤体底下的托架取掉、四周的运输夹板拆掉称量才会有反映。8、梅特勒-托利多PF系列3吨的平台秤,在冷库零下20°使用,现在出现漂移,什么原因?是在温度变化的时候漂移,还是在温度恒定的时候漂移?在秤上加几公斤东西进行观察。在常温下也漂移:在仪表上电后半小时内漂移是正常的。将各传感器逐个单独接仪表观察。9、3吨的梅特勒-托利多平台秤称量时只显示整数,小数点后没有显示,怎么回事?3t平台秤分度值d=1kg,是没有小数的。10、能否将梅特勒-托利多SCS-1T平台秤的称量范围1吨调整至1.5吨?1t平台秤使用0.5t的传感器,再考虑到秤台自重及使用中的偏载情况,所以不允许将它的量程改成1.5t。11、梅特勒-托利多SCS/ZCS的平台秤的RS232接口是否能转为DNC输出?无法输出DNC,用户可以通过RS232转接.
求美泰 邻苯最新标准?
有参加美泰Round 2 Cycle 12能力验证的来讨论下啊
煤中的氢元素用什么测定
今天刚收到美泰的样品,9月份的能力验证,测试方法为美泰GLOP7406-7409,测量17种可溶性重金属和总量重金属,样品量全部约0.5g。有做过美泰PT 的前辈麻烦指导下思路,谈谈经验之类的,谢谢了!欢迎一起参加的童鞋们也来讨论下,我们是第一次参加,没什么经验哦~~~
由于换工作,原本的版主专用台历没带走,还有没。再来一本吧。我要王志、于潇雨、李沧海、李少刚、赵刚、周垒生六位的亲笔签名。以及“怪侠一枝梅(bing_xuhong )的真名亲笔签名(不好意思,不知道名字)。该用多少分,就按上次帖子所说的吧。如果,疯子哥看在我刚找到工作的份上,送我是最好了。
[em0901]三聚氰胺能和哪种酶反应?意思是用哪种酶和三聚氰胺来反应,检测三聚氰胺的含量!
美泰关于表面涂层原料控制标准:RMS0006-2901 A SURFACE COATING MATERIALS
那有水镁石标样,有知道的请恢复,谢谢
朋友们帮个忙,我需要轻烧镁的标准:GB9354-1988;YB/T5206-1993。先谢谢了。
土壤脱氢酶测定采用TTC还原比色法,样品培养完后,用甲醇提取,少数几个样品显红色,大部分样品不显色,只有土壤的黄色,减对照样后吸光值为负,想问下大部分土壤中脱氢酶含量本来就少还是有其它问题?土壤脱氢酶测定有成熟的方法吗?欢迎做过的小伙伴一起来讨论下
美国:从中国台湾进口的咸梅果铅含量超标来源:食品伙伴网 日期:2010年11月3日由于咸梅果铅含量超标,加州公共卫生部(CDPH)警告消费者不要吃从台湾进口的标注有‘Casa De Dulce Salted Plums w/Chile’的咸梅果。CDPH表示,该咸梅果的铅含量为0.78 ppm,如果儿童吃一粒该咸梅果则将超过儿童铅每日建议摄入量的5倍,消费者应立即丢弃该产品,吃过这种糖果的孕妇和孩子的家长应该就是否需要进行医学测试的问题咨询内科医生或健康护理人员。该糖果由凡奈斯市哈瑞太兹糖果公司销售并且开始被召回。糖果的包装袋重为1.5盎司,包装袋上面具有红、黄色纸板标签。(PONY TEST提供支持)英国:豆芽感染沙门氏菌致218人患病来源:食品伙伴网 日期:2010年11月3日据英国食品安全官员表示,豆芽感染巴雷利沙门氏菌造成的疫情尚未结束。 英国健康保护局(HPA)、食品标准局(FSA)、苏格兰健康保护组织和当地环境卫生官员也共同表示,疫情仍在继续。 自从八月份初,HPA感染中心报告了190起感染巴雷利沙门氏菌事件。此外,在威尔士发生5起,北爱尔兰发生2起,苏格兰健康保护部门确认21起。通常情况下一个月内的沙门氏菌感染事件不超过10起。本地和区域服务部门主任乔·卡尼博士领导了一个疫情控制小组。该小组成员由英国健康保护局、食品标准局、苏格兰健康保护组织和当地环境卫生部门的一些官员组成。卡尼博士表示:随着疫情的持续,对于餐馆和准备将豆芽买回家吃的顾客来说,如果没有明确地标记说明食品是即食的,那么确保这些产品经过恰当的处理并充分的蒸煮是非常重要的。在饮食场所和家庭中准备饭菜的人必须将生鲜豆芽同其它包括即食豆芽的色拉类产品分开存放,以避免交叉感染。英国健康保护局感染中心沙门氏菌参考处专家表示从豆芽中分离出的巴雷利沙门氏菌跟人粪便中分离出的巴雷利沙门氏菌不同。(PONY TEST提供支持)







 我要推广仪器
我要推广仪器
 下载APP
下载APP