http://img3.17img.cn/bbs/upfile/images/20100518/201005181701392921.gif可比性研究对上游和下游工艺开发的支持——默克密理博生物制药工艺基础课堂九讲座时间:2014年10月23日 10:00 主讲人:朱蓉蓉在加州大学戴维斯分校的物理化学系完成了所有博士学位的课程和资格考试,获得ABD 资格。现默克密理博生物分析部的高级科学家。 建立了许多先进的分析方法和技术。在小分子、蛋白质和抗体药的生物物理及生化特性的研究领域,从发现到投入商业化,具有20多年的资深经验。http://img3.17img.cn/bbs/upfile/images/20100518/201005181701392921.gif【简介】 生物蛋白药制造工艺的变化往往会造成产品质量的变化。因此,在工艺变更时必需进行可比性研究,以确保生产工艺的变化不影响生物药的质量,安全性和有效性。建立产品质量和工艺参数之间的相关性,可以最好地帮助我们了解制造工艺,并协助上游和下游工艺的开发。在这次讲座中,将会举例讲述上游工艺过程的变化(细胞系,细胞培养基和收获时间)如何影响产品质量。也将提出如何改善下游工艺可以提高单克隆抗体产品的质量(包括低聚合体和较低的工艺相关杂质)。-------------------------------------------------------------------------------1、报名条件:只要您是仪器网注册用户均可报名参加。2、报名并参会用户有机会获得100元手机充值卡一张哦~3、报名截止时间:2014年10月23日 9:304、报名参会:http://simg.instrument.com.cn/meeting/images/20100414/baoming.jpg

[align=center][img]http://simg.instrument.com.cn/bbs/images/default/em09504.gif[/img][/align][align=center][b][color=#3366ff]【推荐讲座】[/color][/b]上游细胞培养工艺中灌流技术探讨(9月5日14:00)[/align][align=center][color=#3366ff][b]报名抢座位:[/b][/color][url=http://www.instrument.com.cn/webinar/Meeting/meetingInsidePage/2812][b][color=#3366ff][/color][/b][/url][url]http://www.instrument.com.cn/webinar/Meeting/meetingInsidePage/2812[/url][/align][align=center][b][color=#3366ff]内容简介:[/color][/b]灌流培养结合一次性连续流工艺作为治疗型抗体行业的新趋势被广泛讨论。本课程中我们将结合一次性技术探讨灌流培养工艺的应用特点,关键参数优化,工艺开发和放大策略等,为您的上游培养工艺提供除Fed-batch 之外的另一种选择。[/align][align=center][b][color=#3366ff]讲师介绍:[/color][/b]王晖,默克生命科学工艺解决方案资深工艺工程师经理,默克全球生产科学和技术团队成员, 主要负责大中国区上游技术,上下游生产过程中一次性和不锈钢系统的应用实施。具有超过十年生物制药行业微生物/细胞培养,系统设计,过程放大,问题解决经验。王晖先生毕业于华东理工大学,发酵工程硕士学位 。[/align][align=center][b][color=#3366ff]内容速览[/color][/b][/align][align=center][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241125_01_2507958_3.jpg[/img][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241125_02_2507958_3.jpg[/img][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241125_03_2507958_3.jpg[/img][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241125_04_2507958_3.jpg[/img][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241125_05_2507958_3.jpg[/img][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241125_06_2507958_3.jpg[/img][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241126_01_2507958_3.jpg[/img][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241126_02_2507958_3.jpg[/img][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241126_03_2507958_3.jpg[/img][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241126_04_2507958_3.jpg[/img][img=,690,388]http://ng1.17img.cn/bbsfiles/images/2017/07/201707241126_05_2507958_3.jpg[/img][/align][align=center]报名抢座位:[url]http://www.instrument.com.cn/webinar/Meeting/meetingInsidePage/2812[/url][/align]
[size=14px][color=#cc0000]摘要:本文详细介绍了真空系统中上游和下游控制模式的特点以及在应用中存在的问题,并介绍了上下游模式同时使用的双向控制新技术,新技术可有效发挥上下游控制模式的优点和抑制缺点。[/color][/size][size=14px][/size][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align] [b][color=#cc0000]1. 真空度(压力)控制概述[/color][/b][size=14px][/size] 在许多真空系统中,为了实施特定的工艺过程或达到一定的实验条件,需要真空系统中的真空度恒定在特定以及关键的设定值,这就需要对真空系统内的真空度进行控制。真空度控制一般通过上游模式(upstream model)、下游模式(downstream model)和两种模式结合的方法实现。业内一般将上游模式定义为控制输入真空系统的气体,下游模式定义为控制泵送系统的节流,即以真空系统为参照物,真空系统上游的进气控制为上游模式,真空系统下游的出气控制为下游模式。[size=14px][/size] 无论是自动的上游控制还是下游控制,都需要电动控制阀来实现。在目前国内外真空系统的真空度控制过程中,由于技术的限制,绝大多数还都是采用单一控制方式,即或是上游模式,或是下游模式。但随着双向控制技术的突破,可以实现上下游模式的同时控制。[size=14px][/size] 本文详细介绍了真空系统中上下游真空度控制模式的特点以及在应用中存在的问题,介绍了双向控制技术的特点。[size=14px][/size][b][color=#cc0000]2. 上游控制模式(Upstream Model)[/color][/b][size=14px] 如图2-1所示,上游控制模式是一种控制系统中压力的方法,在该系统中,气体流入腔室,通常由电动控制阀进行控制。[/size][align=center][size=14px][img=,500,421]https://ng1.17img.cn/bbsfiles/images/2021/01/202101042202534200_9124_3384_3.png!w690x582.jpg[/img][/size][/align][align=center][size=14px][color=#cc0000]图2-1 上游控制模式示意图[/color][/size][/align][size=14px][/size] 上游真空度(压力)控制器维持真空系统本身上游的压力,在真空泵抽速一定的情况下,增加进气流量以降低压力,减少进气流量以增加压力。因此,这称为反向作用,该配置在行业中通常称为背压调节器。[size=14px][/size] 在真空度(压力)上游模式控制期间,控制阀将以特定的速率注入气体,同时还与控制器通信。如果从控制器接收到不正确的输出电压(意味着压力不正确),控制阀将调整流量。压力过高,控制阀会降低流量,压力过高,控制阀会提高流量。[size=14px][/size] 上游模式具有以下特点:[size=14px][/size] (1)可提高真空系统中工艺的稳定性和速度;[size=14px][/size] (2)使用快速作用控制阀,将控制仪器放置在真空系统的上游可提供更快的响应时间和更好的稳定性。上游模式还消除了对附加阀的需求,减少了系统中潜在泄漏点的数量,减少了下游设备的需求并降低了安装成本。例如在真空镀膜应用中,将压力控制装置放置在腔室的上游可以节省时间,成本,并提高真空沉积工具的精度。[size=14px][/size] (3)很多真空工艺,如等离子熔炼和真空沉积等,都使用了下游控制模式来维持真空室内的气体压力,而节流阀的使用会有几万元的配置,并还需要一个单独的控制模块来为阀门供电、提供PID数据和设定点功能。因此,上游模式有时可有效的降低真空系统的造价成本。[size=14px][/size] (4)由于下游真空泵不受控制,一般都以较大的抽速运行,这就造成在单独使用上游模式时会出现比较费气的现象,特别是在工艺气体为较贵的高纯惰性气体时尤为明显。[size=14px][/size][b][color=#cc0000]3. 下游控制模式(Downstream Model)[/color][/b][size=14px] 如图3-1所示,下游控制模式是一种控制真空系统内部压力的方法,其中抽气速度是可变的,通常由真空泵和腔室之间的控制阀实现。[/size][align=center][size=14px][img=,500,418]https://ng1.17img.cn/bbsfiles/images/2021/01/202101042203517636_9658_3384_3.png!w690x578.jpg[/img][/size][/align][align=center][size=14px][color=#cc0000]图3-1 下游控制模式示意图[/color][/size][/align][size=14px][/size] 下游控制模式是维持真空系统下游的压力,增加流量以增加压力,减少流量以减少压力,因此,这称为直接作用,这种控制器配置通常称为标准压力调节器。[size=14px][/size] 在真空度(压力)下游模式控制期间,控制阀将以特定的速率限制真空泵抽出气体,同时还与控制器通信。如果从控制器接收到不正确的输出电压(意味着压力不正确),控制阀将调整抽气流量。压力过高,控制阀会提供抽气流量,压力过低,控制阀会降低流量。[size=14px][/size] 下游模式具有以下特点:[size=14px][/size] (1)下游模式作为目前最常用的控制模式,通常在各种条件下都能很好地工作;[size=14px][/size] (2)但在下游模式控制过程中,其有效性有时可能会受到“外部”因素的挑战,如入口气体流速的突然变化或等离子体事件的开启或关闭。此外,某些流量和压力的组合会迫使节流阀在等于或超过其预期控制范围的极限的位置上运行。在这种情况下,精确或可重复的压力控制都是不可行的。或者,压力控制可能是可行的,但不是以快速有效的方式,结果造成产品的产量和良率受到影响。[size=14px][/size] (3)在下游模式中,会在更换气体或等待腔室内气体沉降时引起延迟。[size=14px][/size][b][color=#cc0000]4. 双向控制模式(Bidirectional Model)[/color][/b][size=14px][/size] 通过上述两种控制模式的特点可以看出,两种模式各有优缺点。目前在真空度控制中常用的方法是以下游控制模式为主控方法,同时在真空系统的上游设置几个控制档位来控制进气流量,由此来最大限度发挥两种模式的优点,但这种控制方式还无法实现全自动化。[size=14px] 随着自动化控制技术的发展,目前上海依阳公司已经开发出双向自动控制技术,其结构图4-1如所示。[/size][align=center][size=14px][img=,500,414]https://ng1.17img.cn/bbsfiles/images/2021/01/202101042205187960_2317_3384_3.png!w690x572.jpg[/img][/size][/align][size=14px][/size][align=center][color=#cc0000]图4-1 双向控制模式示意图[/color][/align][size=14px][/size] 这种双向控制模式可以最大限度发挥控制优势,节省时间和成本,并提高真空工艺的效率和质量。[size=14px][/size][align=center]=======================================================================[/align][size=14px][/size][size=14px][/size][size=14px][/size][size=14px][/size][size=14px][/size][size=14px][/size][size=14px][/size]
光谱仪器是否存在上游产品和下游产品?

[align=center][img=,690,371]https://ng1.17img.cn/bbsfiles/images/2021/07/202107311949282951_4033_3384_3.png!w690x371.jpg[/img][/align][color=#ff0000]摘要:针对密封腔体内真空度(压强)的准确控制,本文基于薄膜电容真空计、电动针阀、电动球阀、真空泵和高精度PID控制器组成的真空控制系统,设计了上下游两种模式的控制试验方案。依据对两种试验方案分别进行了试验,考核了10Pa~600Torr真空度范围内十几个设定点的恒定控制精度,并用波动率描述了考核试验结果。试验结果显示在整个真空度量程范围内,恒定控制的波动率小于±1%。[/color][color=#ff0000][/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#ff0000]1. 考核试验方案[/color][/size] 在真空腔体的真空度(压强)控制过程中,会针对具体要求对真空度进行准确的定点控制或程序曲线控制,并配套使用真空计、电动针阀、电动球阀(电动蝶阀)、真空泵和高精度PID控制器。 在真空度具体控制过程中,一般会根据具体工艺要求在上游控制和下游控制这两种模式中选择一种。一般而言,在低真空(高压)下会选择下游控制模式,在高真空(低压)下会选择上游控制模式。 为了考察真空度(压强)控制模式和控制系统的控制精度,分别设计了两个考核试验方案。[color=#ff0000]1.1. 配备电动针阀的上游控制模式[/color] 上游控制模式考核试验方案如图1-1所示。 在上游模式中主要考核1Torr以下的高真空度恒定控制,所以采用了1Torr量程的薄膜电容真空计。真空腔体的进气由24位高精度的PID控制器控制电动针阀来进行调节,真空腔体的出气则由真空泵进行抽取。在真空泵抽气速率恒定的情况下,通过自动调节电动针阀的开度来实现腔体内真空度的控制。[align=center][img=1-01.上游控制模式试验方案示意图,400,411]https://ng1.17img.cn/bbsfiles/images/2021/07/202107311953076843_6825_3384_3.png!w690x710.jpg[/img][/align][align=center][color=#ff0000]图1-1 上游控制模式试验方案示意图[/color][/align] 实施上述设计方案的考核试验装置如图1-2所示。[align=center][color=#ff0000][img=1-02.上游控制模式考核试验装置,690,466]https://ng1.17img.cn/bbsfiles/images/2021/07/202107311953439851_1379_3384_3.png!w690x466.jpg[/img][/color][/align][align=center][color=#ff0000]图1-2 上游控制模式考核试验装置[/color][/align][color=#ff0000]1.2. 配备电动球阀的下游控制模式[/color] 下游控制模式考核试验方案如图1-3所示。 在下游模式中主要考核小于一个大气压(760Torr以下)的低真空度恒定控制,所以采用了1000Torr量程的薄膜电容真空计。真空腔体的进气由手动阀门保持一恒定开度,真空腔体的出气则由真空泵进行抽取,但通过24位高精度的PID控制器控制电动球阀来调节出气速度。在进气和真空泵抽气速率都恒定的情况下,通过自动调节电动球阀的开度来实现腔体内真空度的控制。[align=center][color=#ff0000][img=1-03.下游控制模式试验方案示意图,400,428]https://ng1.17img.cn/bbsfiles/images/2021/07/202107311954050798_6215_3384_3.png!w666x713.jpg[/img][/color][/align][align=center][color=#ff0000]图1-3 下游控制模式试验方案示意图[/color][/align] 实施上述设计方案的考核试验装置如图1-4所示。[align=center][color=#ff0000][img=1-04.下游控制模式考核试验装置,690,425]https://ng1.17img.cn/bbsfiles/images/2021/07/202107311954267687_6095_3384_3.png!w690x425.jpg[/img][/color][/align][align=center][color=#ff0000]图1-4 下游控制模式考核试验装置[/color][/align][size=18px][color=#ff0000]2. 试验和结果[/color][/size][color=#ff0000]2.1. 上游控制模式试验和结果[/color] 在上游模式试验过程中,首先开启真空泵后使其全速抽气,然后在68Pa左右对PID控制器进行PID参数自整定。自整定完成后,分别对12、27、40、53、67、80、93和107Pa共8个设定点进行了控制,整个控制过程中真空度的变化如图2-1所示。[align=center][color=#ff0000][img=2-1. 上游考核试验曲线,690,418]https://ng1.17img.cn/bbsfiles/images/2021/07/202107311955268759_6495_3384_3.png!w690x418.jpg[/img][/color][/align][align=center][color=#ff0000]图2-1 上游控制模式真空度定点控制考核试验曲线[/color][/align] 将上述不同真空度恒定控制点处的控制效果以波动率来表达,则得到如图2-2所示的不同真空度下的控制波动率。从波动率图可以看出,采用1Torr真空计控制1Torr以下真空度时,波动率会随着真空度的升高(压强降低)而增大,主要因为以下几方面的原因:[align=center][color=#ff0000][img=2-2. 上游模式真空度恒定控制波动度,690,388]https://ng1.17img.cn/bbsfiles/images/2021/07/202107311955531485_5277_3384_3.png!w690x388.jpg[/img][/color][/align][align=center][color=#ff0000]图2-2 上游模式真空度恒定控制波动率[/color][/align] (1)在整个控制过程中,始终采 用的是在68Pa真空度恒定点处自整定后的PID参数,显然将此PID参数应用于12Pa恒定点控制并不太合适,还需进行单独的PID参数。 (2)在PID参数自整定后,并未对PID进行更进一步的精细调节,直接采用了自整定获得的PID参数,这也是影响波动率的一个原因。 (3)1Torr真空计的量程为0.0001~1Torr,即0.013~133.32Pa,对应的模拟信号输出为0~10V。在上述实际测量中,最低真空度恒定点107Pa时的模拟信号为8.026V,最高真空度恒定点12Pa时的模拟信号为0.900V,那么对于一定采集精度的控制器而言,测量和控制0.900V时的测控误差显然会较大。[color=#ff0000]2.2. 下游控制模式试验和结果[/color] 在下游模式试验过程中,首先开启真空泵后使其全速抽气,并将进气阀调节到微量进气的位置,然后在300Torr左右对PID控制器进行PID参数自整定。自整定完成后,分别对70、200、300、450和600Torr共5个设定点进行了控制,整个控制过程中真空度的变化如图2-3所示。[align=center][color=#ff0000][img=2-3. 下游考核试验曲线,690,411]https://ng1.17img.cn/bbsfiles/images/2021/07/202107311956082491_876_3384_3.png!w690x411.jpg[/img][/color][/align][align=center][color=#ff0000]图2-3 下游控制模式真空度定点控制考核试验曲线[/color][/align] 将上述不同真空度恒定控制点处的控制效果以波动率来表达,则得到如图2-4所示的不同真空度下的控制波动率。从波动率图可以看出,采用1000Torr真空计控制1000Torr以下真空度时,波动率会随着真空度的升高(压强降低)而略有增大,与上游控制模式中的现象一致。[align=center][color=#ff0000][img=2-4. 下游模式真空度恒定控制波动度,690,427]https://ng1.17img.cn/bbsfiles/images/2021/07/202107311956206407_9051_3384_3.png!w690x427.jpg[/img][/color][/align][align=center][color=#ff0000]图2-4 下游模式真空度恒定控制波动率[/color][/align][size=18px][color=#ff0000]3. 结论[/color][/size] 通过上下游两种控制模式的考核试验,可得出以下结论: (1) 配备有目前型号电动针阀、电动球阀和PID控制器的真空度(压强)控制系统,在采用了薄膜电容真空计条件下,恒定真空度(压强)控制的波动率可轻松的保持在±1%以内; (2) 由于真空控制系统中进气或出气流量与真空度并不是一个线性关系,因此在整个测控范围内采用一组PID参数并不一定合适,为了使整个测控范围内的波动率稳定,还需采用2组以上PID参数。 (3) 今后还需开展进一步的研究和试验工作,希望控制波动度能降低到±0.5%以下,而且提高控制响应速度,以满足更苛刻的真空工艺要求。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align] [align=center][img=,690,305]https://ng1.17img.cn/bbsfiles/images/2021/07/202107311952439870_640_3384_3.jpg!w690x305.jpg[/img][/align]
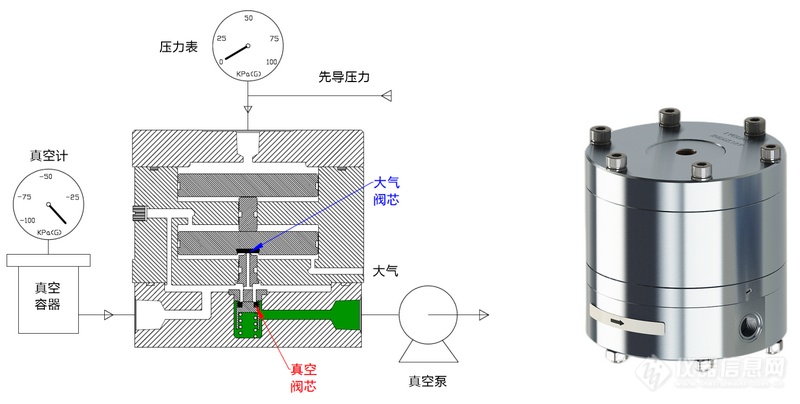
[color=#ff0000]摘要:对标MKS、VAT和CDK等公司的下游排气高速节流阀系列产品,本文介绍了相应的国产化替代方案和产品。基于CVD工艺,技术方案将下游流量调节阀变为了下游压力调节阀,并采用分体结构,将调压阀与PID控制器分离,调压阀具备大口径和高速功能,电子气控驱动调压阀快速动作,PID控制器接收真空计信号和控制气控驱动阀,可实现阀门全开时间小于0.1秒。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align] [size=18px][color=#ff0000]一、背景介绍[/color][/size]在各种化学气相沉积CVD工艺中,腔室上游为各种工作气体的进气端,腔室下游布置节流阀和真空泵,使得工作腔室内的工作气压在高温条件下按照设定程序进行控制。为达到较高的工艺质量,在CVD工艺中真空度的控制需达到以下几方面的要求:(1)下游控制方式:因为在CVD工艺过程中的真空度并不高,基本在10~500Torr范围内,在此范围内的低真空控制,采用下游控制方式可以达到较高精度,且控制速度很快。而上游控制方式则很难达到满意的控制效果,上游控制方式一般适用于较高真空度的低压控制。(2)高速调节能力:CVD工艺过程中,除了开始阶段的真空度缓慢调节控制之外,在温度突变过程中要求具备快速调节和恒定真空度的能力,这就要求下游调节阀门的响应速度极快,阀门从全闭到全开的时间至少不能大于1秒。(3)大口径:作为下游控制模式,节流阀安装在工作腔室和真空泵之间,要求具有较大口径以满足真空的快速抽取和控制。(4)易维护:CVD工艺中会有大量微尘抽出排放,尽管使用了过滤装置,但还是会对节流阀产生污染,由此要求节流阀便于拆装清理而不影响使用。目前市场上能满足CVD工艺上述要求且应用较多的节流阀是MKS、VAT和CDK等国外公司的系列下游排气高速节流阀,系列节流阀的全开速度在0.2~1.7秒范围内,口径1.270~2.362英寸,并集成了蝶阀、步进电机和PID控制器。目前MKS的下游节流阀在CVD工艺中应用比较成熟,但存在价格偏高和货期较长的问题。针对此问题,本文提出了相应的替代方案,介绍了相关产品,以期在国产化方面做出尝试。[size=18px][color=#ff0000]二、国产化替代方案[/color][/size]国产化替代方案主要包括以下几方面的内容:[color=#ff0000]2.1 压力调节方式[/color]目前MKS公司的下游节流阀是一种流量调节阀,通过调节蝶阀的开度大小来调节排气流量,与进口流量达到平衡来实现工作腔室内真空度的控制。我们的方案是直接采用压力调节阀,通过调节工作腔室排气口处的气压来实现腔室真空度控制。调压方式同样可以实现真空度的准确控制,特别是在CVD的低真空(高气压)工作区间内,排气量会更少,能节省工作气体的排放。[color=#ff0000]2.2 分体结构[/color]与MKS下游节流阀的集成式结构不同,我们将阀门和PID控制器进行了模块分离。采用分体结构主要出于以下几方面的考虑:(1)采用独立的2通道PID控制器。这种PID控制器具有24位A/D和16位D/A的超高精度,更能保证真空度的控制精度,同时具有40多种信号输入类型,即可用来控制真空度,也可控温等。(2)2通道PID控制器可以连接两个不同量程的电容式真空计,并具有真空计自动切换功能,由此可实现全量程范围内真空度的自动测量和控制。如果只连接一个真空计,另外一个通道可连接温度传感器进行温度控制。(3)很多CVD设备都配备了独立且功能强大的PLC控制系统用来进行真空度、温度和流量等电气参数控制,同时也具备达到一定精度的PID控制功能。分体结构可以使PLC系统直接去控制阀门,避免功能的重复,有利于降低造价。[color=#ff0000]2.3 气控驱动压力调节阀[/color]有别于美国MKS公司下游节流阀所采用的高速步进电机驱动蝶阀,我们的技术方案是电子气控先导阀驱动阀芯位移,由此可带动阀芯实现高速位移和压力调节。针对不同口径采用相应规格阀芯,内部阀芯非常便于拆卸、更换和清理。[size=18px][color=#ff0000]三、国产化相关产品[/color][/size][color=#ff0000]3.1 大口径高速真空压力调节阀[/color]新推出的国产化EVR系列(EyoungVacuum Regulator)真空压力调节阀及其内部结构如图1所示。[align=center][img=,690,348]https://ng1.17img.cn/bbsfiles/images/2022/06/202206020854523534_9772_3384_3.png!w690x348.jpg[/img][/align][align=center]图1 国产EVR系列真空压力调节阀及其内部结构示意图[/align]EVR系列真空压力调节阀是一种常闭型调压阀门,可直接对气密性容器的真空压力(负压或正压)进行高速调节,调节方式采用顶部气控先导阀,先导阀可采用手动和电子控制形式。EVR系列产品可配各种手动和电子控制形式的先导阀,可形成开环和闭环控制回路。通过外接真空计和真空压力控制器相结合,可构成闭环形式快速高精度可编程真空控制回路。EVR系列真空压力调节阀的技术参数如表1所示。[align=center]表1 EVR系列真空压力调节阀技术参数表[/align][align=center][img=,550,299]https://ng1.17img.cn/bbsfiles/images/2022/06/202206020928417726_9841_3384_3.png!w690x376.jpg[/img][/align][align=left][color=#ff0000]3.2 两通道24位高精度多功能PID控制器[/color][/align][align=center]对标英国欧陆控制器,国产VPC-2021系列PID控制器是多通道、24位A/D和16位D/A、可编程的通用型PID控制器,如图2所示。VPC-2021系列PID控制器可进行真空度、温度、流量和转速等多种参数的精密控制,功能十分强大,且性价比非常高。[/align][align=center][img=,500,260]https://ng1.17img.cn/bbsfiles/images/2022/06/202206020929494455_1310_3384_3.png!w650x338.jpg[/img][/align][align=center]图2 VPC-2021系列高精度PID程序控制器[/align]VPC-2021系列控制器主要性能指标如下:(1)精度:24位A/D,16位D/A。(2)最高采样速度:50ms。(3)多种输入参数:47种(热电偶、热电阻、直流电压)输入信号,可连接各种温度和真空度传感器进行测量、显示和控制。(4)多种输出形式:16位模拟信号、2A (250 VAC)继电器 、22V/20mA 固态继电器、 3A/250VAC可控硅。(5)多通道:独立1通道或2通道输出。2通道可实现温度和真空度的同时测控,报警输出通道可用来控制旋转电机。(6)多功能:正向、反向、正反双向控制、加热/制冷控制。(7)PID程序控制:改进型PID算法,支持PV微分和微分先行控制。可存储20组分组PID,支持20条程序曲线(每条50段)。(8)通讯:两线制RS485,标准MODBUSRTU 通讯协议。(9)显示方式:数码馆和IPS TFT真彩液晶。(10)软件:通过软件计算机可实现对控制器的操作和数据采集存储。(11)外形尺寸:96×96×87mm(开孔尺寸92×92mm)。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~[/align]
前一阵子,习总书记来广州视察。其中一站是东濠涌,可惜只是被人领导上游看看,而我家住在下游,无缘一睹总书记风采。http://simg.instrument.com.cn/bbs/images/default/em09504.gifhttp://simg.instrument.com.cn/bbs/images/default/em09509.gif
求助:最新版学习强国争上游的题库
电子级别的试剂如盐酸是如何做到杂质很低的,工艺上有什么联系?
这段时间水源上游不时有排放污水的情况发生,作为水司的监测实验室应以那些指标作为重点项目进行监测,在那些监测项目达到什么程度时,要通知水司停止取水呢???
1.1 氧化沟工艺基本原理和主要设计参数 氧化沟又名氧化渠,因其构筑物呈封闭的环形沟渠而得名。它是活性污泥法的一种变型。因为污水和活性污泥在曝气渠道中不断循环流动,因此有人称其为“循环曝气池”、“无终端曝气池”。氧化沟的水力停留时间长,有机负荷低,其本质上属于延时曝气系统。以下为一般氧化沟法的主要设计参数: 水力停留时间:10-40小时; 污泥龄:一般大于20天; 有机负荷:0.05-0.15kgBOD5/(kgMLSS.d); 容积负荷:0.2-0.4kgBOD5/(m3.d); 活性污泥浓度:2000-6000mg/l; 沟内平均流速:0.3-0.5m/s 1.2 氧化沟的技术特点: 氧化沟利用连续环式反应池(Cintinuous Loop Reator,简称CLR)作生物反应池,混合液在该反应池中一条闭合曝气渠道进行连续循环,氧化沟通常在延时曝气条件下使用。氧化沟使用一种带方向控制的曝气和搅动装置,向反应池中的物质传递水平速度,从而使被搅动的液体在闭合式渠道中循环。 氧化沟一般由沟体、曝气设备、进出水装置、导流和混合设备组成,沟体的平面形状一般呈环形,也可以是长方形、L形、圆形或其他形状,沟端面形状多为矩形和梯形。 氧化沟法由于具有较长的水力停留时间,较低的有机负荷和较长的污泥龄。因此相比传统活性污泥法,可以省略调节池,初沉池,污泥消化池,有的还可以省略二沉池。氧化沟能保证较好的处理效果,这主要是因为巧妙结合了CLR形式和曝气装置特定的定位布置,是式氧化沟具有独特水力学特征和工作特性: 1) 氧化沟结合推流和完全混合的特点,有力于克服短流和提高缓冲能力,通常在氧化沟曝气区上游安排入流,在入流点的再上游点安排出流。入流通过曝气区在循环中很好的被混合和分散,混合液再次围绕CLR继续循环。这样,氧化沟在短期内(如一个循环)呈推流状态,而在长期内(如多次循环)又呈混合状态。这两者的结合,即使入流至少经历一个循环而基本杜绝短流,又可以提供很大的稀释倍数而提高了缓冲能力。同时为了防止污泥沉积,必须保证沟内足够的流速(一般平均流速大于0.3m/s),而污水在沟内的停留时间又较长,这就要求沟内由较大的循环流量(一般是污水进水流量的数倍乃至数十倍),进入沟内污水立即被大量的循环液所混合稀释,因此氧化沟系统具有很强的耐冲击负荷能力,对不易降解的有机物也有较好的处理能力。 2) 氧化沟具有明显的溶解氧浓度梯度,特别适用于硝化-反硝化生物处理工艺。氧化沟从整体上说又是完全混合的,而液体流动却保持着推流前进,其曝气装置是定位的,因此,混合液在曝气区内溶解氧浓度是上游高,然后沿沟长逐步下降,出现明显的浓度梯度,到下游区溶解氧浓度就很低,基本上处于缺氧状态。氧化沟设计可按要求安排好氧区和缺氧区实现硝化-反硝化工艺,不仅可以利用硝酸盐中的氧满足一定的需氧量,而且可以通过反硝化补充硝化过程中消耗的碱度。这些有利于节省能耗和减少甚至免去硝化过程中需要投加的化学药品数量。 3) 氧化沟沟内功率密度的不均匀配备,有利于氧的传质,液体混合和污泥絮凝。传统曝气的功率密度一般仅为20-30瓦/米3,平均速度梯度G大于100秒-1。这不仅有利于氧的传递和液体混合,而且有利于充分切割絮凝的污泥颗粒。当混合液经平稳的输送区到达好氧区后期,平均速度梯度G小于30秒-1,污泥仍有再絮凝的机会,因而也能改善污泥的絮凝性能。 4) 氧化沟的整体功率密度较低,可节约能源。氧化沟的混合液一旦被加速到沟中的平均流速,对于维持循环仅需克服沿程和弯道的水头损失,因而氧化沟可比其他系统以低得多的整体功率密度来维持混合液流动和活性污泥悬浮状态。据国外的一些报道,氧化沟比常规的活性污泥法能耗降低20%-30%。 另外,据国内外统计资料显示,与其他污水生物处理方法相比,氧化沟具有处理流程简单,超作管理方便;出水水质好,工艺可靠性强;基建投资省,运行费用低等特点。 1.3 氧化沟技术的发展 自1920年英国sheffield建立的污水厂成为氧化沟技术先驱以来,氧化沟技术一直在不断的发展和完善。其技术方面的提高是在两个方面同时展开的:一是工艺的改良;二是曝气设备的革新。
请厂家供应商与我联系,打算优化公司的上游渠道。 crystvvlee@163.com
【网络讲座】:基于生物反应器水平的细胞培养工艺开发和放大考虑-默克制药工艺基础课堂十七【讲座时间】:2016年05月12日 14:00【主讲人】:王晖,默克工艺解决方案高级生物工艺工程师,拥有10年生物工艺上游和下游过程开发经验,在细胞培养工艺,一次性产品及系统的应用上经验丰富。熟悉重组蛋白和抗体生产工艺,曾参与多个重组蛋白和抗体项目的研发工作。【会议简介】动物细胞表达药物已经成为目前国内生物医药发展的主流,尤其以单抗药物表现最为活跃。大规模细胞培养,生产规模纯化技术和药物质量检测与控制是目前生物药物产业化的三大核心技术。而作为上游工艺的细胞培养则很大程度上决定了产业化规模,成本以及影响产品关键质量属性。本课程将介绍大规模细胞培养中常用搅拌罐式生物反应器结构原理以及过程检测技术,重点讨论抗体药物细胞培养过程中的关键基础参数,工艺流程,基于产品关键质量因素探讨工艺优化,并结合实践讨论反应器水平工艺放大策略和放大考虑因素。-------------------------------------------------------------------------------1、报名条件:只要您是仪器网注册用户均可报名,通过审核后即可参会。2、报名截止时间:2016年05月12日 13:303、报名参会:http://www.instrument.com.cn/webinar/meeting/meetingInsidePage/18844、报名及参会咨询:QQ群—171692483http://ng1.17img.cn/bbsfiles/images/2016/03/201603141635_586950_2507958_3.gif

[color=#990000]摘要:对标美国MKS公司的148J、248A和154A 系列上游流量控制阀以及244、250、946和651系列控制器,介绍了相应的国产化替代产品电子针阀和多功能高精度控制器,并介绍了国产化替代产品的相应特点和技术指标 。[/color][color=#990000][/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#990000]一、MKS公司上游流量控制阀[/color][/size] MKS上游流量控制阀是一类真空型电磁比例阀,如图1所示,主要有以下三个系列产品: (1)148J全金属流量控制阀:金属密封,流量范围0.01~20L/mim。 (2)154B大流量控制阀:橡胶密封,流量范围20~200L/mim。 (3)248D通用型流量控制阀:橡胶密封,流量范围0.01~50L/mim。[align=center][color=#990000][img=MKS上游气体流量控制阀,690,259]https://ng1.17img.cn/bbsfiles/images/2021/12/202112012251024178_4191_3384_3.png!w690x259.jpg[/img][/color][/align][align=center][color=#990000]图1 MKS公司上游流量控制阀[/color][/align][size=18px][color=#990000]二、MKS公司流量/压力控制器[/color][/size] MKS公司的流量/压力控制器是一类PID控制器,如图2所示,主要有以下4个系列产品: (1)244系列:手动PID控制,单通道控制,适配多种传感器,0~10VDC输入信号,手动/自动/外部控制模式,精度为满量程的0.25%,多个设定点(3或4),控制偏差指针显示。此型号系列控制器现已停产。 (2)250系列:手动PID控制,单通道控制,适配多种真空传感器,0~10VDC输入信号 ,手动/自动/外部控制模式,精度为满量程的0.25%,最多4个设定点,外部编程设定,数码显示测量值和控制偏差值。此型号系列控制器现已停产。[align=center][color=#990000][img=MKS流量压力控制器,690,102]https://ng1.17img.cn/bbsfiles/images/2021/12/202112012251398451_7424_3384_3.png!w690x102.jpg[/img][/color][/align][align=center][color=#990000]图2 MKS公司流量/压力控制器[/color][/align] (3)946系列:自动PID控制,16位A/D采集,6通道控制,适配多种真空传感器,最多可同时监测6路传感器信号,0~10VDC输入/输出信号 , 手动/自动/外部控制模式,内部编程设定,数字显示测量值和控制偏差值,12路继电器输出,RS232/485通讯。 (4)651系列:自调节快速PID控制,16位A/D采集,单通道控制,适配多种真空传感器,0~10VDC输入/ 输出信号 , 手动/自动/外部控制模式,重复性为满量程的±0.1%,外部编程设定,数字显示测量值, 多路I/O接口,RS232/485通讯。[size=18px][color=#990000]三、国产化电子针阀替代MKS电磁控制阀[/color][/size] MKS公司的上游流量控制阀是一种传统的电磁阀,电磁阀最大的问题是磁滞比较大,会明显的影响线性度和控制精度。这些控制阀的整体价格较高,也没有相应的国产品牌。 为了实现上游流量控制阀的国产化替代并提高性价比,我们在针阀技术上采用数控步进电机来代替电磁阀,开发了一些列不同流量的电子针阀,如图3和图4所示,完全实现了国产化替代。[align=center][color=#990000][img=电子针阀,500,428]https://ng1.17img.cn/bbsfiles/images/2021/12/202112012252026101_430_3384_3.gif!w599x513.jpg[/img][/color][/align][align=center][color=#990000]图3 国产NCNV系列电子针阀[/color][/align][align=center][img=电子针型阀技术指标,690,452]https://ng1.17img.cn/bbsfiles/images/2021/12/202112012252322209_7636_3384_3.png!w690x452.jpg[/img][/align][align=center][color=#990000]图4 国产NCNV系列电子针阀技术参数[/color][/align][align=left][size=18px][color=#990000]四、国产化高精度PID控制器替代MKS控制器[/color][/size][/align] MKS公司的气体流量/压力控制属于专用控制器,只能满足真空领域内的气体流量和压力控制,尽管功能十分强大,但价格较贵。国产化替代的PID控制器,采用了更高精度的24位A/D采集器,控制器更趋于通用性,可实现温度和真空压力的同时控制,如图5所示。[align=center][color=#990000][img=VPC-2021系列控制器,690,358]https://ng1.17img.cn/bbsfiles/images/2021/12/202112012252599268_5639_3384_3.png!w690x358.jpg[/img][/color][/align][align=center][color=#990000]图5 国产VPC-2021系列温度/压力控制器[/color][/align] 国产高精度多功能PID控制器主要特点如下: (1)高精度:±0.05%满量程,24位A/D采集,16位D/A输出。 (2)多通道:独立的1通道和2通道。 (3)多功能:47种(热电偶、热电阻、直流电压)输入信号,可实现不同参量的同时测试、显示和控制,可进行正反向控制(双向控制模式)。 (4)PID控制:改进型PID算法,支持PV微分和微分先行控制。20组分组PID,分组输出限幅功能。 (5)双传感器切换:每一个通道都可支持温度高低温和高低真空度的双传感器切换,两通道可形成总共接入四只传感器的控制组合。 (6)程序控制:支持20条工艺曲线,每条50段,支持段内循环和曲线循环。[hr/]
在碾压过程中,颗粒分布是影响下游工艺性能和最终片剂产品质量的最为关键的参数之一。在碾压过程中使用颗粒表征,可将工艺控制参数与产品质量直接关联在一起。 使用 FBRM 颗粒表征优化碾压工艺在碾压过程中,颗粒分布是影响下游工艺性能和产品质量的最为关键的参数之一。颗粒分布会影响下列操作单元: (图) 利用碾压工艺获得稳定的后处理压片,从而保证溶出度均一和含量均匀。一个成功的工艺能生产出粒度、密度和孔隙度控制均匀的颗粒。但是,在制粒放大生产过程中由于原材料的变化或工艺的动态变化将导致不均匀性。与 Patheon 的合作证明了 FBRM® 在线具有了解设计空间和优化一系列碾压运行单元的能力,同时具有不同的垂直/水平进料速度、碾压力和粉碎速度。确定颗粒分布特征可使用户能够直接将工艺控制参数与产品质量关联在一起。通过设计稳定可靠的工艺,即能实现从干法制粒到压片一系列稳定的工艺处理。实验设计进行了 19 批次的实验设计以了解工艺参数对下游产品质量的影响。使用 FBRM® 技术来测量和控制颗粒粒数和粒度变化。将 FBRM® 探头在线3插入 Comil 下游收集漏斗,当粉末流过探针尖端时,由于压缩颗粒系统中的内嵌4 或在线5测量,可获得具有代表性的测量结果,样品量的增加会提高细小颗粒高灵敏度。在此情况下更需要使用在线测量方法6。在下游取 10 克粉末样品,并分散于 100 克矿物油中。由于浓缩了取样量,测量具有代表性。中位数(第 50 个百分位)统计中的样品重复率小于 1%。 结果碾压和粉碎后,预混分布比分布具有更少的粗颗粒(图 1)。试验 10、12、13 和 19 具有最高数量的细颗粒、高孔隙度和密度。它们也具有 4000 磅/英寸的碾压力和 1000 rpm 的粉碎速度。细粉总数是下游流动特性和可能的溶出度不均一的早期指征。试验 6 和 11 具有最高数量的粗颗粒、低孔隙度和密度。它们亦具有 8000 磅/英寸的碾压力和 2000 rpm 的粉碎速度。 统计结果对上游碾压力和粉碎速度参数的压缩孔隙度和变化而言,颗粒分布平均值、每秒钟的细颗粒 (0-50μm) 计数和粗颗粒 (200-2000μm) 数量是高灵敏度的早期指征。平均粒度和每秒钟计数的细颗粒、粗颗粒数量亦是下游流程和溶解度或崩解时限的早期指征。通常,碾压力显著影响到粉碎密度、孔隙度挤压和粉碎挤压粒径。 平均值与孔隙度相关性的关系通过实时测量颗粒粒径,可以将碾压工艺条件控制在特定的平均粒径的目标上。由于平均粒径与颗粒孔隙度相关,实时控制就能确保均匀性。 结论碾压是一种复杂工艺,存在粉碎和聚集相互竞争的机制。采用 FBRM®,可以量化关键工艺参数的影响变化并将此与粉碎参数关联在一起。通过确定这些影响,可使用工具 (FBRM®) 来减少放大时间,充分减少扰动以及可能出现的问题。在该研究中,高碾压力和粉碎速度能获得低孔隙率、低密度的粗颗粒,而低碾压力和粉碎速度导致出现高孔隙率、高密度和高数量的细颗粒。在线颗粒表征亦用于确定过筛问题、硬件故障,从而降低制造成本。 参考文献1. Sheffield Products2. Peter Greven3. Arp, Z. et al.AAPS, Atlanta, GA, 10 November 20084. Wiesweg, S. et al.Tablet Tech Seminar, Brussels; Belgium; 25 October 20075. Hu, X. et al.International Journal of Pharmaceutics 347 (2008) 54–616. Michaels J. N. et al.Powder Technology Volume 189, Issue 2, 31 January 2009, 295-303 鸣谢Arasu Kondappan(Patheon)对碾压粉碎物物理特性的检测。Diane Lillibridge(Patheon)提供统计设计方面的指导并执行统计分析。Russ Neldham(梅特勒-托利多)进行 FBRM® 测量。
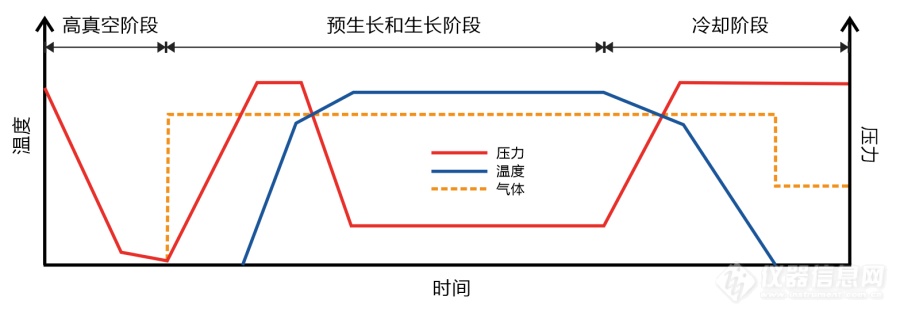
[color=#990000]摘要:本文针对目前PVT法SiC单晶生长过程中真空压力控制存在的问题,进行了详细的技术分析,提出了相应的解放方案。解决方案的核心方法是采用上游和下游同时控制方式来大幅提高全压力范围内的控制精度和稳定性,关键装置是低漏率和高响应速度的电动针阀、电动球阀和超高精度的工业用PID控制器。通过此解决方案可实现对相应进口产品的替代。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align] [size=18px]一、问题的提出[/size]碳化硅单晶材料,作为宽带隙半导体材料,具有优异的物理特性和电学性能,特别适合于制造高温、高频、大功率、抗辐射、短波长发光及光电集成器件,因此被广泛应用于航空、航天、雷达、通讯等领域。目前,碳化硅单晶的生长一般采用PVT法工艺。由于碳化硅单晶生长的最终目的是为了获取大尺寸、低缺陷的碳化硅单晶,随着碳化硅单晶的尺寸增大,对单晶炉内的真空压力控制要求极高,工艺气体的压力变化对SiC晶体的生长速度和晶体质量产生极大影响。图1所示为一典型SiC单晶生长工艺中压力、温度和工艺气体随时间的变化曲线。[align=center][color=#990000][img=01.碳化硅生长中随时间的压力、温度和气体变化过程,690,242]https://ng1.17img.cn/bbsfiles/images/2022/09/202209161032399187_2475_3221506_3.png!w690x242.jpg[/img][/color][/align][align=center][color=#990000]图1 PVT法碳化硅单晶生长过程中压力、温度和气体的随时间变化过程[/color][/align]从图1所示的工艺曲线可以看出,晶体生长炉内的压力控制是一个全真空度范围的精密变化过程,整个真空度变化范围横跨低真空和高真空(10-4Pa~105Pa),特别是在10-1Pa~105Pa的低真空范围内需要精密控制。目前在利用PVT法制备SiC单晶时,普遍还存在以下几方面问题。(1)普遍采用下游模式(调节出气速率)控制全过程的真空度变化,在0.1~1000Pa的较高真空区间控制精度极差,晶体生长容器内的压力波动大(约±10%)。(2)真空控制装置所采用的调节阀和PID控制器基本都采用MKS、VAT和CKD等公司的上游流量控制阀(Upstream Flow Control Valves)、下游排气节流阀(Downstream Exhaust Throttle Valves)及其配套的PID阀门控制器(PID Valve Controllers)。尽管为了降低成本目前已有多种集成了PID控制器的一体式结构的下游排气节流阀,但整体造价还是较高。(3)真空压力国产化替代产品也在逐步兴起,但普遍还存在阀门漏率大、阀门调节响应时间长和不同量程真空计无法自动切换等问题,致使无法同时采用上游和下游控制模式实现全量程范围内的真空压力高精度控制。本文将针对上述PVT法SiC单晶生长过程真空压力控制存在的问题,进行详细的技术分析,并提出相应的解放方案。解决方案的核心是采用上游和下游同时控制方式来大幅度提高全压力范围内的控制精度和稳定性,并介绍相应的低漏率和高响应速度的真空用电动针阀、电动球阀和超高精度的工业用PID控制器,由此实现对相应进口产品的替代。[size=18px][color=#990000]二、碳化硅晶体生长的压力变成过程分析[/color][/size]图1所示为目前PVT法第三代碳化硅单晶生长过程中的压力、温度和气体流量变化曲线,其中红线表示了非常典型的真空压力变化过程。通过对真空压力各个阶段的变化过程进行分析,以期深入理解PVT法SiC单晶生长过程中对真空压力变化的要求。如图1所示,SiC单晶生长过程中真空压力的变化分为以下几个阶段:(1)高真空阶段:在高真空阶段,需要通过机械泵和分子泵在晶体生长容器内形成高真空(1×10-3Pa~1×10-5Pa),以清除容器和物料内的空气和水分。此高真空阶段要求气压需要以较慢的恒定速率进行降压,由此来避免碳化硅粉料形成扬尘。(2)预生长阶段:同理,在预生长阶段,随着工艺气体的充入和温度的逐渐升高,也要求容器内的气压按照恒定速率逐渐升至常压或微正压,此烘烤和气体置换进一步清除空气和水分。(3)生长阶段:在晶体生长阶段要求容器气压按照恒定速度逐渐降低到某一设定值(生长压力),并保持长时间恒定。不同的生长设备和工艺一般会采用不同的生长压力,专利“一种碳化硅晶体的破碎晶粒用于再生长碳化硅单晶的方法”CN114182357A中,生长压力为200~ 2000Pa;专利CN114214723A“一种准本征半绝缘碳化硅单晶的制备方法”中,生长压力为10000~80000Pa;专利CN215404653U“碳化硅单晶生长控制装置”中,生长压力控制在0.2~0.7Pa范围内;专利CN217231024U“一种碳化硅晶体生长炉的压力串级控制系统”中,生长压力范围为100~500Pa。由此可见,所涉及的生长压力是一个从0.2Pa至80kPa的宽泛区间。(4)冷却阶段:在冷却阶段,随着温度的逐渐降低,要求容器内的气压按照恒定速率逐渐升至常压或微正压。从上述单晶生长过程中气压变化的几个阶段可以看出,真空压力控制装置要达到以下主要技术指标,而这些也基本都是进口产品已经达到的技术指标。(1)漏率:小于1×10-7Pa.m3/s(2)控制精度和长期稳定性:在任意真空压力下,控制精度优于1%(甚至0.5%),长期稳定性优于1%(甚至0.1%)。(3)响应速度:小于1s。响应速度往往也决定了控制精度和长期稳定性,特别是在温度和流量的共同影响下,真空压力会产生快速波动,较快的响应速度是保证精密控制的关键。(4)连接不同量程真空计:可连接2只不同量程电容真空计以覆盖整个真空压力测量控制范围,并可根据相应真空度进行传感器的自动切换和控制。(5)可编程控制:可编程进行任意压力控制曲线的设置,并可存储多条控制曲线以便不同工艺控制的调用。(6)PID参数:可自整定,并可存储和调用多组PID参数。(7)上位机通讯:与上位机(如PLC和计算机)进行通讯,并具有标准通讯协议。[size=18px][color=#990000]三、高精度真空压力控制解决方案[/color][/size]从上述分析可以得知,不同的碳化硅晶体生长工艺所需的压力是一个从0.2Pa至80kPa的宽泛区间,目前国内外在晶体生长工艺压力过程中普遍都采用下游控制模式,即在真空泵和生长容器之间安装节流阀,通过恒定上游进气流量,通过节流阀调节下游排气流量来实现真空压力控制。对于大于1kPa的高气压区间,这种下游控制模式十分有效可实现压力精密控制,但对于低压区间(0.1Pa~1kPa),下游模式的控制效果极差,必须要采用调节进气流量和恒定下游抽气流量的上游控制模式。上游模式控制方法在碳化硅单晶生长工艺中应用的一个典型案例是专利 CN217231024U“一种碳化硅晶体生长炉的压力串级控制系统”,其中生长阶段的压力范围为100~500Pa,可将压力稳定控制在±0.3Pa。另外,上游控制模式已经广泛应用在真空控制领域,我们在以往的实际应用和验证试验中也都证实过上游模式可实现1kPa以下低气压的精确控制。综上所述,要实现0.2Pa至80kPa全范围内的真空压力精密控制,需要分别采用上游和下游模式。由此,我们提出了可同时实施上游和下游模式的真空压力高精度控制解决方案,这种上下游同时进行控制的真空压力控制系统结构如图2所示。[align=center][color=#990000][img=02.上下游双向真空压力控制系统结构示意图,550,375]https://ng1.17img.cn/bbsfiles/images/2022/09/202209161032552585_1956_3221506_3.png!w690x471.jpg[/img][/color][/align][align=center][color=#990000]图2 上下游双向真空压力控制系统结构示意图[/color][/align]在图2所示的解决方案中,采用了两只电容真空计来覆盖0.2Pa至80kPa的全真空量程,真空计的测量信号传送给PID控制器,由PID控制器分别驱动上游的电动针阀和下游的电动球阀,由此闭环控制回路实现全量程范围内的真空压力精密控制。真空压力的具体控制过程是:(1)当压力控制设定值位于大于1kPa的高气压范围时,PID控制器处于下游控制模式,PID控制器调节上游的电控针阀为恒定开度,并对下游的电控球阀进行PID自动调节,通过快速调整电控球阀的开度变化使生长容器内的压力测量值快速等于设定值。(2)当压力控制设定值位于小于1kPa的低气压范围时,PID控制器处于上游控制模式,PID控制器调节下游的电控球阀为恒定开度,并对上游的电控针阀进行PID自动调节,通过快速调整电控针阀的开度变化使生长容器内的压力测量值快速等于设定值。[size=18px][color=#990000]四、配套装置的国产化替代[/color][/size]本文提出的解决方案,在真空计、电控阀门和PID控制器满足技术指标要求的前提下,可实现高精度的真空压力控制,通过实际应用和考核试验都验证了控制精度可以达到真空计的最高精度,稳定性可以轻松达到设定值的±0.5%,甚至在大部分真空压力量程内稳定性可以达到设定值的±0.1%。在进行0.1Pa~100kPa范围内的真空度控制过程中,目前真空技术应用领域普遍采用是国外产品,比较典型的有INFICON、MKS、VAT和CKD等公司的薄膜电容真空计、上游流量控制阀、下游排气节流阀及其配套的PID阀门控制器。随着国产化技术的发展,除了薄膜电容真空计和高速低漏率电动蝶阀之外,其他真空压力控制系统的主要配套装置已经完全实现了国产化,低漏率和快速响应等关键技术的突破,使整体技术指标与国外产品近似,PID控制器与国外产品相比具有更高的测控精度,并且还具有国外产品暂时无法实现的双向模式控制功能,真空压力控制比国外产品具有更高的控制精度和稳定性。国产化替代的关键配套装置包括高速低漏率真空用电控针阀和电控球阀,以及多功能超高精度通用型PID控制器,如图3所示。[align=center][color=#990000][img=03.真空控制系统国产化替代装置,690,354]https://ng1.17img.cn/bbsfiles/images/2022/09/202209161033165839_1676_3221506_3.png!w690x354.jpg[/img][/color][/align][align=center][color=#990000]图3 国产化的电动针阀、电动球阀和高精度PID控制器[/color][/align]图3所示的国产化配套装置都达到了第2节中的技术指标要求,特别是高精度的工业用PID控制器更是具有优异性能,其中的24位模数转换、16位数模转换和双精度浮点运算的0.01%最小输出百分比是目前国内外工业用PID控制器的顶级指标,可实现压力、温度和流量等工艺参数的超高精度控制。[size=18px][color=#990000]五、总结[/color][/size]针对PVT法单晶生长工艺,本文提出的上下游双向控制解决方案可实现全量程范围内真空压力的快速和高精度控制,此解决方案已在众多真空技术领域内得到了应用,相应配套的电动针型阀和电动球形阀具有国外产品近似的技术指标,工业用超高精度PID控制器更是具有优异的性能。这些配套装置结合各种真空压力传感器和双向控制方法可实现真空压力的高精度控制。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
求助“外方内方紫铜长管游动芯头拉伸工艺的研究 - 上海有色金属 - 章逸仁 陈兆铭”

[color=#990000]摘要:针对目前MOCVD设备和工艺中真空压力控制方面存在的问题,如多数设备仅能使用下游控制模式、节流阀响应速度不够、节流阀耐腐蚀问题和压力控制器采集精度不高,本文提出了相应的解决方案,以进行MOCVD设备的改进和提高工艺和产品质量。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align] [size=18px][color=#990000]一、问题提出[/color][/size]在半导体行业内,MOCVD具有许多显著特点,可用于大面积生长,可精确控制成分和厚度,具有高重复性和生长速率,可覆盖复杂基板形状,可快速切换气路制备陡峭的多层界面,适用于原位退火等。但在MOCVD设备的开发和工艺调试中,需要研究和选择与生产相关的生长参数,这些参数包括反应室形状、工作压力、生长温度、基座转速、气体流速和入口温度等。MOCVD的工作压力一般为10 mtorr-500 torr范围内,工作压力的精密控制决定了反应室的流动稳定性,但在目前的真空压力控制中还存在以下问题:(1)如图1所示,目前的MOCVD设备基本都采用下游模式对工作压力进行控制,即在排气端安装节流阀进行排气流量调节实现反应室内的压力控制,但这仅适用于压力较高的工艺,如工作压力100~500torr范围。但对于有些工艺的低压要求,采用下游控制模式会造成工作压力波动较大,无法准确控制,从而影响产品质量。对于低工作压力的精密控制最好采用上游控制模式,即控制进气端的流量实现反应室的压力稳定。[align=center][img=MOCVD压力控制,600,265]https://ng1.17img.cn/bbsfiles/images/2022/02/202202050858525574_7248_3384_3.png!w690x305.jpg[/img][/align][align=center][color=#990000]图1 MOCVD典型压力控制系统示意图[/color][/align](2)MOCVD工艺过程始终伴随着温度变化,而温度变化会严重影响工作压力的稳定性和可控性,因此要求在温度变化过程中同时实现工作压力的准确控制,这就要求进气和排气控制阀的响应速度越快越好,控制阀从全开到全闭至少要控制在5秒内,1秒以内更佳。(3)有些MOCVD工作气体带有腐蚀性,相应的阀门也需具有较强的抗腐蚀性以提高设备的连续正常工作寿命。(4)目前绝大多数控制都采用PLC模组,但极少PIC控制器能达到24位的模数转换精度,对于工作压力的精密控制,建议采用24位精度的PID控制器以充分发挥电容式压力传感器的高精度测量优势。本文将针对目前MOCVD设备和工艺中存在的上述问题,提出相应的解决方案。[size=18px][color=#990000]二、压力精密控制方案[/color][/size]在MOCVD工作压力范围内,一般要求在一定范围内,反应室内的工作压力可以在任意设定点上准确恒定。为了满足低压和高压的不同压力范围精密控制,所提出的压力控制方案是在原有的下游控制模式上增加上游控制模式,真空压力控制系统结构如图2所示,具体内容如下:[align=center][color=#990000][img=MOCVD压力控制,600,330]https://ng1.17img.cn/bbsfiles/images/2022/02/202202050900060793_95_3384_3.png!w690x380.jpg[/img][/color][/align][align=center][color=#990000]图2 MOCVD真空压力控制系统结构示意图[/color][/align](1)在反应室的进气口和排气口分别安装步进电机驱动的电子针阀和电动球阀,电子针阀直接安装在进气口处,电动球阀安装在排气口和真空泵之间。对于MOCVD设备,可增加一个气囊以对进入的工作气体进行按比例混合后再经电子针阀进入反应室。当在高压下进行控制时,可固定电子针阀的开度,仅调节下游的电动球阀;在低压下进行控制时,可固定电动球阀的开度,仅调节上游的电子针阀。由此可满足不同压力控制的需要。(2)电子针阀和电动球阀都有高速型节流阀,电子针阀的响应速度为0.8秒,电动球阀有两种响应速度型号,分别是5秒和1秒。针阀和球阀的阀体采用不锈钢,密封件采用FFKM全氟醚橡胶,超强耐腐蚀性,可用于各种腐蚀性气体和液体。(3)在MOCVD中一般采用1000torr或10torr量程的电容压力计进行压力测量,其精度可达±0.2%。也可采用更高精度±0.05%的真空压力传感器进行测量。由此,方案中采用专用的24位A/D采集的高精度PID真空压力控制器,以匹配高精度电容式压力传感器的测量精度,并保证控制精度。综上所述,通过以上方案的实施,可以在整个真空压力范围内,将压力波动控制在±1%以内,并会快速响应反应室的温度变化实现压力的快速恒定,同时耐腐蚀性密封件将大幅度提高阀门的使用寿命。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
求助“游动芯头拉伸铜毛细管综合工艺试验研究 - 有色金属加工 - 王金明 徐生林”
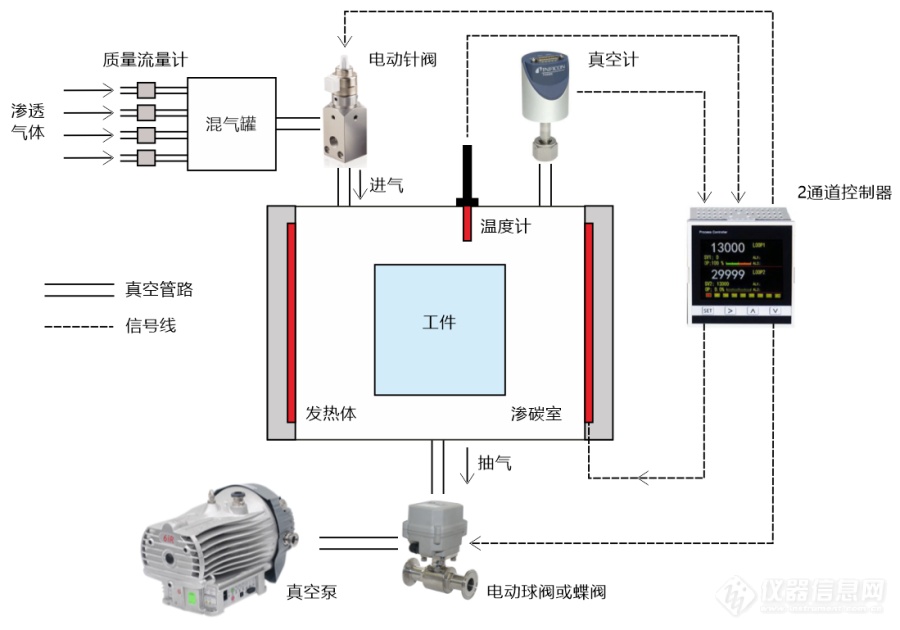
[color=#ff0000]摘要:为了满足低压渗碳工艺中对真空度精密控制的要求,本文提出了相应的解决方案,其中包括增加一个混气罐用于渗透气体混合、采用上游和下游形式的动态控制方法和真空度与温度同时配合控制方法,由此可实现渗透工艺中真空度和温度的快速和精密控制。[/color][size=18px][color=#ff0000]一、问题的提出[/color][/size]低压渗碳又称为真空渗碳,是在低压真空状态下,向高温炉内通入渗碳介质进行快速渗碳的工艺过程。真空渗碳工艺可分为一段式、脉冲式、摆动式几种形式,其中真空度、温度和渗碳时间等随具体要求的不同会发生相应变化,特别是真空度会随着温度变化发生剧烈变化。因此在真空渗碳工艺中,真空度控制方面需要解决以下几方面的问题:(1)真空度的快速精确控制问题,如定点控制、程序控制和快速脉冲控制,都要求真空控制系统具有较高的响应速度和控制精度。特别是在真空度全量程范围实现精密控制,势必要根据不同量程采用不同的真空度传感器和相应的上游和下游控制模式。(2)真空度和温度的同时控制问题,这是渗碳是在高温环境下进行,要求真空度和温度的同时协调控制。为满足低压渗碳工艺中对真空度精密控制的要求,本文提出了真空度精密控制解决方案,并采用双通道PID控制实现温度的同步控制。[size=18px][color=#ff0000]二、解决方案[/color][/size]低压渗透工艺中的真空度和温度控制系统,其整体结构如图1所示。[align=center][color=#ff0000][img=低压渗碳中的真空度控制,690,482]https://ng1.17img.cn/bbsfiles/images/2022/04/202204260835413442_9140_3384_3.png!w690x482.jpg[/img][/color][/align][align=center][color=#ff0000]图1 低压渗碳工艺中的真空度和温度控制系统结构示意图[/color][/align]真空度精密控制的基本原理是动态控制方法,即根据控制设定值和真空计测量值,分别调整渗碳室的进气流量和排气流量,使这进出流量达到动态平衡。如果要进行自动化控制,则需采用PID控制算法和相应控制器。如图1所示,本文提出的真空度精密控制解决方案就是采用了动态控制方法,采用电动针阀调节进气流量,采用电动球阀或电动针阀调节抽气流量,真空泵用作真空源,整个真空度的自动控制采用了PID控制器。对于不同的低压渗碳工艺,其真空度的控制范围为1Pa~100kPa范围。因此在具体工艺中,不同真空度范围内的控制需要采用不同的动态控制模式。对于1Pa~1kPa高真空区间内的真空度控制,采用固定抽气流量、调节进气流量的上游控制模式;对于1kPa~100kPa低真空区间内的真空度控制,采用固定进气流量、调节抽气流量的下游控制模式。如图1所示,为了实现对进气流量的调节和控制,在渗碳室的进气端增加一个混气罐,采用气体质量流量计分配各种渗透气体进入混气罐,混合后的渗透气体再通过电动针阀进行流量调节和控制。为了同时实现温度控制功能,本方案采用了双通道的PID控制器,一个通道用来控制真空度,另一个通道用来控制温度。此双通道PID控制器如图2所示。此PID控制具有24位A/D和16位D/A,具有47种(热电偶、热电阻、直流电压)输入信号形式,可连接各种真空度和温度传感器进行测量、显示和控制。2路独立测量控制通道,两线制RS485,标准MODBUSRTU 通讯协议。[align=center][color=#ff0000][img=低压渗碳中的真空度控制,363,400]https://ng1.17img.cn/bbsfiles/images/2022/04/202204260836105451_4665_3384_3.png!w515x567.jpg[/img][/color][/align][align=center][color=#ff0000]图2 VPC2021系列双通道PID控制器[/color][/align]为实现真空度控制过程中的高精度调节,采用了数控步进电机进行精细调节的电子针阀,如图3所示。此系列数控针阀的磁滞远小于电磁阀,并具有1秒以内的高速响应,特别是采用了氟橡胶(FKM)密封技术,使阀具有超强的耐腐蚀性。与数控电子针阀配备有一个步进电机驱动电路模块,给数控针阀提供了所需电源(24VDC)和控制信号(0~10VDC),同时也可提供 RS485 串口通讯的直接控制。[align=center][color=#ff0000][img=低压渗碳中的真空度控制,182,400]https://ng1.17img.cn/bbsfiles/images/2022/04/202204260836266795_6061_3384_3.png!w275x604.jpg[/img][/color][/align][align=center][color=#ff0000]图3 NCNV系列电动针阀[/color][/align]对于较大口径的抽气管路,本方案采用了微型电动球阀,如图4所示。此系列的电动球阀是一种小型电动阀门,阀门开度可根据控制信号(0~10VDC)的变化连续调节,最快开启闭合时间小于7秒,也可达到小于1秒的开启闭合时间,其执行器和阀体的一体化设计,减小了外形体积,价格低廉,常安装在密封容器和真空泵之间用于调节抽气速率。[align=center][color=#ff0000][img=低压渗碳中的真空度控制,309,400]https://ng1.17img.cn/bbsfiles/images/2022/04/202204260836408860_4144_3384_3.png!w521x673.jpg[/img][/color][/align][color=#ff0000][/color][align=center]图4 LCV-DS系列电动球阀[/align]总之,通过本文所述的解决方案,低压渗碳工艺中的真空度控制精度在全量程范围都可以达到1%,同时还可以进行相应的温度控制。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]
http://img3.17img.cn/bbs/upfile/images/20100518/201005181701392921.gif良好的回流混合在一次性切向流系统中的重要性——默克密理博生物制药工艺基础课堂十一讲座时间:2014年11月27日 14:30 主讲人:王晖密理博高级生物工艺工程师,拥有超过8年生物工艺上游和下游工艺开发,优化设计及放大应用的工作经验。熟悉重组蛋白和抗体生产工艺,曾参与多个重组蛋白和抗体项目的研发工作。http://img3.17img.cn/bbs/upfile/images/20100518/201005181701392921.gif【简介】 本次讲堂主要介绍一次性超滤系统优化设计中不同的回流液混合状态对超滤工艺的影响,阐述良好的回流液混合和取样对超滤过程安全性及放大可靠性的重要意义。-------------------------------------------------------------------------------1、报名条件:只要您是仪器网注册用户均可报名参加。2、报名并参会用户有机会获得100元手机充值卡一张哦~3、报名截止时间:2014年11月27日 14:004、报名参会:http://www.instrument.com.cn/webinar/meeting/meetingInsidePage/1213
http://ng1.17img.cn/bbsfiles/images/2017/01/201701191656_647653_2507958_3.gif生物制药下游工艺中新技术的应用—— 默克密理博生物制药工艺基础课堂四主讲人:王斌 默克密理博公司 工艺开发经理 活动时间:2013年9月10日 下午 14:30http://ng1.17img.cn/bbsfiles/images/2017/01/201701191656_647653_2507958_3.gif【简介】本次讲座以单抗工艺为例,介绍了新技术在下游纯化中的应用。包括细胞收获液澄清处理的沉淀技术和新型过滤技术;三柱串联连续操作的亲和层析技术;一次性使用的离子交换膜层析技术;高浓度超滤浓缩技术以及新的病毒挑战策略。-------------------------------------------------------------------------------1、报名条件:只要您是仪器网注册用户均可报名参加。2、参加及审核人数限制:限制报名人数为120人,审核人数100人。3、报名截止时间:2013年9月10日4、报名参会:http://simg.instrument.com.cn/meeting/images/20100414/baoming.jpg5、参与互动: *参会期间您还可以将有疑问的数据通过上传的形式给老师予以展示,并寻求解答*6、环境配置:只要您有电脑、外加一个耳麦就能参加。建议使用IE浏览器进入会场。7、提问时间:现在就可以在此帖提问啦,截至2013年9月9日8、会议进入:2013年9月10日14:00点就可以进入会议室9、特别说明:报名并通过审核将会收到1 封电子邮件通知函(您已注册培训课程),请注意查收,并按提示进入会议室!为了使您的报名申请顺利通过,请填写完整而正确的信息哦~http://simg.instrument.com.cn/webinar/20110223/images/zb_11.gif注意:由于参会名额有限,如您通过审核,请您珍惜宝贵的学习交流机会,按时参加会议。如您临时有事无法参会,请您进入报名页面请假。无故不参会将会影响您下一次的参会报名。快来参加吧:我要报名》》》
新安县段家沟水库,暗红色的水面上仍然漂浮着大量死鱼。段家沟水库管理所所长侯小红告诉记者,5月9日,段家沟水库遭遇上游企业排污污染,造成水库中数万尾鱼死亡,整个水库的工农业用水陷入停顿。看着水面,段家沟水库养殖户侯西献欲哭无泪,侯西献说:“5月8日晚上下中雨,水库的水只有轻微的臭味,没有想到夜里11时许鱼就开始死亡了,另外还有大量鱼浮头,我知道水库里面的水出问题了,就急忙给水库管理所所长侯小红打电话。”5月9日早上7时许,侯小红急忙赶到段家沟水库,只见整个水面上白花花的,大批鱼已经死亡,许多附近的村民已经开始捞水中的死鱼了。和侯西献一样承包水库的四个养殖户,每户的损失基本上都在几十万元,大约数万尾鱼死亡。记者了解到,段家沟水库位于新安县铁门镇3公里处的段家沟村,水库兴建于1959年11月,1971年9月竣工,总库容1127万立方米,是一座集灌溉、供水、发电、养殖、旅游等功能为一体的综合性中型水利工程。水库蓄水靠从涧河引水来维持正常运转,而涧河干流经三门峡的渑池县、义马市后,由引水渠进入段家沟水库。“我们初步调查认定,段家沟水库的污染是来自三门峡一家企业,因为段家沟水库的水全部都是三门峡流过来的。”新安县环保局局长王延龄告诉记者,污染事件发生后,省环保局、洛阳市环保局有关领导都迅速赶到了现场,基本认定这是一起突发性化工污染事件,污染的源头来自三门峡。但目前具体的污染源并不清楚。新安县水利局局长张克宁对段家沟水库的现状很气愤也很无奈。他说,2000年以来,段家沟水库曾经多次被严重污染。“段家沟水库曾经是青山绿水、碧波荡漾的‘小西湖’,但今天却成了死鱼怪味熏天的污水坑,水库管理所因水质污染被迫停止向新安电力集团供水,本次水污染事件造成直接经济损失初步估计有200多万元。”张克宁说。该次污染是三门峡的企业污染的吗?记者联系省环保局污染控制处副处长李秋明,李秋明副处长告诉记者,省环保局汇同三门峡市环保局、洛阳市环保局共同查找污染源。按:像此类污染事件在你的企业、你的家乡发生过吗?你所在的企业或当地政府是如何制定污染事故处置措施和应急预案的?欢迎大家参与讨论!!!

[img]http://ng1.17img.cn/bbsfiles/images/2009/02/200902082105_131843_1615922_3.jpg[/img]今年2月2日是第13个世界湿地日,其主题为“从上游到下游,湿地连着你和我”,旨在呼吁人们关注河流流域,共同保护流域的生态环境。湿地与森林、海洋并称全球三大生态系统,包括沼泽、泥炭地、湿草甸、湖泊、河流、滞蓄洪区、河口三角洲、滩涂、水库、池塘、水稻田以及低潮时水深不超过6米的海域地带等。由于兼具陆地生态系统和水生生态系统的特点,湿地是地球上生产力最高的特殊生态类型,具有保持水源、净化水质、蓄洪防旱、调节气候、美化环境和维护生物多样性等重要生态功能。湿地也因此被誉为“地球之肾”、“天然水库”和“天然物种库”。联合国环境署2002年的权威研究数据显示,1公顷湿地生态系统每年创造的价值高达1.4万美元,是热带雨林的7倍,是农田生态系统的160倍。然而,随着人类社会经济的发展,全球湿地不断遭到过度开发和破坏。为加强对湿地的保护和利用,1971年2月2日,来自18个国家的代表在伊朗南部海滨小城拉姆萨尔签署了《关于特别是作为水禽栖息地的国际重要湿地公约》(简称《湿地公约》)。这一公约于1975年12月正式生效。为了纪念这一创举,并提高公众的湿地保护意识,1996年《湿地公约》常务委员会第19次会议决定,从1997年起,将每年的2月2日定为世界湿地日。目前,《湿地公约》已成为国际重要的自然保护公约之一,缔约方达158个,全球有1831块在生态学、植物学、动物学、湖沼学或水文学方面具有独特意义的湿地被列入国际重要湿地名录。中国湿地资源丰富,单位面积大于100公顷的湿地总面积为3848万公顷,居世界第四、亚洲第一。中国自1992年加入《湿地公约》后,采取了一系列重要措施保护湿地,目前已有超过40%的自然湿地得到有效保护。湿地概述湿地这一概念在狭义上一般被认为是陆地与水域之间的过渡地带;广义上则被定为地球上除海洋(水深6米以上)外的所有大面积水体。《国际湿地公约》对湿地的定义是广义定义。按照广义定义湿地覆盖地球表面仅有6%,却为地球上20%的已知物种提供了生存环境,具有不可替代的生态功能,因此享有“地球之肾”的美誉。中国湿地面积占世界湿地的10%,位居亚洲第一位,世界第四位。在中国境内,从寒温带到热带、从沿海到内陆、从平原到高原山区都有湿地分布,一个地区内常常有多种湿地类型,一种湿地类型又常常分布于多个地区。中国1992年加入《湿地公约》,截至目前,列入国际重要湿地名录的湿地已达30处。其实中国独特的湿地何止30处,许多湿地因为养在深闺无人识,至今仍无人问津。地球上有三大生态系统,即:森林、海洋、湿地。“湿地”,泛指暂时或长期覆盖水深不超过2米的低地、土壤充水较多的草甸、以及低潮时水深不过6米的沿海地区,包括各种咸水淡水沼泽地、湿草甸、湖泊、河流以及泛洪平原、河口三角洲、泥炭地、湖海滩涂、河边洼地或漫滩、湿草原等。按《国际湿地公约》定义,湿地系指不问其为天然或人工、常久或暂时之沼泽地、湿原、泥炭地或水域地带,带有静止或流动、或为淡水、半咸水或咸水水体者,包括低潮时水深不超过6米的水域。湿地是地球上具有多种独特功能的生态系统,它不仅为人类提供大量食物、原料和水资源,而且在维持生态平衡、保持生物多样性和珍稀物种资源以及涵养水源、蓄洪防旱、降解污染调节气候、补充地下水、控制土壤侵蚀等方面均起到重要作用。湿地是位于陆生生态系统和水生生态系统之间的过渡性地带,在土壤浸泡在水中的特定环境下,生长着很多湿地的特征植物。湿地广泛分布于世界各地,拥有众多野生动植物资源,是重要的生态系统。很多珍稀水禽的繁殖和迁徙离不开湿地,因此湿地被称为“鸟类的乐园”。湿地强大的的生态净化作用,因而又有“地球之肾”的美名。在人口爆炸和经济发展的双重压力下,20世纪中后期大量湿地被改造成农田,加上过度的资源开发和污染,湿地面积大幅度缩小,湿地物种受到严重破坏。湿地是地球上有着多功能的、富有生物多样性的生态系统,是人类最重要的生存环境之一。湿地的类型多种多样,通常分为自然和人工两大类。自然湿地包括沼泽地、泥炭地、湖泊、河流、海滩和盐沼等,人工湿地主要有水稻田、水库、池塘等。据资料统计,全世界共有自然湿地855.8万平方公里,占陆地面积的6.4%。

湖南省新田县十字乡村民及相邻的宁远县村民,反对新田县政府在水库上游建垃圾焚烧发电项目,18号和19号,村民去乡政府抗议,遭到新田公安和武警的暴力镇压,多人被打伤。[img=,690,920]http://ng1.17img.cn/bbsfiles/images/2017/05/201705211003_01_1834255_3.jpg[/img]新田河是舂陵江上游,舂陵江是湘江大的支流。新田新闻网(记者 汤程安)3月27日,新田县委副书记、县长秦山成率考察团到广东省博罗县考察垃圾焚烧发电项目。[img=,580,301]http://ng1.17img.cn/bbsfiles/images/2017/05/201705211003_02_1834255_3.jpg[/img]光大(博罗)生活垃圾焚烧发电厂项目,由光大国际于2015年以BOT模式([color=#333333]意为“建设-经营-转让”,是私营企业参与基础设施建设,向社会提供公共服务的[/color]一种模式)全外资建成,占地526亩,年处理生活垃圾约25.55万吨,年发电量8213.77万千瓦时,是国内第一个集“环保教育、环保文化为一体”的生活垃圾焚烧发电厂项目工程。考察团一行实地考察了博罗生活垃圾焚烧发电厂、环保生态园等地,详细了解项目在烟气净化、渗滤液处理、噪音控制、焚烧炉渣综合利用、飞灰稳定化处理工艺等方面的情况,亲身感受了光大国际先进的环保理念与工艺技术。座谈会上,光大国际博罗项目负责人介绍了生活垃圾焚烧发电项目的建设和运行情况;县委常委周国平介绍了新田对接该项目的前期准备工作等情况。随后,双方就项目选址、垃圾分类、土地利用等方面的问题进行了深入交流。秦山成在座谈会上说,百闻不如一见,本次考察给人留下了深刻的印象,看到了光大集团作为一个大型金融控股集团,在项目研发、环保指标控制、园林式工厂设计等方面的实力,同时结合光大集团在新扶贫的点滴,更让新田人民感受到集团的社会责任感。秦山成表示,在下一步项目推进中,要进一步凝聚共识,形成合力,让更多的人了解博罗垃圾焚烧发电项目,从而支持新田实施此类项目。新田将邀请专家进行高水平、高标准的规划设计,希望光大集团在前期准备工作上给予支持,县政府将全力做好服务,确保建成一个改善新田生态环境、改善民生、造福百姓的项目,实现互利共赢的目标。蒋昌辉、汤小兵、毛群联、贺安祥、周艳芳、李咏梅等县领导,县工业园、扶贫办、农业委、国土局等单位负责人以及该项目预选址镇村干部等参加考察活动。[img=,429,436]http://ng1.17img.cn/bbsfiles/images/2017/05/201705211004_01_1834255_3.jpg[/img]村民反应:这种垃圾项目宁愿不要,绝对比火电厂污染还大。官方回应:这个生活垃圾发电是光大定点扶贫新田的大项目,正在前期,永南的垃圾估计都会拉过来。但是别担心,这是环保的高科技项目,不要用旧眼光看,不了解情况多去查查光大的环保发电厂,县长考察个很多光大的生物发电厂了(当然关心,我们新田是国家限制开发区,且是湘江上游之一,不可能不环保就建),不是定点扶贫新田,一般也争取不到别人这么大的公司投资。网民炮轰:垃圾不焚烧,难道你吃进去?前些年广州番禺打算建垃圾焚烧厂,后来演变成以超过百分之九十以上的强制性反对示威,后来就换其他地方去了,,,因为有一个天安科技园垃圾场就搞臭几公里,当地居民怕了,,环保,政府比下面还重视,我们新田是限制开发区,何况是大的污染企业,君不知,政府到处调研光大的环保发电厂?反对垃圾焚烧厂和反对通信基站有什么区别,被人卖了还在数钱。各种环保类的厂之类的,已近在其他地方搞起来运行过的当地人最有发言权,,,比如说广东省到处的水沟水都是发黑发臭,水边连草都不生的发达广东城市,听说天朝遍地开花有环保菊这个方面的有关部门铁拳治理,呵呵,最后如今治成了啥样?新田县政府计划在新夏荣村建垃圾焚烧发电项目,这里位于新田县和宁远县交界处,人口密集,新夏荣村、李郁村及相邻的宁远县村民都极为反对,18号和19号,几个村的村民去乡政府抗议项目选址不合理,希望与政府商讨重新选址事宜,却遭到新田公安和武警的暴力镇压,多人被打伤,血流满面。村民反应:听到讲你们新田新夏荣防暴队在打村民老,还蛮显火据某媒体报导,19号,新田县梘头镇组织新夏荣、李郁等村群众商讨期间,宁远县保安镇汉下村、黄土岭村、杨家村等地村民冲击会场,新田县公安局及时介入,强制带离了组织者。十字乡匿名村民:〝视频上面有,你可以看一下,是这样的,就是说一个村子上面要建一个那个垃圾处理厂兼并那个发电厂嘛。〞当地村民表示,该项目选址在水库上游,该水库提供新田和宁远县两万人的生活饮水,政府漠视百姓的健康,完全不理会老百姓的合理诉求。十字乡村民郭先生:〝垃圾焚烧站建到别人的村口,几千户人家怎么生存啊,那里并且还有个水库,水库是供整个新田县和宁远县两边都要喝水的,老百姓去十字乡政府,一去呢,他就说你闹事,就派人来镇压你,那些老百姓被警察打得不得了。〞据报导,新田县生活垃圾焚烧发电项目由光大集团投资约4亿元,日处理生活垃圾900吨。越来越多的人认为,电视剧《人民的名义》真的很讽刺,大风厂的结局是工人被警察打伤,被赶出工厂,其他的结局应该是陈海遇害,然后候亮平和李达康在监狱里。

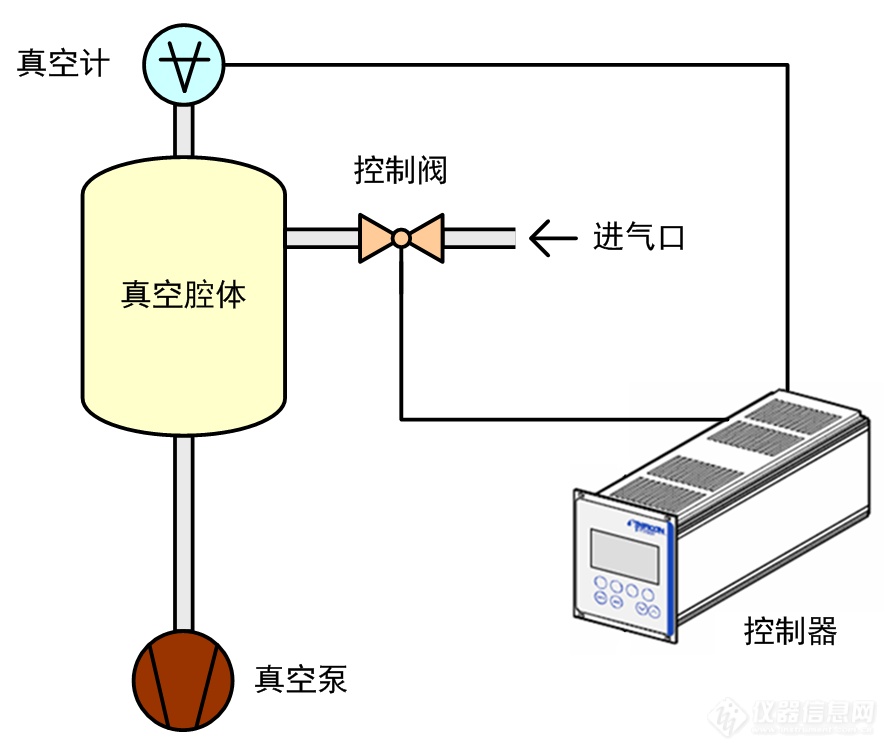
[size=14px][color=#cc0000] 摘要:本文介绍了合肥等离子体所研发的微波等离子高温热处理装置,并针对热处理装置中真空压力精确控制这一关键技术,介绍了上海依阳公司为解决这一关键技术所采用的真空压力下游控制模式及其装置,介绍了引入真空压力控制装置后微波等离子高温热处理过程中的真空压力控制实测结果,实现了等离子体热处理工艺参数的稳定控制,验证了替代进口真空控制装置的有效性。[/color][/size][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][color=#cc0000][b]1. 问题的提出[/b][/color][size=14px] 各种纤维材料做为纤维复合材料的增强体在军用与民用工业领域中发挥着巨大作用,例如碳纤维、陶瓷纤维和玻璃纤维等,而高温热处理是提高这些纤维材料性能的有效手段,通过高温可去除杂质原子,提高主要元素含量,可以得到性能更加优良的纤维材料,因此纤维材料高温热处理的关键是方法与设备。[/size][size=14px] 低温等离子体技术做为一种高温热处理的新型工艺方法,气体在加热或强电磁场作用下电离产生的等离子体可在室温条件下快速达到2000℃以上的高温条件。目前已有研究人员利用高温热等离子体、直流电弧等离子体、射频等离子体等技术对纤维材料进行高温热处理。低温等离子体具有工作气压宽,电子温度高,纯净无污染等优势,且在利用微波等离子体对纤维材料进行高温处理时,可利用某些纤维材料对电磁波吸收以及辐射作用,通过产生的微波等离子体、电磁波以及等离子体产生的光能等多种加热方式,将大量能量作用于纤维材料上,实现快速且有效的高温热处理。同时,通过调节反应条件,可将多种反应处理一次性完成,大大降低生产成本。[/size][size=14px] 中国科学院合肥物质科学研究院等离子体物理研究所对微波等离子体高温热处理工艺进行了大量研究,并取得了突破性进展,在对纤维材料的高温热处理过程中,热处理温度可以在十几秒的时间内从室温快速升高到2000℃以上,研究成果申报了国家发明专利CN110062516A“一种微波等离子体高温热处理丝状材料的装置”,整个热处理装置的原理如图1-1所示。[/size][align=center][size=14px][img=,690,416]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202228157595_5464_3384_3.png!w690x416.jpg[/img][/size][/align][align=center][size=14px][color=#cc0000]图1-1 微波等离子体高温热处理丝状材料的装置原理图[/color][/size][/align][size=14px] 等离子体所研制的这套热处理装置,可通过调节微波功率、真空压力等参数来灵活调节温度区间,可在低气压的情况下获得较高温度,但同时也要求这些参数具有灵活的可调节性和控制稳定性,如为了实现达到设定温度以及温度的稳定性,就需要对热处理装置中的真空压力进行精确控制,这是实现等离子工艺平稳运行的关键技术之一。[/size][size=14px] 为了解决这一关键技术,上海依阳实业有限公司采用新开发的下游真空压力控制装置,为合肥等离子体所的高温热处理装置较好的解决了这一技术难题。[/size][size=14px][b][color=#cc0000]2. 真空压力下游控制模式[/color][/b][/size][size=14px] 针对合肥等离子体所的高温热处理装置,真空腔体内的真空压力采用了下游控制模式,此控制模式的结构如图2-1所示。[/size][align=center][color=#cc0000][size=14px][img=,690,334]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202229013851_5860_3384_3.png!w690x334.jpg[/img][/size][/color][/align][color=#cc0000][/color][align=center][color=#cc0000]图2-1 下游控制模式示意图[/color][/align][size=14px] 具体到图1-1所示的微波等离子体高温热处理丝状材料的装置,采用了频率为2.45GHz的微波源,包括微波源系统和上、下转换波导,上转换波导连接真空泵,下转换波导连接微波源系统和样品腔,上、下转换波导间设有同轴双层等离子体反应腔管,双层等离子体反应腔管包括有同轴设置的外层铜管和内层石英玻璃管,内层石英玻璃管内为等离子体放电腔,外层铜管与内层石英玻璃管之间为冷却腔,外层铜管的两端设有分别设有冷媒进口和出口以形成循环冷却。真空泵、样品腔分别与等离子体放电腔连通,样品腔设有进气管,工作气体及待处理丝状材料由样品腔进气管进入等离子体放电腔。微波源系统采用磁控管微波源,磁控管微波源包括有微波电源、磁控管、三销钉及短路活塞,微波由微波电源发出经磁控管产生,磁控管与下转换波导之间设置有矩形波导,矩形波导安装有三销钉,下转换波导另一端连接有短路活塞,通过调节三销钉和短路活塞,得到匹配状态和传输良好的微波。[/size][size=14px] 丝状材料由样品腔进入内层石英层玻璃管,从两端固定拉直,安装完毕后真空泵抽真空并由进气管向等离子体放电腔通入工作气体。微波源系统产生的微波能量经三销钉和短路活塞调节,通过下转换波导由TE10模转为TEM模传输进入等离子体放电腔,在放电腔管内表面形成表面波,激发工作气体产生高密度微波等离子体作用于待处理丝状材料,同时等离子体发出的光以及部分泄露的微波也被待处理丝状材料吸收,实现多种手段同时加热。双层等离子体反应腔管外围环绕设有磁场组件,外加磁场可调节微波在等离子体中的传播模式,同时可以使得丝状材料更好的重结晶,提高处理后的丝状材料质量。[/size][size=14px] 装置可以通过调节微波功率、工作气压调节温度,变化范围为1000℃至5000℃间,同时得到不同长度的微波等离子体。为了进行工作气压的调节,在真空泵和上转换波导的真空管路之间增加一个数字调节阀。当设定一定的进气速率后,调节阀用来控制装置的出气速率由此来控制工作腔室内的真空度,采用薄膜电容真空计来高精度测量绝对真空度,而调节阀的开度则采用24位高精度控制器进行PID控制。[/size][size=14px][b][color=#cc0000]3. 下游控制模式的特点[/color][/b][/size][size=14px] 如图2-1所示,下游控制模式是一种控制真空系统内部真空压力的方法,其中抽气速度是可变的,通常由真空泵和腔室之间的控制阀实现。[/size][size=14px] 下游控制模式是维持真空系统下游的压力,增加抽速以增加真空度,减少流量以减少真空度,因此,这称为直接作用,这种控制器配置通常称为标准真空压力调节器。[/size][size=14px] 在真空压力下游模式控制期间,控制阀将以特定的速率限制真空泵抽出气体,同时还与控制器通信。如果从控制器接收到不正确的输出电压(意味着压力不正确),控制阀将调整抽气流量。压力过高,控制阀会增大开度来增加抽速,压力过低,控制阀会减小开度来降低抽速。[/size][size=14px] 下游模式具有以下特点:[/size][size=14px] (1)下游模式作为目前最常用的控制模式,通常在各种条件下都能很好地工作;[/size][size=14px] (2)但在下游模式控制过程中,其有效性有时可能会受到“外部”因素的挑战,如入口气体流速的突然变化、等离子体事件的开启或关闭使得温度突变而带来内部真空压力的突变。此外,某些流量和压力的组合会迫使控制阀在等于或超过其预期控制范围的极限的位置上运行。在这种情况下,精确或可重复的压力控制都是不可行的。或者,压力控制可能是可行的,但不是以快速有效的方式,结果造成产品的产量和良率受到影响。[/size][size=14px] (3)在下游模式中,会在更换气体或等待腔室内气体沉降时引起延迟。[/size][size=14px][b][color=#cc0000]4. 下游控制用真空压力控制装置及其控制效果[/color][/b][/size][size=14px] 下游控制模式用的真空压力控制装置包括数字式控制阀和24位高精度控制器。[/size][size=14px][color=#cc0000]4.1. 数字式控制阀[/color][/size][size=14px] 数字式控制阀为上海依阳公司生产的LCV-DS-M8型数字式调节阀,如图4-1所示,其技术指标如下:[/size][size=14px] (1)公称通径:快卸:DN10-DN50、活套:DN10-DN200、螺纹:DN10-DN100。[/size][size=14px] (2)适用范围(Pa):快卸法兰(KF)2×10[sup]?5[/sup]~1.3×10[sup]?-6[/sup]/活套法兰6×10[sup]?5[/sup]~1.3×10[sup]?-6[/sup]。[/size][size=14px] (3)动作范围:0~90°;动作时间:小于7秒。[/size][size=14px] (4)阀门漏率(Pa.L/S):≤1.3×10[sup]?-6[/sup]。[/size][size=14px] (5)适用温度:2℃~90℃。[/size][size=14px] (6)阀体材质:不锈钢304或316L。[/size][size=14px] (7)密封件材质:增强聚四氟乙烯。[/size][size=14px] (8)控制信号:DC 0~10V或4~20mA。[/size][size=14px] (9)电源供电:DC 9~24V。[/size][size=14px] (10)阀体可拆卸清洗。[/size][align=center][color=#cc0000][size=14px][img=,315,400]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202231249739_6263_3384_3.png!w315x400.jpg[/img][/size][/color][/align][color=#cc0000][/color][align=center][color=#cc0000]图4-1 依阳LCV-DS-M8数字式调节阀[/color][/align][size=14px][color=#cc0000]4.2. 真空压力控制器[/color][/size][size=14px] 真空压力控制器为上海依阳公司生产的EYOUNG2021-VCC型真空压力控制器,如图4-2所示,其技术指标如下:[/size][size=14px] (1)控制周期:50ms/100ms。[/size][size=14px] (2)测量精度:0.1%FS(采用24位AD)。[/size][size=14px] (3)采样速率:20Hz/10Hz。[/size][size=14px] (4)控制输出:直流0~10V、4-20mA和固态继电器。[/size][size=14px] (5)控制程序:支持9条控制程序,每条程序可设定24段程序曲线。[/size][size=14px] (6)PID参数:20组分组PID和分组PID限幅,PID自整定。[/size][size=14px] (7)标准MODBUS RTU 通讯协议。两线制RS485。[/size][size=14px] (8)设备供电: 86~260VAC(47~63HZ)/DC24V。[/size][align=center][size=14px][img=,500,500]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202232157970_4559_3384_3.jpg!w500x500.jpg[/img][/size][/align][align=center][size=14px][color=#cc0000]图4-2 依阳24位真空压力控制器[/color][/size][/align][size=14px][b][color=#cc0000]5. 控制效果[/color][/b][/size][size=14px] 安装了真空压力控制装置后的微波等离子体高温热处理系统如图5-1所示。[/size][align=center][size=14px][color=#cc0000][img=,690,395]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202232573625_5179_3384_3.png!w690x395.jpg[/img][/color][/size][/align][size=14px][/size][align=center][color=#cc0000]图5-1 微波等离子体高温热处理系统[/color][/align][size=14px] 在热处理过程中,先开启真空泵和控制阀对样品腔抽真空,并通惰性气体对样品腔进行清洗,然后按照设定流量充入相应的工作气体,并对样品腔内的真空压力进行恒定控制。真空压力恒定后开启等离子源对样品进行热处理,温度控制在2000℃以上,在整个过程中样品腔内的真空压力始终控制在设定值上。整个过程中的真空压力变化如图5-2所示。[/size][align=center][size=14px][color=#cc0000][img=,690,419]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202234216839_5929_3384_3.png!w690x419.jpg[/img][/color][/size][/align][size=14px][/size][align=center][color=#cc0000]图5-2 微波等离子体高温热处理过程中的真空压力变化曲线[/color][/align][size=14px] 为了更好的观察热处理过程中真空压力的变化情况,将图5-2中的温度突变处放大显示,如图5-3所示。[/size][align=center][size=14px][color=#cc0000][img=,690,427]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202234347767_4036_3384_3.png!w690x427.jpg[/img][/color][/size][/align][size=14px][/size][align=center][color=#cc0000]图5-3 微波等离子体高温热处理过程中温度突变时的真空压力变化[/color][/align][size=14px] 从图5-3所示结果可以看出,在300Torr真空压力恒定控制过程中,真空压力的波动非常小,约为0.5%,由此可见调节阀和控制器工作的准确性。[/size][size=14px] 另外,在激发等离子体后样品表面温度在几秒钟内快速上升到2000℃以上,温度快速上升使得腔体内的气体也随之产生快速膨胀而带来内部气压的升高,但控制器反应极快,并控制调节阀的开度快速增大,这反而造成控制越有超调,使得腔体内的气压反而略有下降,但在十几秒种的时间内很快又恒定在了300Torr。由此可见,这种下游控制模式可以很好的响应外部因素突变造成的真空压力变化情况。[/size][size=14px] 上述控制曲线的纵坐标为真空计输出的与真空度对应的电压值,为了对真空度变化有更直观的了解,按照真空计规定的转换公式,将上述纵坐标的电压值换算为真空度值(如Torr),纵坐标换算后的真空压力变化曲线如图54所示,图中还示出了真空计电压信号与气压的转换公式。[/size][size=14px] 同样,将图5-4纵坐标放大,如图5-5所示,可以直观的观察到温度突变时的真空压力变化情况。从图5-4中的转换公式可以看出,由于存在指数关系,纵坐标转换后的真空压力波动度为6.7%左右。如果采用线性化的薄膜电容式真空计,即真空计的真空压力测量值与电压信号输出值为线性关系,这种现象将不再存在。[/size][align=center][color=#cc0000][size=14px][img=,690,423]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202236297989_3820_3384_3.png!w690x423.jpg[/img][/size][/color][/align][color=#cc0000][/color][align=center][color=#cc0000]图5-4 高温热处理过程中温度突变时的真空压力变化(纵坐标为Torr)[/color][/align][align=center][size=14px][img=,690,421]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202236397212_4575_3384_3.png!w690x421.jpg[/img][/size][/align][size=14px][/size][align=center][color=#cc0000]图5-5 高温热处理过程中温度突变时的真空压力变化(纵坐标为Torr)[/color][/align][size=14px][b][color=#cc0000]6. 总结[/color][/b][/size][size=14px] 综上所述,采用了完全国产化的数字式调节阀和高精度控制器,完美验证了真空压力下游控制方式的可靠性和准确性,同时还充分保证了微波等离子体热处理过程中的温度调节、温度稳定性和均温区长度等工艺参数,为微波等离子体热处理工艺的推广应用提供了技术保障。另外,这也是替代真空控制系统进口产品的一次成功尝试。[/size][size=14px] [/size][size=14px][/size][align=center]=======================================================================[/align][size=14px][/size][size=14px][/size]
1.请教有朋友有阿司匹林工艺流程的资料么?麻烦给发一下!谢谢!2.对于检验阿司匹林中游离水杨酸的方法,谁有资料或者好的方法给下!3.上两个问题是女朋友公司用,麻烦快点!一点小分,谢谢大家!拉拉[em0909][em0902]
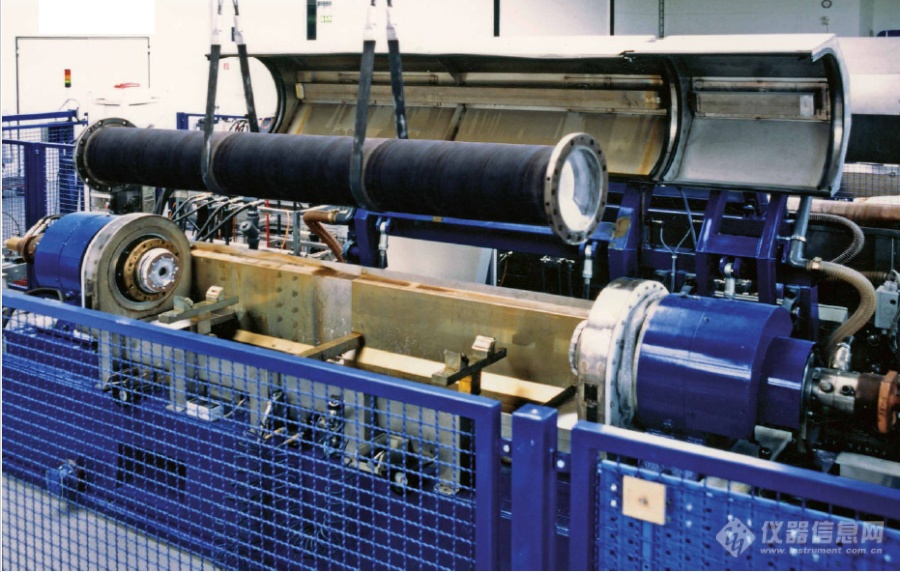
[color=#cc0000]摘要:等离子熔融工艺是目前国际上生产高纯度熔融石英玻璃圆筒最先进的工艺之一,在产品的低羟基浓度、低缺陷浓度、成品率、生产效率和节能环保等方面具有非常突出的优势。本文针对石英玻璃等离子熔融工艺成型设备,设计并提出了一种真空过程实现方案,可进行等离子加热过程中的炉内真空度(气压)实时控制和监测,以满足高纯度熔融石英等离子工艺过程中的不同需要。[/color][hr/][size=18px][color=#cc0000]1.简介[/color][/size] 等离子熔融工艺是目前生产透明和不透明熔融石英空心圆筒坯件最先进的工艺技术,通过此工艺可以一次完成高纯度熔融石英圆筒胚件的制造,在成品率、生产效率和节能环保等方面具有独到的优势。 在等离子熔融工艺过程中,将高纯石英砂注入到旋转炉中,依靠离心力控制成品尺寸。在熔融工艺过程中,旋转炉中的高纯保护气体使得电极间能够激发等离子电弧,所产生的等离子电弧使晶态石英砂熔化为熔融石英。 目前全球唯一采用此独特工艺生产熔融石英空心圆筒的厂家是德国昆希(Qsil)公司,如图 1所示,昆希公司使用这种独有的“一步法”等离子加热熔融工艺生产透明和不透明熔融石英空心圆筒(坯)。[align=center][img=,690,]https://ng1.17img.cn/bbsfiles/images/2020/10/202010262149468212_8828_3384_3.png!w690x438.jpg[/img][/align][align=center][color=#cc0000]图1. 德国昆希(Qsil)公司等离子熔融工艺石英玻璃成型设备[/color][/align] 熔融石英玻璃在生产过程中,熔融态的石英玻璃将发生极其复杂的气体交换现象,此时气体的平衡状态与加热温度、炉内气压、气体在各相中的分压及其在玻璃中的溶解、扩散速度有关。因此,为获得羟基浓度小于50ppm且总缺陷(直径小于20um的气泡和夹杂物)浓度小于50个/立方厘米的高纯度熔融石英玻璃锭,需要根据加热温度选择不同的气体和真空工艺。本文提出了一种真空工艺实现方案,可进行等离子加热过程中的炉内气压实时控制和监测,以满足高纯度熔融石英等离子熔融工艺过程中的各种不同需要。[size=18px][color=#cc0000]2.真空度(气压)控制和监测方案[/color][/size] 与等离子熔融工艺石英玻璃成型设备配套的真空系统框图如图 2所示,可实现成型设备加热桶内的真空度(气压)在0.1~700Torr范围内的精确控制,控制精度可达到±1%以内。 如图2所示,真空系统的设计采用了下游控制模式,也可根据具体工艺情况设计为上游和下游同时控制模式。整个真空系统主要包括气源、进气流量控制装置、真空度探测器、出气流量控制和真空泵等部分。[align=center][color=#cc0000][img=,690,]https://ng1.17img.cn/bbsfiles/images/2020/10/202010262150259848_5706_3384_3.png!w690x345.jpg[/img][/color][/align][align=center][color=#cc0000]图2. 真空系统框图[/color][/align] 来自不同气源的气体通过可控阀门形成单独或混合气体进入歧管,然后通过一组质量流量控制器和针阀来控制进入成型设备的气体流量,由此既能实现设备中的真空度快速控制和避免较大的过冲,又能有效节省某些较昂贵的惰性气体。 成型设备内真空度的形成主要靠真空泵抽取实现,抽取的工艺气体需要先经过滤装置进行处理后再经真空泵排出。 工艺气体的真空度(气压)通过两个不同量程的真空计来进行监测,由此来覆盖整个工艺过程中的真空度控制和测量。 真空度的精确控制采用了一组质量流量控制器、调节阀控制器和阀门,可以实现整个工艺过程中任意真空度设定点和变化斜率的准确控制。 整个真空系统内的传感器、装置以及阀门,采用计算机结合PLC进行数据采集并按照程序设定进行自动控制。[size=18px][color=#cc0000]3.说明[/color][/size] 上述真空系统方案仅为初步的设计框架,并不是一个成熟的技术实施方案,还需要结合实际工艺过程和参数的调试来对真空系统方案进行修改完善。 真空度控制与其他工程参数(如温度、流量等)控制一样,尽管普遍都采用PID控制技术,但对真空度控制而言,则对控制器的测量精度和PID控制算法有很高的要求,而进口配套的控制器往往无法达到满意要求。 另外,如在真空度控制过程中,真空容器中的真空度会发生改变,系统的时间常数 也随之改变,这意味着具有固定控制参数的控制器只能最佳地控制一个压力设定值。如果压力设定值改变,控制器的优化功能将不再得到保证。必须对控制参数进行新的调整,通常是手动进行。
求助“游动芯头圆盘拉伸紫铜圆管工艺规程计算方法”(材料科学 有色金属加工 2005年34卷2期 )
版友看到网上消息: 甘肃白银市东大沟流域从今年开始进行河道底泥重金属污染治理。目前这项工程正在加紧进行。 “东大沟已经累积了比较厚的重金属污染层。”参与河道底泥重金属污染治理的爱土工程公司副经理段建宏说,“我们将采用固化稳定化处理技术,将1.65公里河道底泥中的重金属离子固定,使其不再随水流入黄河。” 东大沟是白银市东郊的一条排污泄洪沟,总长38公里,沿线主要有白银公司、银光公司等22家工业企业。由于几十年的长期排污,东大沟河道底泥重金属沉积,污染严重。今年以来,白银市着手进行河道底泥治理,东大沟上游重金属污染底泥治理示范工程正式开始。 根据采样监测,东大沟污染底泥的厚度约为50至120厘米,镉和汞是主要污染物。记者在现场看到,河道里几台发掘机正在清理垃圾,铲除底泥,堆积在一起。 爱土工程公司项目技术工程师杨学东说,河道底泥治理示范工程治理的宽度约为20至110米,首先将50至120厘米厚度内的底泥、废渣等进行清理,然后将其中的石块和沙土进行筛分和破碎。在将污染物破碎均匀后,根据不同的重金属污染浓度,加入相应剂量的化学药剂,对底泥中的重金属离子进行固化、稳定化修复,然后在经过治理的土壤上植树,进行植物修复,完成整个治理流程。 白银市环保局副局长曾潮生说:“固化稳定化处理后,将有效杜绝底泥中重金属的水溶性、迁移性和渗透性。降低对黄河水质的潜在危害。” 据了解,2010年国家将白银列为全国重金属污染重点防控区,目前12个重金属污染治理项目中,白银公司第三冶炼厂含重金属废水治理改造等6个已经建成,其余6个正在进行。针对这些问题,您怎么看,投入,技术,治标治本吗?







 我要推广仪器
我要推广仪器
 下载APP
下载APP