看上去真的简单~~~分析对象:镁合金手机外壳(上壳+下壳)---摩托罗拉产品分析过程:1。把在压铸机上生产的手机外壳固定在试验架上~试样离水泥地面高度40~80cm. 2.按下按钮,试样(手机外壳)自由落体运动~~~ 3。重复上面步骤~~~合计外壳出现断裂或裂纹时的跌落次数~~~哈哈,是不是很简单啊~~~
模温机在压铸工艺上的应用合金模具表面温度 铝合金180-300oC 镁合金180-280oC 锌合金100-200oC 要达至所要求的模具温度,压铸厂技师经常使用石油气枪,其次为辐射加热器,或插入式电热管,但效果并不理想,模温未能达到均匀。然而辐射加热器的使用较为灵活,对模具的伤害较少,但效率较低;插入式电热管只适用于长期加热的位置,应用范围较为局限。 另外,利用低速压射法 - 即降低初级压射速度,直接以金属熔液加热模具亦是极为常见的方法,不过此方法对模具的寿命有不良影响,不适用于昂贵的精密模具。由于射出时处于瞬间阶段,熔液之温度将侵入模腔表面,其侵入之深度约为铸件厚度之二倍。在高热剧烈侵入的期间,模腔表面的高温状态,将使模腔表面发生高应力,相对微裂现象产生的机会......
GB/T 13821-2009 锌合金压铸件[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=174097]GBT 13821-2009 锌合金压铸件.pdf[/url]
GB/T 15114-1994 铝合金压铸件1994-07-20发布,1995-07-01实施。现仍有效。已列入需要修订的国家标准计划,项目编号20021027-T-604。[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=88770]GB/T 15114-1994 铝合金压铸件[/url]

关于压铸铝合金YL112力学性能的试验1、 引言压铸铝合金YL112因其强度高、耐磨性好,广泛应用于强度要求高的压铸件。国标GB/T15114-2009中规定了YL112的力学性能参照表。但实际生产过程中,实验员普遍反映抗拉强度≥320Mpa,伸长率≥3.5%在实际生产中无法达到。本文以生产中典型合金配料方式,探讨其力学性能指标。http://ng1.17img.cn/bbsfiles/images/2012/12/201212201928_414180_2462198_3.jpg2、 试验方法① 按GB/T15115-2009《压铸铝合金》要求配料,原料采用AL99高纯铝:单位:% SiCuMnMgFeNiZnPbAl标准7.5-9.53.0-4.0≤0.5≤0.1≤1.0≤0.5≤2.9≤0.1余量配料19.03.6--0.7---余量配料2[al
请教铝合金焊接、压铸的无损探伤,有兴趣的专家和版友请参看http://bbs.instrument.com.cn/shtml/20111111/3640913/,能否给点儿建议呢?
请教铝合金焊接、压铸的无损探伤,有兴趣的专家和版友请参看http://bbs.instrument.com.cn/shtml/20111111/3640913/,能否给点儿建议呢?
GB/T 15114-2009 铝合金压铸件[img]http://www.instrument.com.cn/bbs/images/affix.gif[/img][url=http://www.instrument.com.cn/bbs/download.asp?ID=174119]GBT 15114-2009 铝合金压铸件.pdf[/url]
请教铝合金焊接、压铸的无损探伤,有兴趣的专家和版友请参看http://bbs.instrument.com.cn/shtml/20111111/3640913/,能否给点儿建议呢?
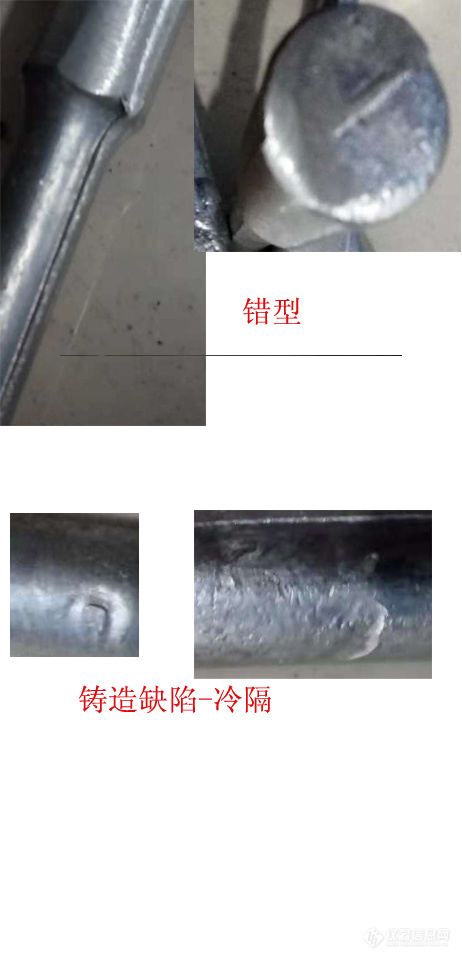
压铸工艺是铝合金制品加工最常用的方式之一,为了防止出现铝合金在压铸过程中出现粘模情况,压铸用铝合金中铁元素一般控制在0.6%以上。 同时,压铸铝合金需达到一定的力学强度,如YL113牌号压铸铝合金,抗拉强度需达到230MPa以上。一般拉伸试样,都是按照GB/T13822压铸有色合金试样,按相应的工艺要求进行压铸成型。但目前有些客户要求本体取样,或按GB/T 1173《铸造铝合金》进行重力浇铸成型。 我们在本体取样时,发现因为产品结构厚转薄部位较多,内部气孔很难消除,在本体取样时,破坏了压铸表面致密层后,因为气孔造成的过早断裂情况高达2/3,很容易造成误判。在根据GB/T 1173《铸造铝合金》制作的模具进行重力浇铸成型后试验,虽然力学性能基本能达到要求,但在浇铸时合格率不高,表面易出现冷隔、欠铸现象,同时模具还容易出现变形,导致试样错型。[img=,462,960]https://ng1.17img.cn/bbsfiles/images/2018/10/201810061354261595_9945_2462198_3.jpg!w462x960.jpg[/img]为了尝试按顾客要求,结合相关资料,我们重新设计了一套浇铸模具,采用上下结构,定位销定位的方式,有效避免错型情况;同时,按资料上说能提高浇铸合格率。[img=,690,267]https://ng1.17img.cn/bbsfiles/images/2018/10/201810061402392294_1698_2462198_3.jpg!w690x267.jpg[/img]模具制作好后,进行了试制。[img=,690,920]https://ng1.17img.cn/bbsfiles/images/2018/10/201810061424091332_5967_2462198_3.jpg!w690x920.jpg[/img] 实际情况并不如资料上所说,合格率达到90%。在试制时连续浇铸15模,均不同程度的出现冷隔,及收缩情况。不论是由上往下浇铸,或由下往上浇铸,均不能得到满意的结果,难道是资料有误?[img=,690,400]https://ng1.17img.cn/bbsfiles/images/2018/10/201810061605381886_203_2462198_3.jpg!w690x400.jpg[/img] 再研究下资料,资料是按ZL101等试验结果来验证的。现在也只能用ZL101铸造用铝合金试验,试验结果是满意的,浇铸至第二模即未出现冷隔、收缩等情况。 试验说明该模具结构只是适用于浇铸铝合金,而不是压铸铝合金也适用。两者之间有什么差别呢,那就是铁元素,因为浇铸铝合金为了保证良好的流动性,及热处理需求,铁元素一般不得高于0.3%,而压铸铝合金则必须大于0.6%,一般在0.7%左右。铁在铝合金中会严重影响流动性。 分析该模具在浇铸压铸用铝合金时,由于压铸用铝合金铁含量高,流动性本身比较差,模具温度较低时导致出现局部浇铸不满,温度过高时,又出现收缩。 故浇铸方式取得拉伸试样,并不适用于压铸铝合金,在与顾客反复沟通,并举例后,顾客同意采用GB/T13822压铸有色合金试样的要求进行加工。
锌合金压铸件国标 GB/T 13821-1992 已经更换为 GB/T 13821-2009 。谁有GB/T 13821-2009 麻烦发一份上来,或者发到我邮箱 ZZY6716450@vip.qq.com
GB-T 5153—2003 加工镁及镁合金牌号和化学成分 GB-T 5154—2003 镁合金板 GB-T 5155—2003 镁合金热挤压棒 GB-T 5156—2003 镁合金热挤压型材
各位高手,谁有有关镁合金的金相图片?特别是腐蚀后的,能注解更好了.开始接触,还是菜鸟一个.
我们的是岛津的7510,主要做镁合金,请问有哪位高手有做镁合金的资料
使用惰性气体进行镁合金的热分析,有没有哪位同仁做过?我做过一次把仪器给污染了,加热到680度,5K/min,Ar气,质量23mg,由于Mg的大量挥发,导致支架 (TG-DSC支架)和坩埚全部染成灰色的了。可是有为老师一直坚持想做镁合金,我想把质量降为5mg以下,坩埚加盖,不知道能否一试?目前我还不敢做。有经验的老师能否发表一下意见?多谢!
铝镁合金主要元素是铝,再掺入少量的镁或是其它的金属材料来加强其硬度。以Mg为主要添加元素的铝合金,由于它抗蚀性好,又称防锈铝合金。因本身就是金属,其导热性能和强度尤为突出。 铝镁合金铝板质坚量轻、密度低、散热性较好、抗压性较强,能充分满足3C产品高度集成化、轻薄化、微型化、抗摔撞及电磁屏蔽和散热的要求。其硬度是传统塑料机壳的数倍,但重量仅为后者的三分之一。
我们用的X荧光光谱仪是岛津1800,当测试镁合金样品时,与化学方法比较,测试的Si的含量偏低,比如化学方法测试是7.85,而用荧光测试是7.26,不知道什么原因?镁合金的曲线是新做的,而且也进行了校正,数值还是偏低,请各位指教.
请各位帮我分析一下这张TEM照片,我刚学习镁合金,还不明白,谢谢大家了材料:镁锌钙合金热处理方式:固溶+人工时效
镁合金资料[~94755~]
如今随着摩配、汽配行业的大力发展,镁合金已应用于摩托车、汽车及其他专业等。谁愿意提供应用直读光谱分析镁合金的技术要求和实际经验,让大家共同分享。
想问下镁合金的腐蚀电位与开路电位的关系,是一个含义吗?我认为金属腐蚀学中是一个含义,但是镁合金存在负差效应,就不能在之间划等号对吗?还有E'=Eb-Ecorr,这个Ecorr 是腐蚀电位还是开路电位

铝合金制品,以其重量轻,强度高的特点,达到运输车辆、航空、天,小到服装配饰,得到了广泛的运用。但是在铝合金产品制造时,裂纹又是一个广泛存在的问题。裂纹将严重影响铝件强度,如在生产中未及时发现,可导致批量性问题,造成很大的经济损失。本文就铝合金在压铸工艺时发生的裂纹现象,根据自己的从业经验,分析裂纹原因,及预防的方法。 在压铸过程中,常出现的裂纹有三种:[img=,287,56]https://ng1.17img.cn/bbsfiles/images/2018/10/201810151139348252_7798_2462198_3.jpg!w287x56.jpg[/img]一、组织缺陷裂纹。由于铝合金组织中包含过多的氧化物、杂质等,造成自身强度减弱,且氧化物等收缩特性与铝合金不同,铝液凝固收缩时出现应力集中,在氧化物、杂质等周边与铝合金形成裂隙。这种裂纹在实际生产中发生概率相对极低,原因是,只要严格遵循铝合金精炼除渣工艺,完全可以杜绝组织缺陷裂纹现象。[img=,139,84]https://ng1.17img.cn/bbsfiles/images/2018/10/201810151317585920_4840_2462198_3.jpg!w139x84.jpg[/img]典型精炼模式如下:[img=,690,146]https://ng1.17img.cn/bbsfiles/images/2018/10/201810151428011223_6523_2462198_3.jpg!w690x146.jpg[/img]注:很多铝合金焊接后,形成的内部缺陷裂纹均属于这个类型的裂纹,铝本身属于易吸气金属,温度比630℃越高,吸收空气中氢气越多,此不再赘述。二、热裂纹。热裂纹是铝合金件在热缩阶段,裂纹部位集中承受收缩应力造成。其原因大致有:[img=,453,139]https://ng1.17img.cn/bbsfiles/images/2018/10/201810151441209911_4834_2462198_3.jpg!w453x139.jpg[/img]总的来说,热裂纹还是由于铝合金在由高温向低温变化速度过快时,局部承受过大收缩力造成,高铜及杂质多的合金由于温度下降缓慢,延长开模时间,有助于降低裂纹产生的风险。通过实践证明,在壁厚转薄部位增加R角;延长开模时间;控制模具温度能有效降低裂纹发生风险。在产品开发初期,针对壁厚不均的产品,应提前与顾客协商沟通,并考虑集热造成裂纹风险,在开发初期进行有效规避。三、冷裂纹。冷裂纹是铝合金件在开模/脱模时,局部承受过大拉力造成。其原因大致有:a、拔模斜度过小,铝合金件承受脱模拉力过大;b、开模时间过晚,铝件冷却后与模具抱紧力过大;c、模具上有凹陷或凸出部位,造成铝件承受脱模拉力过大;d、模具粘铝,造成表面粗糙度过大,铝件承受脱模力过大。冷裂纹基本是在铝件脱模时,由于受脱模力过大,局部形成裂纹,表面可见明显拉磨痕迹。控制方法是及时检查模具表面,清理粘铝及氧化层,保持模具具有良好的脱模能力,可有效避免冷裂纹的发生。[img=,521,499]https://ng1.17img.cn/bbsfiles/images/2018/10/201810151535445305_1925_2462198_3.jpg!w521x499.jpg[/img]结语:上述三种铝合金压铸的裂纹方式,其实都是局部承受作用力过大造成,故大家平常讲的铝合金强度高,是整体受力强度高,而针对壁厚有厚转薄部位,由于受力集中,反而会降低零件整体强度,且这些裂纹在本体或材料截取试样做力学性能分析时,都不具有复制性(裂纹通常发生在表面或厚薄不均部位,几乎不可能在裂纹发生部位截取到试样),无法通过力学测试进行发现。故在做铝件开发时,应充分考虑此问题,当无法避免需承受较高外力的壁厚,出现急剧变化时,应通过R角及圆弧过渡等进行改善。平时生产时,密切关注过程变化,当发现有严重粘模、拉模时应及时修复,严格按工艺控制模具及材料温度等,可有效防止裂纹发生。
铝镁合金和冷轧钢板的散热比是16:1; 铝镁合金和冷轧钢板的导电比是23:1; 铝镁合金防辐射、消除静电、安全环保 ; 同体积的铝镁合金材料和冷轧钢板重量比是2:3; 铝镁合金通过模具挤压拉伸使其成型,一致性好,而常用钢板易变形。
最近在制ZC系列的镁合金透射样品,遇到一些问题,希望能在此得到一些大侠们的指点:1.电解液问题。我是通过查文献找到的配方,课题组以前的师兄们也在用,这个问题不大,但现在用Fischione model 120 twin-jet electropolisher电解双喷仪减薄时,室温电流加上去没问题(最大可达150mA),但因镁锌系列本身特容易氧化,加液氮至-30~-40度,电流最大只能加到25mA,按前辈的经验值最佳在100mA左右,现电流加不上去可能是什么原因啊?如果控制在-20度左右,电流也只能35mA。。2.如上,即算喷出来的镁合金样品光亮,快速清洗放入乙醇暂时保存至最后放入真空样品室时,氧化相当严重!如何把握呢?3.薄区太少。即算穿孔了,老是找不到薄区,有薄区的地方也很脏氧化严重,急!望有做过镁合金透射样品的师兄师姐们指点!谢谢
手头有一样品镍镁合金,镍采用丁二酮肟或滴定法测了,但镁怎么都测不出来,网上查了一篇分析镁的会议论文,也没有达到预期效果,不知谁有这方面的方法啊?最好镍镁都有。
书籍名:镁合金作者:陈振华等化学工业出版社
大家好,我用热电6300分析镁合金中的铝元素,范围是9%-11.5%,方法是国标方法,按照要要求校准曲线浓度分别为10、20、40、50ug/ml,做未知样品时出现的值却是6636,为什么出现这个值呢,另外国标方法中的R稀释系数如何计算呀,请知道的告知
请教各位大侠: 小弟在做AZ31镁合金极化曲线的时候,自腐蚀电位只有-1.2V~-1.3V,这样的结果可信吗?
请问镁合金磷化采用什么快速评价的方法,来评价其耐腐蚀性能,
我做的是AZ31镁合金板材,想看他的金相组织,请问应该用什么侵蚀剂比较好呢?







 我要推广仪器
我要推广仪器
 下载APP
下载APP