线上讲座:全表面薄膜测量和缺陷检测
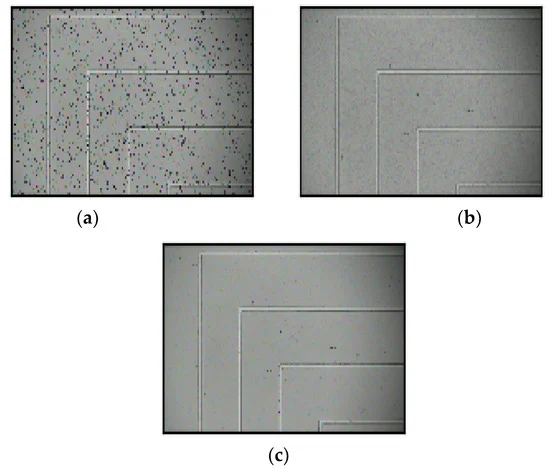
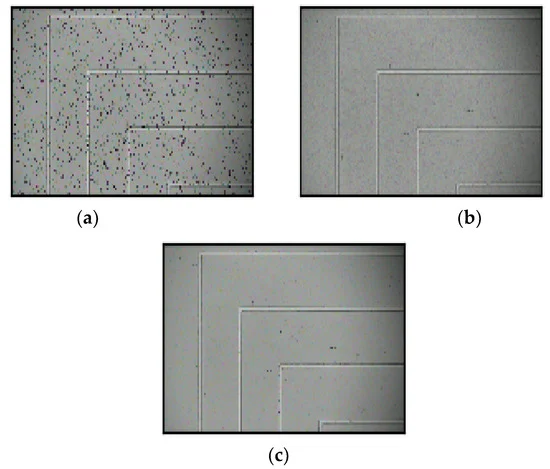
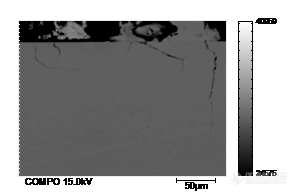
本次网上研讨会着重介绍Lumina Instruments激光扫描仪的功能和应用实例。这个创新性的设备可以用作激光扫描椭偏仪来全表面测量样品上的薄膜厚度分布,又可以扫描各种表面缺陷,比如颗粒,划痕,陷坑,和鼓包等等。更让大家感兴趣的是它能一次扫描检测透明基底上下表面以及基底内部缺陷。主讲人简介:陈博士有近30年的半导体制程控制和光学检测经验。他曾带领开发化学机械研磨设备以及制程终点控制设备。在加盟Lumina Instruments之前他负责Filmetrics全部设备和部分KLA 设备的全球市场开发。会议时间:2021/01/21 11:00-12:00 (北京时间)报名入口:点击进入 会议密码:12121手机一键拨号入会+8675536550000,,501587457#(中国大陆)+85230018898,,,2,501587457#(中国香港)根据您的位置拨号+8675536550000(中国大陆)+85230018898(中国香港)欢迎大家前来收听~~~




















 我要推广仪器
我要推广仪器
 下载APP
下载APP