

方案详情文
智能文字提取功能测试中
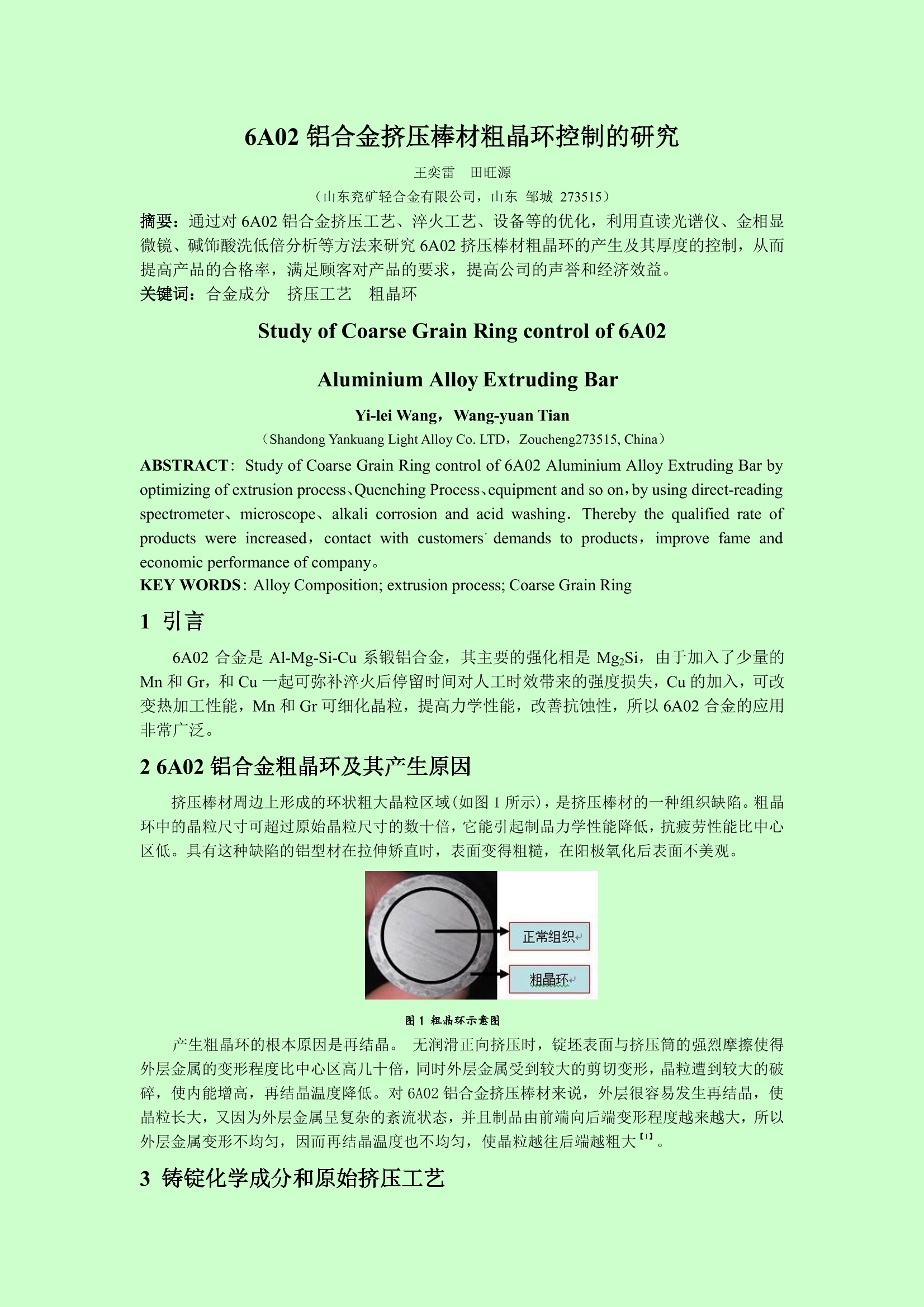
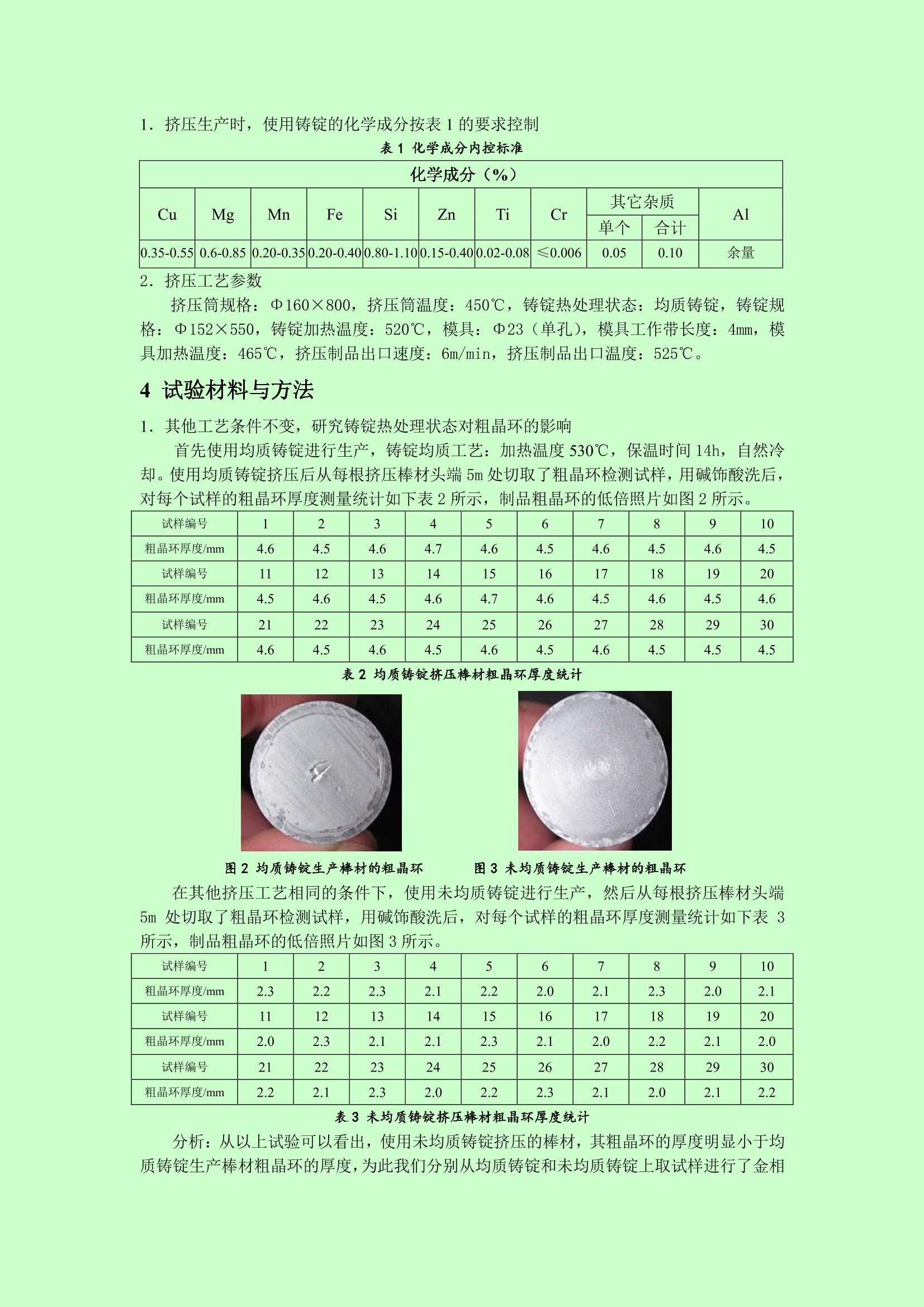
6A02 铝合金压棒材粗晶环控制的研究 王奕雷田旺源 (山东充矿轻合金有限公司,山东邹东273515) 摘要:通过对6A02铝合金挤压工艺、淬火工艺、设备等的优化,利用直读光谱仪、金相显微镜、碱饰酸洗低倍分析等方法来研究 6A02 挤压棒材粗晶环的产生及其厚度的控制,从而提高产品的合格率,满足顾客对产品的要求,提高公司的声誉和经济效益。 关键词:合金成分挤压工艺粗晶环 Study of Coarse Grain Ring control of 6A02Aluminium Alloy Extruding Bar Yi-lei Wang, Wang-yuan Tian (Shandong Yankuang Light Alloy Co.LTD, Zoucheng273515,China) ABSTRACT: Study of Coarse Grain Ring control of 6A02 Aluminium Alloy Extruding Bar byoptimizing of extrusion process、Quenching Process、equipment and so on, by using direct-readingspectrometer、microscope、alkali corrosion and acid washing. Thereby the qualified rate ofproducts were increased, contact with customers’ demands to products, improve fame andeconomic performance of company。 KEY WORDS: Alloy Composition; extrusion process; Coarse Grain Ring 1引言 6A02 合金是 Al-Mg-Si-Cu 系锻铝合金,其主要的强化相是 MgzSi, 由于加入了少量的Mn 和 Gr, 和Cu一起可弥补淬火后停留时间对人工时效带来的强度损失, Cu 的加入,可改变热加工性能, Mn 和 Gr 可细化晶粒,提高力学性能,改善抗蚀性,所以6A02 合金的应用非常广泛。 2 6A02 铝合金粗晶环及其产生原因 挤压棒材周边上形成的环状粗大晶粒区域(如图1所示),是挤压棒材的一种组织缺陷。粗晶环中的晶粒尺寸可超过原始晶粒尺寸的数十倍,它能引起制品力学性能降低,抗疲劳性能比中心区低。具有这种缺陷的铝型材在拉伸矫直时,表面变得粗糙,在阳极氧化后表面不美观。 图1粗晶环示意图 产生粗晶环的根本原因是再结晶。无润滑正向挤压时,锭坯表面与挤压筒的强烈摩擦擦使外层金属的变形程度比中心区高几十倍,同时外层金属受到较大的剪切变形,晶粒遭到较大的破碎,使内能增高,再结晶温度降低。对 6A02铝合金挤压棒材来说,外层很容易发生再结晶,使晶粒长大,又因为外层金属呈复杂的紊流状态,并且制品由前端向后端变形程度越来越大,所以外层金属变形不均匀,因而再结晶温度也不均匀,使晶粒越往后端越粗大。 3铸锭化学成分和原始挤压工艺 1.挤压生产时,使用铸锭的化学成分按表1的要求控制 表1化学成分内控标准 化学成分(%) Cu Mg Mn Fe Si Zn T1 Cr 其它杂质 A1 单个 合计 0.35-0.55 0.6-0.85 0.20-0.35 0.20-0.40 )00.80-1.10 0.15-0.40 0.02-0.08 ≤0.006 0.05 0.10 余量 2.挤压工艺参数 挤压筒规格:D160×800,挤压筒温度:450℃,铸锭热处理状态:均质铸锭,铸锭规格:D152×550,铸锭加热温度:520℃,模具:山23(单孔),模具工作带长度:4mm,模具加热温度:465℃,挤压制品出口速度: 6m/min, 挤压制品出口温度:525℃。 4试验材料与方法 1.其他工艺条件不变,研究铸锭热处理状态对粗晶环的影响 首先使用均质铸锭进行生产,铸锭均质工艺:加热温度530℃,保温时间14h,自然冷却。使用均质铸锭挤压后从每根挤压棒材头端 5m 处切取了粗晶环检测试样,用碱饰酸洗后,对每个试样的粗晶环厚度测量统计如下表2所示,制品粗晶环的低倍照片如图2所示。 试样编号 1 2 3 4 5 6 7 8 9 10 粗晶环厚度/mm 4.6 4.5 4.6 4.7 4.6 4.5 4.6 4.5 4.6 4.5 试样编号 11 12 13 14 15 16 17 18 19 20 粗晶环厚度/mm 4.5 4.6 4.5 4.6 4.7 4.6 4.5 4.6 4.5 4.6 试样编号 21 22 23 24 25 26 27 28 29 30 粗晶环厚度/mm 4.6 4.5 4.6 4.5 4.6 4.5 4.6 4.5 4.5 4.5 表2均质铸锭挤压棒材粗晶环厚度统计 图2均质铸锭生产棒材的粗晶环 图3未均质铸锭生产棒材的粗晶环 在其他挤压工艺相同的条件下,使用未均质铸锭进行生产,然后从每根挤压棒材头端5m 处切取了粗晶环检测试样,用碱饰酸洗后,对每个试样的粗晶环厚度测量统计如下表3所示,制品粗晶环的低倍照片如图3所示。 试样编号 1 2 3 4 5 6 7 8 9 10 粗晶环厚度/mm 2.3 2.2 2.3 2.1 2.2 2.0 2.1 2.3 2.0 2.1 试样编号 11 12 13 14 15 16 17 18 19 20 粗晶环厚度/mm 2.0 2.3 2.1 2.1 2.3 2.1 2.0 2.2 2.1 2.0 试样编号 21 22 23 24 25 26 27 28 29 30 粗晶环厚度/mm 2.2 2.1 2.3 2.0 2.2 2.3 2.1 2.0 2.1 2.2 表3未均质铸锭挤压棒材粗晶环厚度统计 分析:从以上试验可以看出,使用未均质铸锭挤压的棒材,其粗晶环的厚度明显小于均质铸锭生产棒材粗晶环的厚度,为此我们分别从均质铸锭和未均质铸锭上取试样进行了金相 分析。图4为未均质铸锭金相照片,图5为均质铸锭金相照片。 图4未均质铸锭金相照片 图5均质铸锭金相照片 从以上两张金相照片中可以看出,未均质铸锭内部晶界处含有大量的 MnAl6、CrAl7、MgzSi 等化合物‘,铸锭经过均质处理后,大部分化合物重新固溶到铝合金基体中,铸锭内部晶界处的化合物减少。如果使用未均质的铸锭挤压,这些 MnAl6、CrAl7、MgzSi 等化合物增加了铝合金的变形抗力,使铝合金的不均匀变形程度降低。同时,在强大应力作用下,部分 MnAl6、CrAl7、MgzSi 等化合物以弥散质点的状态聚集在晶粒的晶界处,弥散质点对亚结构的多边化和稳定化起主要作用,使晶核形成率和长大率都下降,再结晶温度提高,阻碍了晶粒的长大,从而降低了粗晶环的形成和加厚。 2. 其他工艺条件不变,研究铸锭加热温度和挤压筒温度对粗晶环的影响 本次试验使用的铸锭是未均质铸锭,生产时将铸锭的加热温度由 520℃降低到490℃,将挤压筒的温度由 450℃提高到500℃,棒材出口温度还是 525℃。生产后从每根挤压棒材头端5m处切取了粗晶环检测试样进行了低倍检测,其粗晶环厚度测量统计如下表4所示。 试样编号 1 2 3 4 5 6 7 8 9 10 粗晶环厚度/mm 1.5 1.3 1.4 1.5 1.3 1.5 1.3 1.2 1.4 1.3 试样编号 11 12 13 14 15 16 17 18 19 20 粗晶环厚度/mm 1.2 1.4 1.3 1.5 1.2 1.4 1.4 1.5 1.2 1.4 试样编号 21 22 23 24 25 26 27 28 29 30 粗晶环厚度/mm 1.3 1.3 1.2 1.3 1.4 1.5 1.2 1.4 1.3 1.2 表4铸锭加热温度和挤压筒温度调整后的棒材粗晶环厚度统计 分析:降低铸锭加热温度,提高挤压筒加热温度,挤压筒温度高于铸锭加热温度后,挤压筒与铸锭之间的摩擦减小,铸锭外层金属的变形程度减小,铸锭外层因摩擦变形引起的升温程度也减小,从而降低了挤压棒材粗晶环的形成和加厚。 3.其他工艺条件不变,减小模孔与在线淬火区的距离 为了减小模孔与在线淬火区的距离,减少挤压棒材的高温停留时间,我们设计和制作了穿水冷却槽,如图6所示。使用冷却槽在线淬火后,使模孔到淬火区的距离由 2m 减小到1m, 减少了挤压棒材高温停留的时间,制品的粗晶环厚度减小到1mm 以下了,如图7所示。 图6在线淬火的改进 图7使用淬火槽在线淬火后的棒材的粗晶环 分析:当6A02合金挤压棒材外层金属受到剪切变形且处于再结晶温度以上时,外层金属会发生再结晶而形成粗晶环,当棒材在再结晶温度以上停留足够时间时,已经发生再结晶的晶粒会长大,粗晶环的厚度会加厚,所以减少挤压棒材高温停留时间是减小棒材粗晶环厚度的有效途径之一。 5结论 1.挤压6A02铝合金棒材时,使用未均质铸锭,能有效地降低棒材粗晶环的厚度; 2.在保证不闷车和棒材出口温度的情况下,挤压 6A02 铝合金棒材时,调整挤压筒温度高于铸锭温度能减小挤压筒和铸锭之间的摩擦,减小铸锭外层金属的变形和温度的升高,从而减小粗晶环的厚度; 3.挤压6A02 铝合金棒材,其淬火方式为在线淬火时,如缩短模孔到淬火区的距离,减少制品高温停留时间,也能有效地降低棒材粗晶环的厚度。 ( 参考文献: ) 【1】中国台金百科全书总编辑委员会,中国冶金百科全书,,冶金工业出版社,1999。 【2】张燕飞, 6A02铝合金棒材粗晶环形成原因分析,黑龙江哈尔滨,东北轻合金有限责任公司,2007。 ( 第一作者简介 ) 姓名:王奕雷 性别:男 籍贯:山东鱼台单位名称:山东充矿轻合金有限公司 学位:本科,工程师 研究方向:铝及铝合金挤压,挤压模具设计 ( 联系电话:13964905634 邮箱: wangyl@yanconla.com ) 地址:山东邹城南屯科澳路 通过对 6A02 铝合金挤压工艺、淬火工艺、设备等的优化,利用直读光谱仪、金相显微镜、碱饰酸洗低倍分析等方法来研究 6A02 挤压棒材粗晶环的产生及其厚度的控制,从而提高产品的合格率,满足顾客对产品的要求,提高公司的声誉和经济效益。
关闭-
1/4
-
2/4
还剩2页未读,是否继续阅读?
继续免费阅读全文产品配置单



北京普瑞赛司仪器有限公司为您提供《铝合金中挤压棒材粗晶环控制的研究检测方案(金相显微镜)》,该方案主要用于合金中挤压棒材粗晶环控制的研究检测,参考标准《暂无》,《铝合金中挤压棒材粗晶环控制的研究检测方案(金相显微镜)》用到的仪器有研究级倒置式材料显微镜Axio Vert.A1、研究级偏光显微镜Axio Scope A1 pol、研究级体视显微镜 Stemi 508。
我要纠错
推荐专场





立体显微镜、体视显微镜
更多


相关方案
 咨询
咨询