

方案详情文
智能文字提取功能测试中
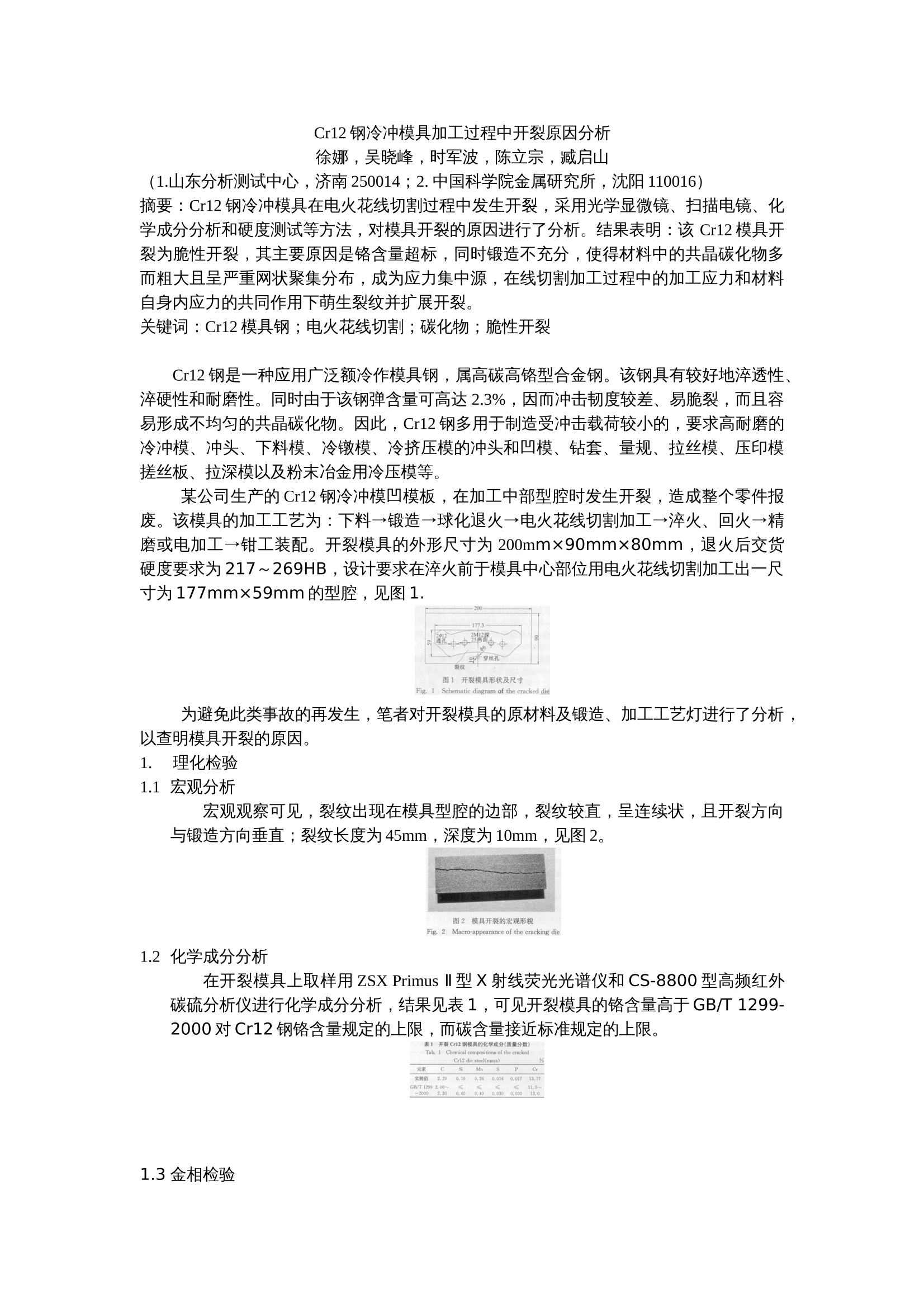
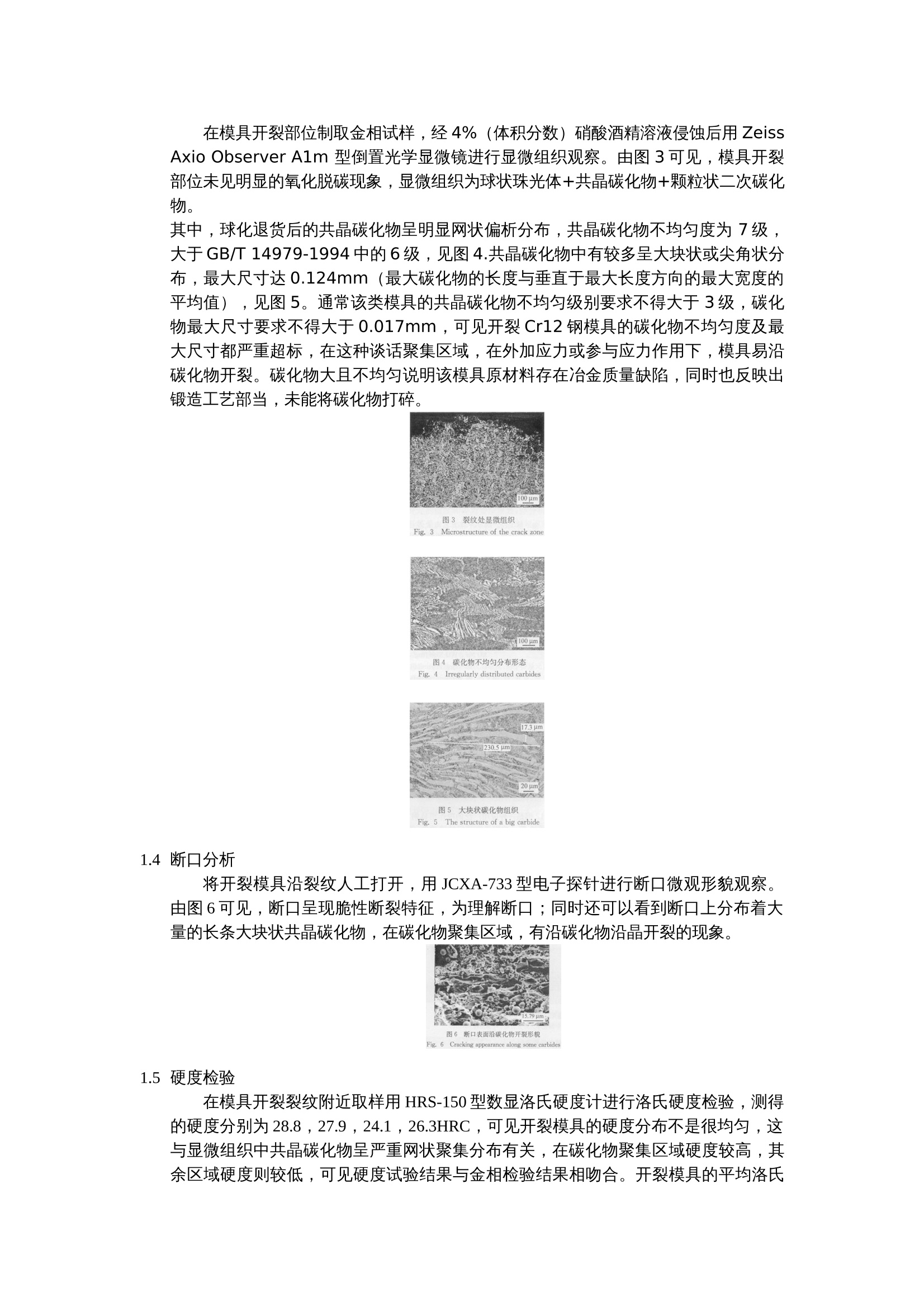
Cr12钢冷冲模具加工过程中开裂原因分析 徐娜,吴晓峰,时军波,陈立宗,臧启山 (1.山东分析测试中心,济南250014;2. 中国科学院金属研究所,沈阳110016) 摘要:Cr12钢冷冲模具在电火花线切割过程中发生开裂,采用光学显微镜、扫描电镜、化学成分分析和硬度测试等方法,对模具开裂的原因进行了分析。结果表明:该Cr12模具开裂为脆性开裂,其主要原因是铬含量超标,同时锻造不充分,使得材料中的共晶碳化物多而粗大且呈严重网状聚集分布,成为应力集中源,在线切割加工过程中的加工应力和材料自身内应力的共同作用下萌生裂纹并扩展开裂。 关键词:Cr12模具钢;电火花线切割;碳化物;脆性开裂 Cr12钢是一种应用广泛额冷作模具钢,属高碳高铬型合金钢。该钢具有较好地淬透性、淬硬性和耐磨性。同时由于该钢弹含量可高达2.3%,因而冲击韧度较差、易脆裂,而且容易形成不均匀的共晶碳化物。因此,Cr12钢多用于制造受冲击载荷较小的,要求高耐磨的冷冲模、冲头、下料模、冷镦模、冷挤压模的冲头和凹模、钻套、量规、拉丝模、压印模、搓丝板、拉深模以及粉末冶金用冷压模等。 某公司生产的Cr12钢冷冲模凹模板,在加工中部型腔时发生开裂,造成整个零件报废。该模具的加工工艺为:下料→锻造→球化退火→电火花线切割加工→淬火、回火→精磨或电加工→钳工装配。开裂模具的外形尺寸为200mm×90mm×80mm,退火后交货硬度要求为217~269HB,设计要求在淬火前于模具中心部位用电火花线切割加工出一尺寸为177mm×59mm的型腔,见图1. 为避免此类事故的再发生,笔者对开裂模具的原材料及锻造、加工工艺灯进行了分析,以查明模具开裂的原因。 1. 理化检验 1.1 宏观分析 宏观观察可见,裂纹出现在模具型腔的边部,裂纹较直,呈连续状,且开裂方向与锻造方向垂直;裂纹长度为45mm,深度为10mm,见图2。 1.2 化学成分分析 在开裂模具上取样用ZSX Primus Ⅱ型X射线荧光光谱仪和CS-8800型高频红外碳硫分析仪进行化学成分分析,结果见表1,可见开裂模具的铬含量高于GB/T 1299-2000对Cr12钢铬含量规定的上限,而碳含量接近标准规定的上限。 1.3 金相检验 在模具开裂部位制取金相试样,经4%(体积分数)硝酸酒精溶液侵蚀后用Zeiss Axio Observer A1m 型倒置光学显微镜进行显微组织观察。由图3可见,模具开裂部位未见明显的氧化脱碳现象,显微组织为球状珠光体+共晶碳化物+颗粒状二次碳化物。 其中,球化退货后的共晶碳化物呈明显网状偏析分布,共晶碳化物不均匀度为7级,大于GB/T 14979-1994中的6级,见图4.共晶碳化物中有较多呈大块状或尖角状分布,最大尺寸达0.124mm(最大碳化物的长度与垂直于最大长度方向的最大宽度的平均值),见图5。通常该类模具的共晶碳化物不均匀级别要求不得大于3级,碳化物最大尺寸要求不得大于0.017mm,可见开裂Cr12钢模具的碳化物不均匀度及最大尺寸都严重超标,在这种谈话聚集区域,在外加应力或参与应力作用下,模具易沿碳化物开裂。碳化物大且不均匀说明该模具原材料存在冶金质量缺陷,同时也反映出锻造工艺部当,未能将碳化物打碎。 1.4 断口分析 将开裂模具沿裂纹人工打开,用JCXA-733型电子探针进行断口微观形貌观察。由图6可见,断口呈现脆性断裂特征,为理解断口;同时还可以看到断口上分布着大量的长条大块状共晶碳化物,在碳化物聚集区域,有沿碳化物沿晶开裂的现象。 1.5 硬度检验 在模具开裂裂纹附近取样用HRS-150型数显洛氏硬度计进行洛氏硬度检验,测得的硬度分别为28.8,27.9,24.1,26.3HRC,可见开裂模具的硬度分布不是很均匀,这与显微组织中共晶碳化物呈严重网状聚集分布有关,在碳化物聚集区域硬度较高,其余区域硬度则较低,可见硬度试验结果与金相检验结果相吻合。开裂模具的平均洛氏硬度为26.8HRC,根据GB/T 1172-1999换算为布氏硬度约264HB,符合Cr12钢球化退火后的交货硬度要求(217~269 HB),但比较接近上限硬度,这与材料中碳、铬含量较高,碳化物较多有关。 2 综合分析 由以上理化检验结果可知,开裂Cr12钢模具的化学成分不符合GB/T 1299-2000要求,其铬含量超过标准规定上限,而碳含量接近标准规定上限,因而材料中的共晶碳化物较多,硬度偏高,使材料的变形抗力大、塑性差,从而导致模具在锻造和加工过程中的开裂敏感性增加。 对开裂裂纹的宏观形貌及断口微观形貌特征的分析表明该Cr12钢模具开裂为脆性解理开裂,且在碳化物聚集区域有沿碳化物沿晶开裂的现象,这些都说明模具开裂与材料中的共晶碳化物多而粗大且呈严重网状聚集分布有关。金相检验结果表明开裂模具的共晶碳化物不均匀度级别及碳化物最大尺寸均严重超标,这一方面与该模具原材料的冶金质量有关,化学成分中的铬、碳含量偏高;同时也说明该模具厚材料的锻造工艺不充分,未能将碳化物打碎。碳化物相硬而脆,是脆性相,当大块带有棱角的碳化物呈网状聚集在模具中时,就会切割基体金属的连续性,成为应力集中源,萌生微裂纹并导致模具在线切割加工过程中于加工应力和内应力的共同作用下发生脆性开裂。 另Cr12钢锻造后的球化退火如不充分,使得材料中的锻造内应力较大,硬度较高,这也会增加模具在线切割加工过程中开裂的可能性。 3 结论及建议 Cr12钢冷冲模具在电火花线切割过程中的开裂为脆性解理+沿晶开裂。开裂的主要原因是原材料冶金质量差,各含量超标,碳含量接近标准要求上限;同时锻造不充分,使得材料中的共晶碳化物多而粗大且呈严重网状聚集分布,成为应力集中源,在线切割加工应力好内应力的共同作用下萌生裂纹并开裂。 针对导致模具开裂的原因提出以下建议:①严格材料入库检查,确保原材料成分及显微组织合格;②锻造时,要严格控制始锻和终锻温度,合理地选择造比,改进锻造工艺,锻造时采用综合镦拔锻造法,是指轴向反复镦拔加十字镦拔,从而提高锻件质量,改善碳化物的均匀度,使共晶碳化物不均匀度级别小于3级;③锻造后应及时进行球化退火,以消除锻造应力,降低硬度,使碳化物球化,从而便于切削加工,并为淬火作组织准备。 Cr12钢冷冲模具在电火花线切割过程中发生开裂,采用光学显微镜、扫描电镜、化学成分分析和硬度测试等方法,对模具开裂的原因进行了分析。结果表明:该Cr12模具开裂为脆性开裂,其主要原因是铬含量超标,同时锻造不充分,使得材料中的共晶碳化物多而粗大且呈严重网状聚集分布,成为应力集中源,在线切割加工过程中的加工应力和材料自身内应力的共同作用下萌生裂纹并扩展开裂。
关闭-
1/3
-
2/3
还剩1页未读,是否继续阅读?
继续免费阅读全文产品配置单




北京普瑞赛司仪器有限公司为您提供《Cr12钢冷冲模具中加工过程开裂原因检测方案(金相显微镜)》,该方案主要用于合金中加工过程开裂原因检测,参考标准《暂无》,《Cr12钢冷冲模具中加工过程开裂原因检测方案(金相显微镜)》用到的仪器有研究级倒置万能显微镜Axio Observer 3m 、研究级智能数字金相显微镜Axioimager A2m、检验级体视显微镜 Stemi 305、研究级体视显微镜 Stemi 508、蔡司显微镜多媒体互动教学系统。
我要纠错
推荐专场



立体显微镜、体视显微镜
更多


相关方案
 咨询
咨询