

方案详情文
智能文字提取功能测试中
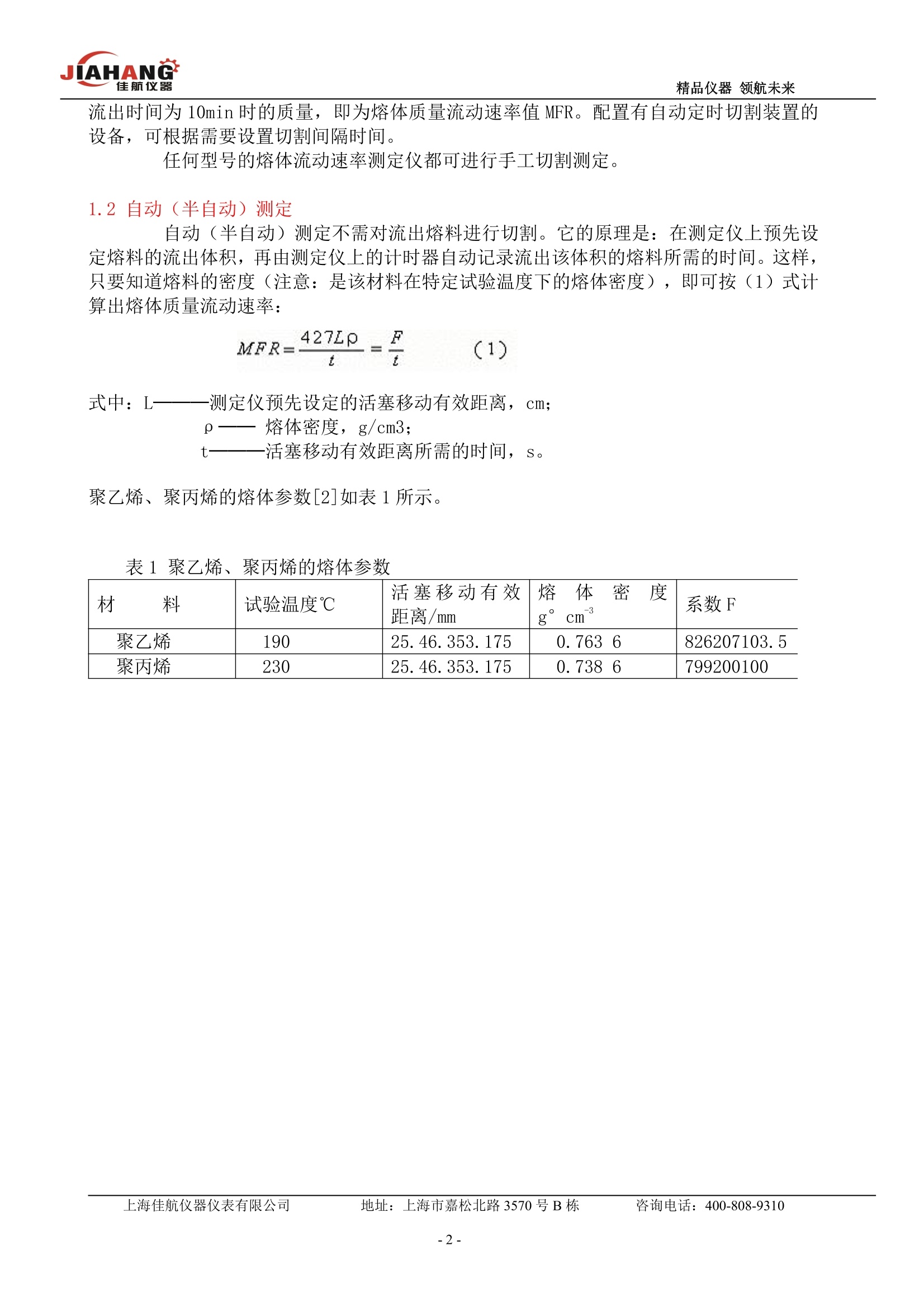
精品仪器领航未来 MI、MFR、MVR 指标及测试方法 熔融指数,全称熔液流动指数,是一种表示塑胶材料加工时的流动性的数值。它是美国量测标准协会(ASTM)根据美国杜邦公司(DuPont)惯用的鉴定塑料特性的方法制定而成,其测试方法是:先让塑料粒在一定时间(10分钟)内、一定温度及压力(各种材料标准不同)下,融化成塑料流体,然后通过一直径为2.1mm 口模毛细管圆管所流出的克(g)数(MFR) 其值越大,表示该塑胶材料的加工流动性越佳,反之则越差。 最常使用的测试标准是 ASTM D 1238,,该测试标准的量测仪器是熔液指数计(MeltIndexer)。单位: g/10min,,上海佳航 JH-450A JH-450T 熔融指数测定仪是完全符合这标准,且改进升级方便测试高流速溶脂仪,特别适合熔喷材料PP(聚丙烯),聚乙烯材料上测试。 测试的具体操作过程是:将待测高分子(塑料)原料置入小槽中,槽曹接有细管,细管直径为2.095mm,管长为8mm。加热至某温度(常为190度)后,原料上端藉由活塞施加某一定重量向下压挤,量测该原料在10分钟内所被挤出的重量,即为该塑料的流动指数。有时您会看到这样的表示法: MI25g/10min,在表示在10分钟内该塑料被挤出25克。一般常用塑料的MI 值大约介于1~25之间。MI愈大,代表该塑料料料粘度愈小及分子重量愈小,反之则代表该塑料粘度愈大及分子重量愈大。 除了熔体质量流动速率(MFR),还可以用熔体体积流动速率(MVR)来进行测定。 熔体流动速率,原称熔融指数,其定义为:在规定条件下,,一定时间内挤出的热塑性物料的量,也即熔体每10min 通过标准口模#毛细管的质量,用MFR表示,单位为g/10min。熔体流动速率可表征热塑性塑料在熔融状态下的粘流特性,对保证热塑性塑料及其制品的 质量,对调整生产工艺,都有重要的指导意义。 近年来,熔体流动速率从“质量”的概念上,又引伸到“体积”的概念上,即增加了熔体体积流动速率。其定义为:熔体每10min 通过标准口模毛细管的体积,用MVR表示,单位为cm3/10min[1]。从体积的角度出发,对表征热塑性塑料在熔融状态下的粘流特性,对调整生产工艺,又提供了一个科学的指导参数。对于原先的熔体流动速率,则明确地称其为熔体质量流动速率,仍记为 MFR。 熔体质量流动速率与熔体体积流动速率已在最近的 ISO 标准中明确提出,我国的标准也将作相应修订,而在进出口业务中,熔体体积流动速率的测定也将很快得到应用。 1熔体质量流动速率(MFR)的测定方法 熔体质量流动速率的测定,按方法分为切割(手工或自动定时)测定与自动(半自动)测定。 1.1切割测定 根据定义,,当熔体在负荷的作用下通过口模毛细管挤出,由操作人员使用切割刀具将流经口模出口的一段熔料割取,并记录该段熔料自口模流出的时间,经称重并换算至 流出时间为 10min 时的质量,即为熔体质量流动速率值 MFR。配置有自动定时切割装置的设备,,可根据需要设置切割间隔时间。 任何型号的熔体流动速率测定仪都可进行手工切割测定。 1.2自动(半自动)测定 自动(半自动)测定不需对流出熔料进行切割。它的原理是:在测定仪上预先设定熔料的流出体积,再由测定仪上的计时器自动记录流出该体积的熔料所需的时间。这样,只要知道熔料的密度(注意:是该材料在特定试验温度下的熔体密度),即可按(1)式计算出熔体质量流动速率: 式中:L———测定仪预先设定的活塞移动有效距离,cm: p——熔体密度, g/cm3; -活塞移动有效距离所需的时间,,S. 聚乙烯、聚丙烯的熔体参数[2]如表1所示。 表1聚乙烯、聚丙烯的熔体参数 材 料 试验温度℃ 活塞移动有效距离/mm 熔 体 密度 系数F g°cm-3 聚乙烯 190 25.46.353.175 0.7636 826207103.5 聚丙烯 230 25.46.353.175 0.7386 799200100 对于自动测定仪而言,经电脑计算后可直接通过打印机将最终结果(MFR、MVR)及日期、批号、测试条件(温度、负荷等)一并打印出来。 1.3切割测定与自动(半自动)测定的比较 切割测定,特别是人工切割,有时间误差,有刀具表面的粘连带来的质量误差,而自动(半自动)测定则基本不存在此类误差,其重复性好是显而易见的,两种测试方法的最终结果应一致,但有时这两种方法的结果还会有较大的差异,这时应考虑到以下影响: (1))气泡的影响 当被测熔料有效段中有气泡时,使用手工测定,结果将偏小,使用自动测定,结果将偏大,这是因为手工测定是将有效段称重,存在气泡时,质量减小,而使用自动(半自动)测定时,以固定体积的流出来计时,体积中含有气泡时,流出时间缩短。两者比较,测定的差异将会明显。 若想减少气泡的影响,则应在加料时一次完成,必要时,还需对被测料进行真空干燥处理。如果有的料内有明显的气泡,就无法正确测量了。 (2))(添加剂的影响 使用自动(半自动)测定,特别在测定聚乙烯或聚丙烯材料时,往往会疏忽由于加入添加剂而改变了它的熔体密度。这时,如直接用F计算,或直接用原熔体密度数代入计算都会出错,即使只加入着色剂可能也会有影响。此时,如一定要进行自动(半自动)操作,必须重新求得它的熔体密度。 当用这两种方法测定结果差异较大时,应考虑到材料中含有添加剂的可能性。2熔体体积流动速率(MVR)的测定 要进行熔体体积流动速率的测定,测定仪除具备常规测定机构(控温、负荷、活塞杆、料筒、口模等)外,还需具备料筒内特定容积的设置及容积熔料流出时间的自动计时装置。综上所述,凡具备自动(半自动)操作的熔体质量流动速率测定仪均可进行熔体体积流动速率的测定,如早期的RZ-12A、RL一11A,以及RL一11B、RL一Z1、RL-Z1B等型号的测定仪。 2.1半自动型测试方法 测试方法:按熔体质量流动速率的测定方法作好加料等准备工作,选择自动操作行程,待预热时间达到,温度回复后,加负荷,随活塞杆下移,,计时器开始自动计时。当计时器停止计时时,读出计时值,按(2)式计算: 式中,L与t的含义与(1)式相同。 2.2自动型测试方法 测试方法:如系近期生产的RL-Z1B等测定仪,已在软件中增加了体积流动速率的计算程序,因此,按常规操作后,仪器会自动打印出 MFR 与 MVR两项结果,如系前期生产的机型,只要将所得的 MFR 值按(3)式即可计算出 MVR 值: 体积pp 1500g/min 式中,9p的含义与(1)式相同。如不知道p的数值,只需在参数设置时,将p设为1,则打印出的 MFR 即为 MVR 值。 3熔体密度的测定 塑料熔体密度是指热塑性塑料在特定温度下的熔融状态时的密度,这明显区别于一般所指塑料密度。利用自动(半自动)型熔体流动速率测定仪,可进行熔体密度的测试。 测试方法:仪器设置在自动(半自动)测试状态,选择行程(行程长,测试精度高),选择标准试验温度,按一般操作做好准备,将活塞下移,割取自计时器自动启动至结束间的一段料,称重,按(4)式计算熔体密度: 式中:nm———样条平均质量, g; L———·活塞移动有效距离, cm。 熔体密度的测定,与活塞杆上所加负荷大小关系不大,但其数值决定了操作者的方便与否。负荷太大,活塞下移太快,切割不及时,误差太大;负荷太小,下移速度太慢,操作不方便,而且,熔体在高温下,时间太长也易热降解,影响测定的正确性。 4高熔体流动速率的测定方法 测试人员遇到高熔体流动速率的测定,是很棘手的。对于聚乙烯、聚丙烯而言,因为有已知的熔体密度参数,即使 MFR 在200以上,也能方便地测试,但对于没有熔体密度参数的塑料如何处理呢? 首先,在慢速流动的情况下,测出塑料的熔体密度。由于测定熔体密度与口模毛细管直径无关,与负荷大小无关,因此,可选择细直径、小负荷的方式,在特定温度下,按上述方式测出熔体密度p。然后,使用自动(半自动)测定方法,进行流动速率的测定。 如果料筒内的熔体在温度还未平衡时就已经流失,可在仪器上先安装堵头,在温度平衡后,开始测试时,弹开堵头,即进入自动(半自动)测试程序。 5 熔体流动速率比的计算 熔体流动速率比(FRR)通常用于表示流变特性,它受材料分子量分布的影响,用两次不同试验条件下测得的熔体质量流动速率或熔体体积流动速率的比值求得,见(5)式: 式中:t -试验温度,℃(两次试验中相同); m1、m2———分别为两次试验使用的不同负荷,N。 6 表观粘度的计算 表观粘度n a是表示被测塑料在特定温度下的流动性的基本参数,反映了熔体流动时流层之间的摩擦阻力,与熔体流动速率成反比,在测得熔体质量流动速率及熔体密度或测得熔体体积流动速率后,可通过(6)式近似算出[3]: 式中:na———表观粘度, pa?s; ———负荷,N; p———熔体密度, g/cm3. 由于 MFR 是剪低剪切速率条件下测得的,所以(6)式适用于低剪切速率下的熔体密度。 7试验值误差分析 7.1试验值偏低 下列因素是影响试验值偏低的主要原因: 活塞杆与料筒孔壁表面粗糙,活塞杆在负荷作用下下移阻力加大;使用后,活塞杆表面会薄薄地沉积一层焦化物,而且导向套内壁一般不清洗,使其间配合过紧,具有粘滞性;口模内孔壁沉积焦化物;加热器内局部损坏,温度不均;温度偏低;负荷偏小. 对活塞杆及口模沉积的焦化物,可用极细的金相砂纸轻轻擦掉,因为这两只零件硬度很高,不会受影响。对加热器及温度控制造成的问题,应在平时通过经常的温度校对来发现。 7.2试验值偏高 试验值偏高的可能性很小,主要是温度太高或负荷太大 。 7.3低熔体速率试验正常,高熔体速率试验值偏低 应考虑到料筒内壁沿轴向温度分布不均,当上方温度偏低时,对高熔体流动速率的材料测试,将会出现结果偏低的现象。 7.4粉料试验时数据不稳定 当用户遇到粉料试验数据无规则,且波动幅度较大时,可在粉料中加入入定剂,即可恢复正常。 对设备而言,零件加工的精度与粗糙度,温度控制的精度与料筒内的温度分布;对用户而言,试验部分的经常清洁,料筒轴线的垂直,经常的温度校准(使用特制水银温度计时,注意修正值及露径的修正)与标样试验,这些都是正确测定的根本保证。 上海佳航仪器仪表有限公司地址:上海市嘉松北路B栋咨询电话: 上海佳航仪器仪表有限公司地址:上海市嘉松北路B栋咨询电话: 背景介绍口罩中无纺布塑料PP(聚丙烯)一般流动性在1000~2000g/10min之间,属于超级高流动性的塑料,用普通质量法的熔融指数仪根本无法测试完成,我们应该采用体积法的熔融指数仪进行测试。熔融指数仪符合GB/T3682-2000的标准要求,上海佳航JH-450A熔融指数仪主要参数同时也满ISO1133-97、ASTM1238,JIS等标准要求可用于对可用于聚乙烯、聚炳烯、聚苯乙烯、ABS、聚酰胺、纤维树脂、丙烯酸酯、聚甲醛、氟塑料、聚碳酸脂等多种塑料材料的熔体质量流动速率(MFR)或熔体体积流动速率(MVR)来进行测定,广泛地应用于塑料生产,塑料制品、石油化工等行业以及相关院校、科研单位和商检部门等。JH-450A熔融指数仪(熔体流动速率仪)一、 用途: JH-450A系列熔体流动速率仪主要用于热塑性塑料在一定条件下的熔体流动速率的分析研究。热塑性塑料的熔体流动速率(熔融指数)是指塑料在一定温度和负荷下,熔体每10分钟通过标准口模的质量,用MFR(MI)值表示,它可区别热塑性塑料在熔融状态下的粘流特性。该试验对热塑性塑料及化纤的原料、制品等产品的质量保证,有着重要的意义。二、 产品特点:1. 该设备采用PID智能控温控制,温度控制精度高,能确保料筒内口模上端10 mm处温度在±0.5℃以内。2. 在填料之后,能迅速恢复恒温状态3. 关键零件氮化处理,强度、硬度高、变形小的特性并确保测定数据的精确和稳定。4. 升温速度快,仪器加热器采用热流道专用弹簧加热圈,其主要材料为进口镍铬丝合金,比传统加热器耐干烧能力更强,功率更高,加热均匀性更好使用寿命长,支持仪器在高温450℃下长时间工作。5. 仪器加热采用调压模块,能做到全范围调节电压和功率,和传统固态继电器通断控制相比,加热更稳定迅速,从而做到填料之后能迅速恢复恒温状态。6. 仪器采用定制的铠装铂电阻测温传感器,精度等级为A级,精度到0.1℃以内,和传统传感器相比,具有抗冲击,耐腐蚀,耐振动可以随意弯曲等特点,使用寿命更长,能保证仪器在450℃高温的环境下长期使用。 三、满足标准:标准号标准名称ISO 1133-2011高分子材料-质量和体积流动速率检测ASTM D1238-13热塑性塑料熔体流动速率的标准测试方法GB/T 3682-2018热塑性塑料熔体质量流动速率和熔体体积流动速率的测定JJG878-1994(2005)熔体流动速率仪检定规程JB/T5456-2005熔体流动速率仪技术条件 三、 技术参数: 型号JH-450A优点可以测量流速快的产品,带口膜塞 操作方面测量方法质量法 体积法显示方式液晶彩色触摸屏记时精度0.01S切料方式手动,自动测量范围(0.1-2000)g/10min恢复时间≤2min结果输出微型打印机电源220V,50HZ挤压出料部分出料口(口模)内径φ2.095±0.005mm出口(口模)长度8.000±0.025mm装料筒内径φ9.550±0.007mm装料筒长度152mm活塞杆头直径φ9.474±0.007mm活塞杆头长度6.350±0.100mm活塞位移示值误差±0.01mm载荷部分:标准试验力八级,试验负荷相对误差≤0.5%,采用镜面镀洛标准1级0.325kg=(活塞杆+砝码托盘+隔热套+1号砝码体)2级1.200 kg=(0.325+2号0.875砝码)3级:2.160 kg=(0.325+3号1.835砝码)4级:3.800 kg=(0.325+4号3.475砝码)5级:5.000 kg=(0.325+5号4.675砝码)6级:10.000 kg=(0.325+5号4.675砝码+6号5.000砝码)7级:12.500 kg=(0.325+5号4.675砝码+6号5.000+7号2.500砝码)8级:21.600 kg=(0.325+2号0.875+3号1.835+4号3.475+5号4.675+6号5.000+7号2.500+8号2.915砝码)料筒温度料筒温度范围50.0℃~450.0℃范围内任意设定控温点采用智能PID调节短时间内达到控温点并恒温恒温精度±0.2℃温度控制梯度(℃):≤±0.5℃(口模上方10mm)温度分辨率0.01℃
关闭-
1/5
-
2/5
还剩3页未读,是否继续阅读?
继续免费阅读全文产品配置单


上海佳航仪器仪表有限公司为您提供《口罩中无纺布塑料PP中聚丙烯检测方案(熔融指数仪)》,该方案主要用于口罩中生化检验检测,参考标准《暂无》,《口罩中无纺布塑料PP中聚丙烯检测方案(熔融指数仪)》用到的仪器有 佳航熔体流动速率仪 喷熔料专用熔融指数仪JH-450T、喷熔料专用熔融指数仪JH-450A。
我要纠错
推荐专场
熔融指数仪(熔体流动速率测定仪)
更多


相关方案
 咨询
咨询



