

方案详情文
智能文字提取功能测试中
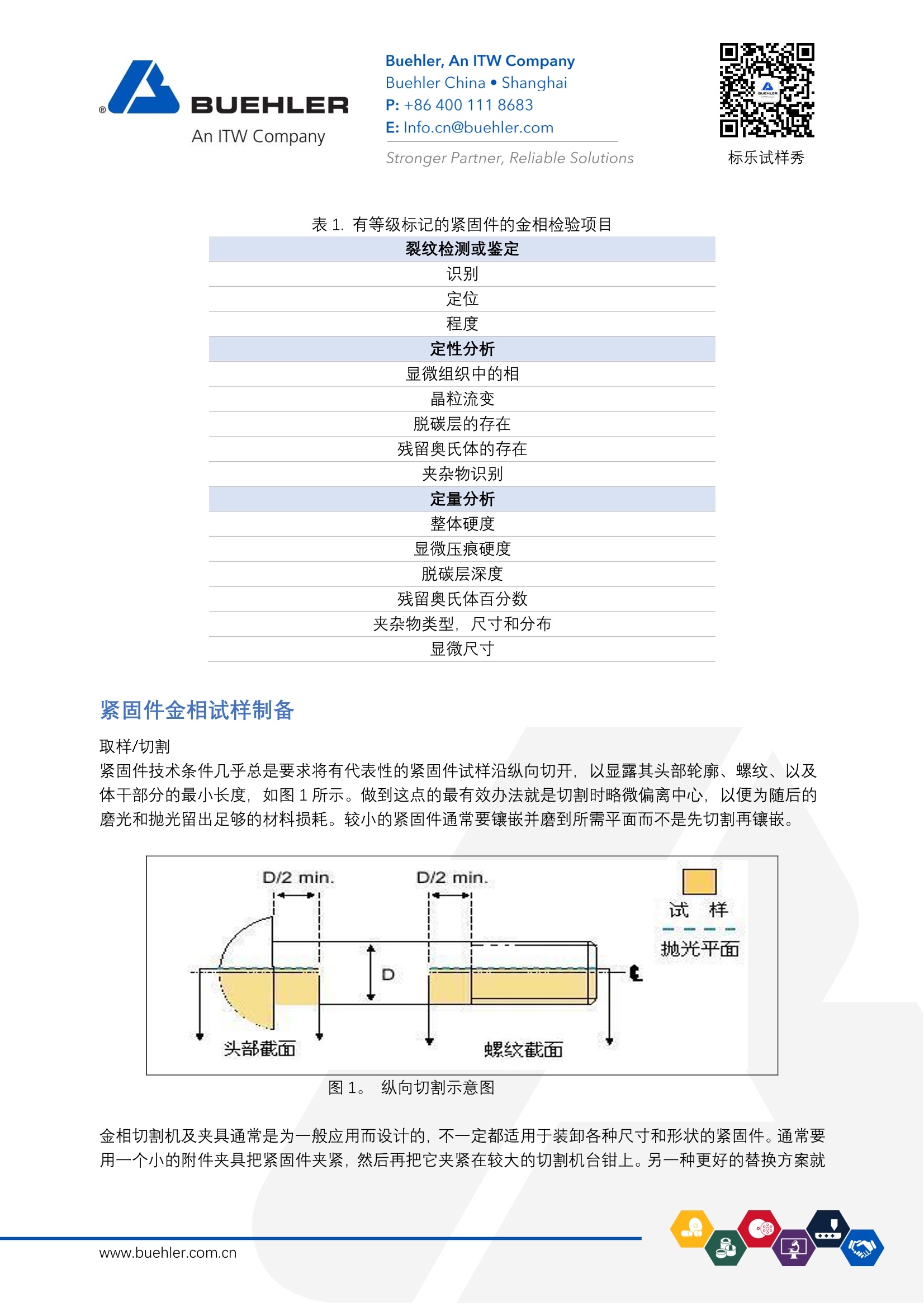
Buehler, An ITW CompanyBuehler China·ShanghaiBUEHLERE: Info.cn@buehler.comStronger Partner, Reliable SolutionsAn ITW Company P: +86 400 111 8683 标乐试样秀 标乐有限公司出版 第1卷,第1期 技 术 评 论 运用显微组织分析解决实际问题 当今的紧固件金相技术 作者: James Nelson 标乐有限公司教育服务部经理美国伊利诺州 Lake Bluff George Vander Voort标乐有限公司研究与技术部主任 美国伊利诺州 Lake Bluff 紧固件质量法规就在这里! 80年代对于美国的紧固件制造商来说是一个艰辛的年代,由于来自海外供应商的放肆竞争造成生意上的巨大损失,其结果是工厂关闭,规模锐减.接下来,紧固件用户发现他们购买的许多紧固件不符合其品位应具有的性能时,他们感到非常震惊.此外,人们发现一些记录完善的运行失效是由伪劣螺累造成的.这就促使美国众议院能源和商业委员会下属的监督与调查委员会进行充分的调查.失去生意和工作诚然是一个严重的问题,但是利用伪造文件倾销伪劣产品促使国会采取行动.委员会在1988年发表的61页报告揭露了许多令人难以置信的违规事例,使美国的军事、航空航天,宇航规划以及整个制造工业处于危险中.1990年通过的紧固件质量法(PL101-542)要求遵格遵守制定的紧固件检验草案和方法以及对外国和本国的违反者进行严厉惩处.后来发现原法令形式实施起来有困难,经过委员会六年来的讨论,克林顿总统于1996年3月签署了PL104-113法令(实施日期-1996年5月27日已经延期).本期的 BUEHLER 技术评论的目的就是用实例阐明,怎样按照法令中各条款的要求进行各项金相检验, 以保证法令得到最高质量的实施. 表1列出紧固件制造商或任何其它改动紧固件以进行销售的公司可能要求进行的各种检验项目.要记住,法令适用于主要在美国销售和使用的某些有等级标记的紧固件.只要在转售前不对紧固件进行改动,批发商可免除检验.关于新法令的进一步信息可参阅 Joseph Greenslade 发表在1997年1/2月号,第14卷,第1期美国紧固件杂志(American Fastener Journal)上的一篇文章.此外还应注意到,所有的紧固件技术条件并不要求进行所有的检验项目.每一种紧固件技术条件都会提出所需的特定检验项目。 表1.有等级标记的紧固件的金相检验项目裂纹检测或鉴定 识别 定位 程度 定性分析 显微组织中的相 晶粒流变 脱碳层的存在 残留奥氏体的存在 夹杂物识别 定量分析 整体硬度 显微压痕硬度 脱碳层深度 残留奥氏体百分数 夹杂物类型,尺寸和分布 显微尺寸 紧固件金相试样制备 取样/切割 紧固件技术条件几乎总是要求将有代表性的紧固件试样沿纵向切开,以显露其头部轮廓、螺纹、以及体干部分的最小长度,如图1所示。做到这点的最有效办法就是切割时略微偏离中心,以便为随后的磨光和抛光留出足够的材料损耗。较小的紧固件通常要镶嵌并磨到所需平面而不是先切割再镶嵌。 图1. 纵向切割示意图 金相切割机及夹具通常是为一般应用而设计的,不一定都适用于装卸各种尺寸和形状的紧固件。通常要用一个小的附件夹具把紧固件夹紧,然泥再把它夹紧在较大的切割机台钳上。另一种更好的替换方案就 标乐试样秀 是使用如图2所示的 ISOMET 2000型精密切割机和一个专用的紧固件台钳。由于这种切割机是自动的并能对要进行的切割精确定位等切割条件提供高度的控制,从而能极好地适用于紧固件的切割。此外,使用专为这种精密切割机设计的较薄的切割片,可以得到精密且切缝损耗小的切割,且切口表面质量优于用普通金相切割机切出的表面。 图2.ISOMET2000型精密切割机 切下试样的镶嵌 一个正确截取的紧固件可显露出螺纹的轮廓,当在抛光状态下用低放大倍数检查时,就可以发现不合格的缺陷。图3示出螺纹的各种规格,其中中径线以下包括螺纹根部的部位是最危险的缺陷区域,也是分析人员最关心的部位。由于潜在的不合格缺陷通常都出现在螺纹的边缘,这些部位在制备时一定不能磨圆,否则将难于或不可能对试样边缘进行分析。边缘磨圆是由于在镶嵌及随后用磨料进行表面制备的过程中作出错误的选择造成的。 图3.螺纹中径的位置 能最大程度保持边缘的三项步骤: 试样必须彻底清洗,以去除妨碍镶嵌介质与紧固件试样表面机械附着的颗粒和油膜。特别推荐使用超声波清洗。-一种劳动强度较大的替换办法是用浸有热水和洗涤剂的细刷子洗刷试样。应当将清洗后的试样在镶嵌前彻底弄干。 为了获得最佳的边缘保持,应当使用 EPOMET 镶嵌树脂,这是一种与干净表面附着良好的加压镶嵌 .88 标乐试样秀 环氧树脂。由于它比其它镶嵌材料更贵, EPOMET的使用只限于为了保护式样本身,而作为主体材料则使用比较便宜的酚醛树脂,如图4所示。 图4.使用两种树脂的镶嵌 镶嵌好的试样应当在保持压力的条件下进行冷却,以避免由于金属与树脂的膨胀及收缩系数不同而造成镶嵌材料与紧固件试样脱开,如图5a 及5b所示。不要把刚镶嵌好的试样趁热从压力机取出并放入水中。象图6所示的 SIMPLIMET2000型镶嵌压力机可以在压力下自动加热和冷却,为保证制出无收缩的镶嵌试样起了很大的作用. 图5a(上)..用酚醛树脂镶嵌的紧固件表面上的收缩间隙(箭头所指处) 图5b(下).EPOMET镶嵌树脂的紧密附着(箭头所指处) 标乐试样秀 图6. SIMPLIMET2000 型自动镶嵌压力机 试样的表面制备 为了能够对紧固件试样做出准确的分析,要求选择一种有效的制备步骤,以及能够迅速而经济地做出制备良好的试样并尽可能平坦.表2列出适用于范围广泛的铁基紧固件的典型制备步骤. 表2.制备高质量抛光紧固件试样的典型步骤 步骤 制备表面 磨料类型及尺寸 转速(转每分) 时间 磨成平面 CARBIMET SiC 砂纸 120号 120 直到磨平 试样无损伤 CARBIMET SiC砂纸 240 号 120 1min 试样无损伤 ULTRA-PAD°抛光织物 9微米金刚石 120 2-4 min 试样无损伤 TEXMET1000抛光织物 3微米金刚石 120 2min 最终抛光 MICROCLOTH抛光织物 0.05微米氧化铝* 120 1 min *METADI SUPREME 石刚石悬浮液 MASTERPREP 氧化铝稀浆 自动化的作用 对于用磨料近行紧固件的表面制备过程,自动化并不是一件奢侈品, 它能提供以下主要好处: 优良的精度和平面性 均匀性和重现性更好 生产率较高-每个工作班可完成更多的试样 对于手工操作技能的要求较低-消除了对技艺的依赖 自动试样制备设备使用8英寸和12英寸的规格并可分为半自动或全自动两类。图7所示的PHOENIX4000型制备系统,不论使用中心加载(对整个试样夹持器)或单独加载(对一个或更多试样)都能得到极好的结果。 标乐试样秀 高质量紧固件试样制备效果 经过良好制备的紧固件试样应当在抛光状态下近行检查,最好在轻微腐蚀后再简短地重新新光,以去除任何残留的表面变形((挤抹),避免可能掩盖住细小的裂纹。 图8示出在抛光状态下、在紧固件螺纹根部的一个细小裂纹。如果这块试样不在抛光状态下进行检查就进行了腐蚀,裂纹的观察就会被螺纹根部的流线所掩盖。图9为A-286 紧固件螺纹根部附近经过轻微腐蚀后清晰显示出的严重缺陷。图10为经过热处理的合金钢紧固件最初在放大100X下检测出有缺陷,然后在放大400X下看到的一薄层含有细小氧化物的全脱碳层。 图9.靠近螺纹根部的缺陷。放大100X; 图10。放大400X下的全脱碳层 腐蚀剂:50-50HCI-H2O2(3%) 标乐试样秀 标乐公司提供的教育课程 标乐公司在1989年创建了显微组织分析学会,它既提供导论水平的普通课程,也提供把注意力集中在某一特定工业或技术需要的、更专门化的课程。这些课程在伊利诺州的 Lake Bluff 和加利弗尼亚州的Irvine 开设。此外,还在伊利诺州 DesPlaines 的铸造金属研究所讲授铸造课程。这些课程引人注意的特点有:讲课与动手操作(不是设备演示)的时间有很好的平衡*学生之间有交流的机会*实用的教材可做为听课人员日后手边的参考书*一个班的规模只有八名学生,以及一名教师带四名学生的方针可以最大程度地吸引学生的注意力*颁发继续教育学分证书。 紧固件课程简介 对紧固件质量的关心促使美国政府通过立法要求严格遵守现有的 NAS、FFS、和 Mil 的技术条件。这些标准要求进行冶金(金相)鉴定。然而,金相鉴定的可靠性取决于试样的成功制备。这个为期三天的课程通过讲课和在实验室充分的动手经验可以学到金相学的基本理论和实践。本课程还不授正确地使用显微镜和硬度试验机,其中包括进行线性测量和显微照相。2.2 CEUs ((继续教育学分) 问:我读过若干关于保持边缘的技术文献,它们到底有多大用处? 答:在手工抛光时代,边缘保持是一个比较困难的问题。从趁热顶出热固型酚醛树脂镶嵌试样(人们常常将其在水中冷却)转为固化后在压力下冷却就已经实际上排除了收缩间隙的问题,特别是采用了象EPOMET°这种加压镶嵌环氧树作作为镶嵌材料。此外,采用了自动抛光装置以及较新的“硬”织物以后,使得浮凸相对地比较容易得到控制。一些年以前,人们使用帆布和其其“较软的织物,其中有些还有绒毛,这样,不论使用什么抛光设备,都必然会产生浮凸。化学镀镍诚然最终解决了边缘保持问题,但是它比较耗费时间。当今已没有必要在镶料中添加各种材料(例如铸铁或氧气铝细粒)。这些填充材料带来的好处不多,但是会使抛光或腐蚀变得非常困难。 问:当我使用环氧树脂时,我常常得到充满气泡的“含气”镶料,有时我还遇到使镶料变硬的固化问题。我在什么地方做错了? 答:首先,所有的液体树脂都有一定的贮藏寿命,当时间超过了正常的贮藏寿命后,固化就会成为问题。对于任何液体镶嵌系统,:重要的是仔细按照说明书操作。当树脂与固化剂在混合前按规定比例称量好,大多数系统都可以很好地运行。虽然这样做比较不方便,但是要比按体积混合的效果好些。当你混混环氧树脂时,你应当轻轻地搅拌液体约一分钟。剧烈地搅拌会把空气截留在液体中从而产生气泡,由于环氧树脂的粘性而使这些气泡无法上浮逸出。有些环氧树脂系统要求在不是室温的温度下进行固化,而另一些则只不过在较高温度下固化得快一些。然而,更快的固化并不见得有利。快速固化的环氧树脂更不容易控制。一般说来,固化过程中产生的较高温度增加了收缩问题带来的风险。许多环氧树脂的使用者在一天的下班前进行配制并填充镶样而在第二天一早将其从模具中取出。 如果你有问题希望得到解答,或者你有解决某一问题的办法并认为对我们的读者有帮助,请联系:Buehler China·Shanghai P:+86 400 1118683 E: Info.cn@buehler.com www.buehler.com.cn 紧固件质量法规就在这里!80年代对于美国的紧固件制造商来说是一个艰辛的年代, 由于来自海外供应商的放肆竞争造成生意上的巨大损失, 其结果是工厂关闭, 规模锐减. 接下来, 紧固件用户发现他们购买的许多紧固件不符合其品位应具有的性能时,他们感到非常震惊. 此外, 人们发现一些记录完善的运行失效是由伪劣螺栓造成的. 这就促使美国众议院能源和商业委员会下属的监督与调查委员会进行充分的调查. 失去生意和工作诚然是一个严重的问题, 但是利用伪造文件倾销伪劣产品促使国会采取行动. 委员会在1988年发表的61页报告揭露了许多令人难以置信的违规事例, 使美国的军事、航空航天, 宇航规划以及整个制造工业处于危险中. 1990年通过的紧固件质量法(PL 101-542)要求严格遵守制定的紧固件检验草案和方法以及对外国和本国的违反者进行严厉惩处. 后来发现原法令形式实施起来有困难, 经过委员会六年来的讨论, 克林顿总统于1996年 3月签署了PL 104-113法令 (实施日期-1996年5月27日已经延期).本期的BUEHLER技术评论的目的就是用实例阐明, 怎样按照法令中各条款的要求进行各项金相检验, 以保证法令得到高质量的实施. 金相检验的任务 表1列出紧固件制造商或任何其它改动紧固件以进行销售的公司可能要求进行的各种检验项目. 要记住,法令适用于主要在美国销售和使用的某些有等级标记的紧固件. 只要在转售前不对紧固件进行改动, 批发商可免除检验. 关于新法令的进一步信息可参阅Joseph Greenslade 发表在1997年1/2月号,第14卷,第1期美国紧固件杂志(American Fastener Journal)上的一篇文章. 此外还应注意到, 所有的紧固件技术条件并不要求进行所有的检验项目. 每一种紧固件技术条件都会提出所需的特定检验项目。高质量紧固件试样制备效果经过良好制备的紧固件试样应当在抛光状态下近行检查,建议在轻微腐蚀后再简短地重新抛光,以去除任何残留的表面变形(挤抹),避免可能掩盖住细小的裂纹。 图8示出在抛光状态下、在紧固件螺纹根部的一个细小裂纹。如果这块试样不在抛光状态下进行检查就进行了腐蚀,裂纹的观察就会被螺纹根部的流线所掩盖。图9为A-286紧固件螺纹根部附近经过轻微腐蚀后清晰显示出的严重缺陷。图 10为经过热处理的合金钢紧固件在放大100X下检测出有缺陷,然后在放大400X下看到的一薄层含有细小氧化物的全脱碳层。技术提示问:我读过若干关于保持边缘的技术文献,它们到底有多大用处?答:在手工抛光时代,边缘保持是一个比较困难的问题。从趁热顶出热固型酚醛树脂镶嵌试样(人们常常将其在水中冷却)转为固化后在压力下冷却就已经实际上排除了收缩间隙的问题,特别是采用了象EPOMET® 这种加压镶嵌环氧树脂作为镶嵌材料。此外,采用了自动抛光装置以及较新的“硬”织物以后,使得浮凸相对地比较容易得到控制。一些年以前,人们使用帆布和其它“较软”的织物,其中有些还有绒毛,这样,不论使用什么抛光设备,都必然会产生浮凸。化学镀镍诚然解决了边缘保持问题,但是它比较耗费时间。当今已没有必要在镶料中添加各种材料(例如铸铁或氧气铝细粒)。这些填充材料带来的好处不多,但是会使抛光或腐蚀变得非常困难。 问:当我使用环氧树脂时,我常常得到充满气泡的“含气”镶料,有时我还遇到使镶料变硬的固化问题。我在什么地方做错了?答:首先,所有的液体树脂都有一定的贮藏寿命,当时间超过了正常的贮藏寿命后,固化就会成为问题。对于任何液体镶嵌系统,重要的是仔细按照说明书操作。当树脂与固化剂在混合前按规定比例称量好,大多数系统都可以很好地运行。虽然这样做比较不方便,但是要比按体积混合的效果好些。当你混合环氧树脂时,你应当轻轻地搅拌液体约一分钟。剧烈地搅拌会把空气截留在液体中从而产生气泡,由于环氧树脂的粘性而使这些气泡无法上浮逸出。有些环氧树脂系统要求在不是室温的温度下进行固化,而另一些则只不过在较高温度下固化得快一些。然而,更快的固化并不见得有利。快速固化的环氧树脂更不容易控制。一般说来,固化过程中产生的较高温度增加了收缩问题带来的风险。许多环氧树脂的使用者在一天的下班前进行配制并填充镶样而在第二天一早将其从模具中取出。
关闭-
1/7
-
2/7
还剩5页未读,是否继续阅读?
继续免费阅读全文产品配置单



美国标乐为您提供《紧固件中样品分析检测方案(镶嵌机)》,该方案主要用于其他中样品分析检测,参考标准《暂无》,《紧固件中样品分析检测方案(镶嵌机)》用到的仪器有美国标乐 Buehler | SimpliMet 4000自动镶嵌机、IsoMet 1000精密切割机、美国标乐 Buehler | AutoMet™ 250 研磨抛光机、DiaMet 硬度测试软件。
我要纠错
推荐专场






抛光机、磨抛机、磨样机
更多



相关方案
 咨询
咨询







