

方案详情文
智能文字提取功能测试中
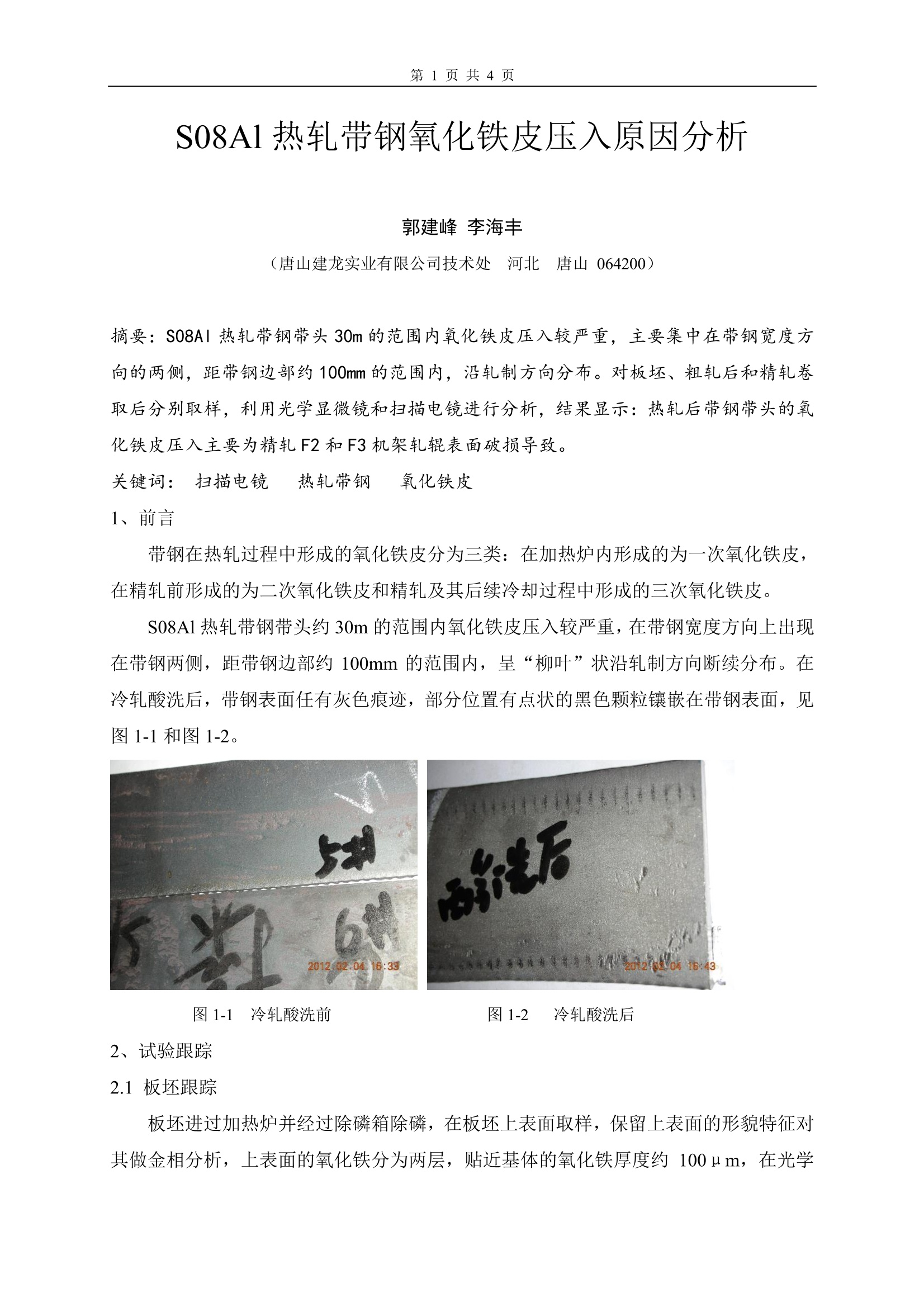
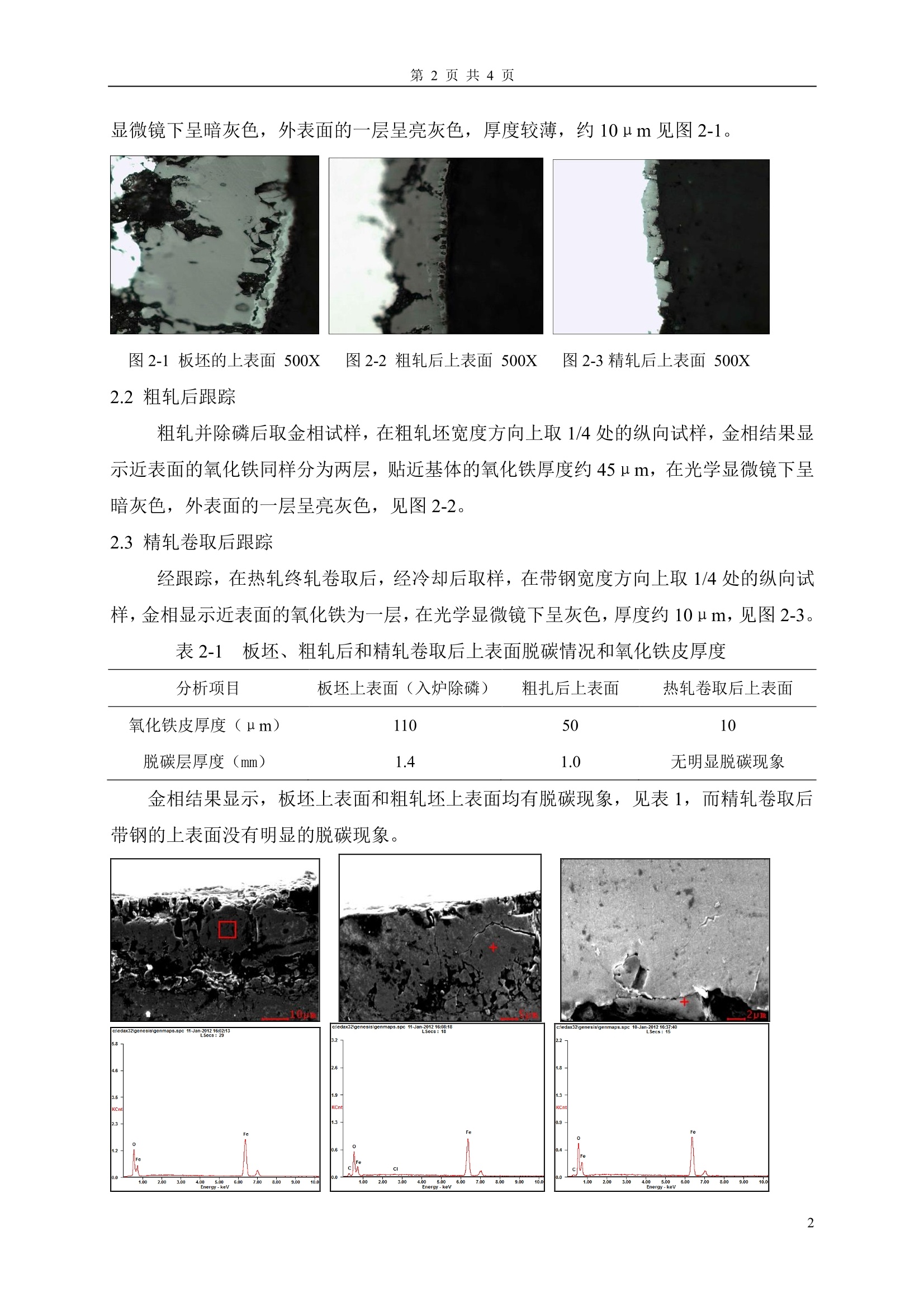
第11页共4页 S08A1热轧带钢氧化铁皮压入原因分析 郭建峰李海丰 (唐山建龙实业有限公司技术处 河北 唐山064200) 摘要: S08AI热轧带钢带头30m的范围内氧化铁皮压入较严重,主要集中在带钢宽度方向的两侧,距带钢边部约100mm的范围内,沿轧制方向分布。对板坯、粗轧后和精轧卷取后分别取样,利用光学显微镜和扫描电镜进行分析,结果显示:热轧后带钢带头的氧化铁皮压入主要为精轧F2 和F3机架轧辊表面破损导致。 关键词: 扫描电镜 热轧带钢 氧化铁皮 1、前言 带钢在热轧过程中形成的氧化铁皮分为三类:在加热炉内形成的为一次氧化铁皮,在精轧前形成的为二次氧化铁皮和精轧及其后续冷却过程中形成的三次氧化铁皮。 S08A1热轧带钢带头约 30m 的范围内氧化铁皮压入较严重,在带钢宽度方向上出现在带钢两侧,距带钢边部约 100mm的范围内,呈“柳叶”状沿轧制方向断续分布。在冷轧酸洗后,带钢表面任有灰色痕迹,部分位置有点状的黑色颗粒镶嵌在带钢表面,见图1-1和图1-2。 图1-1 冷轧酸洗前 图1-2 冷轧酸洗后 2、试验跟踪 2.1板坯跟踪 板坯进过加热炉并经过除磷箱除磷,在板坯上表面取样,保留上表面的形貌特征对其做金相分析, 上表面的氧化铁分为两层,贴近基体的氧化铁厚度约100um, 在光学 显微镜下呈暗灰色,外表面的一层呈亮灰色,厚度较薄,约10um见图2-1。 图2-1板坯的上表面500X 图2-2粗轧后上表面500X 图2-3精轧后上表面500X 2.2粗轧后跟踪 粗轧并除磷后取金相试样,在粗轧坯宽度方向上取1/4处的纵向试样,金相结果显示近表面的氧化铁同样分为两层,贴近基体的氧化铁厚度约45um, 在光学显微镜下呈暗灰色,外表面的一层呈亮灰色,见图2-2。 2.3精轧卷取后跟踪 经跟踪,在热轧终轧卷取后,经冷却后取样,在带钢宽度方向上取1/4处的纵向试样,金相显示近表面的氧化铁为一层,在光学显微镜下呈灰色,厚度约10u m,见图2-3。 表2-1 板坯、粗轧后和精轧卷取后上表面脱碳情况和氧化铁皮厚度 分析项目 板坯上表面(入炉除磷) 粗扎后上表面 热轧卷取后上表面 氧化铁皮厚度(m) 110 50 10 脱碳层厚度(mm) 1.4 1.0 无明显脱碳现象 金相结果显示,板坯上表面和粗轧坯上表面均有脱碳现象,见表1,而精轧卷取后带钢的上表面没有明显的脱碳现象。 图2-4板坯的上表面 图2-5粗轧后上表面 图2-6精轧后上表面 为进一步对板坯、粗轧后和精轧卷取后的试样上表面的对应位置做了电镜分析,分析结果见图2-4、图2-5、图2-6和表2-2。 表2-2 板坯、粗轧后和精轧卷取后氧化铁皮的能谱分析 能谱分析 板坯上表面(入炉除磷) 粗扎后上表面 热轧卷取后上表面 Wt% At% Wt% At% Wt% At% C 4.48 14.53 2.18 6.72 O 15.05 38.21 14.82 33.40 17.18 39.78 Fe 84.95 61.79 79.78 51.51 80.64 53.50 Cl 0.55 0.56 3、跟踪分析 通过以上检验结果显示,板坯上表面和粗轧后上表面均有脱碳现象,范围在1.4mm以下,属于正常。带钢上表面的氧化铁皮厚度在10 以m 的范围内,并且在能普分析中显示主要为氧化铁,没有其他类杂质,氧化铁皮厚度小于20 u m 的范围内说明带钢表面的氧化铁来自三次氧化铁,是精轧产生的氧化铁,如果是一次或二次氧化铁要远远大于20m,尤其一次氧化铁皮厚度要达到100um(即使是在除磷后)。进入精轧温度一般控制在950+20℃,主要是由于F2 和F3机架轧辊表面温度高,导致轧辊表面氧化膜破裂,轧辊表面与钢板表面接触时,瞬间高温,表面温度急剧升高而膨胀(一般热轧轧辊接触瞬间温度为600-800℃),呈现较高的压应力,轧件离开轧辊时,轧辊由于冷却水的冷却而急剧降温,表面转呈拉应力,如此反复,在轧辊表面易出现疲劳裂纹,造成表面氧化膜破损,破损表面印入钢板表面,形成辊生氧化铁皮缺陷,即三次氧化铁皮。所以在轧制过程中要及时更换轧辊,并需要有效处理,能减少氧化铁皮的压入,下道工序的表面质量才能得到有效保证。 4、结论与措施 (1)采用抗热裂性好的轧辊材质,采用合理的磨削制度,提高轧辊表面质量,降低机架单位轧制力,防止因为单位轧制力过大导致轧辊表面微裂纹扩展而产生辊生氧化铁皮。 (2)轧辊冷却水机架入口水量小于出口水量,加大中间机架轧辊冷却水量,保证轧辊迅速冷却,进精轧温度小于1030,减低精轧上游机架辊温。 (3)精轧机架要按周期性更换轧辊,保证轧辊表面不被破损,尤其是F2 和F3轧辊较为重要。 ( 参考文献: ) ( [1]赵迪等.浅析热轧带钢氧化铁皮表面缺陷的产生及对策.本钢技术,2008,1:20. ) S08Al 热轧带钢带头 30m 的范围内氧化铁皮压入较严重,主要集中在带钢宽度方向的两侧,距带钢边部约 100mm 的范围内,沿轧制方向分布。对板坯、粗轧后和精轧卷取后分别取样,利用光学显微镜和扫描电镜进行分析,结果显示:热轧后带钢带头的氧化铁皮压入主要为精轧 F2 和 F3 机架轧辊表面破损导致。
关闭-
1/4
-
2/4
还剩2页未读,是否继续阅读?
继续免费阅读全文产品配置单


北京普瑞赛司仪器有限公司为您提供《S08Al 热轧带钢中氧化铁皮压入原因分析检测方案(金相显微镜)》,该方案主要用于粗钢中理化分析检测,参考标准《暂无》,《S08Al 热轧带钢中氧化铁皮压入原因分析检测方案(金相显微镜)》用到的仪器有研究级倒置式材料显微镜Axio Vert.A1、检验级体视显微镜 Stemi 305、研究级偏光显微镜Axio Scope A1 pol。
我要纠错
推荐专场



立体显微镜、体视显微镜
更多




相关方案
 咨询
咨询

