

方案详情文
智能文字提取功能测试中
水泥行业油液监测解决方案 水泥行业油液监测体系《项目方案及建议书》 Spectro Scientific Confidence in knowing 北京富尔邦科技发展有限责任公司 电话:010-58731357/9网站:www.full-band.com 目录 1、油液监测技术概述.. 3 2、水泥行业油液检测特点... 7 .3、水泥行业油液监测主要目标及实例 .8 3.1换油周期优化,发现润滑隐患,保证设备安全运行.. .8 .3.2设备故障提前预警 3.3设备润滑磨损故障的分析诊断 12 4、通过开展油液监测效益预测川...... 14 5、油液监测主要内容......... 15 6、水泥行业油液监测项目的确定. 17 7、设备选择. 19 8现有送检系统的有效补充―-便携现场油液监测解决方案..... 20 9水泥行业油液监测整体解决方案――Minilab153 工业油液监测系统.. 22 10、水泥行业工业4.0解决方案―TruVu360TM工业油液监测系统. 25 10.1TruVu360TM如何帮助用户实现设备管理任务. 25 10.1.1助用户了解设备整体健康状态. 25 10.1.2智能监控油液监测整个流程 27 10.2平台特点: 28 10.2.1分级管理――系统和关联能力........ 28 10.2.2油液监测流程简单化、标准化. 29 10.2.3检测硬件简单、全面、精确、智能.... 30 11、相关用户. 31 12、关于斯派超科技公司 (SPECTRO SCIENTIFIC)m.0 34 12.1所获全球标准. 35 12.2产品列装美军均需物资编号 36 12.3各种奖项...... 37 12.4公司产品专利. 38 1、油液监测技术概述 众所周知,磨损是设备零部件失效的三种主要形式(磨损、腐蚀和断裂)之一,是降低机器工作效率、准确度乃至报废的一个重要原因。设备状态监测诊断技术的应用可保证设备合理地配套使用和最大限度地提高使用寿命,防止重大恶性事故的发生,提高经济效益。机器设备在整个寿命期内的机器故障率与使用时间有如下“浴盆曲线”关系,如图1-4所示: 图1-4 机器设备磨损浴盆曲线 A区段:早期故障期,是由于设计、制造、检验测试、安装调试上的失误而引起的。其特点是故障率较高,但它随着液压系统运行时间的延长和对出现的故障不断排除而迅速下降。 B区段:有效寿命故障期(又称随机故障期)。其特点是故障率低而稳定,近似于常数,与使用时间关系不大;所出现的机器故障是由设计、制造中潜在缺陷、操作差错、维护不良、环境影响等偶然因素引起的;此外,有效寿命故障期一般比较长,是设备工作的最佳时期。不能通过调试来消除,也不能通过定 期更换零部件来预防。 C区段:耗损故障期。故障为渐发性的,是由设备零部件的自然耗损(如磨损、腐蚀、疲劳、老化等)而引起的。其特点是,故障不但随着使用时间增长而迅速上升,维修费用也不断增长,且工作效率越来越低。如果能预先知道这段故障期的起始时间,在它到来以前更换零部件等就可以使故障率稳定,保证系统正常工作。 由此可见,对于设备来说,应加强元件的出厂检验和设备的整机调试及试运转等工作,,以缩短A区段的早期故障期;开展机器设备的状态监测诊断,及时维修保养,就可以延长B区段的有效寿命故障期,推迟C区段的耗损故障期的到来,使设备的使用效率最高。 状态监测就是通过从运行着的设备中提取某种信息,包括对其进行处理,得出的参数,以此表征该机器当时所处的工况状态。磨损状态监测技术主要用于机器在运行过程中,由于不同性质和不同程度的磨损必然要伴随产生不同特征的磨损颗粒,,而大部分的摩擦磨损都是在润滑油存在的条件下进行的。从机器润滑系统里采集油样,把磨损颗粒分离出来,并对其进行定性和定量的分析就是油液分析。与其它种类的监测方法相比较,具有以下优点: (1) 具有较高的准确性和可靠性。在不停机的动态监测条件下,它可以获取更为第一手的磨损信息;而且它拥有的定性和定量分析手段,比其他方法更加完备,,特别是由于磨损的大小和数量分布与磨损发展规律相吻合。 (2) 通过对磨损颗粒材质的鉴别并与摩擦副零件材料对照,i可以较为准确地判断发生磨损的零件部位。 (3) 从现有的磨损颗粒图谱及其生成理论出发,对磨损颗粒的外观和形态的定性分析为磨损过程的微观机制提供了充足的依据,且随着这种理论和分析方法的不断完善,分析和判断发生磨损的原因也越来越准确。 (4) 适用于早期磨损的监测,I即使对于发生较突然的严重磨损,其磨损颗粒特征总有一个或长或短的演变过程,利用一定的油样采集技术,就有可能捕获得到这种带有早期磨损特征的磨损颗粒。就可以对即将发生的严重磨损或由此引起 的机器故障做出较为准确的预报。 (5) 应用范围广、通用性强,适用于绝大多数使用油液的摩擦副的磨损监测;更便于在设备众多的大型厂矿中实行分散采样、集中分析,而且借助于多重杂质分离和分析技术,根据使用要求和分析仪器的条件,:,可以有较大的选择余地。 (6) 还可以将油液的分析技术应用于设备磨合阶段的磨损状态监测,,以便科学地制定磨合规范。 油液分析技术的主要局限性是要求分析人员具备较高的技术水平,有时尽管仪器操作本身并不复杂,但是通过分析掌握机器的磨损规律、判断其磨损状态,不但要求掌握一定的摩擦学知识,,而且要通过长期分析积累相当的经验。此外,监测的准确性,还在一定程度上取决于油样的采集是否合理,即油样是否有足够的代表性,这又取决于采样的部位、时间间隔以及采样方式等因素。 由于油液分析具有准确性高、可靠性强、应用范围广等优点,目前已成为设备磨损状态监测中的一种重要方法。实践证明,不同的磨损作用过程(跑跑合期、正常磨损期、异常磨损期),产生的磨粒有不同的特征(形态、尺寸、表面形貌、数量和粒子的分布),他们反映和代表了不同的磨损失效类型(粘着磨损、磨料磨损、表面疲劳磨损、腐蚀磨损等)。根据磨粒的材料和成分不同,就可以区分磨料的来源。油液分析技术对研究设备磨损的部位和过程、磨损失效的类型、磨损的机理有重要作用。而且也是在不停机、不解体的情况下对设备状态监测和故障诊断的重要手段。 一般的油液分析工作分为采样、检测、诊断、预测和处理五个步骤。采样必须采集能够反映各个零部件磨损状态的具有代表性的油液。检测是指油液进行分析, 测量油液中磨损颗粒的浓度及尺寸分布,进而判断机器的磨损状态。当判定属于异常磨损时,需要进一步诊断,确定磨损的零部件和磨损类型。预测是指采用一定的数学处理方法,预测该设备在未来磨损状态变化的趋势,计算处于异常磨损状态变化的趋势,计算处于异常磨损状态的机器部件的剩余寿命。确定对设备的维修方式、维修时间和是否更换零部件。 统计表明,全球每年需要花费数十亿美元用以更换因润滑失效(油液老化、污染、油液混/误用)导致的磨损失效零部件。为了有效降低这一损失,国内外各种军事及工业客户都已经建立了完备的润滑管理体系。作为润滑管理体系的基础及技术支撑,油液监测技术可以保证设备时刻处于良好的润滑状态,避免因润滑失效导致的设备磨损,有效提高设备的无故障运行时间及其延长设备的运行寿命。于此同时,通过监测溶解或悬浮于油液中的、由设备磨损或腐蚀产生的磨粒的成分、数量及其浓度,可以准确判定设备的磨损位置、磨损状态和磨损原因。因此,油液监测技术可以对设备的重大故障进行早期预警,通过对监测数据的实时分析及其趋势分析,提早发现设备的潜在故障隐患,优化设备维护保养计划,降低设备重大故障的发生几率。 油液老化会导致润滑状态(性能)的衰变;; 颗粒、渗漏或混油污染是油液中污染物的主要来源;磨粒的成分、浓度及其形貌特征可以准确表 征设备的磨损状态、磨损趋势及磨损 原因。因此,润滑状态、污染物及其磨粒并称为“油液监测铁三角”,是油液监测内容的集中体现。 2、水泥行业油液检测特点 我国是水泥大国,随着改革开放以来,受益于经济高速增长,水泥产能迅速跃居世界第一,技术和装备制造水平跃居国际一流。但长期粗放式发展也带来了结构性产能过剩的顽疾。面临产能严重过剩,供需矛盾更加凸显。受降本增效趋势的影响,其设备润滑管理科学性也越发收到重视。众所周知,水泥厂设备多处于高温、重载、冲击载荷、多粉尘等恶劣工况条件下。因此,其润滑技术和润滑质量,将直接影响设备的正常运转、检修周期和使用寿命。 油液监测技术通过分析润滑油的理化指标、污染水平、元素含量以及油中磨损金属颗粒的分析,可以发现设备故障的诱因,早期故障的发展,,以便及时有针对性处理,消除故障隐患,提高车辆安全可靠性。 一般来说,水泥行业一般委外进行检测,能进行元素、粘度、总碱值、水分等指标检测,现在也有一些大的企业自己筹建油液监测实验室。但是,不论依靠委外送检或是自建实验室,都存在一些空白和薄弱环节。委外检测, 一般都需要2-3周甚至1个月的时间,油液监测的效果大打折扣,尤其如果出现一些突发时间,无法及时反应,而自己建立实验室,缺乏相应的人员和经验,也无法使油液监发挥最佳效果。 水泥行业在用油检测设备选购需要考虑几点: 1、参数选择,对于送检的水泥厂来说,可以直接参考送检商业实验室的参数进行选择,并且选择的设备所得的结果应该与商业实验室的结果一致,这样就可以直接采用以前送检的数据。 2、耐用性强,水泥厂环境比较恶劣,在用润滑油经过一段时间的使用,会存在一些固体颗粒、油泥、纤维、水,太过娇气精细的设备,容易受到损坏,影响使用率。 3、样品使用量少,不同于新油检测,如果检测设备消耗样品量太大,受监控设备在取样后需要重新补油,不仅麻烦,而且不利于数据的积累和分析。 4、检测速度快,检测速度越快,反馈越及时,油液监测效果越明显。而且,很多设备状态监测工作的工作并不是平均分配的,而是集中取样。 3、水泥行业油液监测主要目标及实例 通过油液监测,期望达到以下效果: 3.1油油周期优化,发现润滑隐患,保证设备安全运行 传统润滑方案中,设备制造商和油品供应商都会推荐油品牌号、制定换油周期。由于设备使用过程的不可预知因素的存在,通常推荐使用的油品牌号、换油周期等都会相对保守,甚至有些推荐的油品品牌并不是最好的方案。这样,大量的油品在状态还十分良好的情况下被换掉了,而少数设备出现异常状态时却又不能及时得到处理。通过油液状态监测,了解设备用油的实时情况,实现视情换油,不仅可以必免油品的浪费,节约费用,而且第一时间掌握了设备的润滑状态,保障设备安全可靠运行。 实例1换油周期检测 某水泥厂,2016年底对其多台水泥减速箱稀油站的润滑油进行检测,了解磨头减速箱的润滑与磨损情况,以确定是否需要换油。减速箱使用的是美孚320齿轮箱油,检测项目为40℃运动粘度,水分、总酸值、光谱元素分析、铁谱磨损分析。理化分析 测试项目 1#磨检测结果 2#磨检测结果 3#磨检测结果 运动粘度(40℃), mm2/s 299.69 307.29 293.57 水分,%(v/v) <0.03 K0.03 <0.03 总酸值, mgKOH/g 0.45 0.44 0.49 金属和污染元素分析 测试项目 l#磨检测结果 2#磨检测结果 3#磨检测结果 铁(Fe), PPM 32.6 167.9 860.9 铜 (Cu), PPM 49.3 235.5 372.0 铅 (Pb), PPM 6.2 31.2 53.4 锡(Sn), PPM 94.2 170.2 224.7 硅(Si),PPM 12.5 77.3 216.9 铁谱分析 结论: 1#润滑油性能良好,磨损金属和粉尘颗粒少,磨损金属含量在允许范围内,表面该磨头润滑和磨损情况良好,油品可继续使用,磨头不需要检修。 2#,润滑油的机械杂质、磨损金属和粉尘颗粒偏高,表明该磨损润滑和磨损情况存在问题,建议维护润滑系统的密封,油品过滤后可继续使用。 3#,润滑油的机械杂质、磨损金属和粉尘颗粒严重偏高,表明该磨损润滑和磨损情况存在严重问题,建议换油,并检修该磨头的有关润滑与磨损部位。 3.2设备故障提前预警 通过历史检测数据和当前数据的对比,给出变化趋势,提示作业人员追踪变化趋势和有目的的监测,避免较大事故发生。这也是油液监测最重要的作用。设备发生重大故障不仅降低设备使用寿命,全线或全场停工,甚至引发安全问题。油液监测可以帮助用户在故障发生初,甚至故障没有发生的时候,发现问题,原本需要大修的设备,只需要换个零件就能解决。 案例1设备故障提前预警 某水泥厂,每季度对减速机齿轮箱定期开展油液监测工作一次,同时进行40℃运动粘度、总酸值、水分、元素及铁谱分析。 06年7月至07年3月油液监测结果如下。 理化结果 检测项目 2006.07 2006.08 2006.10 2006.11 2007.01 2007.04 40℃运动粘度, mm/s 321.24 319.23 319.96 321.02 321.00 324.17 总酸值, mgKOH/g 0.61 0.59 0.41 0.49 0.30 0.31 水分,% 0.03 0.03 0.00 0.00 0.00 0.00 磨损元素结果(铁元素和铜元素) 铁谱(07年3月油样) 结论: 1)该齿轮箱内的润滑油在半年时间内粘度、水分并未有明显波动,表明该齿轮系的工作环境及密封状态良好 2)总酸值下降,应为齿轮箱油中酸性添加剂的正常消耗; 3)磨损金属在前5次是比较平稳的,到第6次,,已经超过正常水平上百倍,表明减速箱有关部件磨损非常严重。 4)铁谱分析,油中油大量钢质疲劳磨损颗粒,部分颗粒表明还有明显的高温氧化痕迹,表明该齿轮箱发生了严重异常磨损。 5)为避免重大事故发生,建议对该减速机停机检修。下图为该齿轮箱解体后的照片,主齿轮的齿根部到节线处有明显的点蚀现象。二三级轴承与外圈也发生严重的疲劳剥落现象。 案例2润滑油混用 某水泥厂立磨减速机采用的是某国外品牌油品320#齿轮油(矿物油),在2014年年底换用了某内某品牌合成齿轮箱油(聚乙二醇合成油),2015年初发现样品呈黑色,十分粘稠,粘度急剧上升,见下表 参数 本次 上次 历史数据 参考值 样品编号 345503 345502 345501 油样信息 320#重载合成 320#重载合成 320#重载合成齿轮箱油 齿轮箱油 齿轮箱油 取样日期 2015-3-26 2015-2-26 2015-1-26 运动粘度40℃ 2156里斯 394里斯 425里斯 272-368 将样品静置几天后,样品出现明显分层,这表明样品中存在2种不相容的组分,对样品进行分离试验,分别取样,做红外光谱和粘度 分析项目 上层 下层 新油 运动粘度 2163里斯 302里斯 320里斯 红外和粘度结果显示,下层与国产合成油高度吻合;而下层,除含有国产合成油特征峰外,还含有烃类特征峰。 分析:替换油为聚乙二醇合成油,密度高于矿物油,且两者相容性差,可以确定, 样品中的粘稠物是新油和旧油氧化的混合物。 建议:彻底换油 3.3设备润滑磨损故障的分析诊断 在用油的状态监测一方面通过对油品的理化分析判断设备的润滑状态,发现早期的设备故障诱因,另一方面通过铁谱磨粒,可以发现设备的早期磨损故障,通过磨损金属元素含量的变化、对磨损颗粒的材质、形貌特征分析,判断设备磨损的程度、可能磨损的部位。 水泥设备多属低速、重载运行,设备大而重,维修困难,而且是流水线作业,设备故障将严重影响生产的完成。 实例1滥用添加剂 自2012年,某水泥厂两台煤磨机一直进行油品监测,使用某型号齿轮油,监测期间设备运行良好。在2016年10月的监测中发现, 该两台煤磨机的主减速、磨头、磨尾润滑油黏度均明显下降,最高的下降了68.6%。 在随后的跟踪监测中发现,两煤磨的主减速及 73B 磨头的磨损量在黏度下降的同时均出现的上升的情况。 原因:随即与现场工程师取得联系,得到反馈:两台煤磨润滑系统添加了节能添加剂,导致油品的黏度下降,造成油膜强度不足,引起设备的异常磨损,建议现场每月取样进行跟踪监测,确保设备运行安全。 实例2高温故障诊断 某水泥企业夏季磨机(磨机型号4.2*13米)传动系统均出现高温,现场从稀油站回油管取油时测定回油温度,分别从减速机、磨头、磨尾稀油站取油,析技术指标::粘度、酸值、水分、清洁度、元素分析。 指标 减速机 磨头 磨尾 润滑油 美孚 XP460 美孚XP320 美孚 XP320 回油温度 46℃ 41℃ 40℃ 粘度 432.4 414.7mm2/s 310 酸值 0.14 mgKOH/g 1.21mgKOH/g 0.55mgKOH/g 水分 0.03% 0.01% 清洁度 24/22/20 18/15/13 18/16/14 元素 Fe,102ppm; Si, 98ppm Fe,155 ppm; Pb,34 ppm; Cu,28 ppm; Sn, 44 ppm; 有色金属含量略 高 球磨机减速机稀油站 诊断:粘度和水分在合格范围内。污染严重,酸值严重偏低。铁含量偏高,可能存在齿轮磨损、锈蚀;Si含量高,粉尘进入油中可能性大。 建议:加强污染控制;检查齿轮磨损迹象;;酸值严重偏低,换油 球磨机磨头稀油站 诊断:粘度升高约30%,超过换油标准;酸值偏高,对金属有腐蚀可能; Fe、Pb、Cu、Sn含量高,轴磨损、锈蚀,主轴承乌金瓦磨损较严重, 建议::1.换油;2.换油时清洗油箱油路;3.换油检修时应检查齿轮、主轴承瓦磨损情况。 球磨机磨尾稀油站 诊断:粘度、水分、酸值、颗粒计数结果合格, 元素分析中有色金属含量略高,注意观察; 建议::继续使用; 下次换油时彻底清理油箱油路,有利于分析主轴承磨损趋势。总体分析:球磨机减速机稀油站酸值降低,可能为添加剂消耗殆尽,注意观察,暂时不换油;可添加抗氧剂,再检测酸值如恢复到 0.55mgKOH/g,可继续使用;球磨机磨尾稀油站技术指标合格,继续使用;球磨机磨头稀油站技术指标中酸值达 1.21mgKOH/g、粘度达 414.7mm2/s,均为严重超标,元素分析中 Fe、Pb、Cu、Sn 含量高,说明大瓦已经发生磨损,应换油。 4、通过开展油液监测效益预测 企业开展基于油液监测的设备状态维修,能有效的提高设备的可靠性,减少设备的事故停机,提高设备的完好率,将为开展设备油液监测的企业在降低设备使用成本、降低能耗、提高设备生产效率方面创造出巨大的经济效益。 鉴于生产与市场竞争的需要,生产设备安全稳定的运转以及节能降耗是设备管理人员关心的内容,下面结合众多国内外著名企业油液监测的经验,对水泥制造企业开展油液监测工作后的效益做初步的预测。 1)开展设备油液监测,能及时发现并消除设备的润滑隐患,对设备进行主动维护,避免设备主要摩擦部件因润滑不良而造成的异常磨损,延长零部件的使用寿命,降低设备的维修费用。 2)跟踪监测设备的磨损状态及其变化趋势,为设备管理人员制定临时停机维修计划、大修维修计划提供科学依据,实现设备的状态维修,,既能及时检修处理设备的故障隐患,,又能有效延长设备的大修期,从而获得经济效益。 3)由于开展状态维修,故障隐患得到及时处理,避免重大恶性事故发生,实现安全生产; 4)开展定期油液监测,能及时发现并消除设备的润滑隐患,实现设备的视情换油,从而通过延长设备的换油周期,节约能源费用来获得经济效益。 通过以上4点的分析可以看出,水泥制造企业开展油液监测工作后,将在避免重大事故、延长设备使用寿命、为维修提供科学依据以及视情换油等4方面取得可观经济效益,据初步统计,仅仅变定期换油为视情换油一项,每年将会为水泥制造企业企业节约相当可观的成本。 5、油液监测主要内容 1)粘度 基本概念:粘度是流体流动时内摩擦力的量度,用于衡量油品在特定温度下抵抗流动的能力。 检测方法:用毛细管粘度计来测定油品的运动粘度. GB/T 265、ASTM D445。 检测目的:油品牌号划分的主要依据,油品选择的主要依据,油品劣化的重要报警指标,可判断用油的正确性。同时,粘度直接决定了油膜厚度及润滑状态,粘度过高或过低均会造成润滑失效。 2)水分 基本概念:是指油中含水量的百分数(游离水、乳化水、溶解水) 检测方法:红外吸收吸谱分析法; ASTM D78899 检测目的:水分破坏油膜,降低润滑性,加剧摩擦付部件的磨损,能够与油品起反应,形成酸、胶质和油泥水能析出油中的添加剂,降低油品的使用性能,低温时使油品流动性变差,腐蚀、锈蚀设备的金属材料。 3)总酸值 基本概念:中和1g试样中全部酸性组分所需要的酸量,并换算为等当量的酸量,以 mgK0H/g 表示。 检测方法:红外吸收光谱分析法; ASTM D7889。 检测目的:判断基础油的精制程度;成品油中酸性添加剂的量度;油品使用过程中氧化变质的重要判别指标。 4)总碱值 基本概念:中和1g试郸中全部碱性组分所需高氯酸的量,以当量氢氧化钾毫克数表示,称为润滑油或添加剂的总碱值。 检测方法:红外吸收光谱分析法; ASTM D7889。 检测目的:判断机油中碱性添加剂的量度;机油使用过程中氧化变质的重要判别指标。 5)污染度分析 基本概念:检测油中污染杂质颗粒的尺寸、数量及分布。 检测方法:磨粒直接成像法, ASTM D7596、 NAS 1638、ISO 4406。 检测目的:能定量检测润滑油中的污染颗粒的数量和污染等级;对于齿轮系统而言,固体颗粒污染将加剧齿轮齿面以及内部轴承的磨损。 6)光谱元素分析 基本概念:检测在用油中磨损金属、污染元素以及添加剂元素的含量。 检测方法:ASTM D6595发射光谱法(颗粒尺寸<10um)O 检测目的:磨损金属---根据磨损金属的成分和含量趋势,判断设备有关部件的磨损情况;污染元素---判断油品污染程度和原因;添加剂元素---判断设备在用油添加剂损耗度。 7)铁谱磨损分析 基本概念:检测在用油中磨损颗粒的形状、成分、大小和数量。 检测方法:磁场沉积、显微镜分析判断 ASTM D769。或者自动成像,智能分析法(ASTM D7596)。 检测目的:对磨损颗粒形状的分析,判断设备的异常磨损类型;对磨损颗粒大小和数的分析,判断设备的异常磨损程度;对磨损颗粒成分的分析,判断设备的异常磨损部位。 6、水泥行业油液监测项目的确定 各种设备用油的理化检测项目有数十项,但从长期跟踪监测的经济性考虑,我们要选择最合理的检测项目,达到最大的检测目的,既能实现设备的润滑与磨损状态监测,又能为企业节省检测费用。 水泥厂主要由3个生产单位组成,分别是矿山车间、水泥生产车间和水泥粉磨和水泥粉磨以及运输车间。主要涉及的润滑设备包括:立式辊磨机、旋窑、球磨机、辊压机、输送机及大型风机。涉及的主要润滑部件包括:齿轮箱、液压油及轴承等。 根据水泥行业的设备特点以及目前水泥制造企业开展设备润滑与磨损状态监测的工作经验,建议跟踪监测以下项目:运动粘度、水含量、总酸值、总碱值、氧化度、污染度分析、光谱元素分析、铁谱磨损分析等项目。 润滑油油种类 分析项目 检测周期 取样点 齿轮箱油 40℃运动粘度 水含量 总酸值(TAN) 污染度分析 光谱元素分析 铁磁颗粒浓度分析 铁谱分析 3月 回油管或油样口 液压油 40℃运动粘度水含量 总酸值(TAN) 污染度分析 光谱元素分析 铁磁颗粒浓度分析 铁谱分析 3月 回油管或油样口 轴承 40℃运动粘度 水含量 总酸值(TAN) 闪点 污染度分析 光谱元素分析 铁磁颗粒浓度分析 铁谱分析 3个月 回油管或油样口 透平油 40℃运动粘度 水含量 总酸值(TAN) 闪点 污染度分析 光谱元素分析 铁磁颗粒浓度分析 铁谱分析 3个月 回油管或油样口 7、设备选择 根据水泥厂油液监测的实际情况,结合水泥行业目前油液监测实施的现场调研结果,应该重点关注以下几个内容: 首先,设备管理部门应该承担起油液监测的主要工作或者参与到油液监测中来,将油液监测作为设备预防性维护的工具,直接将油液监测结果指导设备维护保养工作。但是,设备管理人员是机械设备的专业人才,对理化分析知之甚少,更不要说将油液结果转化成诊断意见,真正用于实践工作。这就需要检测设备: ● 操作应简单,设备应结实耐用,对操作者要求低。 ● 应有辅助诊断的系统,因为一般水泥厂缺乏油液监测诊断人员,而这个经验不是一朝一夕就能够掌握的,为尽快发挥油液监测的效用,必须拥有辅助诊断系统,根据检测结果,系统帮助分析人员判断油液和设备的状态。 其次,因为很多水泥厂是对外送检的,因此所选择的设备 ● 检测内容、结果与专业检测机构的检测报告一致,能够与现有检测数据对接,更充分的利用现有数据和成果。 再次,所选设备应具有可升级功能 ● 油液监测是智能工厂的一部分,所选择的设备应具有与现有或者将来水泥厂智能平台兼容的能力或升级的空间; 应具有设备管理的可能,油液监测最终是要服务于设备管理。所选择的设备应该具有设备管理的功能或升级空间; 最后,所选设备应符合国内环保要求。所选设备 ● 所使用的耗材无毒无害,符合环保要求 8现有送检系统的有效补充-一-便携现场油液监测解决方案 目前,很多水泥厂用户定期向商业实验室送检,商业实验室配有专业的人员和设备,但受到费用及时间的限制,不可能送太多的样品;另外,检测结果的时效性也相对比较差,如果遇到突发情况,无法得到即时的反馈和解决。为了弥补这方面的缺陷,很多水泥厂选择建立现场油液监测方案,对关键参数进行现场监测。 斯派超科技 Minilab33现场便携油液监则系统 主要特点 > 可实施性好 ● 操作非常简单,不需要专业人员(样品不需处理,不使用液体溶剂), ● 结实耐用,产品具有美国军标; ● 所需耗材极少,运营成本低; ● 检测速度快,5分钟内进行全部参数检测; 即可在实验室使用,也可在现场使用。 便携式粘度仪 MiniVisc3000操作 1、将样品管放到样品池 2、检测3、样品管从样品 池中拿出 便携式铁量仪 FerroCheck2000操作 > 参数和结果与实验室一致; ● 每台设备都有专有的 ASTM 标准,结果精度和重复性有保证。 ● 参数均采用国际通用参数,与实验室一致(见性能表) ● 检测参数包含磨损、污染和老化 Date Sampling Point/ Equipment Product Type TBN mgKOH/g FluldScan TBN mgKOH/g Titration TABLE 3 Q3000 Q300 % Diff June 2010 No.5 Engine Marine Dlesel 14.7 15.3 10.13 10.02 1.11 July 2010 No.5 Engine Marine Dlesel 14.6 14.2 17.93 18.06 0.70 November 2010 No. 5 Engine Marine Diesel 14 13.9 January 2011 No. 5 Engine Marine Dlesel 13.9 13.6 54.86 53.79 2.00 September 2010 No. 4 Engine Marine Diesel 14.5 15.6 January 2011 No.4 Engine Marine Dlesel 13.6 13 99.26 96.64 2.71 June 2010 No.3 Engine Marine Dlesel 14.4 14.5 185.00 180.93 2.25 October 2010 No.3 Engine Marine Diesel 14.3 14.3 September 2010 No. 2 Engine Marine Diesel 14.5 15.8 308.67 314.90 1.98 December 2010 No. 2 Engine Marine Dlesel 13.4 12.8 Portable Q3000 vs. Lab 0300 September 2010 No. 1 Engine Marine Dlesel 13.7 14.9 >适合现场使用 ·i设备轻便,每台设备均小于 2kg; 均锂电池供电, 对环境要求低,(可在日常办公环境或现场使用) >灵活,可一起使用,也可单独使用。 主要性能参数 产品 指标 标准 重复性 样品 用量 重量(kg) 检测时间 溶剂 MiniVisc3000粘度计 40℃运动粘度,计算100℃粘度 ASTMD8092 检测结果3% 0.06毫升 1.8 3-4分钟 否 FluidScan1000油液状态分析仪 发动机油: TBN、氧化度、硫化度、硝化度、水分、乙二醇、烟炱 ASTMD7889 检测结果3% 0.06毫升 1.4 15分钟 否 Ferrocheck2000铁量仪 润滑油中铁磁颗粒含量,设备故障预警 ASTMD8120 检测结果3% 2毫升 3kg 0.5分钟 否 FDM6000 燃油嗅探仪 机油中汽油、柴油、煤油的含量 ASTMD8004 检测103% 结果0.5毫升 1.4 1分钟 否 9水泥行业油液监测整体解决方案——Minilab153 工业油液监测系统 检测参数全面、精准,,与实验室结果高度一致 可以满足生产过程全部油液监测的要求,不仅可以检测机油、齿轮箱油、液压油及所有工业润滑油,还可检测润滑脂。高质量的、与大型实验室高度一致的监测数据,所有检测参数均符合 ASTM 标准要求。 检测项目 检测对象 检测内容 检测意义 检测标准 磨损 24种元素分析 所有种类润滑油及润滑脂 磨损元素 磨损位置和磨损严重程度 ASTMD6595 污染元素 检测如润滑油中是否有砂砾、防冻液等污染物 添加剂元素 润滑油老化、润滑油误用和润滑油错用 智能铁谱 所有种类润滑油 ◇ 每种磨损类型的浓度(个/ml) ◇ 磨粒最大直径 判断磨损主要类型,从而推断磨损原因: ◇ 切削磨损:硬质颗粒污染或二次磨损;◇ 接触(滑动)磨损:油膜失效或过载; ◇ 疲劳磨损:过载或材料微观缺陷; ◇ 非金属:砂砾(半透明) ◇ 纤维:污染; ◇ 泡:脱气处理不彻底; ◇ 水珠:水污染 ASTMD7596 铁磁颗粒 所有种类润滑油 ◇ 铁磁颗粒浓度◇ 铁磁颗粒尺寸分布、总数 ◇ 设备磨损严重程度, ◇ 判断大颗粒主要是设备磨损造成的还是外界污染造成的。 ASTM D8120 污染 所有种类润滑油 固体物 固体物污染,防止设备堵塞、磨损等 ASTMD7596 所有种类润滑油及润滑脂 水分 防止设备因水超标,而造成锈蚀、干磨及老化 发动机油 乙二醇含量 检测防冻液污染 发动机油 烟炱含量 防止烟炱含量超标 老化 所有种类润滑油 粘度(40℃) 用于衡量油品在特定温度下抵抗流动的能力. ASTMD8092 所有种类润滑油及润滑脂 总酸值(TAN) 油液老化的主要指标,中和1g试样中全部碱性组分所需要的高氯酸, ASTMD7889 所有种类润滑油及润滑脂 氧化度 基础油的老化程度以及抗氧化添加剂的损耗 发动机油 硫化度 机油与燃料油中的硫反应的程度 发动机油 硝化度 机油与空气中的氮反应的程度 >操作简单 ● 检测组件由 TDC 统一操作; ● 操作简单,且系统自带操作演示视频; 总体检测时间,小于10分钟; ● 占地面积小于1平米,不需要专门实验室。 ● 安装培训时间小于1周,可立即投入使用; 样品消耗量30毫升,不使用有害化学物质,,节能环保 智能 ◇ 自动生成带有诊断意见的检测报告。 ● 确保高质量监测报告的两个核心步骤 ● 内置专家系统自动生成维护诊断建议 ● 发布油液监测报告前人工复核、编辑 ◇ 开放式专家智能诊断系统 ● 提供经验报警值(可编辑、可定制) ● 标准分析诊断用语(可选、可编辑) ● 标准养护建议(可选、可编辑) 由内置分析诊断系统自动完成 人工复核 > 多型号可选 10、水泥行业工业4.0解决方案——TruVu360TM工业油液监测系统 "工业4.0"涉及的智能化生产实际上是对原有工业自动化技术的全面升级,引入了更多的信息化技术,涉及整个企业的生产物流管理、人机互动以及3D 技术在工业生产过程中的应用等,使企业成为新一代智能化生产技术的使用者和受益者,同时也成为先进工业生产技术的创造者和供应者。 当前的一一个现实是,水泥行业正面临严重的产能过剩,企业生产经营压力增大,成本控制变得越来越重要。智能化生产方式的出现,由于减少了过多的人员干扰,不但可以提高设备运行效率,减少由于生产线运行波动造成的资源浪费和设备损坏,从而达到降低成本的作用,同时还能减少污染物排放,促进水泥工业的绿色发展。 “工业4.0”在完成生产线系统及过程的优化的同时,给予企业运行管理能力的提升在某种意义上更为重要。例如,在水泥备品备件采购环节中,企业为了应对可能发生的设备损坏情况,一般需要储备部分备件以供不时之需,然而在市场竞争日益激烈的今天,这一做法却并不明智。 过多的备件库存积压,不但限制了企业流动资金更加大了库存管理难度,造成企业生产成本的攀升和运营灵活性降低。在此背景下,若能基于生产线运行状况,对耗材损坏速度进行跟踪,预判备件更换时间,无疑将大大提升企业运营的科学性。 斯派超科技 TruVu360TM 工业现场油液监测系统是水泥厂实现工业4.0设备管理的完美解决方案。 10.1TruVu360TM如何帮助用户实现设备管理任务 10.1.1助用户了解设备整体健康状态 可视化的设备管理平台,有助于集团企业从各个层面跟踪和管理设备的运行状态和运行风险。 按照受控设备从属关系(设备档案)自动显示设备健康状况 ● 集团公司级 ● 分公司级/部门级 ● 产线级 受控设备级 受控润滑点级 企业里所有的受控设备、关键用油部件、采样点均记录到系统中,每个受控设备都有如下信息:受控设备的整体状态、该设备下所有检测结果及趋势、所有油样状态(如多少样品需要取样,多少取样样品还未取样,多少样品没有诊断,多少样品已经发表,多少样品已经备份)。 集团用户,可以直接看到所有部门油液监测报告,以及集团整体油液监测情况以及设备整体情况。 不同部门的管理人员,也可以看到本部门的设备情况 10.1.2智能监控油液监测整个流程 > 每个取样点都可编辑采样起始日期和采样频率,系统自动发布采样任务。 > 可根据每台设备检测情况,安排维护保养任务: ● 根据受控设备整体状态,合理安排大中修、定修项目的实施, ● 根据设备预警情况,合理安排备品备件库存情况。 根据油液检测报告,在设备故障初期,对设备进行维修,减小维修事故和维修成本; 根据油液检测报告,决定换油周期; >开放式智能诊断平台,直接指导设备维护保养工作,每个检测报告,都会有维护保养建议反馈: 是否存在磨损问题; 是否存在污染问题; 是否需要换油; 是否需要虑油; 是否需要更换滤芯 10.2平台特点: 10.2.1分级管理--系统和关联能力 将 TruVu 用户分为三级,分别为集团管理层、部门管理层和现场管理层,每个层级有自己特定的权限,见下图: 各部门用户只能访问和管理本部门的油液监测数据。集团级别的管理人员可以访问管理所有部门数据,使油液监测达到即成为一套系统,各部门又有一定独立性。 10.2.2油液监测流程简单化、标准化 TruVu360"提供标准化的油液监测流程,并能得到标准化的、一致化的设备运行状态数据。 第一步,润滑计划制定- 合理规划采样周期 润滑计划的制定直接影响油液监测的效果,合理的油液监测周期,即可避免人力物力浪费,也可保证设备安全运行。 TruVu360TM可为每个设备设定取样周期,系统可自动提醒用户进行采样;另外,每个新样品自动生成条形码(可打印或粘贴在取样瓶上) 第二步,油样检测-个·简单、快速、精准 已经规划取样的油样或者已取油样会自动显示在“待检油样”界面,在 TruVu 360检测设备控制软件(TDC)下完成检测工作,并将检测数据上传到 TruVu360服务器。 第三步,分析诊断- 开放式分析诊断系统TurVu 自动生成带有诊断意见的检测报告。 第四步,维修反馈 TruVu 在检测报告生成后,会自动提醒用户获得维护团队的反馈意见,如采取何种维护措施(换油、换滤 芯等),通过油液监测节省了多少费用,所有的这些数据会被平台统计,最终显示的是油液监测真正的效果。 第五步,数据备份——数据集中管理 所有数据均上传到平台中,云数据将海量数据进行分析。 TruVu 内置的各种图 表可以清晰显示出全部设备的总体运行状况、典型故障情况等,并定期发送给设备管理人员。 10.2.3检测硬件简单、全面、精确、智能 检测参数全面、精准 可以检测机油、齿轮箱油、液压油及所有工业润滑油,还可检测润滑脂; ● 高质量的、与大型实验室高度一致的监测数据; ● 所有检测参数均符合 ASTM 标准要求。 >>操作简单 检测组件由TDC 统一操作,检测数据可直接传到 TruVu 云平台上; 操作简单,且系统自带操作演示视频; 总体检测时间,小于10分钟; 占地面积小于1平米,不需要专门实验室。 安装培训时间小于1周,i可立即投入使用; 样品消耗量30毫升,不使用有害化学物质,节能环保 所有检测均符合 ASTM 标准,结果精准 智能 ● TurVu 自动生成带有诊断意见的检测报告。 ● 开放式专家智能诊断系统 综合以上要求,斯派超科技Minilab153工业现场油液监测系统是最好的选择。 11、相关用户 全球代表客户 汽车:通用汽车(上海、烟台等)、上海联合电子、戴姆勒-克莱斯 勒、沃尔沃、Nissan 重柴::康明斯、美国帕卡、福莱纳、约翰迪尔、肯沃斯 钻井: Nabors、斯伦贝谢 润滑油:美孚、壳牌、雪弗龙、BP、中海油、Motul 油田:1:长庆油田、大庆油田 矿山:神华,久益、MAK 12、关于斯派超科技公司(SPECTRO SCIENTIFIC) 斯派超科技(北京)有限公司是美国 Spectro Scientific Inc(统尔:斯派超科技)在华设立的全资子公司,注册及办公地点位于北京市经济技术开发区宏达南路5号,全面负责斯派超科技全系产品在华的销售及技术支持工作,在办公地点设有演示中心、零备件及耗材仓库、技术服务及维修中心等。 图1:斯派超科技美国总部 斯派超科技成立于1981年5月,注册及办公地点位于美国马萨诸塞州波士顿市,是全球油液监测领域的领导者,积极参与并领导这个油液监测市场的发展方向。与此同时,斯派超科技也参与了全球范围内多项军用、民用油液检测标准的起草和制定,是全球军方最大的油液监测设备供应商,也是全球范围内唯一一家提供全套油液监测解决方案的供应商。 在过去的30多年时间里,斯派超科技历经多次并购重组,在并购重组与技术创新上取得了前所未有的成就,将全球范围内的最新、最尖端技术有效融入到油液监测领域。同时,也开启了斯派超科技的全球化步伐。 ● 1981年, Spectro Inc 公司成立 ● 1994年,在中国授权第一家代理商 ● 1995年,成为美军 JOAP 油液监测体系唯一认证的油料光谱仪供货商 ● 2008年,被英国国防部直属公司 QinetiQ 全资收购 2011年,被美国 SFW 财团全资收购 ● 2011年,在中国成立代表处 2012年,收购艾默生公司 CSI5200系列产品 ● 2013年,从洛克希德马丁公司全资收购 LNF 系列产品 ● 2013年,全资收购 Wilks 公司 ● 2014年,公司重命名为 Spectro Scientific Inc(斯派超科技公司) ● 2014年,斯派超科技(北京)有限公司注册成立 2015年,与瓦锡兰公司建立战略合作伙伴关系,共同开发船用油监测便携式设备及传感器公司荣誉 30多年来,斯派超科技致力于产品创新与技术创新,与全球军方客户建立的广泛的联系及合作关系。于此同时,斯派超科技的大部分创新技术的需求均源于军方市场的特殊、超前需求,并在美国军方的长期资助下完成的。同时,斯派超科技的技术创新及产品创新也赢得了全球市场的广泛认可和赞誉,获得众多出奖项。 12.1所获全球标准 近三年来斯派超科技对油液监测技术标准的贡献(斯派超科技近三年来共建立了5项专门针对在用油监测的标准方法,占在用油监测新标准的80%以上) a))6ASTM D7889-2013, Standard Test Method for Field Determinationof In-Service Fluid Properties Using IR Spectroscopy:基于红外光谱分析技术的在用油液理化状态现场便携式标准检测方法 ( b ) ) AASSTM D8004-2015,Standard Test M ethod f or Fuel Dilution of In-Service L ubricants Using Surface A c oustic Wave Sensing, 基于表面声波传感器原理进行在用油中燃油含量测定的标准方法 ) c)AASSTM D8092-2017, Standard Test Method for Field Determinationof Kinematic Viscosity Using a Microchannel Viscometer, 基于毛细管滴落原理的现场便携式油液运动粘度监测的标准方法 d)ASTM D8120-2017, Standard Test Method for Ferrous DebrisQuantification, 油液中铁磁性颗粒总量检测的标准方法。 e))AASTM D8127-2017, Test Method for Coupled Particulate andElementalAnalysis using XRF for In-Service Lubricants,能谱分析法及压差法颗粒计数相结合的在用润滑油液分析方法 12.2产品列装美军均需物资编号 斯派超科技大部分产品都在第-一时间被美国国防部正式列装,美军列装军需物资编号如下 产品编号 产品描述 军均需物资编号 SpectrOil-M/N-W AF W/ Case 美国空军专用型油料光谱分析仪(含转运箱) 6650014151767 SpectrOil-M/N-W AF W/O Case 美国陆军专用型油料光谱分析仪(不含转运箱) 6650015354271 SpectrOil-M/N Army W/ Case 美国陆军专用型油料光谱分析仪(含转运箱) 6650015354276 SpectrOil-M/N-W Army W/0 Case 美国陆军专用型油料光谱分析仪(不含转运箱) 6650015354273 Spectr0il-M/N-W Navy W/Case 美国海军专用型油料光谱分析仪(含转运箱) 6650015354274 SpectrOil-M/N-W Navy W/O Case 美国海军专用型油料光谱分析仪(不含转运箱) 6650015356287 SpectrOil-M/R-W 带自动进样系统的油料光谱分析仪(三军通用) 6650016164344 Transit Case 油料光谱仪专用转运箱(三军通用) 8145014345786 SpectrOil-M/C-W 通用型、出口型油料光谱分析仪 6650015660884 LNF 多功能磨粒分析仪 6635015101712 SpectroVISC 台式侯氏管自动运动粘度分析仪 6650015807073 FluidScan1000 油液状态监测仪 6650016153416.7025016516207 MiniVISC 3000 便携式运动粘度计 6630016222461 FDM 燃油嗅探仪 6630015100495 FieldLab58 便携式油液状态监测实验室 7025016529051 斯派超科技公司的 SpectrOil M/C-W油料光谱仪, SpectrOil Q100 油料光谱仪,, LNF 多功能磨粒分析仪及 T2FM-Q500 蓟管式铁谱仪都已经在我国海陆空三军广泛使用,多次被列入特定武器装备的保障设备采购清单,累积在我国军方市场销售200多台套,取得了广大军方客户的认可与信赖。 12.3各种奖项 a)SpectrOil 系列油料光谱仪自1995年起,被美军列为唯一满足 JOAP 需求的油料光谱分析仪。 图2:美国空军列装声明 图3: 美军 JOAP 手册对列装油料光谱仪的定义(第二卷,2-3) b)2008年,斯派超科技的 FluidScan Q1000产品获美国国防部创新成果奖 c) 2014年,斯派超科技的系列油液监测设备美国国防部科技创新奖(SBIR) d)2015年,斯派超科技系列燃油嗅探仪获获美国工业设计银奖 e) 2016年,美国ASTM 委员会油液监测分会授予斯派超科技杰出贡献奖 f) 2017年,斯派超科技 FieldLab58 便携式油液监测实验室获世界直升机大会科技创新奖 12.4公司产品专利 斯派超科技走在油液监测的最前沿,引领整个行业的发展方向,截止目前,斯派超科技在美国专利局及美国国防部共拥有70余项专利技术,是油 液监测领域拥有自主知识产权及专利数最多的设备制造商。 美国专利号 产品名称 6,104,483 MiniLab 153, MiniLab 53, ITL -Q210, Q220,Q230 6,452,179 MicroLab 30, MicroLab 40 3,455,850 MicroLab 30, MicroLab 40 6,707,043 MicroLab 30, MicroLab 40 6,873,411 MiniLab 153, MiniLab 53, ITL - Complete Lab,Q210, Q220,Q230 7,019,834 MiniLab 153, MiniLab 53, ITL - Complete Lab,Q210, Q220,Q230 7,184,141 MiniLab 153, MiniLab 53, ITL - Complete Lab,Q210,Q220, Q230 7,237,431 MicroLab 30, MicroLab 40 7,307,717 MiniLab 153, MiniLab 53, ITL -Complete Lab,Q210, Q220, Q230 美国专利号 产品名称 7,385,694 MiniLab 153, MiniLab 53, ITL - Complete Lab,Q210, Q220,Q230 7,495,761 MiniLab 153, MiniLab 53,Q5800 EFA, Q5800VFS, ITL - Complete Lab, Q1000, Q1200, Q1100 7,518,720 MiniLab 153, MiniLab 53, ITL - Complete Lab,Q210,Q220, Q230 8,079,250 MiniLab 153, MiniLab 53, ITL - Complete Lab,Q210, Q220, Q230 8,384,895 MiniLab 153, MiniLab 53, Q5800 EFA, Q5800 VFS, ITL -Complete Lab, Q1000, Q1200, Q1100 8,661,878 MiniLab 153, MiniLab 53, Q5800 EFA, Q5800VFS, Q3000, Q3050 8,867,034 MiniLab 153, MiniLab 53, Q5800 EFA, Q5800VFS, ITL - Complete Lab, Q1000, Q1200, Q1100 9,176,041 Q5800EFA,Q5800 FPX 9,234,829 MiniLab 153, MiniLab 53,Q5800 EFA, Q5800VFS, Q3000, Q3050 9,274,041 MiniLab 153, MiniLab 53, ITL - Complete Lab,Q230
关闭-
1/40
-
2/40
还剩38页未读,是否继续阅读?
继续免费阅读全文产品配置单
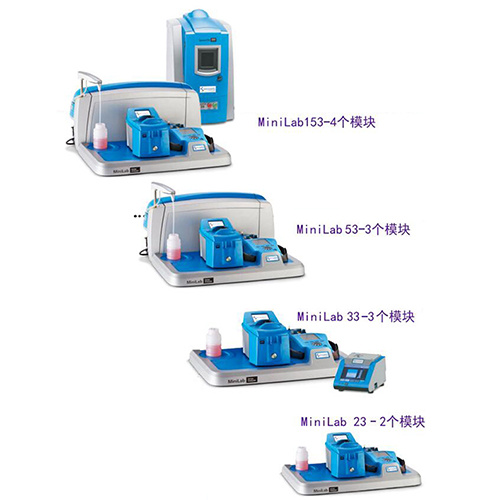
北京富尔邦科技发展有限责任公司为您提供《水泥厂油液中磨损,污染,老化检测方案(润滑油检测仪)》,该方案主要用于润滑油中可靠性能检测,参考标准《暂无》,《水泥厂油液中磨损,污染,老化检测方案(润滑油检测仪)》用到的仪器有斯派超 MiniLab 153工业油液监测系统。
我要纠错



相关方案
 咨询
咨询
