电镀技术广泛应用于需要金属制品的电子、汽车、家电等各个行业,各个行业的高速发展也带动了电镀技术的进步。通过电镀,可以改善金属部件的耐蚀、耐磨等表面性能,修复金属部件的尺寸,美化金属制品的外观从而提高其档次等。电镀件是否满足金属制品的功能要求,与其镀层的厚度息息相关。
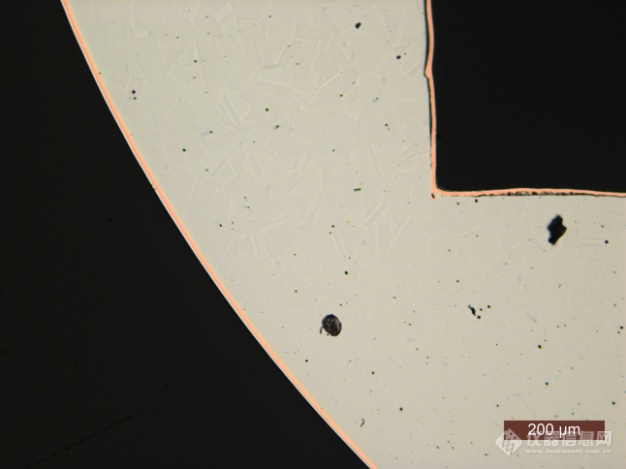
本文就某个金属电镀件,采用金相法进行镀层厚度测量,为金属制品的电镀层厚度测量提供参考。该金属电镀件如下图所示。
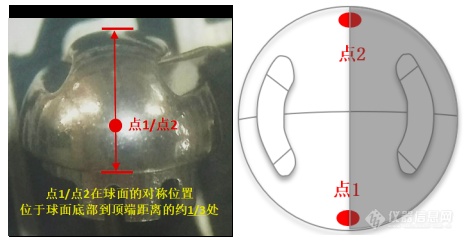
01.手动研磨定位
样品外观是曲面,目标位置在图1所示表面上的红点。第一步需要将其磨平并磨近目标位置,使样品方便镶嵌,另一方面可降低镶嵌后的磨抛难度与工作量。研磨前做好点1和点2的标记,研磨时尽量将图1(右)的阴影部分磨去,靠近点1和点2,并保证点1和点2的切面与研磨面垂直。
02.镶嵌
样品测试目标是位于边缘处的镀层,需对它进行良好的镶嵌保护,避免后续研磨形成圆角,影响测量准确度。
镶嵌采用浇注冷镶嵌的方法,选用标乐型号为EpoKwick TM FC的环氧树脂及相应固化剂套装,这款树脂流动性很好、收缩率较低,对样品的保护效果很好。镶嵌流程如下图所示。
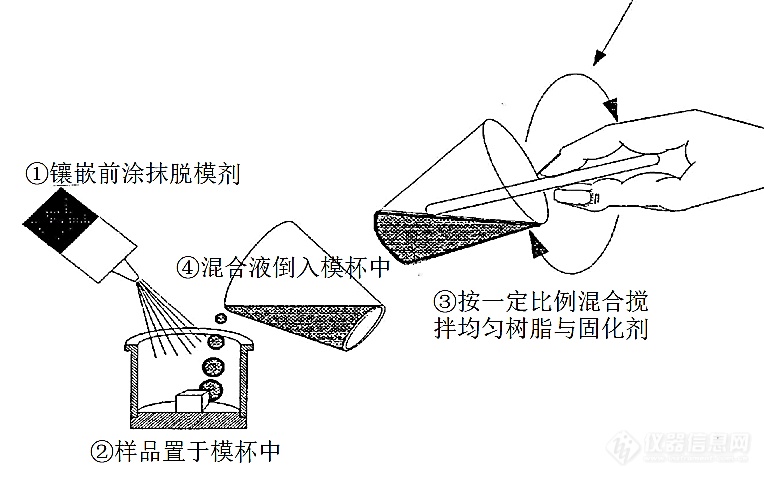
该过程还使用了型号为SamlKupTM的模杯,模杯直径为25 mm,并配合型号为Release Agent的脱模剂使用。

03.磨抛
研磨与抛光采用标乐的手自一体磨抛机AutoMet 250 的半自动模式。主要参数如下表1所示。

表中步骤1-3是手动研磨的参数推荐,因为镶嵌后难以定位,因此手动研磨靠近1/2处后再镶嵌。3 µm(步骤5)及0.05 µm(步骤6)细抛步骤对样品的去除量极小,对后续测量的影响可忽略不计,因此镶嵌后可直接9 µm(步骤4)粗抛至1/2处,再继续用3 µm抛光液抛光,最后通过0.05 µm氧化铝抛光步骤可获得光亮平整的表面。
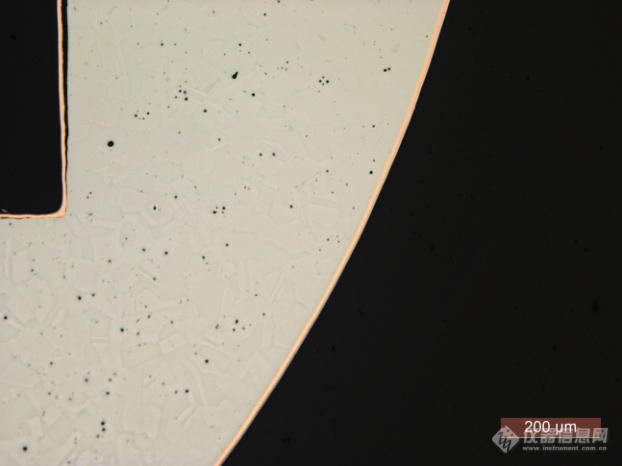
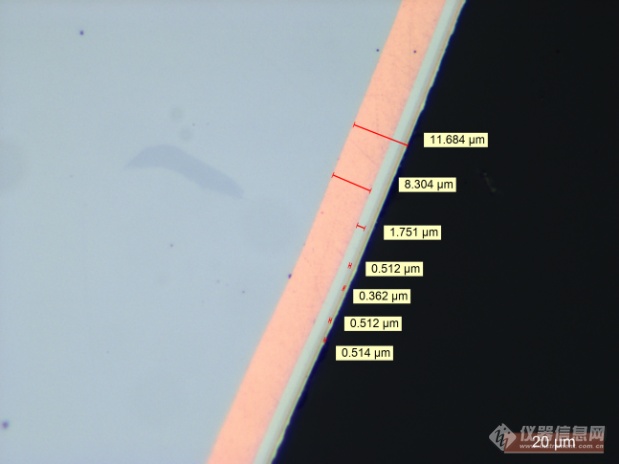
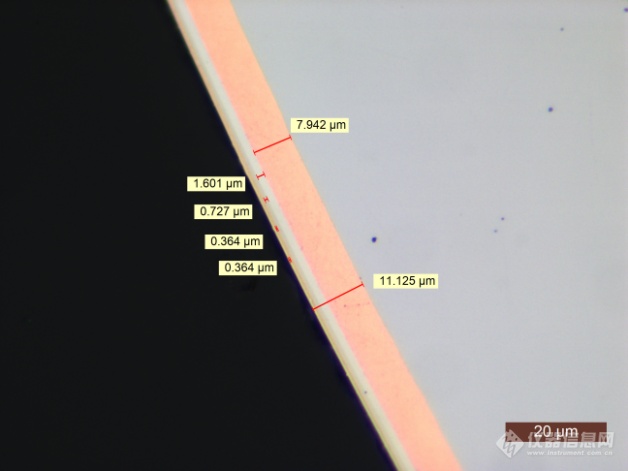
04.显微观察和镀层厚度测量
最终拍照与测量结果如下图:
05.备注
1) 镶嵌时要避免样品角度不对造成的误差;
2) 研磨抛光时要消除因为材料延展造成的误差;
3) 镀层多且厚度小,更精确的测量结果,可通过更高倍数的电镜获得;
4) 以上研磨与抛光参数仅供参考,可根据具体材料类型进行调整。
06.所用设备

AutoMet 250 适用于手动或自动样品制备,其简单灵活的操作,让用户可以轻松地应对多种应用需求。AutoMet 250 采用耐用结构设计以提高在频繁使用环境中的耐用性,而其独特的快速清洁以及丰富的操作功能,提高了用户操作的便利性。

Leica DM4 M金相显微镜,适用于材料科学和质量控制领域,能够提供真实、可再现的显微镜观察结果,呈现出色的光学性能以及高品质的图像。只需轻敲一个按钮,即可存储和恢复成像条件。利用高品质显微图像,能够轻松进行具有挑战性的检验、测量和分析任务。
桃李芬芳 致谢师恩

应用案例 | 液晶屏玻璃基板上线路结构的观察

技术解析 | 塑料也是合金么?
邀请函 | 前沿无损检测技术与电镜制样研讨会


相关产品
标乐BUEHLER IsoMet High Speed Pro可编程高速精密切割
徕卡Leica超景深视频显微镜DVM6
徕卡全自动三离子束切割仪 Leica EM TIC 3X
标乐Buehle金相热压镶嵌机 SimpliMet 4000
徕卡Leica EM UC7 超薄切片机
标乐 EcoMet30 单/双盘手动自动磨抛机
标乐Buehler 真空镶嵌机SimpliVac
STELLARIS 5 & STELLARIS 8 荧光共聚焦显微镜
AbrasiMet L Pro 自动砂轮金相切割机
徕卡正置材料显微镜
莱驰RETSCH 行星式球磨仪 PM 300
Leica EM TXP 精研一体机
HANDYSCAN 3D|BLACK 系列 - 计量级便携式 3D 扫描仪
威尔逊VH1102&VH1202维氏\努氏硬度计
EM科特 CUBE-Ⅱ桌面扫描电子显微镜

关注

拨打电话

留言咨询





