目测法(常见、常用)
1、 通过主机电流判定塑化度以(65/132生产线为例,主机电流以46-52A为宜,低钙产品,以45-50A为宜。前提是:螺杆转速16~22r/min,喂料充满并与螺杆转速相匹配,温度设定与螺杆转速及主机电流相匹配);

2、通过主机真空排气孔观察物料的塑化度(即物料在螺杆螺棱螺槽中间充满60%以上,螺棱凹槽中粉料呈豆腐渣状态且凹槽底部物料被压平);
3、通过模具口模的熔体物料的粘弹性来判定塑化度(该方法较为适用于刚开机时);
4、通过合流芯的熔体压力及熔体温度来判定塑化度(其缺点为若仪表失灵或合流芯传感器被焦料糊死等因素会影响检测结果的准确性)
5、在加工过程中,观察物料塑化情况。关闭真空泵,移开视镜,用肉眼观察机筒内的物料,若物料均匀地包覆在螺槽内表面,且物料表面又很光滑,无凹凸不平现象,可视为塑化良好。
6、观察制品表面状态,表面有光泽,无发抖、模糊感觉,手感光滑,内腔光滑为塑化良好。
汇诚仪器HC3500:炭黑含量测试的精确之选
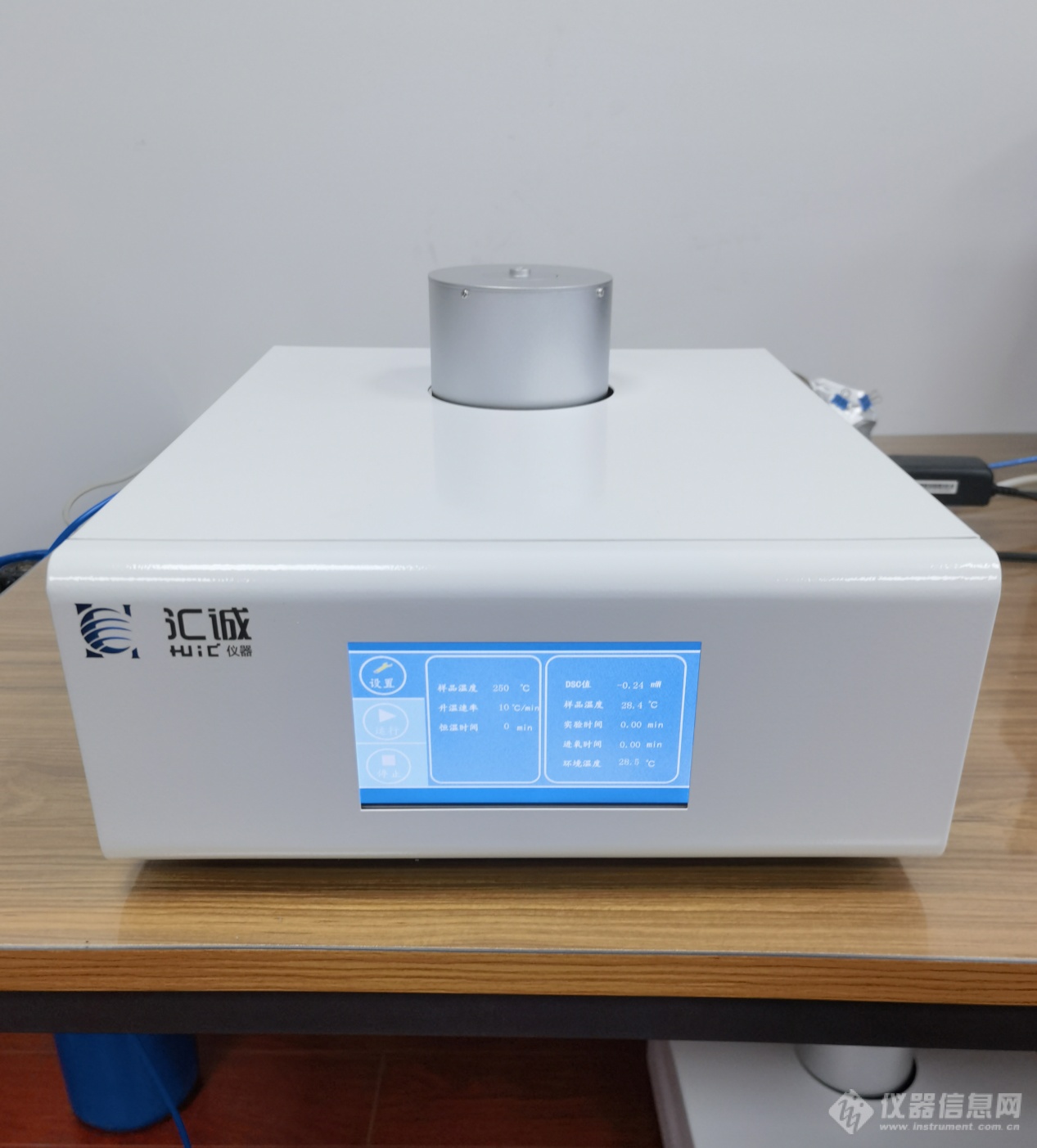
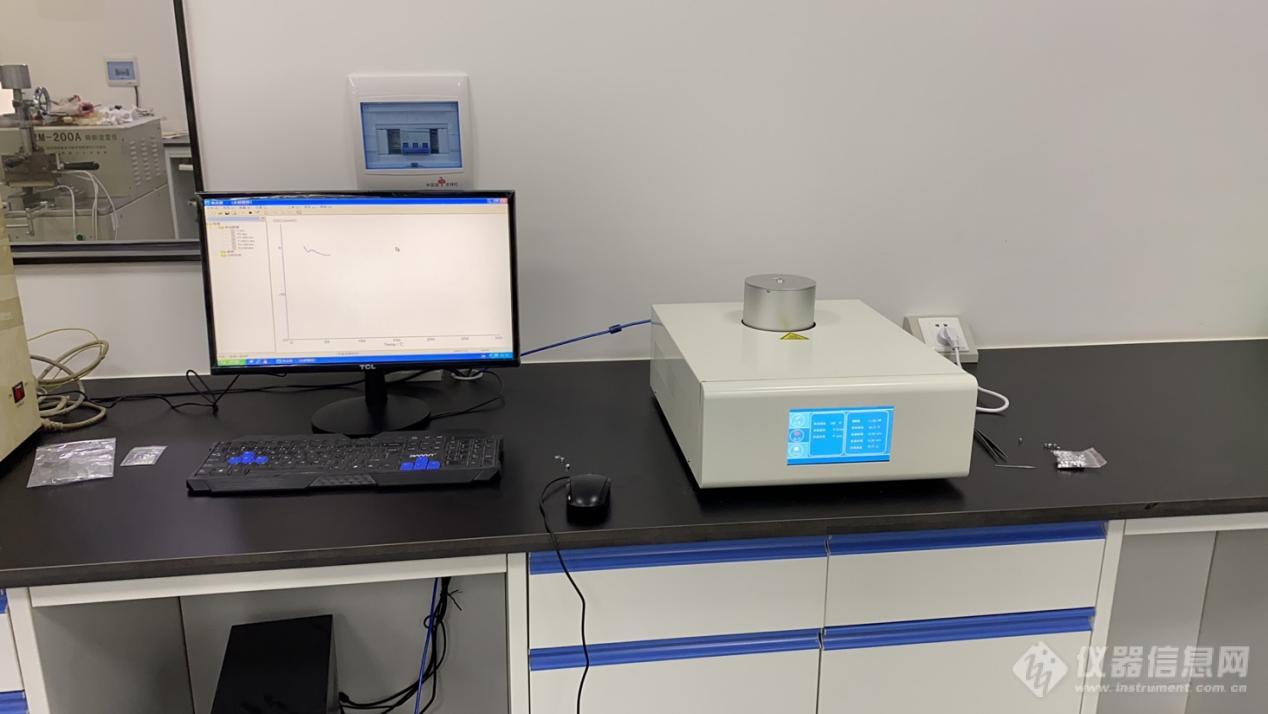
山东玻纤选购我司DSC-600S,引领材料分析技术新潮流

山东玻纤选购我司DSC-600S,引领材料分析技术新潮流
江苏乾汇和环保再生有限公司采购我司热重分析仪TGA-601




相关产品
炭黑分散度仪HC3600
高温综合同步热分析仪STA-1550
汇诚仪器 同步热分析仪 STA-1250
全面升级导热系数测试仪高导专用HCDR-SP
玻璃化转变温度测试仪OIT-HC-DSC-600
汇诚仪器 同步热分析仪 HCYQ-STA-1250
汇诚仪器 快速导热仪 HCDR-S
汇诚仪器玻璃化温度测试仪HCTG-600
DSC 氧化诱导期测试仪OIT-600
低温差示DSC-600L 零下170℃液氮降温
汇诚仪器 液体导热系数测试仪 HCDR-LS
高温热失重分析仪 TGA-605
差示扫描量热仪DSC-600
汇诚仪器 差热分析仪 HC-DTA-1250
高温差热分析仪DTA-1550

关注

拨打电话

留言咨询





