推荐厂家
暂无
暂无
 留言咨询
留言咨询
 400-860-5168转3282
留言咨询
400-860-5168转1329
留言咨询
400-860-5168转3282
留言咨询
400-860-5168转1329
留言咨询
 400-801-9298
留言咨询
400-801-9298
留言咨询
 400-801-9298
留言咨询
400-801-9298
留言咨询
 400-860-5168转1355
留言咨询
400-860-5168转1355
留言咨询




“纳米压痕仪”就是根据字面理解检测物体上面纳米级的压痕的吗?
显微硬度计操作简便、结果可靠,在国内得到广泛使用。但搬运及使用不当时,压痕常尝偏离视场中心。如压痕仍在视场内,调整中心并不围难。当压痕偏离视场较远时,用常规方法就很难抗到压痕。我们根据多年使用体会,总结了下面的简单方法,效果很好。无论压痕偏离乡远,调整中心工作都可在半小时内完成。1 基本步骤(1)调整载物台在导轨上的运动轨迹与压头至观场中心的连线平行;(2)将视场中二维寻找臣痕变为平行导轨方向的一维寻找压痕。2 方法(1)将载物台推至最右端,仅在导轨上推动裁物台,连缓打出一串压痕,且相邻压痕阃的距离即载物台每次以左移量应小于视场直径, 保证在一个视场内可出现两个以上压痕。压痕之问的连线即为载物台在导轨上的运动轨迹(2)将载物台推至左端,松开导轨紧固螺栓及载台左右限位螺钉。(3)前后移动并稍转动导轨,观察压窟连线在视中的位置。由于压痕成一长串.故原二维找点简化为在垂直于导轨运动方向的一维找线。将压痕连线调至与视场水平直径重台时固定导轨。(4)再打一压痕,调节载物台左右限位螺钉,至压痕在视场中心,即平行于导轨方向一维找点。3 说明(1)进行以上调整时.不可拧动载物台的水平,垂直橱节螺杆。(2) 当确信加载零点可靠时,可取最小载荷在极软试洋上不卸载直接推动载物台划出一道压痕线.再完成前述找线及找点步骤。
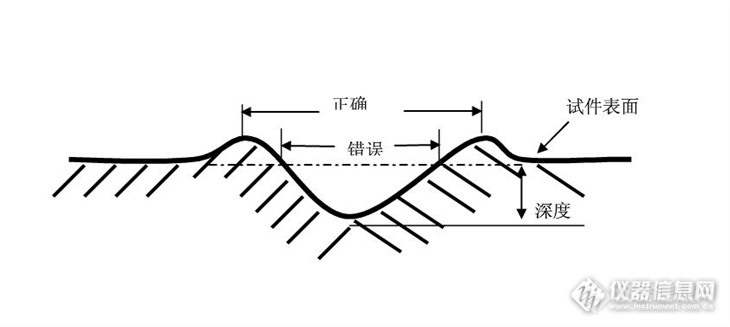
工厂里需要测量的样块太多了,另外出于对数据进行统计分析的考虑,最近我关注了一些关于布氏硬度自动测量的资料,如下。行业标杆为英国Foundrax的全自动布氏硬度测量系统,其测量原理很不简单,网上原文:“FOUNDRAX通过近20年的研发工作创建了一整套布氏压痕标准图形的数据库。系统在对实际工件的压痕进行分析时只会在符合布氏压痕特性的区域内寻找像素临界点,对于偏离该区域的点,系统会自动识别并加以剔除,最多时系统会对同一个压痕测量800次直径。”好处是:“保证其在某些表面较为粗糙,甚至是未做抛光处理的铸铁工件一样可以进行测试工作并且保证测量精度(这个我很关心,样品多了表面光洁度难以保证)。”另外我在其他工厂看见了名为IDENTEC的自动测量系统(网上一查,发现其与Zwick/Roell是一家),从它通过UKAS认证来看,应与上述Foundrax原理一致。http://ng1.17img.cn/bbsfiles/images/2013/06/201306280809_448156_2280635_3.jpg进口货价格不菲,小工厂只好考虑国产的啦(进口价格的1/9),但是一般其测试原理鲜有提及,但在Foundrax的资料中提到一段:“它(Foundrax)完全不同于目前的利用图像扫描方法进行压痕测量的系统”,是否就是国产设备的测量原理呢?这个原理的不良之处在于:“图像扫描原理无法区别压痕上哪些点为标准点,哪些点为由于工件形状或表面质量等原因而产生的偏离点,并将其统统进行计算。”无意中还翻到了一个国家标准:GB/T24523-2009 《金属材料快速压痕(布氏)硬度试验方法》。其原理是通过压入深度反算硬度,不过没找到符合这个标准的硬度计,但Foundrax又发话了(还真是不让别人活哈,毕竟研究了20年):“压痕外沿会因为材料形变的原因出现少许的突起,在国际标准的硬度测量时是以压痕的最大直径为标准,而是用测深原理只能测量图中“错误”的直径。”http://ng1.17img.cn/bbsfiles/images/2013/06/201306280811_448159_2280635_3.jpg资料分享完了,请用过上述任何一种系统的坛友分享一下:1. 国产布氏压痕测量系统对样品表面粗糙度的敏感性如何?2. 测深原理的设备有人用过吗,对粗糙度的要求如何?是否有上面所讲的缺点呢?










 我要推广仪器
我要推广仪器
 下载APP
下载APP