推荐厂家
暂无
暂无
 白金9年
白金9年
 400-892-5667
400-892-5667
 留言咨询
留言咨询
留言咨询
留言咨询
 金牌12年
400-803-0155
留言咨询
金牌12年
400-803-0155
留言咨询
 400-860-5168转6256
留言咨询
400-860-5168转6256
留言咨询
 400-803-0117
留言咨询
400-803-0117
留言咨询
 400-860-5168转5921
留言咨询
400-860-5168转5921
留言咨询




真空镀铝膜生产几经波折后如今又在全国迅速发展,主要看重的是真空镀铝膜复合材料不仅在包装上具有很大前途,而且在工农业、通讯、国防和科研领域中得以广泛应用;真空镀膜产品在以后必将形成主流,具有很大的市场空间。 然而,在国内所有的真空镀膜生产厂家中能够生产出品质好的镀铝膜很少,所以才会出现上马快,下马也快的现象。 究其原因主要是真空镀膜行业还是处于一个发展的阶段,目前所有的真空镀膜厂家,都还没有使用一款合适的真空镀膜监测设备---真空镀膜光密度在线检测仪。所以在生产过程中很难控制好镀膜层厚度的均匀性,造成镀膜产品质量不过关,以至于镀膜品质不够好;而且生产效率低,真空镀膜生产厂家往往需要投入较大成本。 真空镀膜质量的影响因素较多,除了跟设备有关,还与操作人员的水平,技术人员的指导和合适的工艺条件有很大关系。 但是不可否认,决定真空镀膜产品品质的最重要因素是镀膜层厚度的均匀性;镀铝薄膜通常应用于具有阻隔性或遮光性要求的包装上使用,因此,镀铝层的厚度和表面状况以及附着牢度的大小将直接影响其镀铝膜性能。镀铝膜的检测主要体现在厚度、镀铝层牢度和镀铝层的表面状况等方面。 如果对镀铝膜检测方法有所了解的,就一定知道检测镀铝膜品质有一种方法叫光密度测量法,目前市场上深圳市林上科技已经研发生产出一款专门的光密度仪,它是用于直接测量镀铝膜的光密度值来判定镀铝膜产品品质的优劣。 薄膜表面镀铝的作用是遮光、防紫外线照射,既延长了内容物的保质期,又提高了薄膜的亮度,从一定程度上代替了铝箔,也具有价廉、美观及较好的阻隔性能。目前应用最多的镀铝薄膜主要有聚酯镀铝膜(VMPET)和CPP镀铝膜(VMCPP)。 由于真空镀铝薄膜上的镀铝层非常薄,因此不能用常规的测厚仪器检测其厚度,通常都是需要使用光密度法来检测。光密度(OD)定义为材料遮光能力的表征。它用透光镜测量。光密度没有量纲单位,是一个对数值,通常仅对镀铝薄膜和珠光膜进行光密度测量。 光密度是入射光与透射光比值的对数或者说是光线透过率倒数的对数。计算公式为D=log10(入射光/透射光)或OD=log10(1/透光率)。通常镀铝膜的光密度值为1-3(即光线透过率为10%-0.1%),数值越大镀铝层越厚,美国国家标准局的ANSI/NAPM IT2.19对试验条件做了详细规定。 但是对于国内众多真空镀膜厂家而言,需要在大批量的生产线上就能控制好镀膜产品的镀膜层厚度均匀性。那就需要使用透光率光密度在线检测仪,在真空镀膜生产线上实行连续监测,才能保证真空镀膜产品的质量,同时提高真空镀膜设备的在线生产效率,减少生产成本。

[align=center][img=挤出机定径箱真空度控制,690,305]https://ng1.17img.cn/bbsfiles/images/2022/07/202207051711221147_9479_3384_3.jpg!w690x305.jpg[/img][/align][color=#ff0000][size=14px]摘要:本文挤出工艺中定径箱对真空控制的要求,提出采用大口径真空背压阀的下游控制技术方案,整个过程是根据真空度设定点进行全自动控制,定径箱真空度控制稳定性可以轻松达到±2%以内,并可根据定径箱规格大小配备不同口径的背压阀,背压阀的影响速度可以达到1秒以内,完全能够满足各种高质量挤出产品的需要。[/size][/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#ff0000]一、背景介绍[/color][/size][size=14px]许多管状聚合物挤压件,例如PVC管,是使用真空定径箱制成的,以便在冷却前将挤出的塑料靠定型工具定型,真空挤出工艺的基本原理如图1所示。[/size][align=center][size=14px][img=挤出机定径箱真空度控制,600,260]https://ng1.17img.cn/bbsfiles/images/2022/07/202207051714169457_3024_3384_3.png!w690x299.jpg[/img][/size][/align][size=14px][/size][align=center]图1 真空挤出工艺原理图[/align][size=14px]在挤出过程中,真空稳定性对于创建和保持塑料产品的一致形状和表面光洁度至关重要,主要有以下几方面的要求:[/size][size=14px](1)在真空度1~760Torr(绝对压力)范围内任意真空度设定点控制要达到±2%稳定度。[/size][size=14px](2)挤出机定径箱一般尺寸空间较大,需要较大管路口径以提供较大抽气速率。[/size][size=14px](3)温度波动会对真空度带来不稳定影响,真空调节需具有较快的反应速度,使得工艺过程中带来真空度波动快速趋于稳定。[/size][size=14px]本文将针对上述挤出工艺对真空控制的要求,提出采用大口径真空背压阀的下游控制技术方案,整个过程是根据真空度设定点进行全自动控制,真空度控制稳定性可以轻松达到±2%以内,可根据定径箱规格大小配备不同口径的背压阀,背压阀的影响速度可以达到1秒以内,完全能够满足高质量挤出产品的需要。[/size][size=18px][color=#ff0000]二、技术方案[/color][/size][size=14px]基于图1所示的基本原理,针对挤出机的真空度控制,技术方案采用了下游控制模式,即保持定径箱的进口流量恒定(或漏气量恒定),通过调节下游抽气速率来实现真空度的精密恒定控制。选择下游控制模式主要是因为这种模式对定径箱这类低真空工艺非常有效。挤出设备的真空控制系统结构如图2所示。[/size][align=center][size=14px][img=挤出机定径箱真空度控制,690,519]https://ng1.17img.cn/bbsfiles/images/2022/07/202207051713532832_2347_3384_3.png!w690x519.jpg[/img][/size][/align][size=14px][/size][align=center]图2 挤出机真空控制系统结构示意图[/align][size=14px]在图2所示的真空控制系统中,真空调节器采用了真空背压阀,这种背压阀主要特点是:[/size][size=14px](1)具有各种规格口径,可满足各种规格挤出机真空系统的需要。[/size][size=14px](2)调节速度快,阀门从全闭到全开的时间可以小于1秒。[/size][size=14px](3)阀芯可在线拆装以便于清理或更换。[/size][size=14px]如图2所示,通过一个正压气体驱动的先导控制阀对真空背压阀进行调节。先导阀可采用以下三种方式进行控制:[/size][size=14px](1)手动输入设定值进行开环控制。[/size][size=14px](2)外接模拟信号进行开环控制。[/size][size=14px](3)外接真空度传感器和模拟信号进行闭环控制。[/size][size=14px]总之,通过本文所述技术方案,可以实现各种聚合物挤出机真空度的快速和精密控制。[/size][align=center]~~~~~~~~~~~~~~~~~~~~~~~[/align][size=14px][/size]
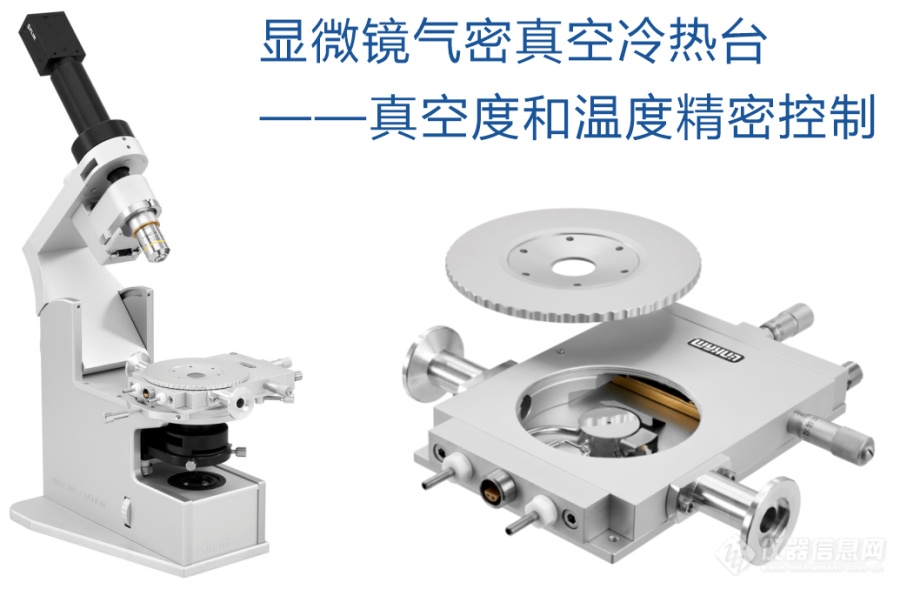
[align=center][img=冷热台真空度控制,690,451]https://ng1.17img.cn/bbsfiles/images/2022/03/202203071147131858_3924_3384_3.png!w690x451.jpg[/img][/align][color=#990000]摘要:针对气密真空冷热台目前存在的真空度控制精度差和配套控制系统价格昂贵的问题,本文介绍采用国产产品的解决方案,介绍了采用数控针阀进行上游和下游双向控制模式的详细实施过程。此方案已经得到了应用和验证,可实现宽范围内的真空度精密控制,真空度波动可控制在±1%以内,整个控制系统具有很高的性价比。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#990000]一、问题的提出[/color][/size]气密真空冷热台是同时可用于真空和气密环境的精密温控冷热平台,具有加热和制冷功能,适合显微镜和光谱仪等应用对样品在可控的真空度环境下进行精确加热或制冷。根据用户要求,针对目前的各种气密真空冷热台,在真空度控制方面,还需要解决以下几方面的问题:(1)无论是进口还是国产真空冷热台,真空度测量和控制还采用皮拉尼真空计,使得配套的控制系统无法实现真空度的精密控制,如无法满足研究和模拟冷冻干燥过程的精度要求。(2)气密真空冷热台普遍体积较小,在宽泛的真空度范围内,实现精确控制一直存在较大难度,真空度的波动性较大,而真空度的波动性又反过来影响温度的稳定性。(3)进口配套的真空度控制系统,不仅控制精度达不到要求,而且价格昂贵。针对气密真空冷热台存在的上述问题,本文将介绍采用国产产品并具有高性价比的解决方案,并介绍了详细的实施过程。[size=18px][color=#990000]二、解决方案[/color][/size]气密真空冷热台真空度精密控制系统的整体结构如图1所示,整个系统主要包括真空计、数控针阀、PID控制器和真空泵。[align=center][color=#990000][img=冷热台真空度控制,690,396]https://ng1.17img.cn/bbsfiles/images/2022/03/202203071148328248_6901_3384_3.png!w690x396.jpg[/img][/color][/align][align=center][color=#990000]图1 冷热台真空度精密控制系统结构示意图[/color][/align]为提高真空度测控精度,采用了测量精度更高(可达满量程0.2%)的电容式真空计,可覆盖0.01~760Torr的真空度区间。如果需要更高真空度环境,也可以同时采用皮拉尼真空计进行测控。为实现全宽量的真空度控制,将两只数控针阀分别安装在冷热台的进气口和排气口。通过分别采用上游和下游控制模式,可实现全量程波动率小于±1%的精密控制。控制器是精密控制的关键,方案中采用了24位A/D和16位D/A的高精度PID控制器,独立的双通道便于进行上游和下游气体流量调节和控制。总之,通过此经过验证的真空度控制方案,可实现高性价比的精密控制。[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]









 我要推广仪器
我要推广仪器
 下载APP
下载APP