推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-666-7037
留言咨询
400-666-7037
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询



请问专家,有没有能够检测普通纸面石膏板外观缺陷的仪器(外观缺陷有板面不平、亏料、漏浆等)?
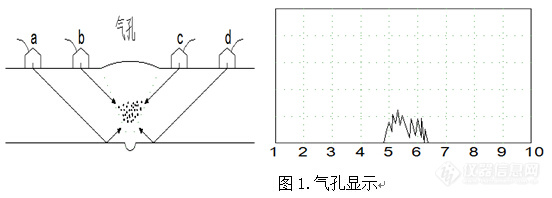
[align=center][b]SGS材料说:超声波对金属焊缝缺陷性质的判定[/b][/align][align=center]徐顺序[/align][align=left][b]摘要[/b][/align][align=left]20年前,超声波检测仪器主要是以模拟仪器为主,由于当时的技术、个人能力和仪器性能的局限性,超声波检测方法几乎无法判定缺陷性质,时至今日,随着科学技术的发展和人员能力专业水平的不断提高,已越来越重视研究用超声波检测技术判定缺陷性质,完全可以通过缺陷的信号形状、信号的变化、探头的扫查方式、焊接方法和焊接接头的类型等信息综合分析判定缺陷性质,在此与各位共享通过超声波检测如何判定碳钢焊缝中的缺陷性质。[/align][align=left][b]关键字[/b]: 超声检测、焊缝、缺陷性质、判定[/align][align=left][b]1. 引言[/b][/align]焊接质量关系到产品使用寿命、企业信誉和人民的生命财产安全,焊接质量主要取决于焊接过程是否产生缺陷,使焊接金属不连续,从而影响产品使用寿命。根据目前世界无损检测技术的发展,金属焊缝内部的缺陷主要通过射线检测和超声波检测,20年前,超声波检测仪器主要是以模拟仪器为主,由于当时的技术、个人能力和仪器性能的局限性,使用模拟超声波仪器判定金属材料内部缺陷性质,结果及不可靠和准确,受此影响,我国的超声波无损检测标准中规定:超声波无法判定缺陷性质。只能通过射线检测才能正确判定焊缝缺陷性质的种类,由于射线检测对人体的辐射比较大,考虑到人身安全,世界各个国家或地区对射线检测的安全越来越重视,检测时需要设立隔离区,从而影响产品的制造进度和人员健康,而且检测速度相对很慢,人员投入也多,导致射线检测的成本很高,所以国内外相关行业专家通过几十年的研究,超声波仪器的性能发生了非常大的变化,从之前的模拟信号变为了数字信号,从单通道变成了多通道,从不能存储信号和数据变成了具有内存的设备,体积和重量相对而言缩小了好几倍,时至今日,在国外,好多标准都已规定了超声波如何判定缺陷性质,在此通过超声波检测研究如何判定金属焊缝中的缺陷性质,因缺陷性质直接影响到产品质量和使用寿命,缺陷性质是影响产品质量的一个重要因素,比如:国内外标准对规定,裂纹类缺陷不论多长、不论位置在何处都被判为不合格。[b]2.超声波判定缺陷性质条件[/b]首先超声波仪器和探头的性能必须符合相关标准要求,主要包括超声信号的垂直线性、水平线性、探头分辨率、探头声束偏离、脉冲频率、声束宽度等。同时超声波检测人员的个人能力也是一个重要因素,人员必须持有超声波焊缝检测的2级及以上证书,并了解基本的焊接信息,包括母材材质、焊接坡口种类、焊接方法、以及基本的焊接知识和材质的焊接特性。[b]3.金属焊缝中缺陷形成的原因[/b]国内外标准中对焊缝中的缺陷性质分类有如下几种方式:(1)从缺陷的形状分为圆形缺陷和线性缺陷;(2)从缺陷的三维尺寸分为面状缺陷和体积型缺陷;(3)从缺陷产生原因分为气孔、夹渣、未熔合、未焊透、裂纹、过熔透和咬边。通常按照缺陷性质进行分类,各种缺陷的形成原因各不一样,气孔主要是因为焊接材料含有水分和坡口内含有锈蚀或水分造成的;夹渣是由于焊接前坡口清洁不良或焊接过程中的氧化皮未清洁干净,或焊接参数不正确或根部未清理,导致熔池内的夹渣无法流出造成的;未熔合是由于焊接能量过低或母材未预热导致的;未焊透是由于焊接能量过小或钝边过大或坡口间隙过小造成的;裂纹是由于焊接应力过大或未正确消除应力产生的,过熔透是热输入量过高、或根部间隙过大造成的,咬边是热输入量过大导致的。[b]4.缺陷性质的判定[/b]在此主要讨论如何根据从不同缺陷及其不同方向反射回来的信号形状判定缺陷的性质,主要根据缺陷位置、方向、信号形状和扫查方式来判定。[b]气孔[/b]气孔属于体积型缺陷,有时候是单个的,有时候是密集状的,在超声波的显示屏上,该缺陷的信号宽度比较长,斜探头沿着气孔的周围进行环绕扫查,则随着扫查位置的发生变化,此类缺陷信号的高度和位置基本不变,说明信号的高度与扫查的位置是无关的,可以从气孔周围360度方向都可以检测发现此缺陷,由于气孔一般是圆形的,当超声波到达气孔时会产生散射衰减,根据反射原理,只有少量的超声波信号才能返回探头,并被接收探头接收,所以气孔类的缺陷信号高度比较低,如图1所示。[align=center][img=,552,198]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271429158417_9800_2883703_3.jpg!w552x198.jpg[/img][/align][align=left][b]未焊透[/b][/align][align=left]不论是哪种类型的坡口,此类缺陷产生于焊接接头的根部,有一定宽度和高度,从焊缝两侧进行超声波斜探头扫查,在显示屏的同一位置出现高度基本相同的信号,同时底波消失,尽管水平距离基本一致,但此时在两个位置(如图2中的1和2位置)扫查时探头距离焊缝中心线都有一定的距离,信号水平位置不重叠,探头沿着焊缝长度方向进行扫查时信号高度不变(除探头位于缺陷端头部位),如果探头做旋转扫查或环绕扫查,则信号高度会迅速下降,判定此类信号的最大困难在于信号的位置几乎靠近底波位置,通常把缺陷信号误认为底波信号,所以当仪器的水平线性存在误差、探头的角度测量有误差时,会容易发生误判。如果焊接接头形式是T型接头,则从翼板背面用直探头(一般用双晶直探头)扫查,则容易发现此类缺陷。[/align][align=center][img=,593,185]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271432096177_7473_2883703_3.jpg!w593x185.jpg[/img][/align][align=left][b]根部未融合[/b][/align][align=left]不论是单V型还是V型坡口的根部未熔合,从有缺陷一侧的焊缝侧进行斜探头一次波扫查,发现此类缺陷的信号高度比较高,形状比较尖锐,同时此侧的底波信号比较低,探头做旋转扫查时,缺陷信号的高度下降的比较快,探头沿着焊缝长度方向做平行扫查时,缺陷信号的高度几乎无任何变化,从焊缝另一侧扫查,往往无法发现缺陷信号,底波信号的高度比在缺陷侧扫查时高,如图3所示。如果是X型坡口或K型坡口,则可以采用串列式扫查,则更容易发现此类缺陷。[/align][align=center][img=,585,164]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271433237387_8819_2883703_3.jpg!w585x164.jpg[/img][/align][align=left][b]坡口未融合[/b][/align][align=center]坡口面出现的未熔合类缺陷,用斜探头检测时需要考虑坡口的角度,比如60度的V型坡口,根据三角函数关系和反射原理,需要采用60度的斜探头扫查,当从焊缝的缺陷侧进行一次波扫查时,无法发现缺陷信号,二次波扫查时缺陷信号高度比较高,信号的水平位置也正好在坡口位置,如果从焊缝另一侧进行一次波扫查,同样可以发现此类信号,也比较容易发现,从两侧扫超时缺陷信号的水平位置和深度位置都在焊缝的同一位置,如图4所示。沿着焊缝长度方向扫查缺陷时,信号高度基本一致,当斜探头做旋转或者环绕扫查时,波高迅速降低。[/align][align=center][img=,363,159]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271434366787_4268_2883703_3.jpg!w363x159.jpg[/img][/align][align=left][b]层间未熔合[/b][/align][align=left]所谓的层间未熔合是指相邻两层焊道之间形成的焊缝金属之间的未熔合,此类缺陷往往与母材表面平行,根据坡口未熔合类缺陷检测原理分析一样,选择探头时首先必须选择尽可能与缺陷垂直角度的斜探头,所以尽可能选择角度较大的探头,比如70度斜探头,此类缺陷的检测信号基本与其它未熔合类缺陷检测的信号变化一致,但从焊缝两侧扫查时信号高度基本一致。[/align][align=left][b]根部裂纹[/b][/align][align=left]根部裂纹的形状和方向不规则,从焊缝侧进行一次波扫查时缺陷的信号比较高,另一侧的信号相对较低,由于裂纹的形状通常是锯齿状的,所以缺陷信号有多个高度不一的波峰,探头做旋转扫查时信号波峰此起彼伏,沿着焊缝方向扫查也是一样,信号的波峰随着探头的移动不时变化,如图5所示。[/align][align=center][img=,573,176]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271435373257_2654_2883703_3.jpg!w573x176.jpg[/img][/align][align=left][b]坡口裂纹[/b][/align][align=left]坡口裂纹的探头选择和扫查方式与坡口未熔合一致,往往也只能从裂纹侧才能发现此类信号,但是裂纹的形状与根部裂纹的相同。[/align][align=left][b]焊缝中心裂纹[/b][/align][align=left]焊缝中心裂纹可以从焊缝两侧都能发现,通常采用大角度探头比较容易发现,可以用一次波或二次波进行扫查,从两侧扫查的高度基本一致,信号位置和深度也相同,其它特征是裂纹类缺陷的共性,也可以通过串列式方式扫查。[/align][align=left][b]焊址裂纹[/b][/align][align=left]焊址裂纹出现在焊缝焊址处,往往从焊缝表面可以通过肉眼看见,或借助磁粉检测和渗透检测的方式容易发现,如果焊址裂纹有一定深度,也可以通过超声波检测到,通常是由于探头前沿长度原因,妨碍一次波扫查,所以往往用二次波扫查比较容易发现。[/align][align=left][b]根部咬边[/b][/align][align=left]根部咬边通常用外观检测方法容易发现,但有时候单面坡口焊缝,也就是属于单面焊接双面成型的焊缝,此类焊缝的根部由于结构件形状和几何形状的原因,人员无法接近,不能用直接或间接的目视检测方法检测,需要采用超声检测的方法,此类信号往往采用一次波检测就可以发现缺陷,只能从缺陷侧发现此类信号,缺陷信号出现在底波信号前面,缺陷信号振幅大小取决于咬边的严重程度,即很可能是相对低的信号,也可能是高的信号。然而,与咬边回波一起出现的还有来自根部焊道的信号(见图6)。如果咬边仅是想显示在图中的焊缝一侧那样,从另一面检测根部区域,很可能通常只能观察到正常的根部焊道的反射。[/align][align=center][img=,574,160]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271436510448_7727_2883703_3.jpg!w574x160.jpg[/img][/align][align=left][b]过熔透[/b][/align][align=left]过熔透是出现在单面焊缝的根部,是由于间隙过大或热输入量过大造成的,属于外观缺陷,由于受工件或产品的几何形状和结构尺寸限制,无法接近,则可以直接用直探头检测,容易发现缺陷,否则需要借助斜探头扫查,采用较小角度的探头比较好,可以从焊缝两侧发现此类信号,但信号的水平位置出现在扫查面的另一侧,也就是来自两侧的缺陷信号的水平位置不在同一位置,信号深度位置大于母材厚度,同时底波消失,如图7所示。[/align][align=center][img=,578,191]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271437405558_3661_2883703_3.jpg!w578x191.jpg[/img][/align][align=left][b]根部内凹[/b][/align][align=left]扫查方式类似于过熔透的缺陷检测,也可以从焊缝两侧通过一次波扫查到此类缺陷信号,来自两侧的信号高度基本一致,比较低,但深度位置小于母材厚度,同时底波消失,信号的水平位置出现在扫查侧,如图8所示。[/align][align=center][img=,567,172]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271438335168_6202_2883703_3.jpg!w567x172.jpg[/img][/align][align=left][b]夹渣[/b][/align][align=left]夹渣是体积形缺陷,可以从所有能检测的位置和方向都能检测到。信号包含多个波峰,信号形状比较钝,菠萝装,旋转探头时,当信号的后沿升高时,信号的的前沿下降,反之亦然,可以采用一次波或二次波检测,探头做环绕扫查,也可以发现缺陷信号,图9所示。[/align][align=center][img=,440,147]http://ng1.17img.cn/bbsfiles/images/2018/07/201807271439203928_8127_2883703_3.jpg!w440x147.jpg[/img][/align][align=left][b]5.结论[/b][/align][align=left]综上所述,判定缺陷性质的基本原则是:首先需要根据相关标准、程序文件、焊缝特性、产品结构尺寸和个人经验选择好探头的种类,包括探头角度、晶片尺寸、频率,其次,尽可能采用声束方向与缺陷方向基本垂直的方式扫查,缺陷信号必须最高时才能判定缺陷位置和性质,每个缺陷的信号都不一样,需要仔细研究,不断总结经验,超声检测人员通过近一年的研究和实践,完全可以判定各种类型焊缝中的缺陷性质。[/align][align=left][b]参考文献:[/b][/align][align=left]《美国无损检测手册-超声篇》:2010;[/align][align=left] ISO23279:2010-Non-destructive testing of welds —Ultrasonic testing —Characterization of indications in welds[/align][align=left][/align]
深圳材料表面分析检测中心缺陷分析服务:1、微观形貌观察 2、杂质、残留物成分分析使用设备:1、扫描电子显微镜(SEM) 2、能量色散谱(EDS)价格:1、300元/样(提供5张照片) 2、350元/样电话:0755-25594781 白帆中心网址:http://www.sz863.comMSN:slevin.van@gmail.com










 我要推广仪器
我要推广仪器
 下载APP
下载APP



