推荐厂家
暂无
暂无
 银牌7年
银牌7年
 400-860-5168转4072
400-860-5168转4072
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 400-860-5168转1375
留言咨询
400-860-5168转1375
留言咨询
 留言咨询
留言咨询
 400-860-5168转4314
留言咨询
400-860-5168转4314
留言咨询






齿轮测量仪器,它不仅包括检测各种齿轮的仪器,也将检测蜗轮、蜗杆、齿轮刀具、传动链的仪器附属在其中。齿轮种类繁多,几何形状复杂,表征其误差的参数众多。所以,齿轮量仪的品种也很多。齿轮测量技术及其仪器的研究已有近百年的历史,有6件标志性事件: 1.1923年,德国Zeiss公司在世界上首次研究成功一种称为"Toooth Surface Tester"的仪器。在此基础上经过改进,Zeiss于1925年推出了实用性仪器,并投放市场。该仪器的长度基准采用了光学玻璃线纹尺,其线距为1微米。该仪器的问世,标志着齿轮精密测量的开始,在我国得到广泛使用的VG450就是该仪器的改进型。 2.50年代初,机械展成式万能螺旋线标准仪的出现,标志着全面控制齿轮质量成为现实。 3.1965年,英国的R·Munro博士研制成功光栅式单啮仪,标志着高精度测量齿轮动态性能成为可能。 4.1970年,中国工程技术人员研制开发的齿轮整体误差测量技术,标志着运动几何法测量齿轮的开始。 5.1970年,美国Fellow公司在芝加哥博览会展出Microlog50,标志着数控齿轮测量中心的开始。 6.80年代末,日本大阪精机推出了基于光学全息原理的非接触齿面分析机PS-35,标志着齿轮非接触测量法的开始。
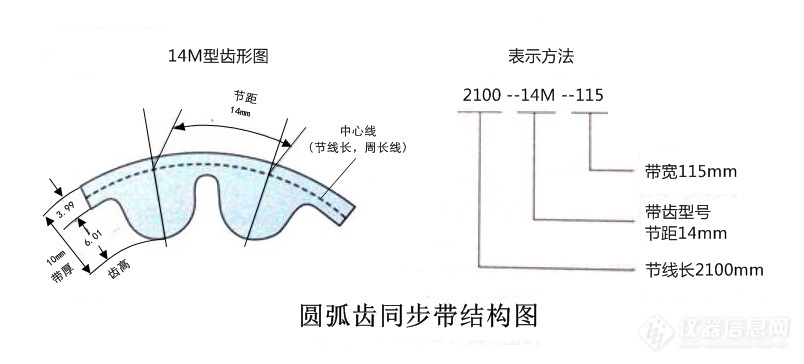
由于长期使用或环境不好,有些仪器内部皮带老化,出现齿牙脱落、筋线断掉、带基断裂等情况,造成仪器不能正常工作。就需要维修更换新皮带。在仪器中,使用的皮带,以传动精确、力矩大、不打滑的同步传送皮带居多。往往找厂家维修或订购一根皮带(特别是一些国外厂商),价格高得让人吃惊和难于接受,花费时间还不短。其实,只要掌握了相关知识,自己更换不会是一件难事。 作为使用者,我们只需要了解同步带部分知识,能够顺利换好皮带即可。[b]一、同步皮带相关知识[/b]1、基本概念材质:有聚氨脂(平常讲的牛筋)、橡胶,中间有纤维加强筋、钢丝加强筋等。有的皮带表面还有特殊涂层。节距:是指皮带相邻两个齿中心线的距离。周长:是指皮带的节线长,将皮带截断放平,其长度就是节线长。宽度:工业上,皮带宽度是可以根据客户的要求,进行裁割的。如果使用定型产品,就只能在标准宽度范围内选用。2、分类从类型方面看,同步带齿有梯形齿和圆弧齿两类。2-1 梯形齿同步带分为七种:MXL(最轻型),XXL(超轻型),XL(特轻型),L(轻型),H(重型),XH(特重型),XXH(超重型)。另外,有特殊梯形齿同步带:T2.5(最轻型),T5(轻型),T10(重型),T20(最重型)。还有标示AT5,AT10,AT20,AT型的特殊梯形齿同步带。AT型的齿型跟T型的差别是:AT型底部为圆弧齿,T型为全梯形齿,相对来说AT齿型接触更紧密、传动更精密一点,传动间隙小,噪声也小。2-2 弧齿同步带分为:圆弧齿同步带,圆弧齿同步带传动精度高,噪音小。有HTD3M(3M),HTD5M(5M),HTD8M(8M),HTD14M(14M)等。还有S3M,S5M,S8M等型号,在齿牙上接近梯形齿一些。8YU同步带,半圆弧齿同步带,适合高速传动,高扭矩,传动速度可达1000rpm/min,一般用于医疗设备。修正圆弧齿同步带,齿形为兔齿牙,有RP P5M,RP P8M等,这种同步带转弯效果好,适合高速传动,一般用于机械手设备。2-3 同步带表示同步带有IS0(英制)和公制两种表示。更换时,应予以注意。同步带结构见下图(以圆弧齿型同步带为例):[img=,690,312]https://ng1.17img.cn/bbsfiles/images/2019/08/201908301318179365_2392_1807987_3.jpg!w690x312.jpg[/img]圆弧齿同步带参数含义:120 5M 020,这是公制表示齿形型号 5M节距 5mm节线长 120mm宽度 20mm梯形齿同步带参数含义:120 XL 037,这是ISO(英制)表示齿形型号 XL节距 5.08mm节线长 12*25.4=304.8mm宽度 0.37*25.4=9.4mm更多细节请参阅本文后附:同步带常用型号技术参数(摘自网上)[b]二、更换新皮带注意要点[/b]1、同型号更换这是最简单的。只要知道原皮带型号,对号入座向厂商订购或到本地生资市场、网上购买,换上就行了。但往往向厂商订购的价格不菲,生资市场及网上又没有直接对应的型号。就需要耐心寻找,进行选型配对。2、代用皮带更换这是最经济实惠的。根据原皮带型号,查出结构、材质、尺寸,或直接测量出皮带尺寸、分辨清楚材质,然后到生资市场及网上选购、切割或订制。对于一些型号较偏的皮带,定制的价格不低,但比起向国外厂商订购也便宜不少。3、选购同步带时,注意外表面整洁、带齿饱满、没有扭曲变形。在运输或保管时,严禁死角折叠、划伤皮带。4、更换同步带时,必须使皮带的张力降低后再取下,严禁在有高张力的情况下,使用非专业工具将同步带硬撬下来。否则,会损坏铝制的带轮或其它机械传动结构。仪器的同步带机构,一般允许有一定长度范围调节,在没有周长尺寸相同产品的情况下,可以选择长一点或短一点的皮带。[b]三、实例[/b]一台车间使用的6杯溶出度仪,不能工作了。拆开检查,是驱动同步皮带老化断裂。测量数据后,购买皮带更换,及时恢复工作。拆开机器观察,上层的主动力皮带老化、有剥落现象,下层的转速反馈驱动皮带已经完全崩溃(化验员反映:停机前,速度就不稳定、难于控制。这个就是故障的根源):[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2019/08/201908301318208475_2807_1807987_3.jpg!w690x517.jpg[/img]该两根皮带的材质为聚氨酯,经测量数据(旧皮带有一定误差),梯形,节距5mm,周长分别为407mm和280mm,宽度15mm。选择尺寸最接近的橡胶同步皮带,型号XL,节距(5.08mm),周长(节线长)分别为160(406.4mm)和110(279.4mm),即160XL 15、110XL 15。[img=,690,240]https://ng1.17img.cn/bbsfiles/images/2019/08/201908301318209580_5606_1807987_3.jpg!w690x240.jpg[/img]安装上去,完全适合。开机正常,速度调节控制功能也正常:[img=,690,517]https://ng1.17img.cn/bbsfiles/images/2019/08/201908301318230750_5451_1807987_3.jpg!w690x517.jpg[/img][b]结束语:[/b]仪器传动皮带损坏后,需要查维修工作手册,确定型号。但许多仪器没有这方面的资料。只有依靠测量残存的皮带或测量带轮、及传动机构距离,来确定皮带的尺寸。在选择代用皮带时,对一些精密仪器或传递动力功率较大的皮带,要注意皮带的细节对比,确保更换成功,经久耐用。[align=center] [/align]附:常用型号技术参数(摘自网上)[img=,690,1325]https://ng1.17img.cn/bbsfiles/images/2019/08/201908301318273495_6026_1807987_3.jpg!w690x1325.jpg[/img]
汽车齿轮在线快速检测与分选技术是目前我国汽车齿轮制造业高节拍检测领域内的重要环节,汽车齿轮在线测量仪不仅可进行汽车齿轮生产的快速100%(15 秒╱件)的检测,而且可以根据误差统计分析的结果,实现工艺诊断,从而提高齿轮的制造水平。仪器综合了光、机、电及计算机的综合测量技术,并在测量原理方面进行了探索研究,并取得了一定的技术突破!目前在汽车齿轮测量技术领域,国内生产的齿轮测量仪器主要用于计量室、计量站,自动化程度低、测量速度慢、品种欠缺、对使用环境有较高的要求,难以适应车间现场使用。齿轮测量中心达到上世纪国外八十年代末、九十年代初的水平,但不能适应汽车齿轮生产的快速节拍,难以实现完全的检测和分选。随着对汽车齿轮质量要求的不断提高,实现在线100% 快速检测和分选,已成为发展的必然趋势。









 我要推广仪器
我要推广仪器
 下载APP
下载APP