推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-860-5168转1200
留言咨询
400-860-5168转1200
留言咨询
 留言咨询
留言咨询
 留言咨询
留言咨询



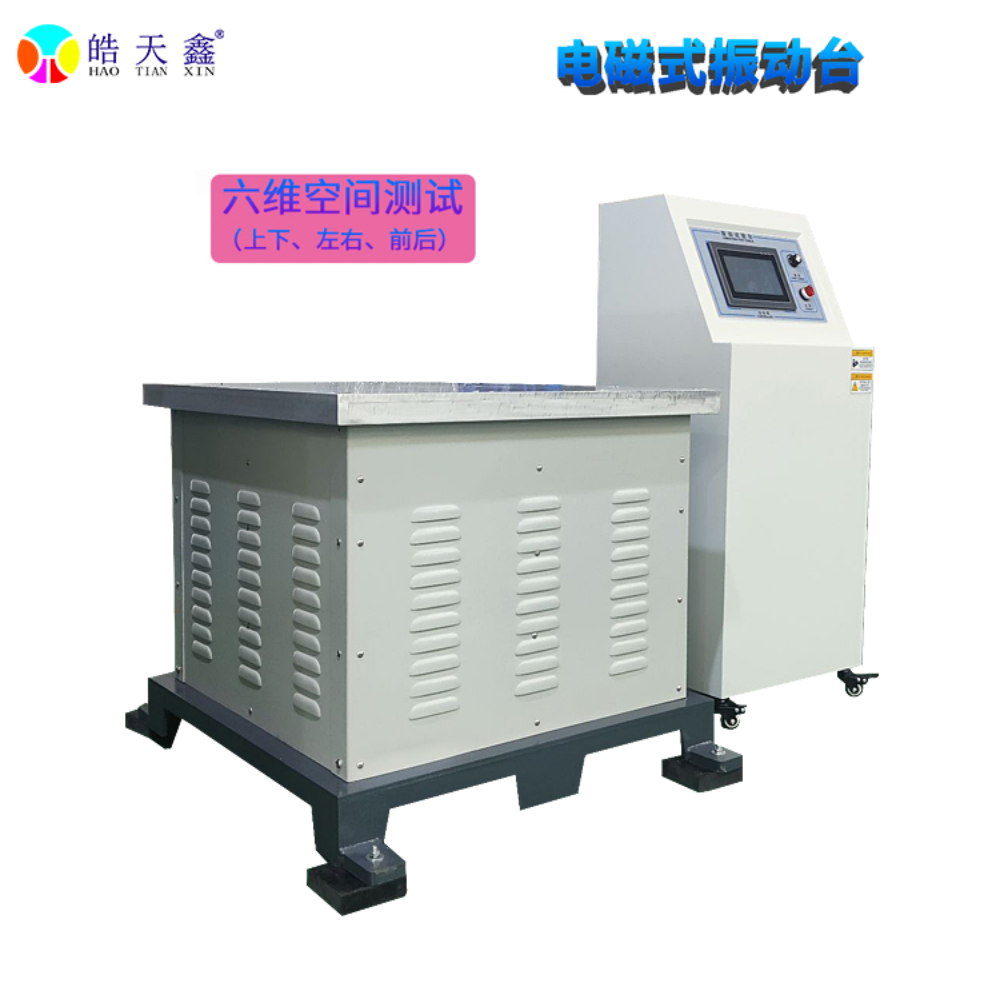
一、电磁式振动试验机送电前安全注意事项 1.所选用电源电压必须与振动台输入电压规格相同 2.台体及控制箱外盒为接地端子,请务必将其正确接地,以确保安全。 3.电源与控制箱及台体之间请不要安装其他控制(除经本司认可)用来控制的启动或停止,否则,会影响电磁式振动试验机的使用寿命。 4.搬运控制箱及台体时,请勿直接任意提取,应该由控制箱及台体底座搬运,以防避免掉落,造成人员受伤或损坏。 5.请将控制箱及台体安装于金属类等不燃材料上,以防发生火灾。请选择安全的区域来安装,防止高温及日光直接照射,避免湿气和水滴。 6.请防止小孩或无关人员接近控制箱及台体 7.本振动台只能用在本公司所认可的场合,未经认可的使用环境可能导致火灾、气爆、感电等事故。 8.若多台控制箱安装在同一控制柜内,请外加散热风扇,使箱内温度低于50°C,以防止过热或火灾等发生。 9.请确认切断电源后,再拆卸或装入操作键盘,并固定振动台,以免接触不良,造成操作器故障或不显示。 10.请不要把电磁式振动试验机安装在含有爆炸性气体的环境里,否则有引发爆炸的危险。 11.在海拔超过2000米的地区,变频器散热效果变差,请降档使用。 12.输出侧请不要安装接触器及有关电容或压敏电阻等器件,否则会引起振动台故障及器件损坏。 二、送电中危险事项 1.送电中绝不可插拔振动台上的连接器(CONNECTOR)以避免控制主板因插拔所产生突波进入,造成振动台损坏。 2.送电前请置放好振动台,以防触电,造成人身伤害。 三、运转中危险事项 1.振动台运转中严禁将连接线或开关投入或切离,否则会造成变频器过电流跳脱,甚至将振动器主回路烧毁。 2.振动台送电中请勿移动,以防止感电受伤。 3.在开启故障再启动功能时,振动台在运转停止前,请勿靠近机器,以免发生意外。 4.振动台运转中请勿检查电路板上的信号,以免发生危险。 5.振动台出厂时均已调整设定,请不要任意加以调整,按所需功能适当调整。 6.振动台底过50Hz以上频率运行时,请务必考虑振动、嗓音电机轴承及机械装置所允许的碰撞范围。
[align=center][size=24px]仪器现场有振动该如何应对[/size][size=20px][/size][/align] [size=18px]对于分析仪器来说,抗振动影响也是评估仪器可靠性重要因数之一。通常情况下,振动分为两种,一种是运输振动,第二种是使用环境振动。不管那一种,只要对仪器产生了影响,那仪器的功能、性能指标势必就会下降,仪器正常使用可能就会受到影响。 运输振动,是考验仪器在运输过程中,能否抗住由于车辆、道路、仪器包装(包括包装物,分包装物材料,包装物结构设计,随机辅料包装的位置,整体包装情况等)、装车情况、行驶状况(包括行驶速度、拐弯情况、加速、减速情况等)、运输时长、中间是否换车等因数引起的影响。运输过程中不确定因数较多,仪器所承受振动的复杂程度可能也是复杂多变的。这些振动有时会使仪器连接部件,尤其是螺丝、螺帽、电路接插件等松动、脱落,某些部件变形,甚至还会使一些易碎件碎裂或损坏等。从而影响仪器的功能、性能及正常使用状态等。 使用环境振动,是考验仪器在振动的环境中,能否正常使用。比如车上(车载仪器,汽车、火车等)、船上(船载仪器)、飞机上、污染源烟筒上、检测平台上、路边站房里、山顶、屋顶风口处、工作场所附近有振动源等振动环境下使用的仪器,都有受环境振动影响的可能性。这个振动可能会影响到仪器传感器、光路、信号处理等部件的功能或性能,严重时也会造成某些部件的损坏或缩短使用寿命,影响仪器的检测结果和检测效果等使用情况。 仪器抗振动要求,在很多标准里都有要求,比如《GB/T 11606-2007 分析仪器环境试验方法》、《DNV-CG-0339 电气、电子和可编程设备及系统的环境试验规范(船级社指南)》等中都有具体要求和模拟测试方法,其中测试涉及的参数有振动频率、振动振幅、频率变化速率、振幅加速度、振动时间、振动方向等。这就需要仪器在设计和生产端,针对不同应用场所,对仪器有针对性设计和生产控制等措施,确保仪器能满足像在振动环境下运输和使用要求。[/size]
[font=微软雅黑]回转式空气预热器[/font][font=微软雅黑]50%左右[/font][font=微软雅黑]是焊接结构件,[/font][font=微软雅黑]是将钢板、型材和管子等金属材料通过划线、下料、压制、卷板、弯曲装配、和焊接等加工手段,成为所需要金属构件。有大量的焊接件需要去应力处理,过去生产商常采用热时效去应力,成本高、周期长。现引进振动时效新工艺,需要对[/font][url=http://www.jhvsr.com/html/cpzx/xcylsb/zdsx/][u][font=微软雅黑][color=#0000ff][font=微软雅黑]振动时效[/font][/color][/font][/u][/url][font=微软雅黑]新工艺进行效果验证,[/font][font=微软雅黑]本文以空气预热器扇形板为试件,对扇形板振动时效前、后进行残余应力测试比较,验证振动时效工艺效果。[/font][b][font=微软雅黑]振动时效的工艺过程[/font][/b][font=微软雅黑]第一步:准备过程,首先用弹性橡胶垫将要时效处理的工件在其节线附近支撑起来,并用弓形卡具将激振器卡紧在工件振动时的波峰处,将传感器用磁座吸紧在工件上,并用专用电缆线将激振器、传感器和控制器连接起来。[/font][font=微软雅黑]第二步:振前扫描,振动时效设备通过扫描自动检测出被时效处理工件的固有共振频率和应该给工件振动能量的大小。[/font][font=微软雅黑]第三步:振动处理过程,振动时效设备以第二步测得参数为依据自动确定出对工件进行振动处理的振动频率,并对工件进行振动时效处理,在处理过程中随时检测振动参数和工件残余应力的变化,当残余应力不再消除时,适时停止处理过程。[/font][font=微软雅黑][font=微软雅黑]第四步:振后扫描,振动处理完毕后,振动时效设备自动对时效处理工件的参数进行再一次检测,以便依据[/font][font=微软雅黑]GB/T25713-2010标准,对振动时效进行判定。[/font][/font][b][font=微软雅黑]残余应力测试[/font][/b][font=微软雅黑][font=微软雅黑]测试方法采用盲孔法,仪器采用聚航科技生产的[/font][font=微软雅黑]JHMK残余应力测试系统,由JHYC静态应变仪和JHZK钻孔装置组成。[/font][/font][table][tr][td][align=center][font=微软雅黑]测点[/font][/align][/td][td][align=center][font=微软雅黑]振前试件[/font][/align][/td][td][align=center][font=微软雅黑]振后试件[/font][/align][/td][td][align=center][font=微软雅黑]应力消除率[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]1[/font][/align][/td][td][align=center][font=微软雅黑]11.49449[/font][/align][/td][td][align=center][font=微软雅黑]7.978014[/font][/align][/td][td][align=center][font=微软雅黑]30.59[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]2[/font][/align][/td][td][align=center][font=微软雅黑]12.0879[/font][/align][/td][td][align=center][font=微软雅黑]5.16483[/font][/align][/td][td][align=center][font=微软雅黑]57.27[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]3[/font][/align][/td][td][align=center][font=微软雅黑]11.1868[/font][/align][/td][td][align=center][font=微软雅黑]7.03296[/font][/align][/td][td][align=center][font=微软雅黑]37.13[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]4[/font][/align][/td][td][align=center][font=微软雅黑]14.02196[/font][/align][/td][td][align=center][font=微软雅黑]7.31867[/font][/align][/td][td][align=center][font=微软雅黑]47.81[/font][/align][/td][/tr][tr][td][align=center][font=微软雅黑]5[/font][/align][/td][td][align=center][font=微软雅黑]15.16482[/font][/align][/td][td][align=center][font=微软雅黑]10.3736[/font][/align][/td][td][align=center][font=微软雅黑]31.59[/font][/align][/td][/tr][/table][font=微软雅黑][font=微软雅黑]从上表中可知,残余应力消除率最大为[/font][font=微软雅黑]57%,最小为30%,满足标准。[/font][/font][b][font=微软雅黑]结论[/font][/b][font=微软雅黑]根据以上试验报告可知,振动时效可明显降低工件的焊接残余应力,同时可使残余应力分布均匀,工件尺寸稳定性好。工件无翘曲变形、氧化、脱碳及硬度下降等缺点。试验达到了工艺要求,可在一定范围内代替热时效。[/font]










 我要推广仪器
我要推广仪器
 下载APP
下载APP