推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
 金牌1年
金牌1年
 400-860-5168转6165
留言咨询
400-860-5168转6165
留言咨询
 400-666-7037
留言咨询
400-666-7037
留言咨询
 400-838-7877
留言咨询
400-838-7877
留言咨询
 400-892-9759
留言咨询
400-892-9759
留言咨询




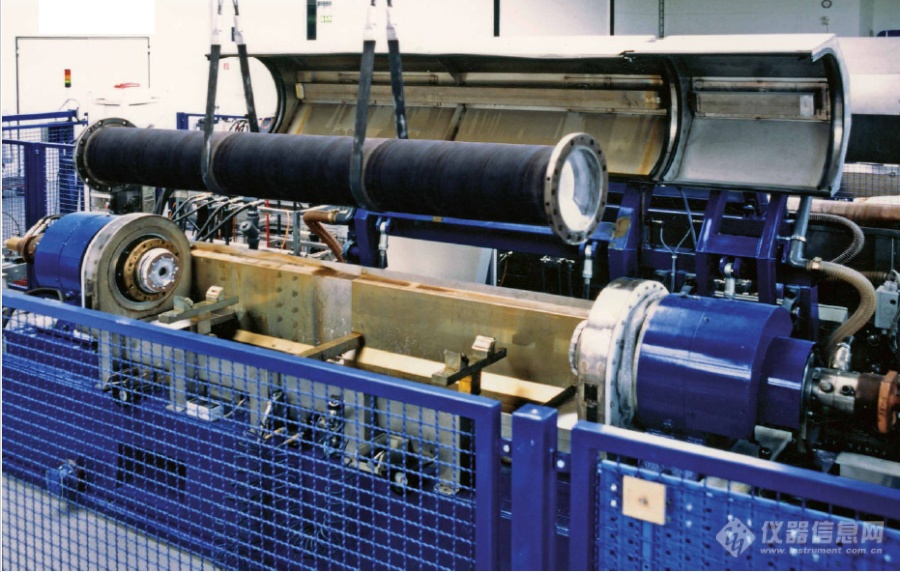
[color=#cc0000]摘要:等离子熔融工艺是目前国际上生产高纯度熔融石英玻璃圆筒最先进的工艺之一,在产品的低羟基浓度、低缺陷浓度、成品率、生产效率和节能环保等方面具有非常突出的优势。本文针对石英玻璃等离子熔融工艺成型设备,设计并提出了一种真空过程实现方案,可进行等离子加热过程中的炉内真空度(气压)实时控制和监测,以满足高纯度熔融石英等离子工艺过程中的不同需要。[/color][hr/][size=18px][color=#cc0000]1.简介[/color][/size] 等离子熔融工艺是目前生产透明和不透明熔融石英空心圆筒坯件最先进的工艺技术,通过此工艺可以一次完成高纯度熔融石英圆筒胚件的制造,在成品率、生产效率和节能环保等方面具有独到的优势。 在等离子熔融工艺过程中,将高纯石英砂注入到旋转炉中,依靠离心力控制成品尺寸。在熔融工艺过程中,旋转炉中的高纯保护气体使得电极间能够激发等离子电弧,所产生的等离子电弧使晶态石英砂熔化为熔融石英。 目前全球唯一采用此独特工艺生产熔融石英空心圆筒的厂家是德国昆希(Qsil)公司,如图 1所示,昆希公司使用这种独有的“一步法”等离子加热熔融工艺生产透明和不透明熔融石英空心圆筒(坯)。[align=center][img=,690,]https://ng1.17img.cn/bbsfiles/images/2020/10/202010262149468212_8828_3384_3.png!w690x438.jpg[/img][/align][align=center][color=#cc0000]图1. 德国昆希(Qsil)公司等离子熔融工艺石英玻璃成型设备[/color][/align] 熔融石英玻璃在生产过程中,熔融态的石英玻璃将发生极其复杂的气体交换现象,此时气体的平衡状态与加热温度、炉内气压、气体在各相中的分压及其在玻璃中的溶解、扩散速度有关。因此,为获得羟基浓度小于50ppm且总缺陷(直径小于20um的气泡和夹杂物)浓度小于50个/立方厘米的高纯度熔融石英玻璃锭,需要根据加热温度选择不同的气体和真空工艺。本文提出了一种真空工艺实现方案,可进行等离子加热过程中的炉内气压实时控制和监测,以满足高纯度熔融石英等离子熔融工艺过程中的各种不同需要。[size=18px][color=#cc0000]2.真空度(气压)控制和监测方案[/color][/size] 与等离子熔融工艺石英玻璃成型设备配套的真空系统框图如图 2所示,可实现成型设备加热桶内的真空度(气压)在0.1~700Torr范围内的精确控制,控制精度可达到±1%以内。 如图2所示,真空系统的设计采用了下游控制模式,也可根据具体工艺情况设计为上游和下游同时控制模式。整个真空系统主要包括气源、进气流量控制装置、真空度探测器、出气流量控制和真空泵等部分。[align=center][color=#cc0000][img=,690,]https://ng1.17img.cn/bbsfiles/images/2020/10/202010262150259848_5706_3384_3.png!w690x345.jpg[/img][/color][/align][align=center][color=#cc0000]图2. 真空系统框图[/color][/align] 来自不同气源的气体通过可控阀门形成单独或混合气体进入歧管,然后通过一组质量流量控制器和针阀来控制进入成型设备的气体流量,由此既能实现设备中的真空度快速控制和避免较大的过冲,又能有效节省某些较昂贵的惰性气体。 成型设备内真空度的形成主要靠真空泵抽取实现,抽取的工艺气体需要先经过滤装置进行处理后再经真空泵排出。 工艺气体的真空度(气压)通过两个不同量程的真空计来进行监测,由此来覆盖整个工艺过程中的真空度控制和测量。 真空度的精确控制采用了一组质量流量控制器、调节阀控制器和阀门,可以实现整个工艺过程中任意真空度设定点和变化斜率的准确控制。 整个真空系统内的传感器、装置以及阀门,采用计算机结合PLC进行数据采集并按照程序设定进行自动控制。[size=18px][color=#cc0000]3.说明[/color][/size] 上述真空系统方案仅为初步的设计框架,并不是一个成熟的技术实施方案,还需要结合实际工艺过程和参数的调试来对真空系统方案进行修改完善。 真空度控制与其他工程参数(如温度、流量等)控制一样,尽管普遍都采用PID控制技术,但对真空度控制而言,则对控制器的测量精度和PID控制算法有很高的要求,而进口配套的控制器往往无法达到满意要求。 另外,如在真空度控制过程中,真空容器中的真空度会发生改变,系统的时间常数 也随之改变,这意味着具有固定控制参数的控制器只能最佳地控制一个压力设定值。如果压力设定值改变,控制器的优化功能将不再得到保证。必须对控制参数进行新的调整,通常是手动进行。

[size=14px][color=#cc0000] 摘要:本文介绍了合肥等离子体所研发的微波等离子高温热处理装置,并针对热处理装置中真空压力精确控制这一关键技术,介绍了上海依阳公司为解决这一关键技术所采用的真空压力下游控制模式及其装置,介绍了引入真空压力控制装置后微波等离子高温热处理过程中的真空压力控制实测结果,实现了等离子体热处理工艺参数的稳定控制,验证了替代进口真空控制装置的有效性。[/color][/size][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][color=#cc0000][b]1. 问题的提出[/b][/color][size=14px] 各种纤维材料做为纤维复合材料的增强体在军用与民用工业领域中发挥着巨大作用,例如碳纤维、陶瓷纤维和玻璃纤维等,而高温热处理是提高这些纤维材料性能的有效手段,通过高温可去除杂质原子,提高主要元素含量,可以得到性能更加优良的纤维材料,因此纤维材料高温热处理的关键是方法与设备。[/size][size=14px] 低温等离子体技术做为一种高温热处理的新型工艺方法,气体在加热或强电磁场作用下电离产生的等离子体可在室温条件下快速达到2000℃以上的高温条件。目前已有研究人员利用高温热等离子体、直流电弧等离子体、射频等离子体等技术对纤维材料进行高温热处理。低温等离子体具有工作气压宽,电子温度高,纯净无污染等优势,且在利用微波等离子体对纤维材料进行高温处理时,可利用某些纤维材料对电磁波吸收以及辐射作用,通过产生的微波等离子体、电磁波以及等离子体产生的光能等多种加热方式,将大量能量作用于纤维材料上,实现快速且有效的高温热处理。同时,通过调节反应条件,可将多种反应处理一次性完成,大大降低生产成本。[/size][size=14px] 中国科学院合肥物质科学研究院等离子体物理研究所对微波等离子体高温热处理工艺进行了大量研究,并取得了突破性进展,在对纤维材料的高温热处理过程中,热处理温度可以在十几秒的时间内从室温快速升高到2000℃以上,研究成果申报了国家发明专利CN110062516A“一种微波等离子体高温热处理丝状材料的装置”,整个热处理装置的原理如图1-1所示。[/size][align=center][size=14px][img=,690,416]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202228157595_5464_3384_3.png!w690x416.jpg[/img][/size][/align][align=center][size=14px][color=#cc0000]图1-1 微波等离子体高温热处理丝状材料的装置原理图[/color][/size][/align][size=14px] 等离子体所研制的这套热处理装置,可通过调节微波功率、真空压力等参数来灵活调节温度区间,可在低气压的情况下获得较高温度,但同时也要求这些参数具有灵活的可调节性和控制稳定性,如为了实现达到设定温度以及温度的稳定性,就需要对热处理装置中的真空压力进行精确控制,这是实现等离子工艺平稳运行的关键技术之一。[/size][size=14px] 为了解决这一关键技术,上海依阳实业有限公司采用新开发的下游真空压力控制装置,为合肥等离子体所的高温热处理装置较好的解决了这一技术难题。[/size][size=14px][b][color=#cc0000]2. 真空压力下游控制模式[/color][/b][/size][size=14px] 针对合肥等离子体所的高温热处理装置,真空腔体内的真空压力采用了下游控制模式,此控制模式的结构如图2-1所示。[/size][align=center][color=#cc0000][size=14px][img=,690,334]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202229013851_5860_3384_3.png!w690x334.jpg[/img][/size][/color][/align][color=#cc0000][/color][align=center][color=#cc0000]图2-1 下游控制模式示意图[/color][/align][size=14px] 具体到图1-1所示的微波等离子体高温热处理丝状材料的装置,采用了频率为2.45GHz的微波源,包括微波源系统和上、下转换波导,上转换波导连接真空泵,下转换波导连接微波源系统和样品腔,上、下转换波导间设有同轴双层等离子体反应腔管,双层等离子体反应腔管包括有同轴设置的外层铜管和内层石英玻璃管,内层石英玻璃管内为等离子体放电腔,外层铜管与内层石英玻璃管之间为冷却腔,外层铜管的两端设有分别设有冷媒进口和出口以形成循环冷却。真空泵、样品腔分别与等离子体放电腔连通,样品腔设有进气管,工作气体及待处理丝状材料由样品腔进气管进入等离子体放电腔。微波源系统采用磁控管微波源,磁控管微波源包括有微波电源、磁控管、三销钉及短路活塞,微波由微波电源发出经磁控管产生,磁控管与下转换波导之间设置有矩形波导,矩形波导安装有三销钉,下转换波导另一端连接有短路活塞,通过调节三销钉和短路活塞,得到匹配状态和传输良好的微波。[/size][size=14px] 丝状材料由样品腔进入内层石英层玻璃管,从两端固定拉直,安装完毕后真空泵抽真空并由进气管向等离子体放电腔通入工作气体。微波源系统产生的微波能量经三销钉和短路活塞调节,通过下转换波导由TE10模转为TEM模传输进入等离子体放电腔,在放电腔管内表面形成表面波,激发工作气体产生高密度微波等离子体作用于待处理丝状材料,同时等离子体发出的光以及部分泄露的微波也被待处理丝状材料吸收,实现多种手段同时加热。双层等离子体反应腔管外围环绕设有磁场组件,外加磁场可调节微波在等离子体中的传播模式,同时可以使得丝状材料更好的重结晶,提高处理后的丝状材料质量。[/size][size=14px] 装置可以通过调节微波功率、工作气压调节温度,变化范围为1000℃至5000℃间,同时得到不同长度的微波等离子体。为了进行工作气压的调节,在真空泵和上转换波导的真空管路之间增加一个数字调节阀。当设定一定的进气速率后,调节阀用来控制装置的出气速率由此来控制工作腔室内的真空度,采用薄膜电容真空计来高精度测量绝对真空度,而调节阀的开度则采用24位高精度控制器进行PID控制。[/size][size=14px][b][color=#cc0000]3. 下游控制模式的特点[/color][/b][/size][size=14px] 如图2-1所示,下游控制模式是一种控制真空系统内部真空压力的方法,其中抽气速度是可变的,通常由真空泵和腔室之间的控制阀实现。[/size][size=14px] 下游控制模式是维持真空系统下游的压力,增加抽速以增加真空度,减少流量以减少真空度,因此,这称为直接作用,这种控制器配置通常称为标准真空压力调节器。[/size][size=14px] 在真空压力下游模式控制期间,控制阀将以特定的速率限制真空泵抽出气体,同时还与控制器通信。如果从控制器接收到不正确的输出电压(意味着压力不正确),控制阀将调整抽气流量。压力过高,控制阀会增大开度来增加抽速,压力过低,控制阀会减小开度来降低抽速。[/size][size=14px] 下游模式具有以下特点:[/size][size=14px] (1)下游模式作为目前最常用的控制模式,通常在各种条件下都能很好地工作;[/size][size=14px] (2)但在下游模式控制过程中,其有效性有时可能会受到“外部”因素的挑战,如入口气体流速的突然变化、等离子体事件的开启或关闭使得温度突变而带来内部真空压力的突变。此外,某些流量和压力的组合会迫使控制阀在等于或超过其预期控制范围的极限的位置上运行。在这种情况下,精确或可重复的压力控制都是不可行的。或者,压力控制可能是可行的,但不是以快速有效的方式,结果造成产品的产量和良率受到影响。[/size][size=14px] (3)在下游模式中,会在更换气体或等待腔室内气体沉降时引起延迟。[/size][size=14px][b][color=#cc0000]4. 下游控制用真空压力控制装置及其控制效果[/color][/b][/size][size=14px] 下游控制模式用的真空压力控制装置包括数字式控制阀和24位高精度控制器。[/size][size=14px][color=#cc0000]4.1. 数字式控制阀[/color][/size][size=14px] 数字式控制阀为上海依阳公司生产的LCV-DS-M8型数字式调节阀,如图4-1所示,其技术指标如下:[/size][size=14px] (1)公称通径:快卸:DN10-DN50、活套:DN10-DN200、螺纹:DN10-DN100。[/size][size=14px] (2)适用范围(Pa):快卸法兰(KF)2×10[sup]?5[/sup]~1.3×10[sup]?-6[/sup]/活套法兰6×10[sup]?5[/sup]~1.3×10[sup]?-6[/sup]。[/size][size=14px] (3)动作范围:0~90°;动作时间:小于7秒。[/size][size=14px] (4)阀门漏率(Pa.L/S):≤1.3×10[sup]?-6[/sup]。[/size][size=14px] (5)适用温度:2℃~90℃。[/size][size=14px] (6)阀体材质:不锈钢304或316L。[/size][size=14px] (7)密封件材质:增强聚四氟乙烯。[/size][size=14px] (8)控制信号:DC 0~10V或4~20mA。[/size][size=14px] (9)电源供电:DC 9~24V。[/size][size=14px] (10)阀体可拆卸清洗。[/size][align=center][color=#cc0000][size=14px][img=,315,400]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202231249739_6263_3384_3.png!w315x400.jpg[/img][/size][/color][/align][color=#cc0000][/color][align=center][color=#cc0000]图4-1 依阳LCV-DS-M8数字式调节阀[/color][/align][size=14px][color=#cc0000]4.2. 真空压力控制器[/color][/size][size=14px] 真空压力控制器为上海依阳公司生产的EYOUNG2021-VCC型真空压力控制器,如图4-2所示,其技术指标如下:[/size][size=14px] (1)控制周期:50ms/100ms。[/size][size=14px] (2)测量精度:0.1%FS(采用24位AD)。[/size][size=14px] (3)采样速率:20Hz/10Hz。[/size][size=14px] (4)控制输出:直流0~10V、4-20mA和固态继电器。[/size][size=14px] (5)控制程序:支持9条控制程序,每条程序可设定24段程序曲线。[/size][size=14px] (6)PID参数:20组分组PID和分组PID限幅,PID自整定。[/size][size=14px] (7)标准MODBUS RTU 通讯协议。两线制RS485。[/size][size=14px] (8)设备供电: 86~260VAC(47~63HZ)/DC24V。[/size][align=center][size=14px][img=,500,500]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202232157970_4559_3384_3.jpg!w500x500.jpg[/img][/size][/align][align=center][size=14px][color=#cc0000]图4-2 依阳24位真空压力控制器[/color][/size][/align][size=14px][b][color=#cc0000]5. 控制效果[/color][/b][/size][size=14px] 安装了真空压力控制装置后的微波等离子体高温热处理系统如图5-1所示。[/size][align=center][size=14px][color=#cc0000][img=,690,395]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202232573625_5179_3384_3.png!w690x395.jpg[/img][/color][/size][/align][size=14px][/size][align=center][color=#cc0000]图5-1 微波等离子体高温热处理系统[/color][/align][size=14px] 在热处理过程中,先开启真空泵和控制阀对样品腔抽真空,并通惰性气体对样品腔进行清洗,然后按照设定流量充入相应的工作气体,并对样品腔内的真空压力进行恒定控制。真空压力恒定后开启等离子源对样品进行热处理,温度控制在2000℃以上,在整个过程中样品腔内的真空压力始终控制在设定值上。整个过程中的真空压力变化如图5-2所示。[/size][align=center][size=14px][color=#cc0000][img=,690,419]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202234216839_5929_3384_3.png!w690x419.jpg[/img][/color][/size][/align][size=14px][/size][align=center][color=#cc0000]图5-2 微波等离子体高温热处理过程中的真空压力变化曲线[/color][/align][size=14px] 为了更好的观察热处理过程中真空压力的变化情况,将图5-2中的温度突变处放大显示,如图5-3所示。[/size][align=center][size=14px][color=#cc0000][img=,690,427]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202234347767_4036_3384_3.png!w690x427.jpg[/img][/color][/size][/align][size=14px][/size][align=center][color=#cc0000]图5-3 微波等离子体高温热处理过程中温度突变时的真空压力变化[/color][/align][size=14px] 从图5-3所示结果可以看出,在300Torr真空压力恒定控制过程中,真空压力的波动非常小,约为0.5%,由此可见调节阀和控制器工作的准确性。[/size][size=14px] 另外,在激发等离子体后样品表面温度在几秒钟内快速上升到2000℃以上,温度快速上升使得腔体内的气体也随之产生快速膨胀而带来内部气压的升高,但控制器反应极快,并控制调节阀的开度快速增大,这反而造成控制越有超调,使得腔体内的气压反而略有下降,但在十几秒种的时间内很快又恒定在了300Torr。由此可见,这种下游控制模式可以很好的响应外部因素突变造成的真空压力变化情况。[/size][size=14px] 上述控制曲线的纵坐标为真空计输出的与真空度对应的电压值,为了对真空度变化有更直观的了解,按照真空计规定的转换公式,将上述纵坐标的电压值换算为真空度值(如Torr),纵坐标换算后的真空压力变化曲线如图54所示,图中还示出了真空计电压信号与气压的转换公式。[/size][size=14px] 同样,将图5-4纵坐标放大,如图5-5所示,可以直观的观察到温度突变时的真空压力变化情况。从图5-4中的转换公式可以看出,由于存在指数关系,纵坐标转换后的真空压力波动度为6.7%左右。如果采用线性化的薄膜电容式真空计,即真空计的真空压力测量值与电压信号输出值为线性关系,这种现象将不再存在。[/size][align=center][color=#cc0000][size=14px][img=,690,423]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202236297989_3820_3384_3.png!w690x423.jpg[/img][/size][/color][/align][color=#cc0000][/color][align=center][color=#cc0000]图5-4 高温热处理过程中温度突变时的真空压力变化(纵坐标为Torr)[/color][/align][align=center][size=14px][img=,690,421]https://ng1.17img.cn/bbsfiles/images/2021/05/202105202236397212_4575_3384_3.png!w690x421.jpg[/img][/size][/align][size=14px][/size][align=center][color=#cc0000]图5-5 高温热处理过程中温度突变时的真空压力变化(纵坐标为Torr)[/color][/align][size=14px][b][color=#cc0000]6. 总结[/color][/b][/size][size=14px] 综上所述,采用了完全国产化的数字式调节阀和高精度控制器,完美验证了真空压力下游控制方式的可靠性和准确性,同时还充分保证了微波等离子体热处理过程中的温度调节、温度稳定性和均温区长度等工艺参数,为微波等离子体热处理工艺的推广应用提供了技术保障。另外,这也是替代真空控制系统进口产品的一次成功尝试。[/size][size=14px] [/size][size=14px][/size][align=center]=======================================================================[/align][size=14px][/size][size=14px][/size]

[color=#990000]摘要:针对各种微纳卫星电热等离子体微推进器,以口袋火箭这种工作在0.1~10torr低气压范围内的微推进器为例,分析了不同工质气体和不同低气压对羽流特征所产生的影响,说明了低气压精确控制的重要性。关于推进器低气压精确控制这一技术问题,本文详细介绍了具体实施方法,进行了考核试验,试验结果证明低气压控制波动度可以达到±1%以内。最终本文对测试方法进行了优化,提出了更实用化的全量程低气压精确控制技术方案。[/color][align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align][size=18px][color=#990000] 一、问题的提出[/color][/size]近年来,随着微纳卫星(NanoSat)的快速发展,对小体积、轻质量、低成本和高效率的微推进器提出了迫切需求,由此需要开展推进器的等离子体羽流特征等物理性能的测试评价研究。等离子羽流特征会受到工质气体和环境气压的明显影响,以国外口袋火箭羽流性能测试为例分析低气压精确控制的必要性和重要性。口袋火箭(Pocket Rocket)作为一种微纳卫星应用中的典型代表,是一种电热式射频等离子体推进器,可实现μN~mN 量级的推力。口袋火箭因其体积小且采用电容性射频放电,可在小功率条件下获得高密度等离子体射流,且重量轻、成本低、推力小、比冲大,能以阵列形式工作,特别适合配备微纳卫星和长期提供动力。如图1所示,卧式真空仓为口袋火箭等离子体羽流特征的测试提供低气压环境。该真空仓是一个多功能低气压环境模拟试验腔体,可集成多种试验设备用于各种等离子推进器的性能测试评价。[align=center][color=#990000][img=低气压控制,690,517]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300957211181_7104_3384_3.jpg!w690x517.jpg[/img][/color][/align][align=center][color=#990000]图1 WOMBAT推进器试验装置[/color][/align][align=left][/align][align=left]如图2所示,为了形成低气压环境,真空仓配备有分子泵、机械泵、电离真空计和电容压力计,真空仓能够达到0.93mPa 的基准真空度。测试中的气体工质通常采用氮气和氩气。[/align][align=right][/align][align=center][color=#990000][img=低气压控制,690,295]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300957469237_3688_3384_3.jpg!w690x295.jpg[/img][/color][/align][align=center][color=#990000]图2 WOMBAT推进器试验装置结构示意图[/color][/align]在射频电源功率和频率分别为20W和13.56MHz条件下,并在不同低气压下对口袋火箭的羽流特性进行了测试,图3是不同工质气体在不同气压下出射等离子体羽流的实验照片。其中图a为约1.5torr低压氩,图b为约4.0torr高压氩,图c为约1.0torr低压氮,图d为约7.0torr高压氮。从图中可以看出,在高气压下氮气和氩气的羽流均呈一定的锥角扩散,而低气压下均为准直射光束,但这些特征对于产生推力的影响尚不清楚,还需要进一步研究。[align=center][color=#990000][img=低气压控制,690,500]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300957590245_7203_3384_3.jpg!w690x500.jpg[/img][/color][/align][align=center][color=#990000]图3 不同工质气体和不同气压下电热等离子体微推进器膨胀羽流的数字图像[/color][/align]综上所述,不同工质气体和不同低气压会对羽流特征产生明显影响,口袋火箭这种微推进器工作在0.1~10torr的低气压范围内,在此范围内测试评价羽流特性就需要对低气压进行精确控制。本文将针对低气压控制,详细介绍具体实施方法,并对实施方法进行试验考核,最终对实施方法进行优化,提出了低气压全量程的精确控制技术方案。[size=18px][color=#990000]二、低气压精确控制方法和试验考核[/color][/size]所谓低气压,一般是指低于1个标准大气压的绝对压力,范围为0.1~760torr,准确测量低气压目前普遍采用的是电容压力计,通常会采用10torr和1000torr两个不同量程的电容压力计来覆盖整个低气压范围的测量。通常,模拟试验装置真空仓需要通过进气和排气方式进行低气压控制,根据气流方向,一般将进气端定义为上游,真空泵排气端定义为下游。依据控制精度一般采用上游和下游两种控制模式,由此来实现不同量程(10torr和1000torr)的低气压准确控制。如图4所示,上游模式是维持上游压力和出气口流量,通过调节进气口流量控制仓室压力。[align=center][color=#990000][img=低气压控制,400,421]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300958123451_6159_3384_3.jpg!w400x421.jpg[/img][/color][/align][align=center][color=#990000]图4 低气压上游控制模式[/color][/align]如图5所示,下游模式是维持上游压力和进气口流量,通过调节排气口流量控制仓室压力。[align=center][color=#990000][img=低气压控制,450,393]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300958232096_7296_3384_3.jpg!w450x393.jpg[/img][/color][/align][align=center][color=#990000]图5 低气压下游控制模式[/color][/align]针对上述两种控制模式,分别采用1torr和1000torr两只电容压力计和24位高精度压力控制器进行了考核试验,试验装置如图6和图7所示。[align=center][color=#990000][img=低气压控制,690,464]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300958322992_8227_3384_3.jpg!w690x464.jpg[/img][/color][/align][align=center][color=#990000]图6 低气压上游控制模式考核试验装置[/color][/align][align=center][color=#990000][/color][/align][align=center][color=#990000][img=低气压控制,690,426]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300958424109_3718_3384_3.jpg!w690x426.jpg[/img][/color][/align][align=center][color=#990000]图7 低气压下游控制模式考核试验装置[/color][/align]在上游模式试验过程中,首先开启真空泵后使其全速抽气,然后在 68Pa 左右对控制器进行 PID参数自整定。自整定完成后,分别对 12、27、40、53、67、80、93 和 107Pa共8个设定点进行了控制,整个控制过程中的气压变化如图8所示。[align=center][color=#990000][img=低气压控制,600,363]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300958580425_7569_3384_3.jpg!w690x418.jpg[/img][/color][/align][align=center][color=#990000]图8 上游模式低气压定点控制考核试验曲线[/color][/align]在下游模式试验过程中,首先开启真空泵后使其全速抽气,并将进气阀调节到微量进气的位置,然后在300torr左右对控制器进行PID参数自整定。自整定完成后,分别对 70、 200、 300、450 和 600Torr 共5个设定点进行了控制,整个控制过程中的气压变化如图9 所示。[align=center][color=#990000][img=低气压控制,600,357]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300959162394_4124_3384_3.jpg!w690x411.jpg[/img][/color][/align][align=center][color=#990000]图9 下游模式低气压定点控制考核试验曲线[/color][/align]将上述不同低气压恒定点处的控制效果以波动率来表示,则得到图10和图11所示的整个范围内的波动率分布。从波动率分布图可以看出,在整个低气压的全量程范围内,波动率可以精确控制在±1%范围,在12Pa处出现的较大波动,是因为采用 68Pa处自整定获得的PID参数并不合理,需进行单独的PID参数自整定。[align=center][color=#990000][img=低气压控制,600,337]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300959335886_7215_3384_3.jpg!w690x388.jpg[/img][/color][/align][align=center][color=#990000]图10 上游模式低气压定点控制考核试验曲线[/color][/align][align=center][color=#990000][/color][/align][align=center][color=#990000][img=低气压控制,600,371]https://ng1.17img.cn/bbsfiles/images/2021/12/202112300959557611_9052_3384_3.jpg!w690x427.jpg[/img][/color][/align][align=center][color=#990000]图11 下游模式低气压定点控制考核试验曲线[/color][/align][size=18px][color=#990000]三、全量程低气压精确控制实施方案[/color][/size]从上述气压精确控制方法可以看出,可以根据实际需要选择不同的控制模式,如10torr以下的低气压控制可以选择采用上游模式,10~1000torr范围的高气压控制可以选择采用下游模式。在大多低气压环境模拟试验设备中,特别是针对推进器性能测试需要,需要在整个低气压范围内能实现气压的精确控制,并能实现自动化,因此单独使用或切换上游和下游控制模式并不是最佳选择。为实现低气压全量程范围内的自动化精确控制,我们对上游和下游两种模式进行了集成,提出了双向控制模式的技术方案,整体方案布局如图12所示。[align=center][color=#990000][img=低气压控制,500,407]https://ng1.17img.cn/bbsfiles/images/2021/12/202112301000121162_7843_3384_3.jpg!w500x407.jpg[/img][/color][/align][align=center][color=#990000]图12 低气压全量程双向控制模式技术方案真空系统布局图[/color][/align]在低气压全量程控制过程中,需要采用两只不同测量范围的电容式真空计来进行全量程覆盖,也可以材料一直电容式真空计和一直电离式真空计覆盖更宽的低气压范围。在双向控制模式的技术方案中,对控制器和电动阀门提出了更高要求,主要体现在以下几个方面:(1)要求具有可同时连接两个真空传感器的能力,并可根据低气压测量值在两个真空传感器之间进行切换,实时准确的进行低气压测量和控制。(2)控制器需要具有很高的测量精度,如24位A/D采样精度,以适应不同真空计测量精度的要求,并充分发挥真空计的测量能力。(3)在双向控制模式中,还要求真空压力控制器具有正反向控制功能,即对上游电动针阀用反向控制,对下游电动球阀用反向控制。(4)在双向控制模式中,负责上下游气体流量调节的电动针阀和电动球阀需要交替工作,因此这些电动阀需要具有尽可能快的响应速度,真空仓室越小,气压惰性越小,响应速度要求越快,一般要求是阀门从全闭到全开的时间为2秒以内甚至更低。总之,通过采用上述双向模式的低气压控制方案,特别是采用了新型高性能真空压力控制器和高速电动阀门之后,可以实现低气压全量程的精确控制。[size=18px][color=#990000]四、参考文献[/color][/size][1] Corr C S, Boswell R W. Nonlinear instability dynamics in a high-density, high-beta plasma[J]. Physics of Plasmas, 2009, 16(2): 022308.[2] Greig A, Charles C, Boswell R. Plume characteristics of an electrothermal plasma microthruster[J]. IEEE Transactions on Plasma Science, 2014, 42(10): 2728-2729.[3] Petkovic M, Pollara R. Dual-purpose space simulation facility for plasma thruster and satellite testing[C]//28th Space Simulation Conference. 2014.[align=center]~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~[/align]










 我要推广仪器
我要推广仪器
 下载APP
下载APP