推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询

 400-680-0997
留言咨询
400-680-0997
留言咨询
 400-860-5168转1490
留言咨询
400-860-5168转1490
留言咨询
 400-860-5168转2831
留言咨询
400-860-5168转2831
留言咨询




求助各位朋友,有谁知道以下这个设备是那个生产厂家的,请加我,谢谢非接触式应变位移视频测量仪:一、性能要求1. 非接触式应变位移视频测量分析软件,用于处理摄像机视频图像信息,测量全场应变位移;2. 控制软件配置开放接口,可加配红外热像仪控制节点;3. ★所有测试数据,能够与MTS共享。二、技术参数1. 可测量参数:包括应变、位移、泊松比、拉伸/压缩模量、应力-应变曲线等。2. 仪器专用CCD摄像,象素≥1380x1024,15fps,1394b。3. 专用镜头(6-19mm标距,70mm物距)4. 结构监测镜头焦距50mm,25mm5. 测量间距:不小于500mm6. 标距可调:最小不大于5mm,最大不小于150mm7. 视频扫描频率:不小于100次/秒。8. ★测量位移分辨率:不大于0.05微米(可用MTS检测);9. ★应变分辨率:不小于5个微应变(可用MTS检测)10. 提供数字和模拟信号的输入和输出。模拟输入: 16单/8双通道;分辨率:16位;电压范围:+/-0.2V到+/-10V 模拟输出:通道:2 ;分辨率:16位电压范围:+/-10V 数字输入:通道:4 ;数字输出:通道:4 三、仪器配置1. ★一体化视频测量仪(含主机、摄像机及镜头、视频光源);2. 笔记本电脑: 13’屏;CPU i5;硬盘500G ;内存4G;独显2G;配三脚架。

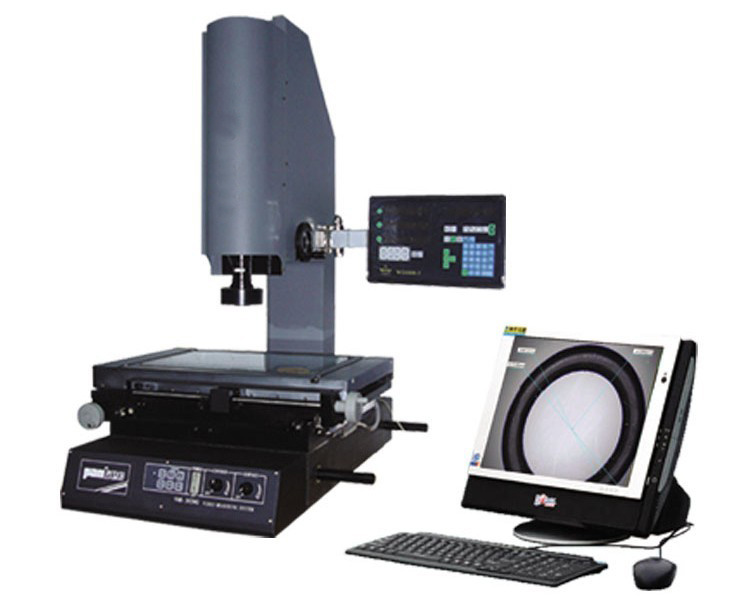
如今三C行业,或者是精密仪器行业,都要求极高精度,我们人为是无法测量0.01以上的精度的,这个时候,问题就来了,我们要如何确保精度质量呢?针对这些需求,市面上推出了很多的测量仪器,有2次元,三次元这这些测量仪已经可以满足很多企业的需求了,但是有些企业的产品,他不仅仅是需要平面尺寸,他甚至还需要测量平整度。这次候就应运而生了一种五次远,这些仪器之间都有些什么区别呢?我们该如何选择适合自己的测量仪器呢?现在就将他们的区别来理一下,也给大家参考一下:现在市场的影像尺寸测量仪,有三次元测量仪、二次元测量仪和测量投影仪。而二次元测量仪跟测量投影仪难以区别,都是光学检测仪器,在结构和原 理上二次元测量仪通常是连接PC电脑上同时连同软件一起进行操作,精度在0.002MM以内,测量投影仪内部是自带微型电脑的,因此不需要再连接电脑,但在精度上却没有二次元测量仪那么精准,影像测量仪精度一般只能达0.01MM以内。三次元测量仪是在二次元测量的基础上加一个超声测量或红外测量探头,用于测量被测物体的厚度以及盲孔深度等,这些往往二次元测量仪无法测量,但三次元测量仪也有一定的缺陷:Ø 测高探头采用接触法测量,无法测量部分表面不 能接触的物体;Ø 探头工作时,需频繁移动座标,检测速度慢;Ø 因探头有一定大小,因些无法测量过小内径的盲孔;Ø 探头因采用接触法测量,而接触面有一 定宽度,当检测凹凸不平表面时,测量值会有较大误差,同时一般测量范围都较小。 光纤同轴位移传感器以非接触方式测量高度和厚度,解决了过去三角测距方式中无法克服的误差问题,因此开发出可以同轴共焦非接触式一键测量的3D轮廓测量设备成为亟待解决的热点问题。 针对现有技术的上述不足,提供五次元测量设备及其测量计算方法,具有可以非接触检测、更高分辨率、检测速率更快、一键式测量、更高精度等优点。五次元测量仪通过采用大理石做为检测平台和基座,可获得更高的稳定性;内置软件的自动分析,可一键式测量,只需按一个启动键,既可完成尺寸测量,使用方便;采有非接触式光谱共焦测量具有快速、高精度、可测微小孔、非接触等优点,可测量Z轴高度,解决测高探头接触对部分产品造成损伤的问题;大市场光学系统可一次拍取整个工件图像,可使检测精度更高,速度更快。并且可以概据客户需要,进行自动化扩展,配合机械手自动上下料,完全可做到无人化,并可进行 SPC 过程统计。为客户提供高精度检测的同时,概据 SPC 统计数据,实时对生产数据调整, 提高产品质量,节约成本。想要了解更多,可联系:15012834563,小周[img=,690,920]http://ng1.17img.cn/bbsfiles/images/2017/12/201712291417_2603_3353984_3.jpg!w690x920.jpg[/img]
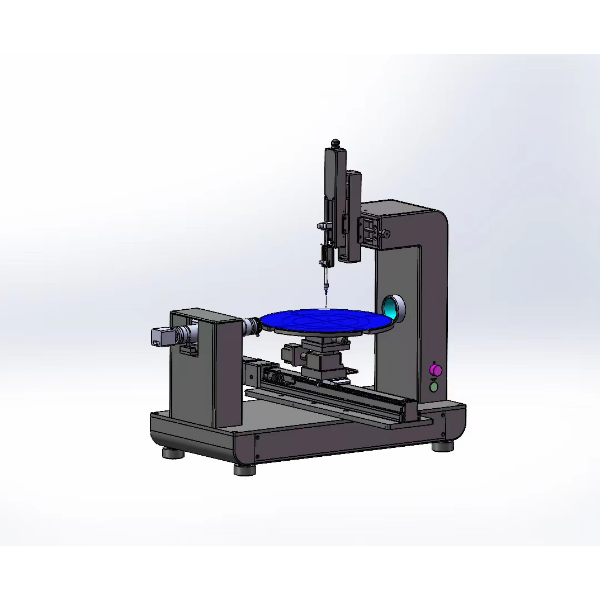
[b][color=#3366ff]SJ5300螺纹及轮廓综合测量机[/color][/b]为全自动测量,操作者只需装好被测螺纹,在检测软件上选择被测螺纹的标准和输入被测螺纹的规格、检测量程等参数后,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示螺纹轮廓的牙型曲线图,自动计算出大径、中径、小径、螺距、牙型角等各项螺纹参数,并根据系统内置的螺纹标准数据库对被测件螺纹的各项参数进行合格判定,整个测量过程不超过2分钟,检测结束后自动生成测量结果。[align=center][img=,690,466]http://ng1.17img.cn/bbsfiles/images/2017/05/201705021640_01_3712_3.jpg[/img][/align] 轮廓扫描功能模块同样为全自动测量,在轮廓扫描模式下,操作者只需选择扫描范围,装好被测零件,点击“开始”按钮,系统立即进行全自动检测,系统可以实时显示扫描轮廓的曲线图,通过计算,用户可以获得轮廓的尺寸、形位公差等参数的结果。用户完成所有参数的评定后,即可进行测量报告打印。系统带有数据库,所有评定参数都可以保存。1、 全自动检测螺纹综合参数测量中无需人工干预和计算,2分钟内即可完成所有被测参数的扫描测量,并显示所有测量结果,自动生成检测报告,大大简化了操作人员的工作强度,提高了测量效率和测量质量与精度。1) 客户选好螺纹类型、输入相关检测信息,点击“开始”后,计算机自动控制高精度伺服电机精确驱动测针与被测螺纹接触扫描,不需人工干预。 2) 高精度光栅测量系统自动记录扫描过程中的坐标变化,由计算机自动计算螺纹相关参数,自动形成分析图表。3) 检测软件自动生成检测报告。[align=center][img=,348,348]http://ng1.17img.cn/bbsfiles/images/2017/05/201705021641_01_3712_3.jpg[/img][/align]2、 单项、双向扫描轮廓功能能对物体的轮廓、二维尺寸、二维位移进行测试与检验,直接描绘出表面轮廓曲线的形状,对测量得到的零件轮廓形状数据可进行尺寸、形位公差等参数计算,测量速度快、结果可靠、操作方便。一机二用,大幅提高了仪器的性价比。3、 高精度、高稳定性、高重复性采用六大技术措施,保证仪器的高精度、高稳定性、高重复性。1) 领先的高速多路、高精度细分光栅系统:引进国际领先的高精度光栅测量系统,采用2000倍数字化细分算法和FPGA高速并行采样,实现分辨力达到0.01um和同时高速采样、处理多路光栅,完全满足被测件测量精度要求。同时设计非接触式光栅采集系统,彻底消除连接和传动带来的误差,精度更高,系统更灵敏、更可靠。2) 精确测力控制系统:精确控制的测力调节系统,实现扫描针对螺纹轮廓稳定、可靠的接触扫描测量,降低测力变化引起的测量误差。测力仅同类仪器的一半,甚至四分之一,提高了扫描针的耐用性(寿命超过1万多次),避免量规划伤。3) 高精度气浮导轨系统:掌握无磨损、超低摩擦力的高精度气浮导轨系统的核心制造工艺,保证导轨稳定、可靠地工作。4) 关键部件的特殊制作:进口特殊材料制作的高刚性、无变形测杆和刚性强、耐磨性好的扫描针,保证螺纹数据的真实采集。5) 精巧平衡臂技术:消除导轨的摆动,保证扫描时坐标系统的正交稳定性,奠定高精度测量的基础。6) 精密机械设计经验及加工、装配能力:公司拥有10多年的精密仪器设计制造经验,以及一批有丰富精密仪器设计制造经验的研发工程师和一批熟练的精密加工、装配技师,同时配有先进的检测、加工设备,保证制造工艺精良,进一步保证高精度、高稳定性。4、 SmartTouch智能扫描技术(专利一) 通过实时测力控制装置和智能测力传感装置有效解决测针磨损、大坡度螺纹不能直接扫描等问题。实时测力控制装置实现实时测力0.1~10gf可调,实现测力的精确控制。智能测力传感装置精度达到0.1gf,可以有效地保护测针。采用SmartTouch智能探针技术达到的突破性效果是:1) 突破性实现大幅提升爬坡能力。新型仪器测力只需3gf(甚至更小,1~2gf),即还不到一代仪器的一半,是进口仪器的四分之一(IAC仪器14gf)。通过微小测力,精细测力控制,实现扫描上坡85°,下坡87°。该新型技术是实现梯形螺纹、偏梯形螺纹、锯齿形螺纹等螺纹精确测量的基础,是一次突破性实现。2) 真正恒力扫描。实现保持任意位置、任意斜面为相同接触力,提高测量精度。3) 高效解决针尖磨损。实现实时监测测针受力,有效保护测针,突破性解决针尖磨损问题,测针基本不磨损。通过实时监测测力,设计智能障碍规避能力,更有效保护测针。4) 智能变速扫描。根据不同牙型,采取智能变速扫描,实现任意表面上的数据分布均匀,使分析算法更可靠。5、 简便、人性化设计螺纹装夹方便快捷,无需复杂调整过程,无需记录数据,仪器操作界面友好,操作者几分钟内即可基本掌握仪器操作,使用十分简便。1) 10多年积累的实用计量检测软件设计经验,向客户提供简洁、实用、快速的操作体验。2) 集成众多螺纹标准、规程,功能强大、自动处理数据、打印各种格式的检测报告,自动显示、打印、保存、查询测量记录。3) 测量范围广,可满足绝大多数螺纹类型的综合参数测量。4) 纯中文操作软件系统,更好的为国内用户服务。5) 打印格式正规、美观。测量数据可存档,或集中打印,不占用检测操作时间。6) 本仪器采用计算机大容量数据库储存,可自动记录保存所有测量结果。








 我要推广仪器
我要推广仪器
 下载APP
下载APP


