推荐厂家
暂无
暂无



 400-860-5168转6203
400-860-5168转6203
 留言咨询
留言咨询
 400-860-5168转3730
留言咨询
400-860-5168转3730
留言咨询
 400-860-5168转3947
留言咨询
400-860-5168转3947
留言咨询


内燃机缸套-活塞环摩擦副是一个典型的摩擦学系统,其中含有多种类型的摩擦和磨损,润滑、摩擦、磨损的相互作用十分显著。其摩擦学性能对提高内燃机的可靠性和耐久性,保证内燃机经济、可靠地工作具有决定性的作用。其摩擦学问题的研究一直是人们关注的热点之一。 关键词:内燃机 缸套 活塞环 摩擦学研究 内燃机中缸套-活塞环摩擦副对内燃机工作性能(动力性、经济性以及稳定性等)和使用寿命有着举足轻重的影响。如何控制好这对摩擦副的摩擦学行为是人们魂系梦牵的事情。由于缸套-活塞环摩擦副的工作条件十分苛刻,经常处于高温、高压和高冲击负荷工作状态。为了解决好这对摩擦副的润滑和抗磨问题,国内外许多汽车工程技术人员,长期以来孜孜以求地投入了大量的研究工作,至今仍在探索。1 缸套-活塞环摩擦学理论研究概述 从缸套-活塞环研究的历史上看,早期对缸套-活塞环的摩擦学研究主要是求内燃机的摩擦功耗,自Stanton,T.E.1925年发表第一个摩擦力研究结果以来,人们围绕着缸套-活塞环的摩擦及润滑问题做了许多工作,Rogowki,A.R.指出活塞连杆系统的摩擦功耗可占到整个内燃机机械损失的75%,而缸套-活塞环的摩擦功耗又占活塞连杆系统的75%,Ricardo,H.的研究表明当内燃机以1600r/min转速运转时,活塞连杆系统的损失占机械损失的58%,并指出“对所有内燃机来说,活塞连杆系统的摩擦功耗是机械损耗的最大组成部分,但又是最难准确地定量描述的部分。”最早在点火内燃机上进行摩擦力测量的是美国麻省理工学院的学者们,他们通过研究得出了摩擦力随气体压力升高略有增加的结论。Farobarros,A.T Dyson,A.研究了不同粘度润滑油对摩擦力的影响以及在混合润滑区内减摩添加剂的作用。Wakuri,Y.等人通过对摩擦力的测量和分析,指出贫油对摩擦力有巨大的影响,同时还探讨了环组中活塞环的数目对摩擦力的影响以及缸套-活塞环间油膜厚度随润滑油粘度的变化。Furuhama,s.等人在缸套-活塞环摩擦学特性研究作出了巨大的贡献,他们于70年代末期研制的可动缸测量摩擦力装置,有效地克服了惯性力、气体压力等因素的影响,测得了在整个内燃机工作循环中的摩擦力变化过程,提出了内燃机载荷主要由流体润滑膜承担,而摩擦力主要受混合润滑区域影响的论断,这一点已被后来进一步的理论研究所证实。 Riches,M.F.等人侧重于混合润滑效应,从理论和实验两方面对缸套-活塞环间的摩擦力进行了研究,指出在低速及低粘条件下充分考虑混合润滑作用的重要性。活塞环的摩擦影响着内燃机的效率,而缸套-活塞环的磨损则影响着它们的使用寿命,近年来,对高性能内燃机提出要求之一就是延长不解体检测的运行时间。为此,减少缸套-活塞环的磨损就成了首要的任务。缸套-活塞环的磨损是非常复杂的,它受到许多因素的影响,同时其磨损又包含粘着磨损、磨粒磨损、腐蚀磨损等多种磨损形式。针对这种情况,Nealc,M.J.经过广泛调查,于1970年发表文章阐述了缸套-活塞环一般的磨损机理,提出了一些改善措施,指出了需要加强研究的问题。基于Archard,J.F.磨损定律,Ting,L.L.等人提出了一种分析缸套-活塞环磨损的模型,分别计算了缸套上推力面和次推力面的磨损,得出了缸套磨损曲线。国内的桂长林教授也提出了一种将Archard,J.F.模型用于机械零件磨损设计的算法,并重点分析了缸套-活塞环的磨损问题。该文指出了缸套-活塞环的磨损问题的研究成效不显著的原因,主要是在设计上没有建立起一个可以预测缸套-活塞环耐磨寿命的计算模型和计算方法。Baker,A.J.S.等人探讨了影响活塞环擦伤的动力学因素,提出了一种用无量纲临界功能法分析内燃机活塞环工况的方法,此外还探讨了载荷因素对缸套磨损的影响,并对磨损进行了测量。此外,孔凌嘉较全面地讨论了缸套-活塞环的磨损问题,并第一次把磨损和润滑放在一个模型中加以研究,并考察了它们之间的偶合关系,建立了一个同时考虑边界润滑条件下的磨损与三体磨粒磨损的综合分析模型,对磨粒尺寸、磨粒浓度对磨损的影响做了定量的计算。刘琨以内燃机活塞系统为研究对象,较系统地研究了缸套-活塞环、缸套-活塞裙部的摩擦学特性,为进行高性能的内燃机活塞系统设计提供了理论基础。桂长林等人从缸套的磨合、耐磨性、摩擦功耗和机油消耗诸方面对设计上需要确定的表面形貌进行了探讨,给出一些参数组合。缸套-活塞环间的磨损在上、下止(死)点处最大,尽管在冲程中部是流体润滑,但也是磨损存在,这就为磨损提出了新课题,促进人们进一步的研究。润滑是降低摩擦、减少磨损的重要途径,因此缸套-活塞环的润滑也是长期以来人们所致力研究的领域。Castleman,R.A.假定在冲程中部具有典型的载荷和速度,最先对缸套-活塞环流体润滑进行了计算,证实了表面外凸的活塞环可以与缸套间产生足够厚的油膜。后来人们又发现,在分析和求解油膜厚度时,必须考虑挤压效应,这样才能在整个循环中求解。分析表明,活塞环的曲率半径是影响油膜形成的关键因素。在上、下止点处为了保证挤压效应,则活塞环应有较大的曲率半径,而在冲程中部为了保证动压效应,则希望曲率半径小。因此,设计时应综合考虑。在这个阶段,缸套-活塞环的润滑分析是采用简化了的Reynolds方程]。
外置活塞式移液模式: 1.活塞头与样品液直接接触,无空气间隔,避免了空气接触及有可能发生的气雾交叉污染 2.当移水性溶液以外的高粘度或高密度等不同性质液体时,同样可确保移液的高准确性 , 外置活塞式移液器消除了样品液间交叉污染 1.外置活塞式移液模式:和带滤芯的吸头相比,更尤其适合于PCR样品液。 外置活塞式移液器使样品液和活塞之间无空气间隔,保护您珍贵的试剂免受气雾交叉污染。当气雾影响很重要的时候,选用外置活塞式移液器比选用带滤芯吸头更尤为适合,是PCR样品液、DNA试剂、生物酶溶液等的完美选择。 2.通过使用一次性的活塞毛细移液管,样品液与移液器枪体完全隔离,消除了移液器套柄被污染的风险。 3.所有的RAININ活塞毛细移液管都是在100,000级超洁净实验室,用机械手预先安装好活塞,且经过消毒后密封在移液管盒中,消除了实验员手部的直接接触所带来的污染风险。外置活塞式移液器移液器是“难题样品液”移液时的可信赖选择 1.和普通型空气置换原理移液器相比,外置活塞式移液器使用一次性的活塞毛细移液管,即活塞被安置在毛细移液管中。 2.活塞头与样品液直接接触,无空气间隔,完全消除了移液器套柄受样品液污染的风险。 3.排液时,活塞头紧贴毛细移液管内壁,可将样品液完全排出,不存在残液挂壁,即使是“难题样品液”也没有问题,完美适用于高粘度或高密度液体,如:化妆面霜、乳液、油类、蜂蜜、糖桨、胶水、油漆、血液、血清、甘油等;还可适用于具有挥发性的样品液,如:氯仿、乙醇等。 外置活塞式移液器移液器—人性化设计和“难题样品液”移液的完美体验 人性化设计的指钩: 人性化设计的指钩可以使移液器很轻松地在您的指间休息、减少移液时的静态手握持力,手感极其舒适,同时为您的手指提供了一个可“休憩的港湾”,避免了手部重复性劳损(RSI)的发生。 移液量程设置方便且直观: 移液操作时,量程显示窗口直接面对视线,无需旋转枪体去设置移液量程。 活塞毛细移液管: 1.所有的Rainin活塞毛细移液管均为预先消毒包装,和普通型活塞毛细移液管具有相同或者更实惠的价格。 2.所有的RAININ活塞毛细移液管都是在100,000级超洁净实验室,用机械手预先安装好活塞,且经过消毒后密封在移液管盒中,消除了实验员手部直接接触所产生的污染风险。每一个包装都经过严格消毒检测,确保不含RNAse, DNAse, DNA, Pyrogen 及ATP等。 3.盒装的活塞毛细移液管包装,使外置活塞式移液器移液器装载毛细移液管非常简单,完美适配于Rainin Pos-D,Microman移液器系列。
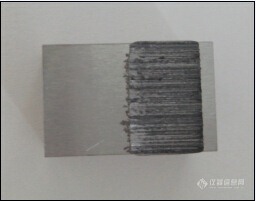
试环-试块滑动磨损试验方法是材料类评定摩擦磨损性能的试验方法,金属材料参考国标《GB/T 12444-2006 金属材料磨损试验方法 试环-试块滑动磨损试验》,塑料及塑料基复合材料参考国标《GB/T 3960-89 塑料滑动摩擦磨损试验方法》。 国标GB/T 12444-2006 试验结果处理时指出:“在块试样磨痕中部及两端(距试样边缘1mm处)测量磨痕宽度,取3次测量平均值作为一个试验数据,标准尺寸试样三个位置的磨痕宽度之差大于平均宽度值20%时,试验数据无效”。国标GB/T 3960-89也同样明确指出:“本标准以磨痕宽度来表征磨损量。测量三点,取平均值,各点之差不得大于1mm。”换句话说,就是试环-试块滑动磨损试验方法试验结束,试块的整体磨痕宽度须在标准规定的范围之内,否则试验无效。可见,试验结束后磨痕的状态直接表征试验的有效性。 同时,若试验结束后的磨痕状态不规则,也同样会在一定程度上影响磨损量的结果,摩擦系数也必然会受到一定程度的影响。虽然,标准GB/T 12444-2006有说明:“由于试块在磨损中受材料转移、氧化膜行程、润滑剂渗透等影响,试块的磨损量一般不用质量损失计算。”但是,对部分材料来说,在一定条件下做磨损对比性试验,还是有一定的参考意义。那么磨痕的不规则性是怎样造成的,又与哪些方面的因素有关系? 如下图,为在济南益华摩擦学测试技术有限公司生产的设备MRH-3型 高速环块摩擦磨损试验机上作的一组比照试验。照片为试验结束后的磨痕状态。观察照片可知,图2接近于标准磨痕状态,整体宽度、状态相对比较均匀、规则,而图1磨痕形状为梯形偏离标准要求的磨痕状态,更有严重偏离标准要求的结果接近于三角形。http://ng1.17img.cn/bbsfiles/images/2016/07/201607050952_599222_3080793_3.jpg http://ng1.17img.cn/bbsfiles/images/2016/07/201607050952_599224_3080793_3.jpg 图1 图2 在这里济南益华摩擦学测试技术研究所经多年客户委托试验经验作简要分析。 第一,国标GB/T 12444-2006、GB/T3960-89中,都明确规定了试验用试样尺寸及精度。一旦试样尺寸加工不合格,如摩擦表面处理不一致、不平整、试块表面不平行、试环内孔及表面精度达不到要求等都易导致如图1的试验结果,更甚是角度更大的梯形磨痕,严重影响试验结果评价。 第二,卡具加工精度。单单试样的精度达到要求,若块试样卡具槽不平行或主轴精度等达不到要求,与试块、试环配合不好,也同样会直接影响试验结果磨痕的规范性。 第三,设备精度。除了试样、卡具的加工精度,磨痕的规范性与设备的精度也是密不可分的。设备精度不达标,如试验相关机械部件整体装配精度、本身的精度(比如弹簧加载系统的精度、试样装卡系统精度等)皆直接影响着磨痕的规范性。 第四,人员操作因素。比如设备本身加载系统中,加载过程中试样块部分是可以自动校正试块与试环接触位置角度的,若操作人员采用的试验力值较大时,试验前直接将试验力加载至设定值,然后再启动试验,这样不仅容易造成磨痕的不规范性,更容易导致试验无法正常进行,可能在试验进行一定时间后由于摩擦力大或振动大致试验停止。 除此之外,磨痕的规范与否与材料本身也有直接的关系。如果试样块或试环接触面内部组织分布不均匀,造成摩擦接触位置相对一边硬一边软或是一边自润滑效果好一边自润滑效果不好等类似现象,也极易导致磨痕的不规范。 针对国标GB/T 12444-2006、GB/T 3960-89来说,磨痕的不规范直接导致试验的无效。只有正确认识到影响磨痕的试验因素,正确改进并使设备精度、试样加工精度皆达到标准及行业要求,提高自身测试技术水平,才能更好的提高试验的有效性,得出更有意义的研究结论,对材料作出更可靠的评价。









 我要推广仪器
我要推广仪器
 下载APP
下载APP