推荐厂家
暂无
暂无



 400-860-5168转1374
400-860-5168转1374
 留言咨询
留言咨询
 400-860-5168转1400
留言咨询
400-860-5168转1400
留言咨询
 400-860-5168转3509
留言咨询
400-860-5168转3509
留言咨询


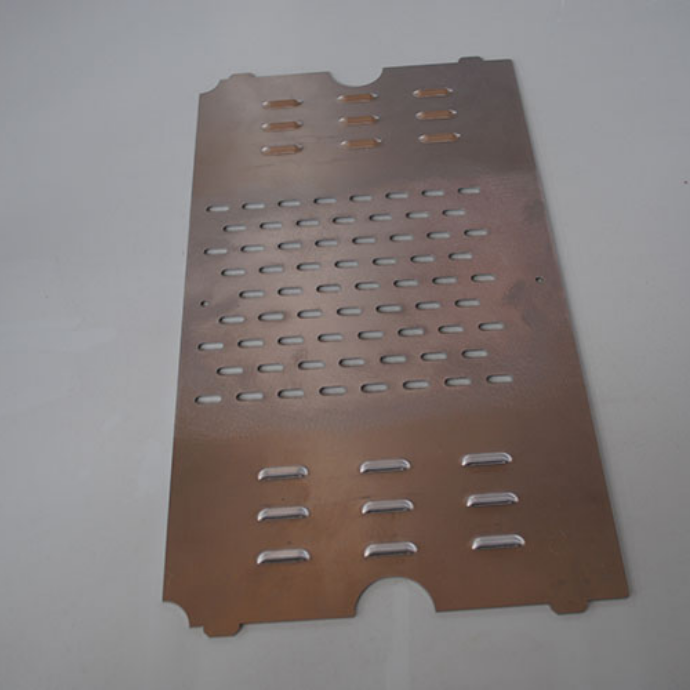
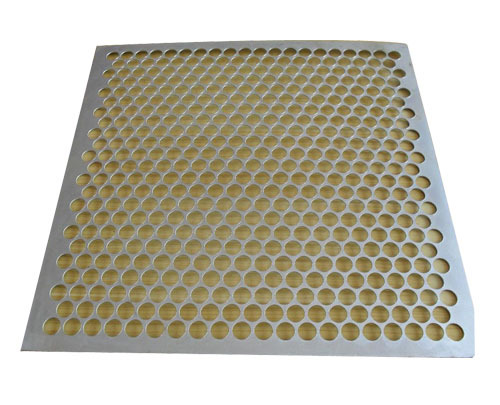
冲裁:冲裁是利用冲模使部分材料或工序件与另一部分材料、工(序)件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。切开:切开是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。切边:切边是利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。切舌:切舌是将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有工件所要求的一定位置,不再位于分离前所处的平面上。切断 切断:切断是将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。 扩口:扩口是将空心件或管状件敞开处向外扩张的一种冲压工序。 冲孔:冲孔是将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。 冲缺:冲缺是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓形成缺口,其深度不超过宽度。 冲槽:冲槽是将废料沿敞开轮廓从材料或工序件上分离的一种冲压工序,敞开轮廓呈槽形,其深度超过宽度。冲中心孔:冲中心孔是在工序件表面形成浅凹中心孔的一种冲压工序,背面材料并无相应凸起。精冲:精冲是光洁冲裁的一种,它利用有带齿压料板的精冲模使冲件整个断面全部或基本全部光洁。连续模:连续模是具有两个或更多工位的冲模,材料随压力机行程逐次送进一工位,从而使冲件逐步成形。单工序模:单工序模是在压力机一次行程中只完成一道工序的冲模。组合冲模:组合冲模是按几何要素(直线、角度、圆弧、孔)逐副逐步形成各种冲件的通用、可调式成套冲模。平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。压凸:压凸是用凸模挤入工序件一面,迫使材料流入对面凹坑以形成凸起的一种冲压工序压花:压花是强行局部排挤材料,在工序件表面形成浅凹花纹,图案、文字或符号的一种冲压工序。被压花表面的背面并无对应于浅凹的凸起。成形:成形是依靠材料流动而不依靠材料分离使工序件改变形状和尺寸的冲压工序的统称。光洁冲裁:光洁冲裁是不经整修直接获得整个断面全部或基本全部光洁的冲裁工序。扭弯扭弯是将平直或局部平直工序件的一部分相对另一部分扭转一定角度的冲压工序。卷边:卷边是将工序件边缘卷成接近封闭圆形的一种冲压工序。卷边圆形的轴线呈直线形。卷缘:卷缘是将空心件上口边缘卷成接近封闭圆形的一种冲压工序。拉延:拉延是把平直毛料或工序件变为曲面形的一种冲压工序,曲面主要依靠位于凸模底部材料的延伸形成。 拉弯:拉弯是在拉力与弯矩共同作用下实现弯曲变形,使整个弯曲横断面全部受拉伸应力的一种冲压工序。 胀形:胀形是将空心件或管状件沿径向往外扩张的一种冲压工序。剖切:剖切是将成形工序件一分为几的一种冲压工序。校平:校平是提高局部或整体平面型零件平直度的一种冲压工序。起伏成形:起伏成形是依靠材料的延伸使工序件形成局部凹陷或凸起的冲压工序。起伏成形中材料厚度的改变为非意图性的,即厚度的少量改变是变形过程中自然形成的,不是设计指定的要求。 弯曲:弯曲是利用压力使材料产生塑性变形,从而被弯成有一定曲率、一定角度的形状的一种冲压工序。 凿切:凿切是利用尖刃的凿切模进行的落料或冲孔工序。凿切并无下模,垫在材料下面的只是平板,被冲材料绝大多数是非金属。深孔冲裁:深孔冲裁是孔径等于或小于被冲材料厚度时的冲孔工序。 落料:落料是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或工序件,大多数是平面形的。缩口:缩口是将空心件或管状件敞口处加压使其缩小的一种冲压工序。整形:整形是依靠材料流动,少量改变工序件形状和尺寸,以保证工件精度的一种冲压工序。整修:整修是沿外形或内形轮廓切去少量材料,从而提高边缘光洁度和垂直度的一种冲压工序。整修工序一般也同时提高尺寸精度。 翻孔:翻孔是沿内孔周围将材料翻成侧立凸缘的一种冲压工序。翻边:翻边是沿外形曲线周围将材料翻成侧立短边的一种冲压工序。拉深:拉深是把平直毛料或工序件变为空心件,或者把空心件进一步改变形状和尺寸的一种冲压工序。拉深时空心件主要依靠位于凸模底部以外的材料流入凹模而形成。 连续拉深:连续拉深是在条料(卷料)上,用同一副模具(连续拉深模)通过多次拉深逐步形成所需形状和尺寸的一种冲压方法。变薄拉深:变薄拉深是把空心工序件进一步改变形状和尺寸,意图性地把侧壁减薄的一种拉深工序。反拉深:反拉深是把空心工序件内壁外翻的一种拉深工序。差温拉深:差温拉深是利用加热、冷却手段,使待变形部分材料的温度远高于已变形部分材料的温度,从而提高变形程度的一种拉深工序。液压拉深:液压拉深是利用盛在刚性或柔性容器内的液体,代替凸模或凹模以形成空心件的一种拉深工序。 压筋:压筋是起伏成形的一种。当局部起伏以筋形式出现时,相应的起伏成形工序称为压筋。(来源:脉搏制造网)
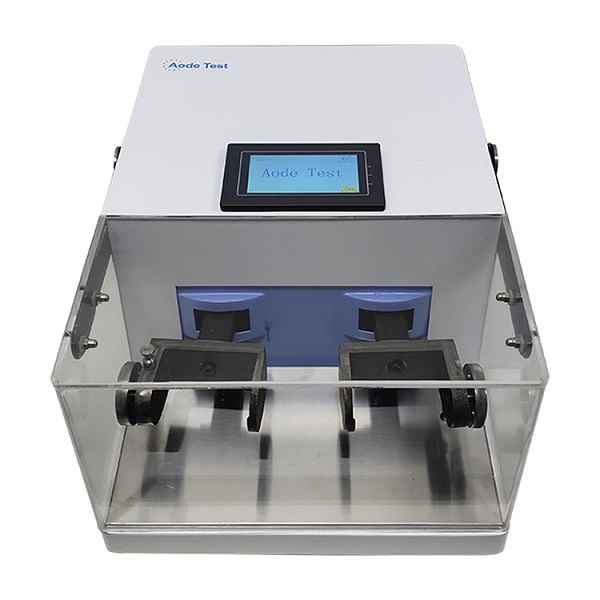
1、测量试样尺寸。如有条件可用投影仪检查试样缺口处的形状尺寸及加工精度是否符号标准要求,剔除不合试验要求的试样,然后对试样编号,并记下各试样缺口横截面处的尺寸。2、确定试验温度。将试样放入保温容器中,使用确切的介质保温。冷却介质液面高于试样25mm以上。待达到选定的试验温度并稳定后开始计算保持时间,保温时间一般不少15分钟。取样的手钳应和试样一起保温。3、检查冲击试验机,使摆锤刀口处于两支承钳口的中心。校正钳口间的距离为 。并检查其空打时指针是否从上止点(最大刻度)带至下止点(零刻度)证明确无能量损耗,方能进行正式试验,然后举起摆锤,将摆锤固定于规定的高度,同时把指针拨到最大刻度处,使微机控制冲击试验机控制杆处于冲击试验的预备位置。4、用手钳取出试样,尽快稳定地放于支座上,缺口背向摆锤刀口,并保证缺口平分面和摆锤刀口心中线重合。其偏差不应超过0.2mm。为满足这一要求,放试样时可用标准样板使缺口对准钳口中,分别处于钳口的中心,或用试样端面作为基准,在支座上放置定位块,使试样的缺口平分面处于钳口的中心,但试祥从冷却筒取出直到被冲断,时间间隔应不超出5 秒。5、拉动控制杆,使摆锤自由落下,冲断试样,从刻度盘上读出冲击吸收功( J ),要求精确到1( J )。6、拉动控制杆,使摆锤停止摆动。捡起冲断的试样,记下试样号及冲击吸收功Akv。同时将微机控制冲击试验机冲断的试样浸于无水酒精中,以防止断口锈蚀,待冲击试验结束后,用电吹风吹干试样,并评定结晶状断口面积百分数,记入试验记录中。实验注意事项:1、操作摆锤冲击试验机时需严格按照安全操作规程进行,在摆锺摆动平面内严禁站人或堆物。2、在试样未放妥时,绝不能随便抬高控制杆,以免摆锤落下伤人。3、摆锤未刹停前。绝不能在微机控制冲击试验机附近跑动或捡被冲断的试样。
一、微机控制冲击试验机冲击试件工程上常用金属材料的冲击试件一般在带缺口槽的矩形试件,做成制品的目的是为了便于揭露各因素对材料在高速变形时的冲击抗力的影响。并了解试件的破坏方式是塑性滑移还是脆性断裂。但缺口形状和试件尺寸对材料的冲击韧度值的影响极大,要保证实验结果能进行比较,试件必须严格按照冶金工业部的部颁布标准制作二、微机控制冲击试验机基本原理1.冲击实验是研究材料对于动荷抗力的一种实验,和静载荷作用不同,由于加载速度快,使材料内的应力骤然提高,变形速度影响了材料的机构性质,所以材料对动载荷作用表现出另一种反应。往往在静荷下具有很好塑性性能的材料,微机控制冲击试验机在冲击载荷下会呈现出脆性的性质。2.此外在金属材料的冲击实验中,还可以揭示了静载荷时,不易发现的某结构特点和工作条件对机械性能的影响(如应力集中,材料内部缺陷,化学成分和加荷时温度,受力状态以及热处理情况等),因此它在工艺分析比较和科学研究中都具有一定的意义三、实验设备和仪器微机控制冲击试验机、游标卡尺等四、实验目的1.了解冲击实验的意义,材料在冲击载荷作用下所表现的性能2.测定低碳钢和铸铁的冲击韧度值










 我要推广仪器
我要推广仪器
 下载APP
下载APP