推荐厂家
暂无
暂无
 400-666-7037
400-666-7037
 留言咨询
留言咨询
 400-860-5168转4306
留言咨询
400-860-5168转4306
留言咨询
 400-801-5101
留言咨询
400-801-5101
留言咨询


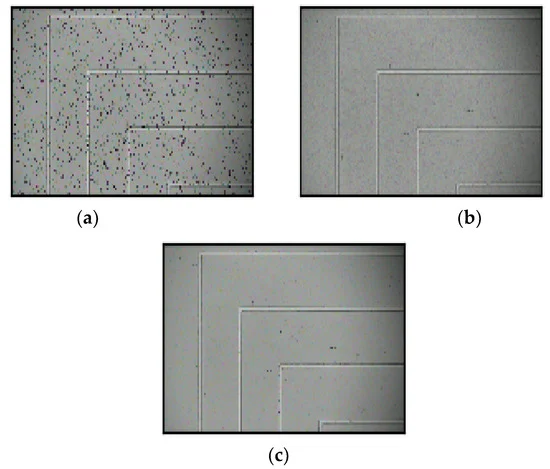
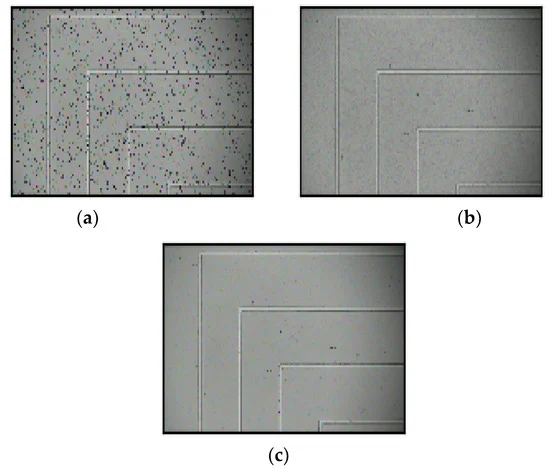
[b][font=宋体][color=black]【序号】:1[/color][/font][font='微软雅黑',sans-serif][color=black][/color][/font]【作者】:[size=16px][b]王悦[/b][/size][/b][font=&]【题名】:[b][b][b]光学元件亚表面缺陷检测自动调平与对焦研究[/b][/b][/b][/font][font=&]【期刊】:cnki[/font][b][color=#545454]【链接]: [url=https://kns.cnki.net/kcms/detail/detail.aspx?dbcode=CMFD&dbname=CMFD202101&filename=1021001205.nh&uniplatform=NZKPT&v=xYGHSdLttNdKdrQ4eSEtVhLFx0cYpkq8yjYDo-JSapNdufFHtF5fAnmFys_fHVpk]光学元件亚表面缺陷检测自动调平与对焦研究 - 中国知网 (cnki.net)[/url][/color][/b]
[b][font=宋体][color=black]【序号】:1[/color][/font][font='微软雅黑',sans-serif][color=black][/color][/font]【作者】:[size=16px][b][b]黄梦辉[/b][/b][/size][/b]【题名】:[b][b][b][b][b][b]大口径光学元件表面划痕缺陷检测技术研究[/b][/b][/b][/b][/b][/b][font=&]【期刊】:cnki[/font][b][color=#545454]【链接]: [url=https://kns.cnki.net/kcms/detail/detail.aspx?dbcode=CMFD&dbname=CMFD202101&filename=1021001205.nh&uniplatform=NZKPT&v=xYGHSdLttNdKdrQ4eSEtVhLFx0cYpkq8yjYDo-JSapNdufFHtF5fAnmFys_fHVpk]大口径光学元件表面划痕缺陷检测技术研究 - 中国知网 (cnki.net)[/url][/color][/b]
裂纹形态不同,应该说形成原因肯定是不同的。但分析证明,通常是几种因素共同作用的结果。另外,经常发现在一个钢坯表面上几种缺陷共存,由此可见,形成原因就更加复杂了。综合分析,产生钢坯表面缺陷有四种可能的因素或环节,一是钢锭质量,包括冶炼质量和钢锭表面质量;二是钢锭热送时间长短的影响;三是加热温度、升温速度、保温时间和炉温均匀程度的影响;四是轧制方法的影响。钢锭质量是钢坯表面缺陷最主要的影响因素,而钢锭中气体含量的影响尤为重要。原材料干燥不良,或者雨季炼钢是造成钢中气体含量较高的直接原因,CO和O2在浇注中从钢液逸出滞留在钢锭的表面或浅表面,形成气泡,钢锭在加热中气泡被烧穿,轧制后产生裂纹,钢坯上常见的细、密、短、浅“束状”裂纹,通常称为发裂或发纹,就属此种缺陷。在所有种类的表面缺陷中发纹最多,最常见。氢也是钢坯、锻件表面质量或内部质量的最大威胁,超级白点导致的异常脆性断裂主要是氢含量超标造成的。氢含量达到一定值时,在一定温度下或放置一定时间,由于钢中氢的聚集产生氢脆导致钢锭纵裂,锻件内产生白点缺陷。 夹杂物和夹渣的影响。分析证明,夹杂物是产生钢坯热裂纹的主要内在因素,由于大颗粒夹杂物破坏了金属的热塑性,导致“结疤”缺陷的实例也是常见的。如果在浇注中因浇注速度不均,或钢液有翻花现象,将保护渣卷入钢液并凝结在钢锭的浅表面,就会在轧制时产生“结疤”表面缺陷。检验中,在“结疤”壁上发现了保护渣的主要成分:FeO·SiO2,CaO·Al2O3,Cr2O3·MnO·K2O是最有力的证明。 钢锭模表面质量对钢锭表面影响也不容忽视,模壁清理不干净、钢锭粘模、钢锭模使用末期可能使钢锭表面产生麻坑、折叠等缺陷。较深的麻坑在钢锭加热时不能完全变成氧化铁皮脱掉,也会产生发裂表面缺陷。首钢特殊钢厂在钢锭上进行钻孔实验,以确定钢锭表面凹坑深度、形状、位置与钢坯发裂间的关系,证明了压缩比对麻坑产生裂纹的影响起着较大作用。









 我要推广仪器
我要推广仪器
 下载APP
下载APP


