推荐厂家
暂无
暂无
 留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
留言咨询
 留言咨询
留言咨询

 400-860-5168转1719
留言咨询
400-860-5168转1719
留言咨询
 400-860-5168转5905
留言咨询
400-860-5168转5905
留言咨询


在对机械零部件进行喷砂后,可以使机械零部件的表面在原来的基础上提高0.5~2.0级光洁度,如果采用不同的丸料也可使机械零部件达到光亮或亚光的效果。湿式喷砂是物体表面抛光、光饰最理想的方法之一。湿式喷砂机还作用喷玻璃丸、强化光饰零件表面;湿式喷砂机适用于中、中零件单件小批量生产、高质高效;湿式喷砂机适合表带厂、眼镜厂、首饰厂、电子厂等。湿式喷砂机能完成清理不锈钢焊接件、热处理件、冲压件及机械加工件的粗糙表面、去残盐和毛刺、用于喷涂、电镀前的预处理工序;湿式喷砂机采用虹吸式喷砂,利用压缩在喷砂内高速流动形成负压产生引射作用,将磨料槽内的磨料液通过胶管吸放喷砂枪内,然后随压缩空气流由喷嘴高速喷砂射到工件表面,达到喷砂加工。干喷砂机就不能将砂料和水混合及用到磨液泵这些,湿喷砂机优要比干喷砂机效率高很多,砂材消耗也少很多,还能提高加工物体表面的清洁度和光洁度,还能够提高加工物体表面的强度及附着力,并且对环境没有污染,十分环保;湿喷砂机安装起来方便,无需单独工作车间,可在生产线上直接进行加工处理。湿喷砂机的优势:此类型喷砂机可使用320目以下的粗度砂料更可使用320目以上的细砂为干式喷砂机所不能使用的微粉砂料,而用湿式喷砂机无论多细的砂料都可正常喷砂作业,且喷砂过后的产品表面手感细腻,既可达到喷砂后的砂纹亚光效果,又无明显粗糙感。工作方式:砂与水混于一起,由砂泵搅动防止砂料结块沉入机舱底部而无法进行喷砂作业机身为不锈钢制作,坚固耐用,不会腐蚀;砂与水混合喷射于工件表面,环保式无粉尘喷砂,喷砂效果与干喷砂明显不同,更显高档,适用于精细喷砂,手饰行业、不锈钢制品业、旧件翻新、模具清理等行业得到广泛应用湿式喷砂机所处理的表面效果非常精细,效果与干式喷砂机处理之后的表面第一印象就是档次上的区别--更显高档,细腻。一、喷砂机预处理:电镀、喷漆、喷涂等所有被覆盖加工前喷砂处理,表面绝对清洁,同时大大提高覆盖层附着力及防腐蚀能力。二、清理:铸造件、冲压件、焊接件、热处理件等金属工件及氧化皮、残渣、污垢;非金属制品表面清理,陶瓷胚件表面黑斑清除及还原漆纹图案等。三、喷砂机旧件翻新:汽车、摩托车、机电设备等所有运动部件的翻新清洗。同时消除疲劳应力,延长使用寿命。四、光饰:所有金属制品及非金属制品(塑胶、水晶、玻璃等)表面痕迹消除,哑光雾面处理,使产品表面提升档次。五、模具处理:模具表面亚光雾面处理,图文制作、以及模具清理,不伤及模具表面,保证模具精度。六、喷砂机毛刺处理:机加工零件微小毛刺去除,注塑零件溢胶毛边消除。七、不良品返工:产品不良覆盖层去除,表面不良着色及印字的去除。八、强化:增加金属件表面硬度、消除应力、如飞机叶片、弹簧、机加工刀具及武器等表面处理。九、刻蚀防滑加工:金属制品、非金属制品表面刻蚀图案、文字及防滑处理,如:大理石、手柄防滑、印章、石碑刻字等。十、牛仔服磨砂、发白及猫须效果达成。①机体全部采用玻璃钢材料制造、坚固耐用、不会腐蚀。②采用新型不带电的气控开关,同时控制砂泵及压缩空气,操作简单,安全可靠;③砂泵设计合理,搅拌均匀使得喷砂出来的产品表面均匀好看、容易启动、使用寿命长、且方便维修。④设计新新颖、适合中小型精密工件的喷砂加工。⑤零件采用进口知名品牌。安全可靠,易损件少。⑥推荐使用较细的玻璃珠和各类较细的棕刚玉等。①适用于液体喷砂加工②适用于中小型零件的单件、小批量喷砂加工③清理热处理件、焊接件、铸件、锻件等表面的氧化皮等,清理质量可以达到Sa3级④清理机加工件的微毛刺、表面残留物等⑤工件喷涂电镀前的表面预处理加工,可获得活性表面,提高喷涂电镀层的附着力⑥其他加工方法难以完成的精密高、粗糙度Ra值小、形状复杂零件的光饰加工⑦玻璃表面喷绘、雕刻;⑧可以在一定范围内增加或减少工件表面的粗糙度Ra值⑨改变工件表面的应力状态、能提高零件的耐磨性和疲劳强度⑩改善运动配合偶件的润滑条件、能降低运动配合偶件的运动噪音等;也可以用于旧件翻新处理。
两种表面的差异及测量喷涂表面机加工表面应用表面需喷涂防腐漆层零件配合面粗糙度的影响粗糙度差,则波峰突出,漆层易薄、产生腐蚀点; 粗糙度太好,则漆层附着效果差、影响防腐效果。粗糙度差、突出的波峰意味着容易磨损; 粗糙度太好,则油膜附着效果差,也影响配合效果。测量方法对于粗糙度差的表面,采用“压针法”,进行量化测量; 对于粗糙度较好的表面,采用“针描法”。无压针法的应用。只有“针描法”。两种方法的差异压针法针描法单点测量 通过计算压针压入的深度来表示粗糙度(即Rmax值) 测量孤立的多点,计算各点深度的绝对平均值 适合粗糙的表面(肉眼即可辨别)线轮廓测量 通过测针的自动滑行,将粗糙度曲线描绘下来,并进行计算,既可获得这条粗糙度曲线的算术平均值(Ra),也可同时获得深度值(Rmax) 一次测量不是一个孤点,而是一条线 适合较为光滑的表面(肉眼难以辨别) 相对而言,测量更为全面和精细代表产品压针法针描法国外某品牌123\223\224 实际上并不是真正意义上的粗糙度仪,不符合现行ISO标准中关于粗糙度R(roughness)参数及测量方法的定义符合现行ISO标准中关于粗糙度R(roughness)参数及测量方法的定义针描法产品的比较国外某品牌7061国产某品牌1、直量程(即,可测深度) 350μm 2、统分辨力(即,对粗糙度曲线描绘的精细度) 满量程350μm条件下,分辨力为32nm(纳米)1、直量程(即,可测深度) 400μm 2、系统分辨力(即,对粗糙度曲线描绘的精细度) 满量程400μm条件下,分辨力为6nm(纳米)压针法原理图http://www.shidaiyiqi.com.cn/upload/201404251.jpg针描法原理图http://www.shidaiyiqi.com.cn/upload/201404252.jpg特别说明 压针法和针描法并非简单的取代关系,而是取决于实际工况 打个比方: 如果是红砖地面或者是水泥地面,比较适合使用扫帚清扫;如果是瓷砖地面或者是地板底面,比较适合吸尘器清扫。就钢板的测量而言,针描法是一个合理的应用。
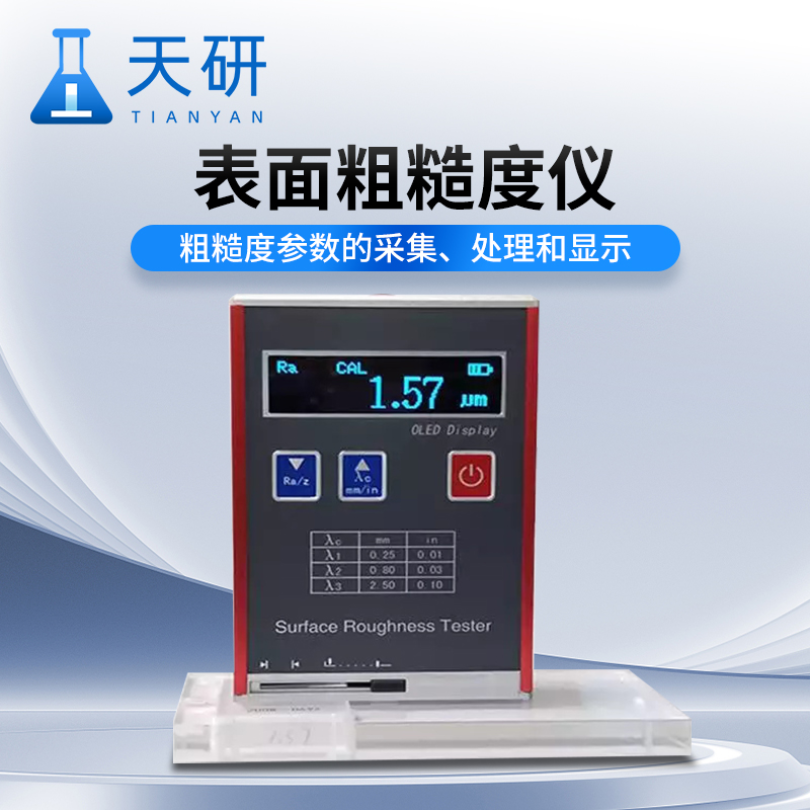
粗糙度∶以前一般叫表面光洁度,是用来评定工件表面质量的专业术语,最早一般用对比样板来评定工件表面粗糙度,从▲1到▲14一共分为14个等级,随着科技的发展使用者对工件表面质量要求也越来越高,原来的检测手段已经不能满足我们的需求,这也就加快了表面粗糙度仪的诞生。粗糙度仪是检测工件表面粗糙度的数字化电子仪器,由于准确度高、稳定性好、便于操作等优点迅速普及开来。 粗糙度仪分类: 粗糙度仪又叫表面粗糙度仪、表面光洁度仪、表面粗糙度检测仪、粗糙度测量仪、粗糙度计、粗糙度测试仪等多种名称,国外先研发生产后来才引进国内,目前市场上粗糙度仪品牌主要有:英国泰勒粗糙度仪、德国马尔粗糙度仪、德国霍梅尔表面粗糙度仪、日本三丰粗糙度仪、东京精密粗糙度、瑞士泰萨粗糙度仪、英国易高粗糙度这些都是国外生产厂商品牌;国内生产厂家品牌主要有:北京时代粗糙度仪、哈量粗糙度仪、宁波联合、上海泰明、304、威尔逊、兰泰等。其中时代集团生产的粗糙度仪(时代粗糙度仪)在国内占有80%左右的市场份额。粗糙度仪从测量原理上主要分为两大类:接触式和非接触式,接触式粗糙度仪主要是主机和传感器的形式,非接触式粗糙度仪主要是光学原理例如激光表面粗糙度仪。从测量使用的方便性上说又可分为:袖珍式表面粗糙度仪(代表性产品主要有:时代TR100、TR101、TR110、TR150袖珍式表面粗糙度仪和现已停产的英国泰勒DUO袖珍式表面粗糙度仪)、手持式粗糙度仪(代表性产品主要有TR200/220手持式粗糙度仪、泰勒25粗糙度仪、M1/M2粗糙度仪等品牌型号,不一一列举)、便携式粗糙度仪(代表性产品主要有TR240便携式粗糙度仪和TR300粗糙度形状测量仪等)、台式粗糙度仪(品牌型号较多一一列举,有些手持式粗糙度仪和便携式粗糙度仪配上相应的测量平台即可以当台式粗糙度仪使用)。粗糙度仪从功能又可划分为:表面粗糙度仪、粗糙度形状测量仪(TR300粗糙度形状测量仪是界于表面粗糙度仪和表面粗糙度轮廓仪之间的一款测量表面粗糙度的仪器,也可说是微观表面粗糙度轮廓仪)和表面粗糙度轮廓仪(代表性产品主要有英国泰勒表面粗糙度轮廓仪、德国马尔粗糙度轮廓仪、德国霍梅尔表面粗糙度轮廓仪、日本三丰表面粗糙度轮廓仪)。 粗糙度仪测量原理 测量工件表面粗糙度时,将传感器放在工件被测表面上,由仪器内部的驱动机构带动传感器沿被测表面做等速滑行,传感器通过内置的锐利触针感受被测表面的粗糙度,此时工件被测表面的粗糙度引起触针产生位移,该位移使传感器电感线圈的电感量发生变化,从而在相敏整流器的输出端产生与被测表面粗糙度成比例的模拟信号,该信号经过放大及电平转换之后进入数据采集系统,DSP芯片将采集的数据进行数字滤波和参数计算,测量结果在液晶显示器上读出,也可在打印机上输出,还可以与PC机进行通讯。









 我要推广仪器
我要推广仪器
 下载APP
下载APP



